Koren Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems
Подождите немного. Документ загружается.

flexibility. Similarly, an RIM with customized flexibility will be less expensive and
much more rapid to accompl ish the inspection job than a comparable CMM with
general flexibility. Every RM should be convertible (to handle part changes), or
scalable (to handle demand changes), or both.
Modularity and integrability are characteristics that are sufficient to constitute an
RM. Diagnosability, when embedded in the machine and its control structure,
provides the means for quick and accurate reconfiguration.
8.2.1 Design Principles of Reconfigurable Machines
RMs can be altered in response to part or product changes as well as to market demand
changes (for example, adding more spindles increases the machine throughput). RMs
are designed according to three primary principles.
2
1. The RM is designed with an adjustable structure that enables either machine
scalability in response to market demands, or machine convertibility to adapt to
new products.
2. The RM is designed around a part family with just the customized flexibility
needed for producing all members of this part family.
3. The RM embeds a set of core characteristics in both its hardware and control
structures.
Adjustable structure may be achieved by machine modularity, changing the con-
figuration of mechanical links in the machine, or adding/subtracting resources to/from
the machine. Resources may be spindles, sensors, assembly arms, etc. The part family
focus is the essence of the RM; it allows the design of the machine with customized
flexibility—just the flexibility needed to handle all the members of the family.
An RM may be built for various manufacturing applications:
Machining—reconfigurable machine tool (RMT)
3
Assembly—reconfigurable assembly machine (RAM)
Fixtures—reconfigurable fixtures
Inspection—reconfigurable inspection machine (RIM)
4
We will describe below several types of RMTs, as well as reconfigurable fixtures
and inspection machines.
8.3 RECONFIGURABLE MACHINE TOOLS
RMTs are cost-effective because they are designed for a specific range of operation
requirements, and can be economically converted from one to the other. The challenge
RECONFIGURABLE MACHINE TOOLS 211
is to focus the machine design effort on a specific part family and create an adjustable
machine that is capable of machining features of every part of this part family, and do
so rapidly. Every DOF of an RMT is designed after the operation set of all parts of the
family has been determined. As operational requirements change, the RMT needs to
be mechanically modified to adapt to these changes.
As summarized in Table 8.2, machines with adjustable structures constrained to
a part family create responsive machines and constitute the new class of machines that
have customized flexibility and scalable throughput.
We will describe three types of RMTs: modular, multi-tool, and arch-type RMT.
8.3.1 Modular Machi ne Tools
One might naturally associate the term “reconfigurable machine” with modular
machine tools. It is true that modularity of machine components is a sufficient
condition for reconfigurability, but a machine may be reconfigurable without being
modular. Nevertheless, modular machines are an important class of RMs. Some
projects on designing modular machines have already been carried out within
the framework of the international Intelligent Manufacturing Systems (IMS) initia-
tive.
5
Figure 8.5 shows examples of three-axis modular machining centers.
*
The motion and drive units of modular machines are powered with electricity and
are connected with the controller by wires. Some modules also require hydraulics or
compressed air. Integrating the modules to an operating machine requires interfaces to
transfer the electricity, hydraulic power, etc. Interfaces may be divided into three main
classes: mechanical, power, and information or control (see Figure 8.6). Mechanical
interfaces define the machine geometry and kinematics. The power and energy
interfaces dictate requirements that limit the overall size and dynamics. Information
interfaces connect the various controllers and sensors via communication networks to
computers and transmit data. To fulfill the requirements of an open, modular machine
structure, these interfaces must be specified in detail.
Interfacing the module’s wiring and piping with an external energy source can be
an obstacle for reconfiguration. The absence of adequate mec hanical interfaces that
*
Professor T. Moriwaki brought the example of modular machine tools.
TABLE 8.2 RMT Combines Features of Dedicated and CNC Machines
Dedicated RMT CNC Machine
Machine structure Fixed Adjustable Fixed
Design focus Part Partfamily Machine
Scalability No Ye s Yes
Flexibility No Customized General
Simultaneously operating tools Yes Yes No
212
RECONFIGURABLE MACHINES

can facilitate rapid setup and alignment is an additional major barrier impeding
machine modularity.
6
Another barrier to the common use of modular machines is the
lack of methods to rapidly calibrate and adjust the alignment of modular components.
For all these reasons changing the configuration of modular machines while still
achieving effective operations is sometimes impractical. To deploy practical modular
machines it is therefore necessary for each module to be autonomous and indepen-
dently functional, and standardization of the modu le connecting interfaces needs to be
established. All these requirements do not exist today.
8.3.2 Multi-tool RMT
Although built with just “customized flexibility,” RMTs provide all the flexibility
needed to process a specific part family. One example of customized flexibility is
a variant of a gang drill, common to dedicated lines. A gang drill includes multiple
spindles holding drill-bits (see Figure 6.6) that can simultaneously drill a pattern of
Figure 8.5 Modular machining centers.
Figure 8.6 Machine modules interfaces.
RECONFIGURABLE MACHINE TOOLS 213
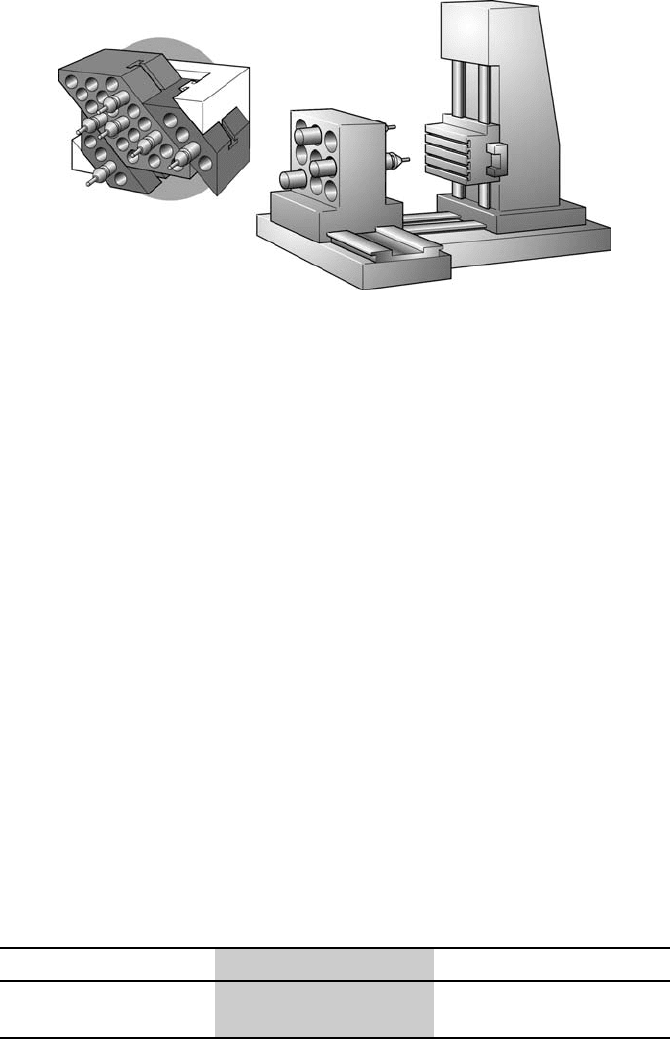
holes in a part. A reconfigurable multi-spindle gang drill can cut all the holes needed
by a part family member and then quickly reconfigure to drill a different pattern of
holes in the next member part, as needed. An example of an RMT that can drill holes in
one plane of a part is depicted in Figure 8.7. This RMT is capable of drilling multiple
holes simultaneously. It can drill some 10, 20, and even 50 holes with a single motion
of the Z-axis. When a different part is needed, the spindle head may need to be changed
as well or the spindle head itself may be reconfigurable.
7
In a more sophisticated RMT,
the spindle heads are on a 80
index table, and it rotates to fit the part entering the
machine for processing. The index-type spindle head can accommodate up to four
members of the part family.
The comparison between the RMT of Figure 8.7 and its two counterparts is
presented in Table 8.3.
Other practical examples of how single-axis drive modules can change machine
functionalityare showninFigure 8.8. Intheseexamplesthe reconfigurablemodulescan
allow for single or multiple spindles in either a vertical or horizontal configuration.
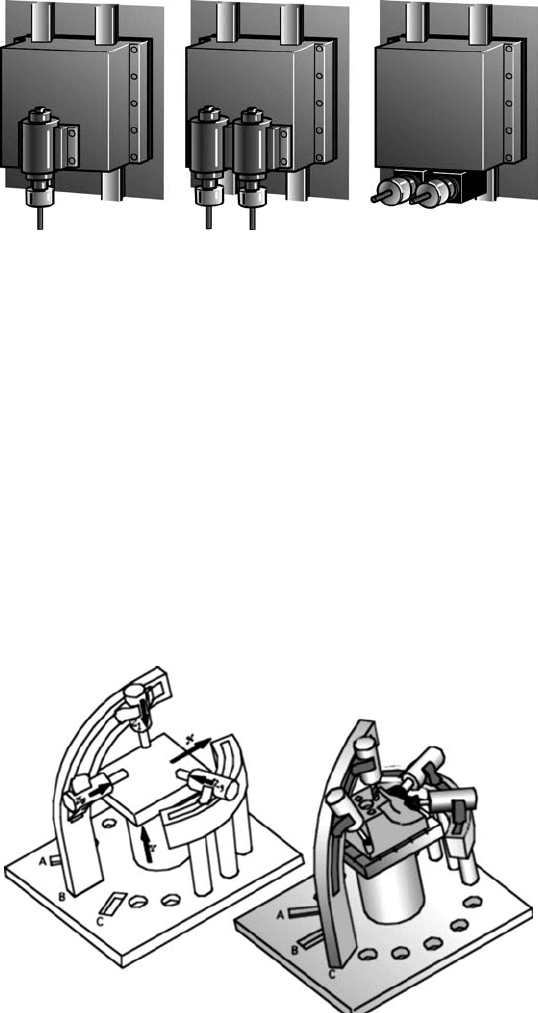
Figure 8.9 shows a conceptual design of a multi-tool RMT based on the patent of
Koren and Kota
8
. Single-axis drive modules may be mounted to operate at different
angles simultaneously. As the part size and features change, the spin dles can be
relocated to perform the same operation in a different location or replaced with
another spindle to perform a different operation. Note that spindles can also be added
or removed to optimize resources.
Figure 8.7 Reconfigurable machine tool—RMT.
TABLE 8.3 Machine Tools
Dedicated Multi-tool RMT Flexible (CNC)
Very fast Fast Slow
Fixed motions Flexibility for a part family Full flexibility
214
RECONFIGURABLE MACHINES
Preserving the precision of RMs after reconfiguration is a major challenge to
their wider use. Many RMTs consist of modules that have been integrated in
different ways to create new machine configurations. Each module has its own
interface with its own associated tolerances. The combined motions of the cutting
tool and the workpiece determine machining accuracy, and so does the relative
arrangement of the modules and their interfaces. The overall machine accuracy of
the RM is also influenced by its static and dynamic rigidities and the thermal
deformations of its elements as well
9
.
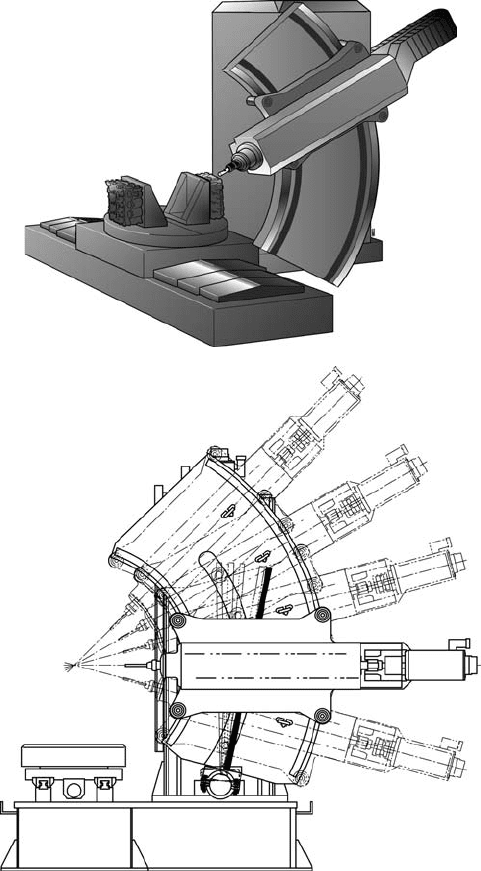
8.3.3 Arch-type RMT
The arch-type RMT was designed for milling, drilling, and tapping cylinder-head
surfaces that are at either 30 or 45
to the main plane, as shown in Figure 8.2. These
Figure 8.8 Reconfigurable spindle modules.
Figure 8.9 Two configurations of a reconfigurable machine tool.
RECONFIGURABLE MACHINE TOOLS 215

tasks were mathematically formulated and input to RMT-design software developed
by the Engineering Research Center for Reconfigurable Manufacturing Systems at the
University of Michigan. One of the conce ptual machine geometries obtained by the
software is the RMT shown in Figure 8.10.
Note that if a conventional CNC was used to machine such inclined surfaces,
a four- or five-axis machine would be needed. Figure 8.10 shows a new type of “non-
orthogonal” machine tool. With only three axes this machine can mill and drill holes
on the 45
inclined surface.
Even so, one may argue that it is not economical to build a non-orthogonal machine
tool just to operate at 45
. What about other cylinder heads (of the same part family)
with a 30
surface? Should we also build a new machine to mill at 30
? Couldn’t we
have both in one?
We have therefore chosen to develop a three-axis non-orthogonal RMT in which
the angle of the Z-axis is adjustable. The conceptual desi gn was developed by the
author and is depicted in Figure 8.11. The Z-axis can sweep across an arched plate and
be fixed at desired angular positions along the inclined surface. The simple adjusting
mechanism (ball screw) that moves the Z-axis spindle around the arch is not servo-
controlled and so does not require the continuous tolerance of a regular CNC moving
axis of motion.
Figure 8.10 Schematic view of a three-axis non-orthogonal machine tool.
216
RECONFIGURABLE MACHINES
Because of part family requirements we determin ed that the RM T should be
reconfigurable to six angular positions of the spindle axis ranging from 15 to 60
at
steps of 15
. This is shown at bottom of Figure 8.11. The main axes of the machine
are: X-axis (table drive horizontal motion), Y-axis (column drive vertical motion), and
Z-axis (spindle drive ram and inclined motion).
Figure 8.11 Arch-type RMT—conceptual design; the inclined angle can be changed
from 15 to 60
.
RECONFIGURABLE MACHINE TOOLS 217
The XYZ machine axes comprise a non-orthogonal system of coordinates (except
when the spindle is in the horizontal p osition). Two auxiliary systems of orthogonal
coordinates are used to describe the machine, XSZ and XYZ’, where S is an axis
parallel to the part surface and Z’ is an axis perpendicular to both X- and Y-axis.
The machin e is designed to drill and mill on inclined surfaces in such a way that the
tool is perpendicular to the surface. With just three servo-controlled axes it performs
operations that usually require a four- or five-axis machine. In milling, at least two
axes of motion participate in the cut. For example, the upward motion on the inclined
surface requires the machine drive to move in the positive Y direction (upward) and in
the positive Z direction (angled downward). When milling a nonlinear contour (e.g.,
a circle) on the inclined surface of the RMT, the tool motion is likewise the result of
combined motion of the Y- and Z-axes.
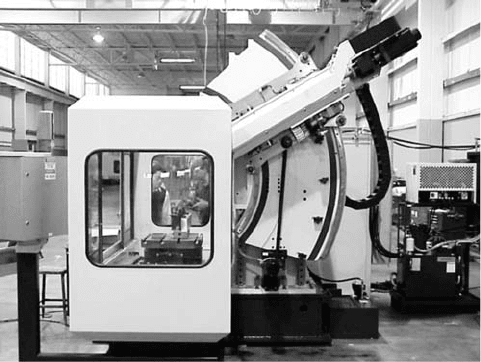
An industrial-scale prototype of the arch-type RMT was built in 2002 for the
Engineering Research Center for Reconfigurable Manufacturing Systems at the
University of Michigan in Ann Arbor. Figure 8.12 shows a photo of the machine
(it has a 15 HP spindle). Over 1000 professionals have viewed demonstrations of the
machine cutting angular surfaces. Because of limited ceiling clearance, the 60
step
was canceled, and the pitch of the spindle axis (the Z-axis) now ranges from 15 to
45
. The time required to reconfigure from one angle to another is less than
2 minutes—a remarkably small interval for precision reconfiguration.
8.4 RECONFIGURABLE FIXTURES
The production-level machining of large or complex parts (such as cylinder heads of
engines) requires placing the parts on specially designed fixtures so they can always
Figure 8.12 The arch-type RMT at the University of Michigan.
218
RECONFIGURABLE MACHINES
be deployed in the correct position for the cutting operations. Since most parts have
several surfaces to be machined, the conventional solution is to use several fixtures
(typically four) over the course of the whole machining operation. When the
machining of one surface is completed, the part is released from its current fixture
and clamped onto a new fixture for machining the next surface. The cost of a
complex fixture is about $30,000. In industry-scale machining systems there may be
50–100 sets of fixtures for every given part. When products change, the fixtures must
be changed as well. So, in high-m ix machining environments, the investment in
fixtures is enormous. A reconfigurable fixture that can accommodate the same part in
different orientations, or perhaps be used for more than one part of the same part
family, offers enormous economic benefits. Reconfigurable fixtures can also be a
benefit for forming and assembly line applications.
To save cost, industry is sometimes using modular fixtures that are based on family
of interconnected components that can be assembled to fit various parts of a part
family. But these modular fixtures fit only very simple parts. The complex parts in the
powertrain industry require fixtures with high degree of reconfigurability.
Several experimental prototypes of reconfigurable fixtures are being considered by
industry. One concept is based on a bed of nails principle with adjustable height that
was developed for formi ng
10
as well as for machining.
11
Each nail needs either precise
manual adjustment or a small motor and controller to adjust its height. The time
consumed in manual adjustment is not practical and neither is the control-based
concept requiring an enormous capital investment in motors and controllers, and also
making the fixture very large.
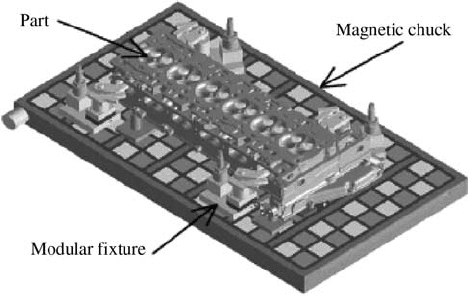
The Genera l Motors R&D Center has recently developed an alternative concept
for a reconfigurable fixture.
12
The GM reconfigurable fixture consists of hydraulic
modular elements that provide the part support and clamping, and a powerful electro-
permanent magnetic chuck (base) to support and position the modular elements
(Figure 8.13). The permanent magnet holds the hydraulic elements in their designated
Figure 8.13 A reconfigurable fixture for machining applications—courtesy of GM R&D.
RECONFIGURABLE FIXTURES 219
positions even when the electrical power is disconnected. This design solves the
challenge of holding non-ferrous (e.g., aluminum) parts directly to a magnetic chuck.
The hydraulic power source holding the part is contained in the fixture base, which
eliminates the need for hydraulic feed lines and makes this reconfigurable fixture
practical.
We close with a prac tical example of a reconfigurable tool, provided by one of our
students.
“In our plant we utilize (in 2005) a Production Adaptive Assembly System (PAAS) tool,
which would be considered a reconfigurable assembly machine. Its concept is to be a
reconfigurable fixturing system. It is basically a miniature robot that holds parts in proper
location while they get welded together. They provide the benefit of being able to build
different styles at different dimensional locations (i.e., customization). These modules
appear about the size of round kitchen trashcan, and have a computer control that allows
them to be moved in three axes. ” B. J. Baker
8.5 RECONFIGURABLE INSPECTION MACHINES
The in-process RIM represents a new class of inspection equipment that allows in-
line measurements of machined parts. The machine deploys a non-contact mea-
surement system of electro-optical sensors whose location and number are
reconfigurable according to the part that is being measured (within its part family).
During the inspection process these sensors are fixed and the part moves along an
axis-of-motion (or vice versa—fixed part and moving sensors) examining the
features that are in the sensor range. The RIM rapidly supplies information about
the dimensional accuracy and surface quality of each part, and instantly transmits
feedback for rapid diagnosis and correction of the manufacturing process. The RIM
is applicable to medium- or high-volume production of a whole family of parts, and
has a superior advantage where regular sw itchovers among parts within a family are
the practice.
Current Practice: In contrast, current practice in large- or medium-production
machining plants involves the use of CMMs for parts inspection. The CMM is
a computer-controlled part measurement method utilizing a single mechanical
contact probe that moves around the part taking targeted measurements while the
part is stationary. It can take up to several hours to complete the inspection of a single,
complex part specimen, and so the inspection process is done off-line, usually in
a special inspection room. During this inspection, many faulty parts might be
produced on the still-operating production line. For example, at a typical rate of
two parts per minute over a 2-hour inspection interval, 120 bad parts may be produced
before the error is detected.
220 RECONFIGURABLE MACHINES