Конюх В.Л. Компьютерная автоматизация производства
Подождите немного. Документ загружается.


Министерство образования и науки Российской Федерации
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
В.Л. КОНЮХ
КОМПЬЮТЕРНАЯ АВТОМА ТИЗАЦИЯ
ПРОИЗВОДСТВА
Утверждено
Редакционно-издательским советом университета
в качестве учебного пособия
НОВОСИБИРСК
2006

2
УДК 681.5+004.384](075.8)
К 655
Рецензенты:
канд. техн. наук, доц. А.В. Чупин (Кемеровский технологический
институт пищевой промышленности),
д-р техн. наук, проф., зав. кафедрой автоматизации
исследований и технической кибернетики В.Я. Карташов
(Кемеровский государственный университет),
заместитель начальника отдела АСУ В.А. Некрасов ОАО «Кокс»
Конюх, В.Л.
К 655 Компьютерная автоматизация производства : учеб. пособие:
В.Л. Конюх. – Новосибирск: Изд-во НГТУ, 2006. –
108 с.
ISBN 5-7782-0622-4
Рассмотрены способы управления дискретными и непрерывными
процессами для разных типов технологической среды. Выделены
уровни автоматизации компьютерно-интегрированного производства.
Описываются датчики, исполнительные устройства и каналы их связи
с микропроцессорными устройствами управления, принципы меха-
троники, развитие программоносителей, устройство программируе-
мых контроллеров, особенности промышленных компьютеров, стан-
дартные языки программирования управляющих устройств.
Предназначено для обучения студентов по направлению 550200 –
«Автоматизация и управление», а также для переподготовки специа-
листов по автоматизации производства.
УДК 681.5+004.384](075.8)
ISBN 5-7782-0622-4 В.Л. Конюх, 2006
Новосибирский государственный
технический университет, 2006

3
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ ............................................................................................. 4
ВВЕДЕНИЕ ..................................................................................................... 6
Глава 1. ПРИНЦИПЫ КОМПЬЮТЕРНОГО УПРАВЛЕНИЯ ...................... 8
1.1. Объекты автоматизации................................................................... 8
1.2. Модель объекта в непрерывном производстве.............................. 15
1.3. Модель управления дискретным объектом ................................... 19
1.4. Уровни автоматизации................................................................... 23
1.5. Развитие автоматизации ................................................................ 25
Контрольные вопросы................................................................................... 29
Глава 2. СВЯЗЬ С ОБЪЕКТОМ ................................................................... 30
2.1. Датчики .......................................................................................... 30
2.2. Исполнительные устройства.......................................................... 57
2.3. Преобразование сигналов .............................................................. 61
2.4. Каналы связи .................................................................................. 66
Контрольные вопросы................................................................................... 70
Глава 3. ЛОКАЛЬНАЯ АВТОМАТИКА ..................................................... 72
3.1. Мехатроника .................................................................................. 72
3.2. Программоносители ....................................................................... 81
3.3. Программируемые контроллеры ................................................... 84
3.4. Промышленные компьютеры ........................................................ 93
3.5. Программирование управляющих систем ..................................... 94
Контрольные вопросы................................................................................. 106
CПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ ........................................ 107
4
ПРЕДИСЛОВИЕ
Появление микропроцессоров привело к принципиальному изме-
нению систем автоматизации производства. В первую очередь, это ка-
сается перехода к распределенным перепрограммируемым устройствам
управления, соединенным промышленными шинами. Уровни управле-
ния оборудованием и формирования программы производства стали
соединять друг с другом и подключать к сети Интернет. Компьютер-
ная интеграция позволила повысить эффективность производства и
быстрее приспосабливаться к изменяющейся ситуации на рынке. Вы-
яснилось, что инженерный корпус российских предприятий оказался
не готов к идеям компьютерной автоматизации. Столичные фирмы
стали вести платную переподготовку специалистов предприятий, за-
крывая доступ к своим учебным материалам. Учебная литература по
компьютерной автоматизации производства в России практически от-
сутствует. Журнальные публикации и материалы фирм имеют реклам-
ный характер, поэтому малопригодны для обучения.
Назрела необходимость подготовки специалистов, способных сфор-
мировать стратегию автоматизации производства, определить требова-
ния к системе и устройствам автоматизации, сопровождать реализа-
цию проекта компьютерно-интегрированного производства, обеспе-
чить эффективную эксплуатацию автоматизированного оборудования.
В разработанном спецкурсе студенты должны изучить уровни ав-
томатизации компьютерно-интегрированного производства, датчики и
исполнительные устройства систем автоматизации, программируемые
контроллеры, промышленные компьютеры, стандартные языки про-
граммирования управляющих систем, промышленные шины и прото-
колы обмена информацией, системы компьютерной диспетчеризации
SCADA, методы компьютерной имитации и анимации производства,
способы обучаемого управления процессами и примеры реализации
систем компьютерной автоматизации в разных отраслях. По оконча-
нии обучения специалисты должны уметь разрабатывать модели объ-
ектов автоматизации, формализовать алгоритмы управления объекта-
ми, формировать наборы датчиков для управления объектами, про-
граммировать распределенные устройства управления, компоновать
иерархическую структуру компьютерно-интегрированного производ-
5
ства, применять современные устройства автоматики для решения
практических задач производства.
Учебное пособие по компьютерной автоматизации производства
разработано впервые. Из-за отсутствия аналогичных изданий при-
шлось искать информацию через сеть Интернет, переводить и изучать
множество зарубежных публикаций и рекламных материалов. Проис-
ходящая сейчас информационная революция в автоматизации произ-
водства и быстрое обновление технических средств делают нецелесо-
образным описание конкретных устройств. Поэтому здесь изложены
уже установившиеся принципы компьютерных технологий автомати-
зации. Учебный материал апробирован в течение четырех лет при обу-
чении студентов Новосибирского и Кузбасского государственных тех-
нических университетов и Кемеровского государственного универ-
ситета.
Пособие состоит из двух частей. В первой части объекты автомати-
зации разделены на дискретные и непрерывные, рассмотрены методы
моделирования объектов и алгоритмов управления, проанализировано
развитие средств автоматизации, описаны датчики и исполнительные
устройства систем управления, способы связи распределенных уст-
ройств с устройством управления. Изложены идеи мехатроники, рас-
смотрено развитие программоносителей, описаны программируемые
контроллеры и языки программирования управляющих систем по
стандарту IEC-61131-3.
6
ВВЕДЕНИЕ
В автоматизацию мирового промышленного производства ежегод-
но вкладывают более 150 млрд долларов. Около 90 % капиталовло-
жений приходится на США, Западную Европу и страны Юго-Восточ-
ной Азии с примерно равными объемами инвестиций. Доля России
здесь не превышает 3 % [1]. Однако то, что в российской промышлен-
ности, в первую очередь пищевой, начат переход к компьютерной ав-
томатизации производства, становится очевидным.
Предприятие, включившееся в конкурентную борьбу на рынке,
ищет эффективные пути снижения себестоимости и быстрой адапта-
ции к изменяющемуся спросу. При этом качество продукции должно
быть выше, чем у конкурентов. Замораживание зарплаты, работа на
морально устаревшем оборудовании или применение компонентов
низкого качества неизбежно приводят к банкротству. Приходится ис-
кать другие пути: сокращение рабочих и улучшение условий труда,
экономию энергоресурсов, переход к более производительному обору-
дованию, стабилизацию качества. Решение этих задач невозможно без
автоматизации технологических процессов и объединения разных
уровней автоматизации информационными каналами.
Микропроцессорная техника нашла применение в персональных
компьютерах для хранения данных, стандартных расчетов и подготов-
ки документов. Начинается этап применения микропроцессоров для
автоматизации производства. Модернизация технологий путем совер-
шенствования и тиражирования программного обеспечения становится
быстрее и дешевле, чем переделка механических элементов оборудо-
вания. Появляются принципиально новые методы управления процес-
сами, основанные на распознавании образов, системы компьютерной
диспетчеризации производства, программируемые контроллеры, ин-
теллектуальные датчики, микропроцессорные регуляторы приводов,
промышленные компьютеры, промышленные шины. Подключение
локальных устройств управления единицами оборудования к сети Ин-
тернет открывает возможность управления процессом производства из
любой точки Земли. Компьютерно-интегрированное производство
приобретает свойства гибкости (быстрой смены продукции), открыто-

7
сти (совместимости покупаемых и применяемых средств автоматики)
и прозрачности (получения исчерпывающей информации о производ-
стве с любого уровня управления).
Информационная технологическая революция в промышленности
привела к появлению новой специальности «Системная интеграция
управления производством». Системный интегратор должен уметь вы-
рабатывать идеи по повышению эффективности конкретного произ-
водства путем автоматизации процессов, выбирать устройства автома-
тизации и объединять их в систему компьютерно-интегрированного
производства. Для этого надо хорошо знать конкретное производство,
современные технологии и устройства автоматизации, объединять
распределенные устройства автоматизации с помощью промышленных
сетей, грамотно строить и применять программное обеспечение для
управления производством.
Особенностью эксплуатации компьютерно-интегрированного про-
изводства является сочетание высокой производительности устройств
с их остановкой при отказе одного из элементов. Специалист, умею-
щий быстро определить и устранить причину остановки высокоавто-
матизированного производства, сможет значительно сократить убытки
от простоев.
8
Г л а в а 1
ПРИНЦИПЫ КОМПЬЮТЕРНОГО УПРАВЛЕНИЯ
1.1. ОБЪЕКТЫ АВТОМАТИЗАЦИИ
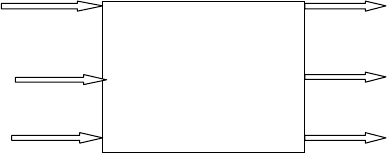
Производственный процесс можно представить как систему, пре-
образующую потоки энергии, материалов и информации (рис. 1.1).
ПРОЦЕСС
ПРОИЗВОДСТВА
Энергия
Энергия
′
Материалы
′
Информация
′
Материалы
Информация
Рис. 1.1. Представление производственного процесса
Система преобразует материалы с целью получения наибольшей
прибыли от их продажи. Это достигается путем увеличения глубины
обработки материалов, экономии энергии, более полного использова-
ния информации. Примеры преобразования потоков: создание микро-
электронных компонентов из незначительных объемов сырья, сокра-
щение простоев оборудования, программное управление оборудованием.
С позиции автоматизации различают два типа производства: не-
прерывное и дискретное. К непрерывным относят производства, в ко-
торых требуется регулировать расход, давление, температуру, напря-
жение, перемещение подвижных элементов и прочие величины во
всем диапазоне их изменений. Это разнообразные химические реакто-
ры, процессы приготовления пищевых продуктов, металлургия, снаб-
жение теплом, водой и электроэнергией. К дискретным относят про-
изводства с конечным числом состояний переменных, например
с включением и отключением клапанов, задвижек, пускателей по сиг-
налам двухпозиционных датчиков.
В непрерывных производствах занято мало людей, поэтому за счет
автоматизации можно снизить затраты материалов и энергии или ста-
билизировать технологический процесс, исключив его зависимость от
субъективных факторов. Для управления таким производством требу-
ется согласование динамических характеристик объекта управления и
9
системы автоматического регулирования во всем интервале изменения
регулируемых величин.
Автоматизация дискретного производства развита меньше вследст-
вие большего разнообразия изделий и операций, повышенных требо-
ваний к точности операций. Здесь занято множество рабочих ручного
труда. Для дискретного производства возможно огромное число вари-
антов автоматизации, отличающихся последовательностью операций,
затратами и эффективностью. Их сопоставление требует формального
описания алгоритмов управления оборудованием и разработки моде-
лей организации производства. В последнее время методы автомати-
зации дискретного производства все чаще применяют к автоматизации
непрерывного производства.
Сложность управления производством зависит от полноты пере-
числения технологических ситуаций S, необходимых и достаточных
для выработки управляющих решений. Каждую ситуацию задают на-
бором значений признаков, характеризующих внешнюю обстановку и
состояние объекта управления. Значения признаков могут быть непре-
рывными или бинарными. В первом случае для управления важна, на-
пример, величина скорости движения, во втором – отсутствие или на-
личие факта превышения заданной скорости. Для задач управления
часто нужны только факты изменений в технологической среде, по-
этому непрерывные признаки сводят к бинарным. Это позволяет зна-
чительно сократить число ситуаций, в которых принимается управ-
ляющее решение. Тем не менее даже при бинарных признаках ввод
каждого дополнительного признака увеличивает число комбинаций
признаков или описываемых ими ситуаций в два раза. Так, для пяти
бинарных признаков среды число описываемых ситуаций S = 2
5
= 32,
а после ввода еще одного признака требуется описать уже S = 2
6
= 64
ситуации. С другой стороны, некоторые ситуации, описанные комби-
нациями признаков, невозможны по технологическим условиям. На-
пример, невозможны ситуации, в которых одинаковые значения при-
знаков движения вперед и назад.
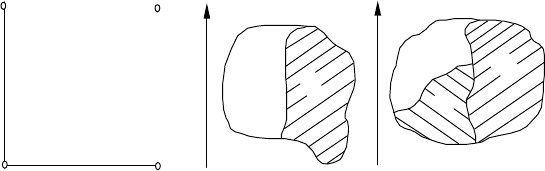
В зависимости от числа n датчиков, воспринимающих внешнюю
обстановку и состояние объекта, технологическая среда может быть
полностью определенной, организованной или неорганизованной
(рис. 1.2).
В полностью определенной среде управление задано для всех ком-
бинаций признаков среды. Например, включается и отключается неко-
торый механизм с датчиком аварии. Состояние среды характеризуетcя
наличием или отсутствием сигнала с датчика аварии, а состояние объ-
екта – работой или остановкой механизма. Для двух бинарных призна-
10
ков возможны только 2
2
= 4 ситуации (рис. 1.2, а): I – механизм работа-
ет, аварии нет; II – механизм работает, авария есть; III – механизм не
работает, аварии нет; IV – механизм не работает, авария есть. В каж-
дой ситуации может быть принято одно из трех решений: для I и IV –
ничего не предпринимать; для II – отключить механизм; для III –
включить механизм. Управление такого типа реализовано в программ-
ных роботах и системах защиты механизмов от перегрузки.
Механизм
Датчик
II
IV
III
I
1
0
1
n
S
1
S
2
n
S
11
S
2
S
12
а б в
Рис. 1.2. Типы технологической среды:
а – полностью определенная; б – организованная; в – неорганизованная
В организованной среде некоторые из ситуаций невозможны по
технологическим условиям, поэтому можно задать управление только
для подмножества S
1
⊆ S возможных ситуаций, считая, что остальные
ситуации никогда не возникнут (за исключением отказов датчиков).
В этом случае множество комбинаций признаков среды разбивают
на подмножества возможных S
1
и невозможных S
2
=S
1
ситуаций
(рис. 1.2, б). Перечислить возможные ситуации S
1
и задать для них
управление можно, если число признаков ситуаций не превышает 5–6.
К такому типу относится управление стационарными установками и
адаптивными роботами.
В неорганизованной среде из-за большого числа признаков среды
не удается полностью перечислить множество возможных ситуаций S
1
.
Это называют «проклятием размерности», когда ввод каждого q-знач-
ного признака увеличивает число ситуаций в q раз. Знания о среде
приходится формировать путем обучения распознаванию образов. На-
блюдая некоторое время за процессом, составляют обучающую выбор-
ку из части возможных ситуаций S
12
⊆ S
1
(рис. 1.2, в). Затем отыскива-
ют решающие функции, делящие обучающую выборку S
11
на подмно-
жества по числу решений. Эти функции используют для распознава-
ния новых ситуаций из S
12
⊆ S
1
, не встречавшихся в обучающей выбор-