Klocke F. Manufacturing Processes 1: Cutting
Подождите немного. Документ загружается.

9.4 Sawing 441
Workpiece
Tool
f
z
a
e
v
c
v
c
t
H
r
γ
ο
β
ο
α
ο
v
f
v
f
v
e
v
e
f
z
Tooth feed
H
Tooth height
r
Base radius
t Tooth pitch
Cutting speed
Feed rate
Active speed
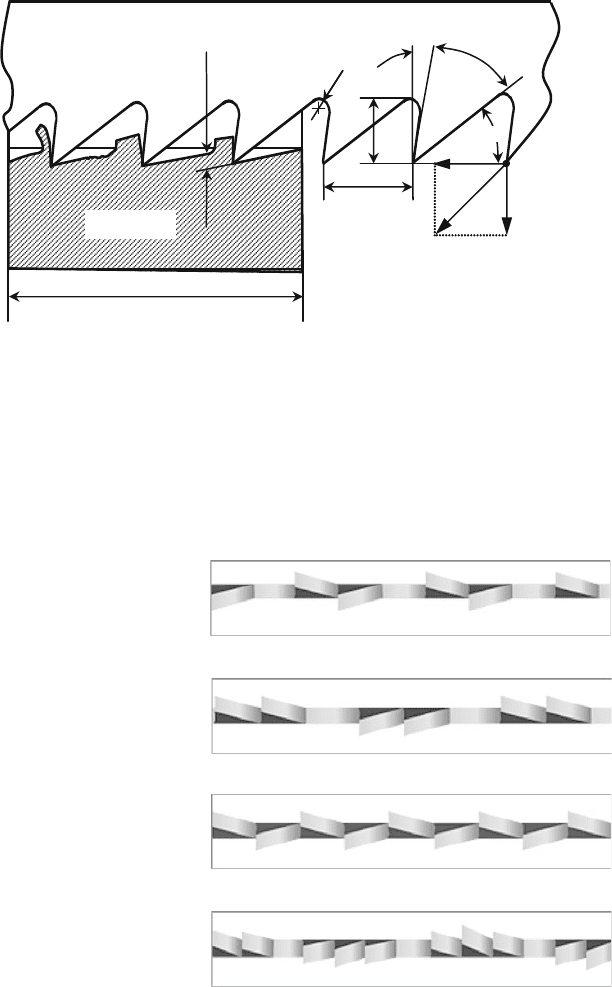
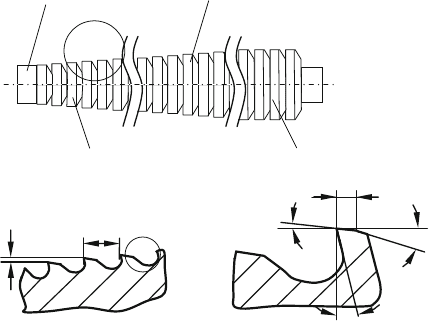
Fig. 9.71 Title and part geometry on the cutting saw band, after RENG [Reng76]
Standard restriction (SD)
Group restriction (GS)
Right-left-restriction (RL)
Waves restriction (WS)
Fig. 9.72 Sawband
restriction types (Source:
Wi kus)
442 9 Processes with Rotational Primary Movement
passive force. In contrast to other cutting methods, the tool life is not given as the
measure for the tool life parameter of a saw, but the cut surface (corresponding to
the workpiece surface cut until reaching the end of tool life) [Reng76].
9.4.2 Hacksawing
Hacksawing is a process variant with a repeated, usually linear cutting motion
(Fig. 9.70). According to DIN 8589-6, hacksawing, gangsawing, and jigsawing are
all hacksawing processes [DIN8589f]. From this definition, we can already see that
hacksawing is a process with a discontinuous cutting motion, i.e. with machine
hacksaws, material is removed only in the forward stroke. In the return stroke, the
saw blade is mechanically or hydraulically lifted. The result is that the material
removal rate is lower compared with bandsawing or circular sawing. On the other
hand, the cutting loss is relative small.
The saw blades are made either of solid HSS or of HSS segments that are riv-
eted on a blade body. Blades made of tool steel are generally only used for manual
hacksaws.
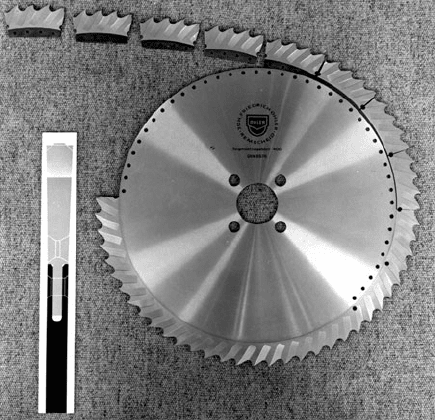
9.4.3 Circular Sawing
Circular sawing is sawing with a continuous cutting motion using a circular rotating
saw blade (Fig. 9.73). This high-performance process is employed for linear cuts on
low-cost materials, as much material is lost due to the relatively wide kerf.
Fig. 9.73 Tooth segments of
a saw blade (Source: Ohler)
9.4 Sawing 443
Both tool steel and HSS as well as cemented carbides as used as cutting tool
materials. At the same time, there are fundamental differences among construction
types of saw blades. Saw blades made of one material are made of tool steel or HSS.
In the case of larger saw blades. For cost reasons, the blade body is made of con-
struction steel upon which the individual HSS segments are riveted (Fig. 9.73). The
material removal can be improved further by means of soldered cemented carbide
cutting edges.
In order to guarantee the cutting capacity of circular saw blades, it is absolutely
necessary to break the chips in such a way that they are narrower than the kerf. If
such measures are neglected, the chips jam in the chip space and can damage the
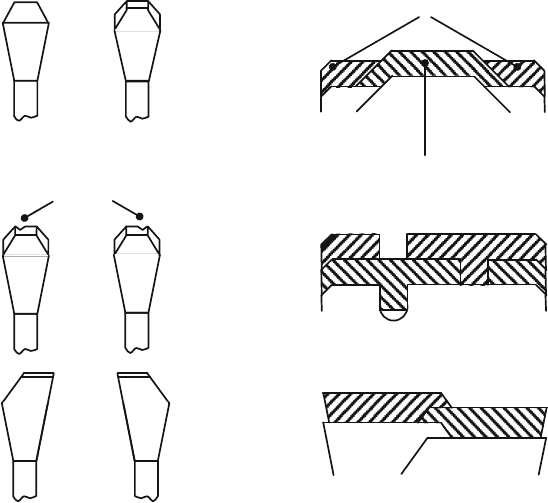
tool. Figure 9.74 shows the two most prevalent possibilities [Schm80].
By subdividing the teeth into pre-cutting and post-cutting elements, the chips are
fractured such that the pre-cutting teeth protrude at least by the amount of chip
thickness and their major cutting edge length is smaller than the total width of
undeformed chip.
One alternative is grinding-in offset chip breaker flutes into the otherwise identi-
cally formed teeth. In this way, one narrow and one wide chip is produced per tooth
that can escape towards the centre into the chip breaker flute without jamming in
the kerf. The fact that a tooth in the section of the chip breaker flute of the previous
Front Incisor
Chip flute
Chip cross section of
the front incisor
Chip cross section of the
after cutting tooth
After cutting incisor
Fig. 9.74 Cutting edge geometries of circular saw blades
444 9 Processes with Rotational Primary Movement
tooth must remove a larger chip cross-section has only an insignificant effect on the
progression of wear. The advantage is that one tooth with a chip breaker flute can
take on the same chip cross-section as the pre-cutting and post-cutting teeth of the
other lead version.
In order to increase the circular saw blades’ stability and running smoothness, it
is necessary to introduce characteristic stresses into the blade in a specific fashion.
This is done either by hammering or by rolling a concentric pressure zone into the
side surfaces. A laser radiation process is also possible.
For separating general construction steel with HSS saw blades, values of v
c
=
18−30 m/min and f
z
= 0.22−0.28 mm and with cemented carbide saw blades values
of v
c
= 90 − 150 m/min und f
z
= 0.12 − 0.18 mm are common as cutting data.
Chapter 10
Processes with Translatory Primary Movement
Cutting processes using a geometrically defined cutting edge that carry out a
translatory main motion include, among others:
• broaching,
• shaving,
• planing and
• shaping as whose process variants.
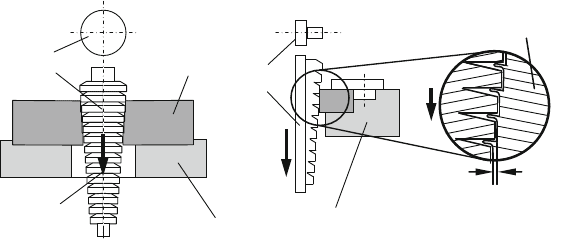
10.1 Broaching
Broaching is a machining process with a multi-toothed tool whose cutting teeth
lie in a row, each being separated by the thickness of one chip. Tooth graduation
perpendicular to the direction of the cutting speed replaces the feed motion. The
cutting motion is translatory, in special cases also helical or circular [DIN8589e].
Broaching can realize a high material removal rate in one stroke, since usually
several teeth are simultaneously in engaged. Moreover, high surface qualities and
precision are obtainable and tolerances of up to IT 7 maintained. This method can
only be utilized economically in serial production due to the high costs of tool pro-
duction and preparation, as the tools can always only be used for one cross-section
of undeformed chip [Kraz77].
DIN 8589-5 draws a distinction between:
• face broaching,
• circular broaching,
• helical broaching,
• profile broaching and
• form broaching.
We also distinguish between internal and external broaching, for which dif-
ferently designed machined tools and tools are required. The broaching tool is,
as shown in Fig. 10.1, pulled/pushed through a borehole (internal broaching) or
pulled/pushed along the external surface of the workpiece (external broaching). The
final contour is usually created in one stroke.
445
F. Klocke, Manufacturing Processes 1, RWTH edition,
DOI 10.1007/978-3-642-11979-8_10,
C
Springer-Verlag Berlin Heidelberg 2011
446 10 Processes with Translatory Primary Movement
Workpiece
Tool
Internal broaching
External broaching
Workpiece
Tool
Undeformed chip
thickness
Workpiece holder
v
c
v
c
Fig. 10.1 Contact ratios and process variants of broaching
To process unhardened steel materials, in most cases tools made of high speed
steel are employed. In certain cases, such as in large-batch production of grey cast
iron or broaching hardened steels, cemented carbide or CBN are also used as cutting
tool materials. To increase performance and wear resistance, the tools can be coated
with hard materials (e.g. TiN, TiCN). The tools are either designed as solid units or
fitted with indexable inserts [Wege85, Merk80].
The standard cutting speeds in steel-cutting are between v
c
= 1−30 m/min.
Powerful broaching machines can reach cutting speeds of up to v
c
= 120 m/min so
that the surface quality is improved by avoiding built-up edge formation [Schü65,
Opfe81]. Further cutting speed increase is only possible to a limited extent because
of the process kinematics, since acceleration and deceleration must take place in one
stroke.
Cutting fluids are almost always used in broaching processes in order to guaran-
tee chip transport from the chip space in addition to the lubricative effect [Falk70].
To this end, usually oils are used due to the low cutting speeds.
When machining hardened steels, high cutting speeds of v
c
= 60−70 m/min and
cemented carbide tools are used to reduce the high cutting forces and to increase tool
life. Cutting fluids are not used in this case [Klin93].
The following description will be restricted to the most important of process
variants. Technologically comparable methods will be treated jointly.
10.1.1 Face and Circular Broaching
Figure 10.2 shows the typical structure of a broaching tool. Broaching tools have
a roughing, a finishing and a calibrating section. The subsections differ in feed per
tooth f
z
.
In the roughing section, the feed per tooth f
z
is in the range of f
z
= 0.1−0.25 mm
depending on the workpiece to be machined, while in the finishing section is it
f
z
= 0.0015−0.04 mm and in the calibrating section equal to zero. The teeth in the
calibrating section possess the geometry required for the workpiece.
10.1 Broaching 447
Finishing tooth
Rear pilot
f
z
Sizing tooth (f
z
= 0)
B
α
f
γ
b
fa
Roughing tooth
A
A
t
B
α
Fig. 10.2 Internal broaching tool (schematic)
The calibrating section makes it possible for the expensive broaching tools to be
reground and thus be economically employed. Regrinding the tool shifts the entire
tool profile by one tooth towards the calibrating section. In this way, the previously
first calibrating tooth now becomes the last finishing tooth.
The tool rake angle γ and the tool orthogonal clearance α of the second flank
face are adjusted to the material to be machined. The chamfer width b
fα
is parallel
to the axis in the calibrating section and inclined by the tool orthogonal clearance of
the first flank face α
f
in the roughing and finishing section.
The cutting pattern determined by the arrangement of the cutting edges along the
tool axis is called the offset. If the cut is perpendicular to the broaching surface, it
is called offset in depth. If the broaching surface is machined from the side on the
other hand, it is called lateral offset. Both offset types can be provided on one tool
simultaneously depending on the workpiece geometry [DIN1415].
The pitch t of the broaching tool and thus the size of the chip space as well depend
on the height of the workpiece, chip formation of the material and the maximum
potential tool length. A large workpiece height and unbroken chip forms require
large chip spaces. In the case of small machines and short tools, only a small pitch
is required, since only workpieces with a low height can be machined. Figure 10.3
provides an overview of various broaching tools for internal and external machining.
Possible tool lengths are in the area of L = 100−10000 mm. Internal broaching tools
are manufactured up to a diameter of D = 500 mm (e.g. for the internal gearing of
hollow wheels). To obtain chip fracture, the individual teeth are equipped with chip
breakers in the form of tooth grooves [Weul85, Hoff76].
The total cutting force, which is comprised of the individual components of all
the cutting teeth in action, is crucial for the minimal cross-section of the broaching
tool shank, which in turn limits the maximum size of the chip space. The height
448 10 Processes with Translatory Primary Movement
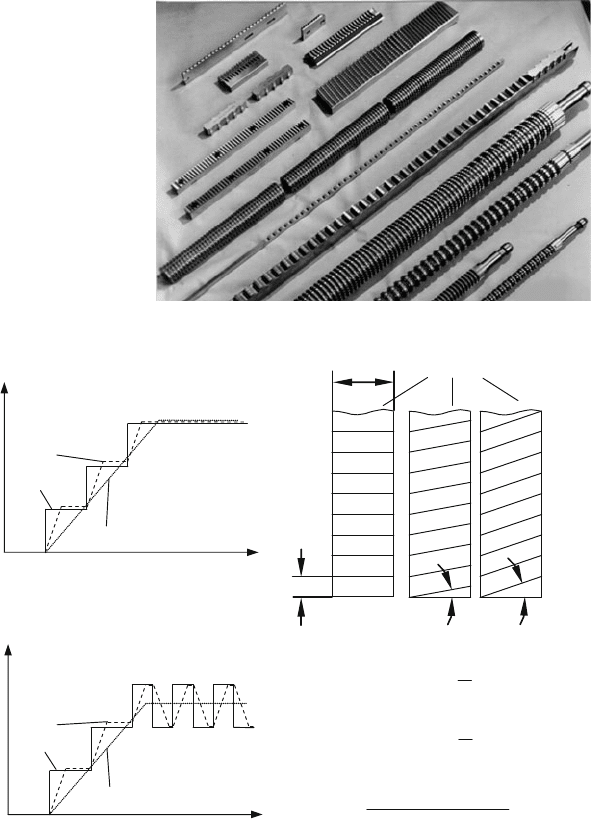
Fig. 10.3 Internal and
external broaching tools
(Source: Forst)
Total cutting force
Broaching stroke
m = 3
l
S0
l
S0
l
S1
l
S1
l
S2
l
S2
l
S2
Tool
l
S1
l
S0
= 0°
Total cutting force
m = 2,5
Broaching stroke
t
b
b
t
tan
(
λ
S1
)
<
b
t
tan
(
λ
S2
)
≥
m =
Pitch t
Cutting length l
Fig. 10.4 Total cutting force during straight and diagonal toothed external broaching
and variation of the total cutting force are highly contingent on the pitch t and the
inclination λ
s
; an example is shown in Fig. 10.4.
If the ratio m of the cutting length (i.e. of the workpiece height to be broached)
and the pitch t is an integer, we obtain a constant total tensile force. In the case of
a non-integer ratio, the tools are highly stressed dynamically by periodic variations
[Vict76].
10.1 Broaching 449
Tools with an inclination λ
s
not equal to zero show a slowly increasing cutting
force profile and, if the construction is favourable, minimal cutting force variations.
In the case of external broaching, lateral forces can arise that sometimes cause tool
misalignment. Double helical gearing is characterized by the fact that the teeth of
one level have the opposite inclination, thereby compensating the lateral forces. On
internal broaching tools, an inclination λ
s
not equal to zero can be realized by a
coil-shaped cutting edge. In practice, inclinations of up to λ
s
= 5
◦
are used.
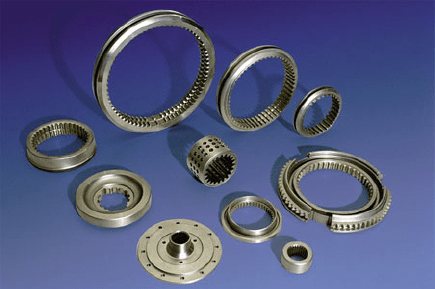
10.1.2 Profile Broaching
One important variant of internal profile broaching is gearwheel broaching of
involute-geared hollow wheels, which has become increasingly important because
of its high cutting performance and obtainable s urface quality. Figure 10.5 shows
a few application examples, including hollow wheels for automatic transmissions,
sliding sleeves and components with internal splined hub profiles.
In the case of the gearwheel broaching processes used today, all tooth gaps are
machined simultaneously, so that a partial device can be dispensed with, and the
quality of the broached gearwheel depends above all on the precision of the tool.
For diameters up to 150 mm, solid tools are used, in the 150–300 mm diameter
range primarily bushings clamped to a pin. This has the advantage that the tool can
be subdivided into several bushings to avoid excessive deflection during hardening,
so that the grinding allowance can be kept small.
The efficiency of broaching can be fully exploited by using broaching tools that
make it possible to broach involute profiles in one pass. Since, in the case of pure
offset in depth (in which the profile of the tooth flank is formed by the minor cutting
edges) the profile’s dimensional accuracy is insufficient, a lateral offset is provided
in the rear of the tool so that one can calibrate to the finished dimensions with a feed
motion in the direction of the tooth flank.
Complex broaching tools can be composed of cutting discs that are bolted on a
holder as a block. The tooth thicknesses of the cutting discs are graduated so that the
Fig. 10.5 Examples for
internal broaching
(Source: Forst)
450 10 Processes with Translatory Primary Movement
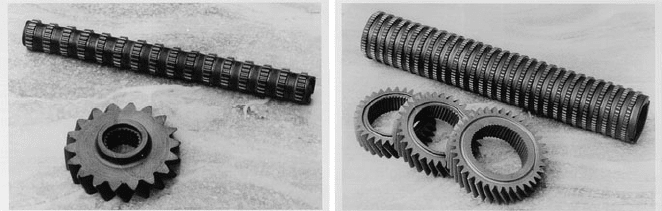
Fig. 10.6 Broaching tools for finishing internal toothed centre gears (Source: Forst)
final tooth cuts to the finished dimensions. It is possible to shift the discs, becoming
ever smaller by regrinding, forward always by one position and to append a disc
with full dimensions only on the respective end of the broaching tool. Each disc has
two cast iron plugs to keep the discs in perfect alignment. These plugs are perforated
in case of an exact seating of the discs so that two discs can always be pinned to each
other.
Pre- and finish broaching can be executed either on one machine in one clamp-
ing (finish broaching tool as an attachment on the pre-broaching tool) or in two
clampings with two separate tools (pre- and finish broaching in two clampings).
To increase output, one can also work parallel in several clampings if the machine
power is sufficient. Pre- and finish broaching can be distributed among two separate
machines in order to exclude a mutual influence of the machining processes and to
guarantee improved quality [Schw71].
Another tool concept is the one-piece, full-dimension cutting broaching bush-
ing as shown in Fig. 10.6. It also has major cutting edges running parallel to the
involute form and is used separately or as an attachment on a broaching tool in
order to work in one clamping. The great advantage of calibrating bushings is that
they can be used to produce helical gearings among other things (spiral broaching)
[Bung74].
The full-dimension cutting broaching bushing is mounted in a floating fashion
so that it can centre itself in the pre-broached profile. In the case of helical geared
broaching tools, the chip spaces can be arranged both in a ring-shaped or in a helical
manner. In the case of helical chip spaces, cutting force variations are much smaller,
but they cause considerably higher tool manufacturing and sharpening costs.
“Pot” or “tubular” broaching is used for the external profile broaching of close
surfaces. The tool consists of a hollow body in which are inserted the strip-shaped
broaching tool segments. In this broaching technique, the tool is the moving element
as in conventional broaching. In another process variant, the workpiece carries out
the cutting motion. The workpiece is pressed by the broaching tool so that all con-
tours to be produced on the periphery of the workpiece are produced in one stroke
[Schw75, Spiz71]. In gearing technology, the use of this method is limited till now
solely to the manufacture of dog gears.