Канюков В.Н., Стрекаловская А.Д., Килькинов В.И., Базарова Н.В. Материалы для современной медицины
Подождите немного. Документ загружается.

Происходящее при этом
уплотнение гранул сопровождает-
ся значительным ростом их проч-
ности (например, они выдержива-
ют давление в сотни кг/мм
2
сече-
ния). Причем выбирается такой
режим уплотнения, при котором
РуС осаждается в виде слоев напо-
добие слагающих кристаллы гра-
фита, ориентированных парал-
лельно поверхности первичных
частиц сажи (так называемый ла-
меллярный РуС). По сравнению с
исходной сажей данный пироугле-
род обладает более плотной и хи-
мически инертной структурой.
Далее проводится термо-
окислительная активация (газифи-
кация) полученных гранул в пото-
ке паров воды при 700 - 850
0
С.
Вначале в пироуглеродном покры-
тии развивается система щелевид-
ных пор шириной 1,5 - 2,0 нм. Ко-
гда они достигают частиц сажи,
начинается выгорание последней.
Это приводит к образованию сфе-
рических полостей, чей размер определяется дисперсностью исходной сажи.
При необходимости можно повторить операцию нанесения РуС или других
компонентов, провести высокотемпературную обработку и т.д.
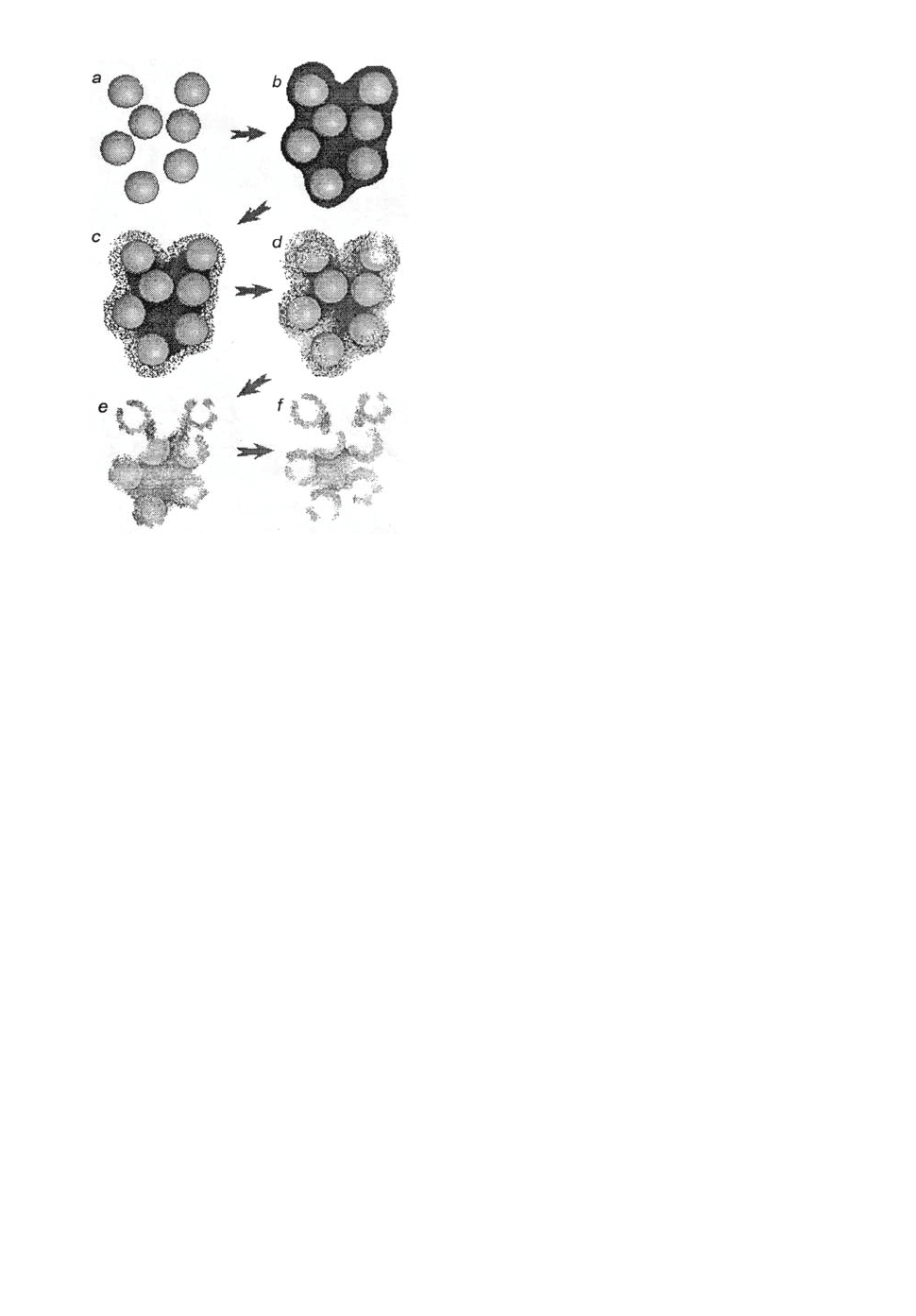
а - гранулы сажи;
b - сажа с нанесенным пароуглеродом;
с, d, e, f - стадии активации.
Рисунок 9 − Схема формирования струк-
туры сибунита
Данная технология позволяет получать новый класс композиционных
ПУМ с широко варьирующими текстурными и структурными характеристика-
ми. Скажем, величина удельной поверхности сибунитов (площадь поверхности,
деленная на массу гранул) колеблется в диапазоне 0,1 - 900 м
2
/г. Аналогично
можно направленно менять объем и распределение пор практически всех раз-
меров. Так, объем макропор − размером 10
2
- 10
4
нм регулируется дисперсно-
стью, условиями обработки и формовки исходной сажи; мезопор − величиной
2 · 10
2
нм − дисперсностью сажи, количеством нанесенного и затем удаленного
РуС; размер микропор (до 2 нм) − условиями газификации, количеством нане-
сенного пироуглерода, дополнительным его нанесением после активации, усло-
виями высокотемпературной обработки. Кстати, при традиционной технологии
выработки ПУМ из каменного угля, древесины, торфа и других твердых угле-
родсодержащих материалов преимущественно растительного происхождения
текстура конечного продукта существенно зависит от исходной.
83

Ранее серьезные проблемы возникали в связи с накоплением минераль-
ных и других примесей, остающихся в составе ПУМ в виде золы. Да и механи-
ческая прочность получаемого материала была недостаточно высока. Техноло-
гия сибунитов решает все эти задачи. Поэтому она запатентована в США и дру-
гих странах. Полупромышленное производство сибунитов организовано в Кон-
структорско-технологическом институте технического углерода СО РАН, пер-
вые опытные партии его закуплены рядом отечественных предприятий и зару-
бежных фирм.
История другого − термокаталитического метода выработки углеродных
композитов началась в конце XIX века, когда американцы Хьюгес и Чемберс
обнаружили и в 1889 году запатентовали способ получения углеродных воло-
кон при пиролизе смеси метана и водорода в железном тигле, а на рубеже
1920-1930-х годов Фишер и Гофман (Германия) впервые описали образование
тех же волокон при разложении окиси углерода на железе. Оказалось, причина
их появления − так называемая каталитическая коррозия. От нее разрушаются
металлические дымоходы, химические реакторы, трубопроводы: при обработке
органических соединений образовываются побочные продукты в виде катали-
тического волокнистого углерода (KBУ); он-то и действует столь негативно.
Много лет усилия специалистов были направлены на борьбу с этим явлением.
В Институте катализа им. Г.К. Борескова СО РАН занялись не только
борьбой с ним, но и поиском условий и катализаторов, позволяющих получать
максимальное количество углерода на единицу массы последних до момента их
полной дезактивации, используя наиболее дешевые углеродсодержащие газы
(например, метан). И работа увенчалась успехом.
Дезактивация – потеря способности катализатора разлагать углеродсо-
держащие газы на углерод и водород.
На сегодня к лучшим можно отнести никелевые и никелево-медные ка-
тализаторы, содержащие 75 - 90 % металла и позволяющие получать из метана
при температуре примерно 500
0
С до 300 г КВУ на 1 г исходного катализатора,
в соответствии с рисунком 10. В результате газ трансформируется в ПУМ, со-
держащий всего до 0,3 % минеральных примесей (меньше, чем в природном
графите), его состав определяется катализатором.
На сегодня к лучшим можно отнести никелевые и никелево-медные ка-
тализаторы, содержащие 75 – 90 % металла и позволяющие получать из метана
при температуре примерно 500
0
С до 300 г КВУ на 1 г исходного катализатора.
В результате газ трансформируется в ПУМ, содержащий всего до 0,3 % мине-
ральных примесей (меньше, чем в природном графите), его состав определяется
катализатором. Получают КВУ следующим образом. Метан разлагается на по-
верхности катализатора (никеля) на водород и углерод; последний растворяется
в металлических частицах до образования неустойчивого при таких температу-
рах карбида. Этот процесс сопровождается реконструкцией и частичным спе-
канием частиц металла. В результате на их поверхности формируются несколь-
ко кристаллических граней. Одни из них наиболее активны в каталитическом
разложении углерода, а у других структура комплементарна (геометрически
подобна) структуре основной плоскости графита.
84
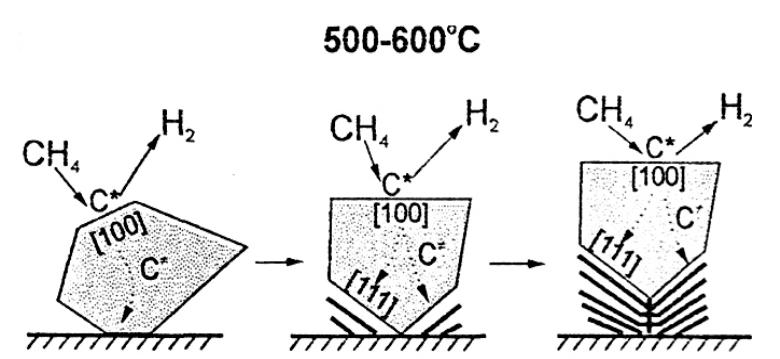
(100) − каталитически активная грань кристалла никеля, где проис
-
ходит (разложение метана на водород и углерод (С*));
(111) − грань кристалла, на которой происходит выделение углерод
а
в виде графитоподобных слоев;
С − атом углерода, находящийся в объеме кристалла.
Рисунок 10 − Схема механизма образования слоев углерода при пи
-
р
олизе углеводородов на металлических катализаторах (на пример
е
никеля)
Разложение метана происходит на поверхности первых граней, после
чего образующийся углерод диффундирует через частицу металла и выделяется
на поверхности других граней в виде графитоподобных слоев. Итак, образова-
ние КВУ идет трехстадийно: индукция, стационарный рост и дезактивация. Пе-
ренос углерода в кристаллах катализатора из зоны образования в зону выделе-
ния обусловлен разницей химических потенциалов фазы углерода в различных
его состояниях. В силу того, что углерод непрерывно выделяется, частицы ка-
тализатора разделяются и начинают «уходить» друг от друга, двигаясь подобно
ракетам, в головных частях которых находятся активные частицы катализатора,
а «хвосты» образованы растущими в случайно изменяющихся направлениях
углеродными волокнами, что приводит к их переплетениям в клубки, по форме
повторяющих исходные гранулы катализатора, в соответствии с рисунком 11.
Необходимым условием образования КВУ является каталитическая ак-
тивность металла при разложении углеводородов до углерода и низкая химиче-
ская устойчивость соединений этого металла с последним. Большинство метал-
лов образует очень стабильные и термостойкие карбиды (вольфрам, ванадий,
титан и др.). Атомный радиус у них равен или превышает 0,13 нм, в этом слу-
чае углерод занимает октаэдрические пустоты в решетке металла и стабилизи-
рует ее. Лишь атомные радиусы Fe, Co, Ni, Сг, Мn меньше 0,13 нм, и внедрение
углерода «разрыхляет» их решетку, ослабляет межатомные связи. Карбиды
этих металлов малостабильны при температурах образования КВУ. Наиболее
активны Ni, Co, Fe и их сплавы (например, с медью). Типы строения волокон
85
КВУ могут быть различны. Они свернуты в цилиндры, если кристаллы катали-
затора представляют собой цилиндры, где активными поверхностями являются
торцевые грани, а выделение углерода в виде графита происходит на боковых
поверхностях, в соответствии с рисунком 12.
Так бывает при разложении углекислого газа на никеле или метана на
железе. Если же каталитически активны цилиндрические поверхности кристал-
ла, то графит выделяется
на торцах в виде пластин, и
они р сполагаются перпен-
дикулярно оси волокна и
параллельно друг другу как
колода карт (разложение
метана на никелево-
медных сплавах). Возмож-
ны и другие варианты.
а
Морфология воло-
кон, определяемая соста-
вом катализатора и исход-
ных газов, температурой и
другими факторами, тоже
может принимать различ-
ные формы: от простых
прямолинейных или скру-
ченных волокон (в том
числе в виде спиралей) до
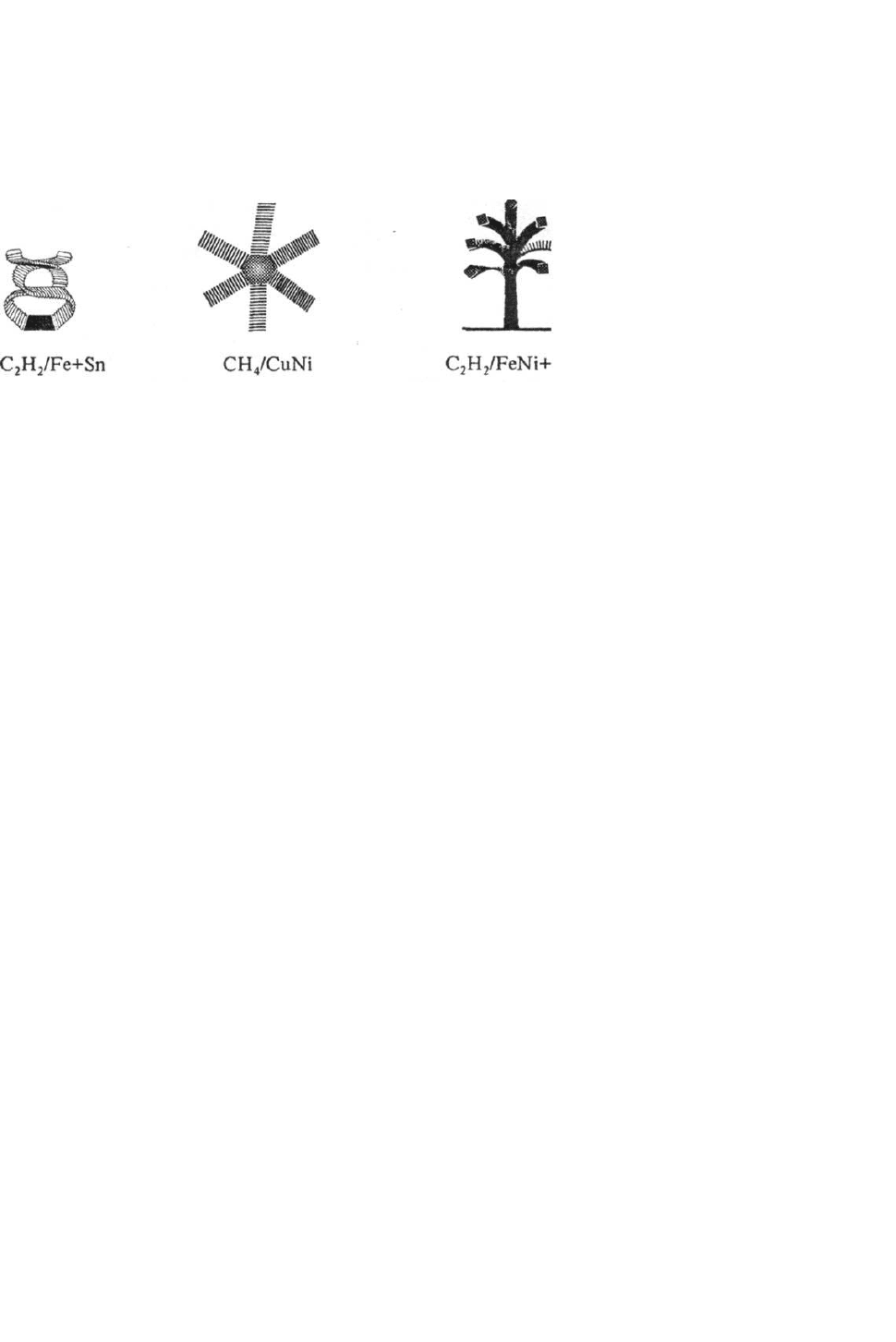
весьма причудливых форм,
похожих на елочки, празд-
ничные фейерверки или
рисунком 13. Такие формы
образуются при спонтанном диспергировании активных частиц катализатора.
Каталитический
синтез углеродных ма-
териало
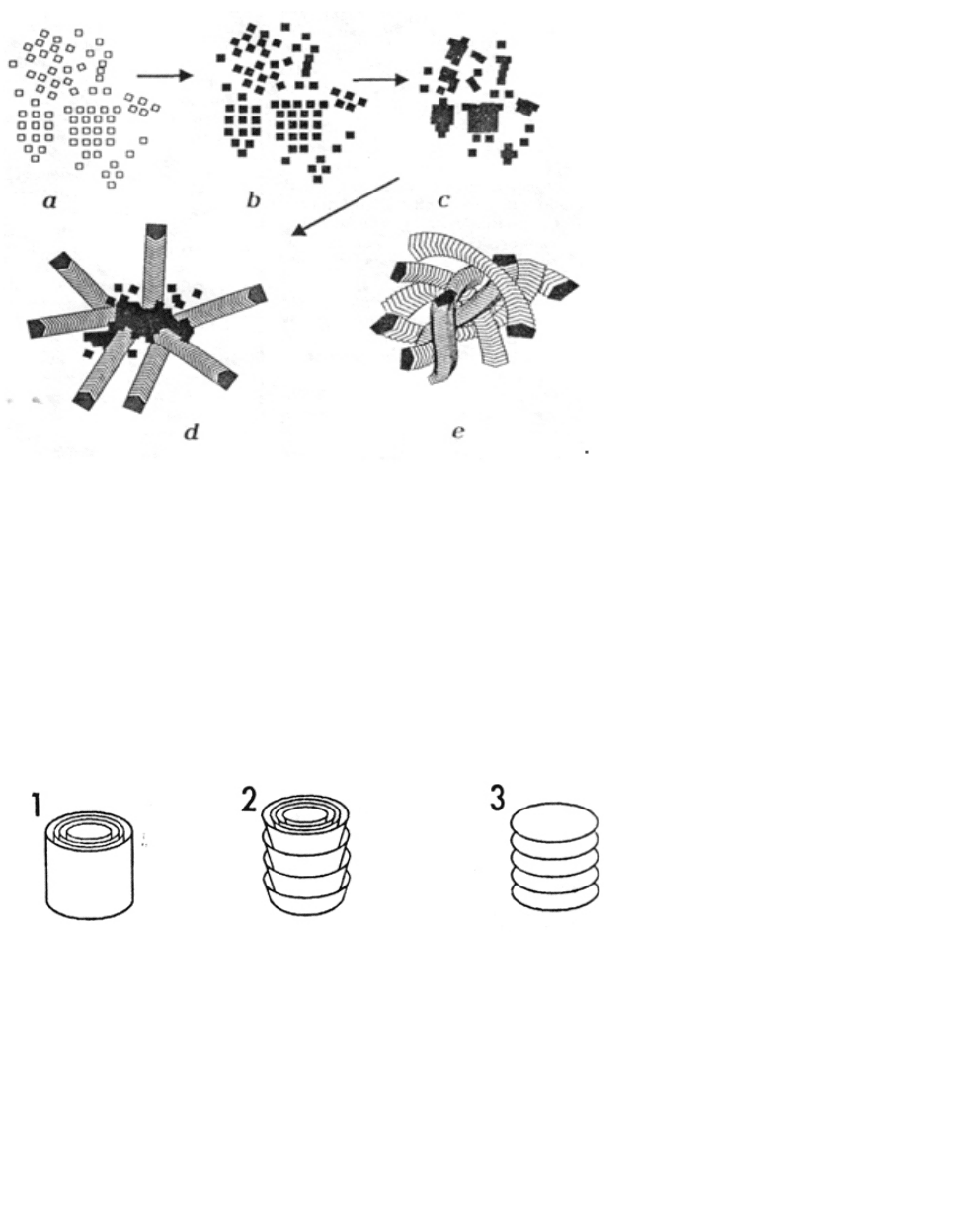
а - исходный катализатор;
b, с - стадии насыщения;
d, e - стадии роста волокон.
Рисунок 11 − Схема формирования структуры
КВУ
даже букеты цветов черного цвета, в соответствии с
1 − свернутые в цилиндры, ориентированные
вдоль оси волокна;
2 – конусообразные;
3 – плоские, расположенные перпендикулярно
оси волокна.
Рисунок 12 − Типы строения графитоподобных
слоев КВУ
в дает неисчер-
паемые возможности
при получении новых
модификаций ПУМ и
углерод-углеродных
композиционных мате-
риалов с уникальной
ологией. Например,
нанося частицы етал-м
лического никеля на по-
верхность сибунита и
проведя на них разложе-
ние метана, можно по-
морф
86
лучить углерод-углеродный композиционный материал «КВУ на сибуните» со
структурой, в которой полые глобулы пироуглерода, слагающие сибунит, до-
полнительно «переплетены» волокнами КВУ. Если же частицы никеля нанести
на поверхность КВУ, то при разложении метана на таком катализаторе образу-
ется углерод-углеродный композиционный материал «КВУ на КВУ» с морфо-
логией частиц, имеющих вид «осьминогов» и «морских ежей».
Контролируемое
нанесение пироуглерода на
внешнюю поверхность
клубков КВУ позволит по-
лучать технологические
материалы ущего - уг-буд
леродные молекулярные
сита, пористое пространст-
во которых «связано» с
внешней с дой калибро-
ванными отверстиями размером 3 - 5 А. Причем термин «молекулярное сито»
реально отражает предназначение материала − разделить смеси на две фракции:
1) с молекулами, имеющими размеры меньше, чем у калиброванных от
ре
верстий
больше
отверст
ь все области практического
-
гранул молекулярного сита (эта фракция будет накапливаться внутри
пористого пространства гранул материала);
2) с молекулами, размеры которых , нежели у калиброванных
ий гранул молекулярного сита (эта фракция станет накапливаться меж-
ду гранулами материала).
Трудно перечислит применения пористых
углеродных материалов. Это пищевая промышленность и медицина, водо- и
воздухоочистка. Материалы из ПУМ используют в аэрокосмонавтике, для про-
тезирования и изготовления спортинвентаря. Из них можно изготавливать де-
тали автомобилей, мебель, элементы зданий и многое другое. Они же − основа
нового поколения электроаккумуляторов. Углерод-углеродные композиты пре-
тендуют на роль важнейшего конструкционного материала XXI века.
6.2 Металлофторопластовые композиционные материалы
Для изготовления антифрикционных узлов различного назначения ши-
роко применяется политетрафторэтилен (ПТФЭ), или фторопласт-4. Однако его
использование в чистом виде ограничено из-за низких механических характе-
ристик, теплопроводности, износостойкости. Эффективным способом устране-
ния перечисленных недостатков является введение ПТФЭ в пористый металли-
ческий каркас, который обеспечивает высокую механическую прочность, жест-
кость и теплопроводность полученного композиционного материала. ПТФЭ, в
свою очередь, придает материалу высокие антифрикционные свойства и позво-
ляет работать без смазки.
При продолжительной работе происходит постепенное изнашивание ан-
тифрикционного слоя и обнажения металлического каркаса, что приводит к его
Рисунок 13 − Виды морфологии КВУ
87

взаимодействию с валом. При этом выделяется значительное количество тепла,
которое вызывает расширение ПТФЭ и его выход на поверхность трения. На-
рушение рабочего слоя делает невозможным проведение финишных операций с
использованием механической обработки для придания соосности опорам.
Предлагаются различные металлофторопластовые композиционные ма-
териалы, структура которых представляет собой объемные, взаимно располо-
женные друг в друге, каркас ПТФЭ и каркас металла. Материалы с данной
структуро становятся теплопров дными и электропроводными, обладают изо-й о
тропностью свойств, что позволяет использовать механическую обработку со
снятием стружки для придания с осности опорам. Особенно необходимыми о
становятся теплопроводность и электропроводность при использовании данных
материалов в антифрикционных системах, так как способствуют снятию стати-
ческого электричества и снижению термонапряженности всей системы в целом.
В качестве армирующего сплава используют: олово, свинец, баббит Б-
83 (ГОСТ 1320-74); припо ПОС-40 и ПОСК 50-1.8; сплав 0% олова, и Вуда (4
40% висмута, 20% свинца). Для придания дополнительной жесткости и прочно-
сти ПТФЭ предварительно наполняют бронзовым порошком марки БРОФ-10-1,
дисперсность частиц которого составляла ~ 0,063 мм.
Для установления эксплуатационных характеристик разработанных ме-
таллофторопластов проводят следующие испытания: определение прочности
при растяжении (ГОСТ 11262-80), при сжатии (ГОСТ 4651-80); проверка теп-
лопроводности (ГОСТ 236630.2-79), электрического сопротивления
(ГОСТ 6433.2-71), антифрикционных характеристик (ГОСТ 110-12-79,
ГОСТ 11629-85), твердости (ГОСТ 4670-К1); испытани на старение е
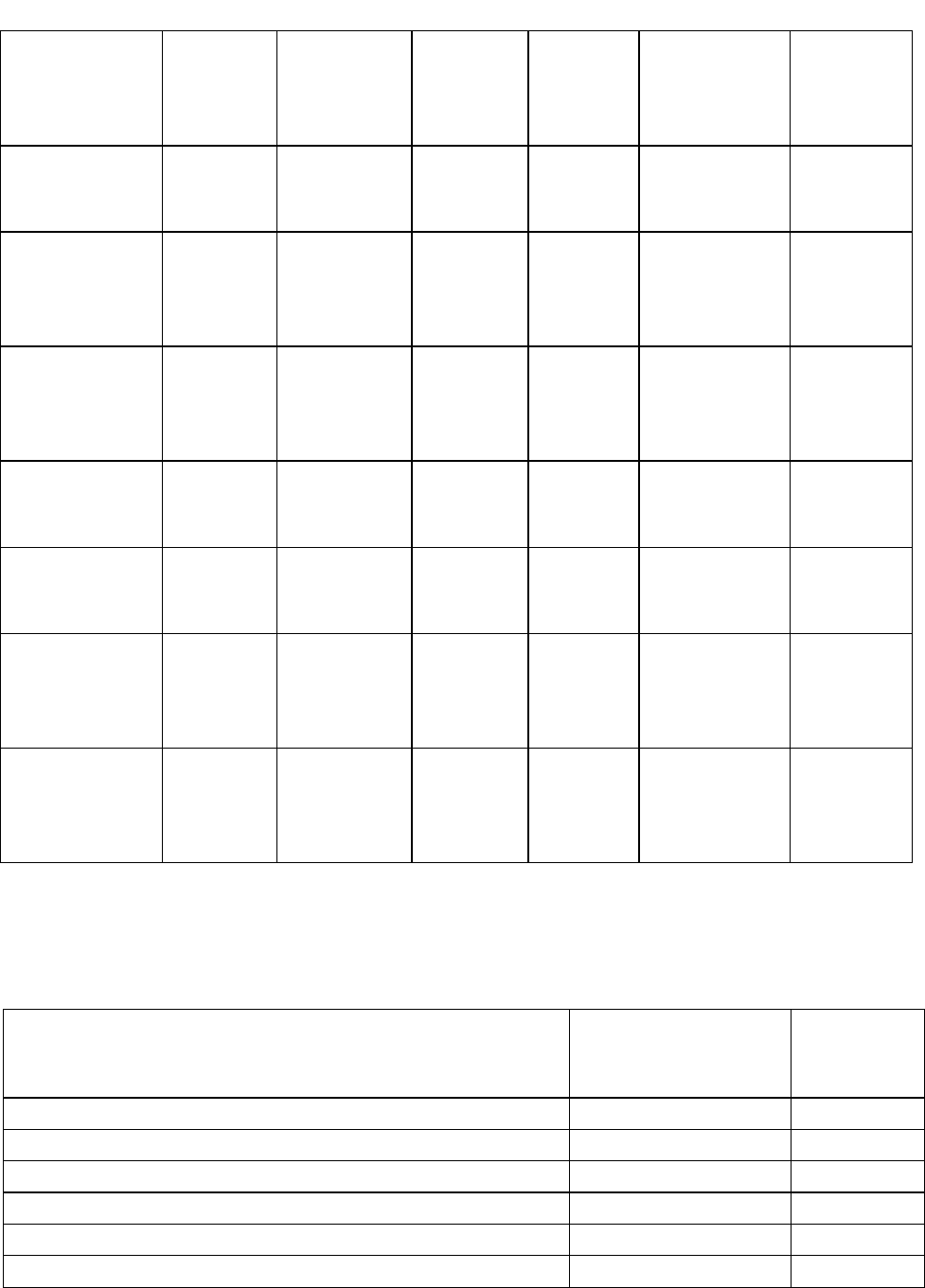
(ГОСТ 17171-81). Основные механически характеристики приведены в табли-е
це 10.
Результаты по определению теплопроводности и удельного электриче-
ского сопротивления металлофторопластов приведены в таблице 11.
В таблице 12 приведены данные по определению влияния старения на
свойства разработанных металлофторопластов (хранение в полевых условиях в
течение 5 и складских помещениях − 10 лет).
На основании вышеизложенного материала можно сделать следующие
выводы:
1 существует взаимопроникающая структура металлофторопластов, в кото-
рых металлический каркас представляет собой замкнутую решетку в таком
же каркасе полимера;
армирование ПТФЭ взаимопроникающим металлическим каркасом
в 74 - 162 раза увелич
2
ивает теплопроводность, в 10
10
-10
12
раз электриче-
скую проводимость по равнению с чистым полимером;
металлофторопласты с взаимопроникающей структурой обладают ста-
бильными объемными свойствами, что позволяет успе
с
3
шно использовать
финишные операции, например, резку, подпрессовку, калибрование, для
обеспечения соосности опорам;
хранение в полевых условиях в течение 5 лет и складском помещении -
10 лет не влияет на свойства металлофторопластов.
4
88
ние, Ом⋅м
Вт/(м·°С)
ый оловом
8,95×10
3
34,8
1,66×10
4
22,2
ПТФЭ, пропитанный ПОСК 50-18
1,09×10
5
17,3
Бронза - 13,5%, свинец - 15%, ПТФЭ
2,5×10
5
35,4
Бронза - 13,5%, припой ПОСК 50-18 - 15%, ПТФЭ
0,85×10
4
36,8
Бронза – 11,5 %, баббит Б-83 – 15 %, ПТФЭ
0,93×10
4
37,8
89
стов
Таблицa 10 – Основные механические характеристики металлофторопла-
Состав
материала
жатии
МПа
растяже-
нии, МПа
лю, НВ трения
×10
-8
ность,
МПа
торопласт-4
оловом
20,2 41,2 10,5 0,181 2,1 5,6
ПТФЭ, про-
питанный
припоем
ПОС-40
ПТФЭ, про-
питанный
припоем
ПОСК 50-1
ПТФЭ, про-
питанный
баббитом Б-8
Бронза -
13,5%, свинец
- 15%, ПТ
Бронза -
13,5%, ПОСК
50-18 -15%,
ПТФЭ
Бронза -
11,5%, баббит
Б-83 -1 5%,
ПТФЭ
Таблиц
Проч-
ность при
с ,
Прочность
при
Твердость
по Брине-
Коэффи-
циент
Интенсив-
ность износа,
Грузо-
подъем-
Ф ,
пропитанный
20,5 40,1 10,0 0,164 1,8 5,0
8
21,2 40,2 10,3 0,160 1.S 5,5
3
37,2 47,8 11,3 0,151 1,3 6,0
ФЭ
39,8 47,8 12,2 0.144 0,83 6,3
43,5 50,2 16,8 0,155 1,01 7,5
45,6 57,1 18,2 0,159 0,90 8,0
а 11 - Теплопроводность и удельного электрического сопротивления ме-
таллофторопластов
Состав материала
Удельное электри-
ческое сопротивле-
Теплопро-
водность
ПТФЭ, пропитанн
ПТФЭ, пропитанный баббитом Б-83
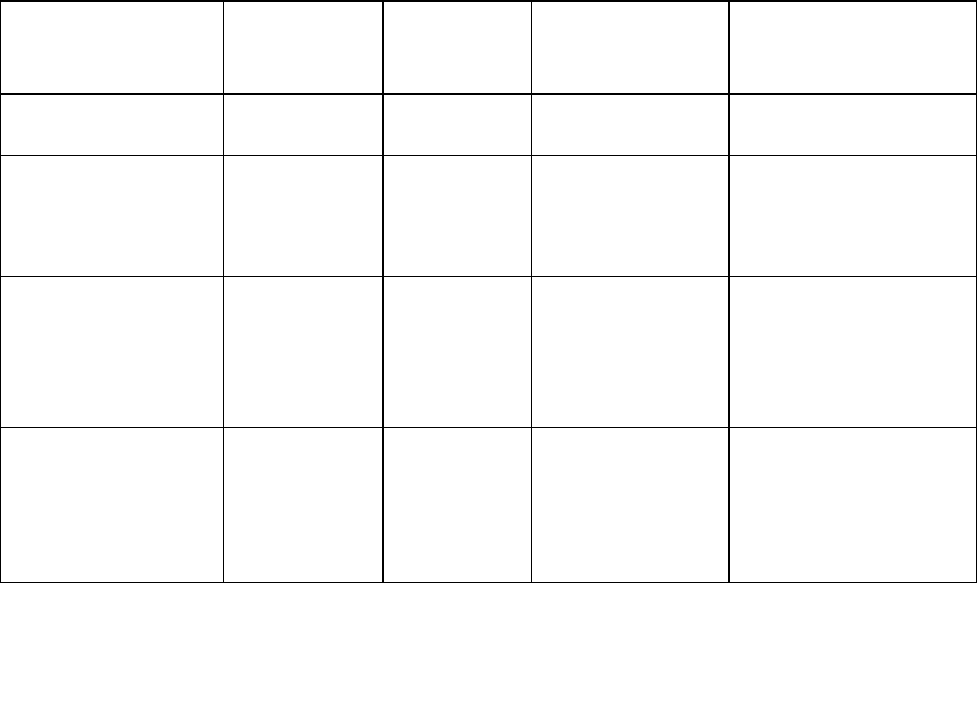
Таблица 12 - Показатели влияния старения на свойства металлофторопла-
стов
Состав материала
Прочность
при сжатии,
МПа
Коэффици-
ент трения
Грузоподъем-
ность предель-
ная, МПа
Износ при предель-
ной грузоподъемно-
сти, ×10
-8
ПТФЭ, пропитан-
ный баббитом Б-83
37,2 0,151 6,0 1.3
ПТФЭ, пропитан-
ный баббитом Б-83
и подвергнутый
старению
37,22 0,150 6,0 1,31
Бронза – 11,5%,
баббит Б-83 – 15%,
ПТФЭ остальное,
не подвергнут ста-
рению
45,6 0,165 8,0 0,90
Бронза − 11. 5%,
баббит Б-83 − 15%
ПТФЭ - остальное,
подвергнут старе-
нию
45,39 0,159 8,0 0,89
Это позволяет рекомендовать металлофторопласты с взаимопроникаю-
щей структурой для антифрикционных элементов различных узлов и устройств,
работающих при средних нагрузках в сухом режиме трения.
90
7 Композиционные материалы медико-технического назна-
чения
Целанекс
Это торговое наименование ассортимента частично кристаллических
полиэфиров на базе полибутилентерефталата (ПБТ). ПБТ производится мето-
дом поликонденсации в расплаве диметилового эфира терефталевой кислоты с
1,4- бутандинолом.
Основные марки - марки от экстремально текучей 2500 (показатель те-
кучести 40) до вязкотекучих марок 1700 А (с показателем текучести 5).
Армированные марки - наполненные марки стекловолокном
от 10 % до 50 %. В этом случае в маркировке присутствует обозначение GV, где
«GV»- обозначает что данная марка армирована, следующая цифра
«1»обозначает наполнение стекловолокном, а «3» - стеклянными шариками.
Второе значение дроби указывает количественное в «%» наполнение. Сущест-
вуют 10 %, 15 %, 20 %, 30 %, 50 % наполнения.
С антигорючими добавками - специальные марки с минеральными или
иными присадками для улучшения свойств материала. Маркируются, как пра-
вило, дополнительным буквенным обозначением «FL» в маркировке. Однако,
для материалов, произведенных в США, маркировка указывается без данных
букв.
Со стекловолокном и глянцевой поверхностью - данные марки были
специально разработаны для применения их при производстве газовых и элек-
трических плит, а также в других применениях, где необходимы высокая теп-
лостойкость и отличительный внешний вид детали. Эти марки 2302 GV1/15
c 15 % содержанием стекловолокна, 2302 GV 1/20 с 20 % содержанием и 2302
GV 1/30 с 30 % стеклонаполнением являются смесью с ПЭТ, который придает
высокий глянец изделию.
Марки со стекловолокном и минеральными добавками - это также
специальные марки с улучшенными характеристиками.
Целанекс предназначен преимущественно для изготовления высокока-
чественных и ответственных технических формованных деталей в электротех-
нике, в автомобилестроении и в бытовых приборах.
В точной механике и машиностроении Целанекс находит применение в
качестве материала для шестерен, подшипников и других деталей скольжения.
Причем он идеально комбинируется в этом применении с ацеталевым сополи-
мером Хостаформ.
Основными свойствами Целанекс является комбинация замечательных качеств:
− высокая твердость и жесткость;
− длительная прочность;
− высокая теплостойкость, особенно армированных стекловолокном типов
(температура до 140
0
C);
− благоприятные скользящие параметры и износостойкость;
− высокая стабильность формы и размеров, малое влагопоглощение;
91
− хорошие электрические свойства;
− хорошая стойкость по отношению к воздействию химикатов;
− хорошая стойкость по отношению к климатическим воздействиям;
− быстрая кристаллизация, в следствии этого оптимальное время цикла;
− возможность покрытия лаком.
Celstran (Цельстран)
Производственный ассортимент Цельстран охватывает термопласты,
усиленные длинным волокном, которые могут иметь различные свойства в за-
висимости от требований клиентов. В качестве термопласта - матрицы исполь-
зуются практически все частично кристаллические и аморфные термопластич-
ные пластмассы.
Производство осуществляется специальным запатентованным методом
пултрузии, который позволяет получить высокое качество импрегнирования
без повреждения волокна и пропитку каждого сегмента усиливающего волокна.
Усиливающие волокна могут быть при этом из стекла, угля, арамида или не-
ржавеющей стали. Длина волокна - 10-15 мм. Цельстран перерабатывается
преимущественно литьем под давлением.
Цельстран S - содержит волокно нержавеющей стали для электрическо-
го экранирования
Наполненные стекловолокном специальные марки на базе матриц:
ПК/АБС, ПФС, ПУ, ПБТ, ПОМ
- наполненные стекловолокном (40 %), матрицы: ПА, ПФС, ПУ;
- наполненные арамидом (30 %), матрицы: ПА, ПФС, ПОМ.
Цельстран предлагается к применению там, где предпочтительна замена
металла на современные, более легкие, экономичные и подвергающиеся сто-
процентной вторичной переработке материалы. Обычные, наполненные или
армированные коротким стекловолокном пластмассы не удовлетворяют по-
ставленным требованиям. В качестве примеров могут быть названы: структур-
ные, функциональные и декоративные детали в автомобиле (аккумуляторный
отсек, педаль сцепления, рычаг коробки передач, всасывающие трубы, резер-
вуары для кабеля и приборов управления), в электротехнике и электронике (эк-
ранированные к электромагнитному излучению корпуса), в машиностроении
(износостойкие шестерни), изделия для спорта и отдыха (детали лыжных креп-
лений и др). Применяемый в качестве концентрата Цельстран способствует
значительному улучшению свойств вторично перерабатываемого полимерного
материала.
Формованные детали из Цельстран имеют максимально длинные волок-
на и большую долю волокна. Как результат, они демонстрируют высокую ста-
бильность размеров и замечательные механические свойства. Достижимые зна-
чения ударной вязкости, трещиностойкости, прочности, жесткости и усталост-
ной прочности варьируют в зависимости от конкретных целей и могут регули-
роваться комбинацией и соотношением волокна и матрицы, что включает также
разнообразие их химического соединения. Экономичный метод переработки и
краткое время цикла при производстве деталей позволяют получить продукцию
92