Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.


714 CHAPTER 16
Table 16.10. Specification for basic (single grade) lube oil grades
Max viscosity @ Max viscosity @ Min viscosity @
Grade 0
◦
F SUS 210
◦
F SUS 210
◦
F SUS
5 W 6,000 – –
10 W 12,000 – –
20 W 48,000 – –
SAE 20 – 58 45
SAE 30 – 70 58
SAE 40 – 86 70
SAE 50 – 110 85
Petroleum coke
Petroleum coke is not found in crude oil, but is the carbon compound formed from the
thermal conversion of petroleum containing resins and asphaltenes. Coke is formed
in the processes to convert the residuum fuels to the more desirable distillate products
of naphtha and lighter through to the middle distillates. There are two routes by
which this coking process proceeds. The first and the most common is the delayed
coking route. The second is the fluid coking method, and this has been made more
attractive to many refiners with the development of Exxon Mobil’s proprietary process
of Flexicoking. This proprietary process eliminates the coke completely by converting
it to low Btu fuel gas. By far the largest production of coke is the sponge coke from
the delayed coking process. Uncalcined sponge coke has a heating value of about
14,000 Btu/lb and is used primarily as a fuel. High sulfur sponge coke however
is popular for use in cement plants since the sulfur reacts to form sulfates. Sponge
coke is calcined to produce a coke grade suitable for anodes in the aluminum industry.
Details of the specifications for green (uncalcined) coke and calcined coke are given as
Table 16.11.
Table 16.11. Specification for sponge coke
Parameter Green coke Calcined coke
Fixed carbon % 86–92 99.5
Moisture % 6–14 0.1
Volatile matter % 8–14 0.5
Sulfur % <2.5 <2.5
Ash % 0.25 0.4
Silicon % 0.02 0.02
Nickel % 0.02 0.03
Vanadium % 0.02 0.03
Iron % 0.01 0.02
QUALITY CONTROL OF PRODUCTS IN PETROLEUM REFINING 715
Table 16.12. A typical specification for sulfur
Purity 99.8 wt% sulfur, on a dry basis.
Ash 500 ppm by weight maximum
Carbon 1,000 ppm by weight maximum
Color Bright Yellow
Hydrogen
sulfide
10 ppm by weight maximum. This is particularly
important for international transport and sales
State Shipped either liquid or solid
Sulfur
Sulfur is a byproduct of modern day refineries. By the processes that make up the
modern hydrogen skimming refinery a significant portion of the sulfur contained in
the crude is removed as elemental sulfur for marketing as a product. It is true to
say that as the environmental requirements for reduced sulfur levels in products and
emissions from the refinery decreases the sulfur produced as a product increases. In
most countries today over half of the required sulfur is produced from the petroleum
and gas industries. Sulfur is stored and transported from the refinery as a molten
product or as solid sulfur. Almost half the world’s sulfur production is used in making
sulfuric acid and phosphate fertilizers using the sulfuric acid produced from the sulfur.
A typical specification for sulfur is given as Table 16.12.
16.2 The description of some of the more common tests
The tests described here are usually carried out in the refinery laboratory. The results
these tests are used in plant control and for the quality control of finished products.
There are many more laboratory and other tests that are carried out in the refinery
company’s research and development establishment. These later tests are carried out
to improve product quality parameters or to establish design data for processes and
development work. These later tests would include mass spectrometry for crude oil
data and assay development, pilot plant tests to establish optimum operating data, and
items such as motor vehicle road tests. Those tests described briefly in the following
sections are those listed earlier.
Specific gravity (D1298)
Density ASTM D 1298—Density, relative density (specific gravity), or API gravity
of crude petroleum and liquid petroleum products by hydrometer method. Fuel is
transferred to a cylindrical container and a hydrometer is carefully lowered into the
cylinder and allowed to settle. After the temperature of the sample has equilibrated,
the value on the hydrometer scale positioned at the surface of the sample and the
716 CHAPTER 16
Table 16.13. Relationship of specific gravity @ 60
◦
F,
◦
API, and lbs/US gal
◦
API 10 20 30 40 50 60
Spec grav 1.000 0.934 0.878 0.825 0.780 0.739
Lbs/Gall 8.328 7.778 7.296 6.870 6.490 6.151
sample temperature are recorded. The hydrometer value is converted to density at
15.6
◦
C or API gravity at 60
◦
F using standard tables. The API gravity which is always
quoted in Degrees API can be calculated from the hydrometer test at 60
◦
F using the
equation as follows:
Specific Gravity =
141.5
131.5 +
◦
API
The calculation of the weight per unit volume from the specific gravity is based on
the US measure of volume (i.e. US Gallons). A summary table of the relationship
between specific gravity at 60
◦
F,
◦
API, and lbs per gallon is shown as in Table 16.13.
ASTM distillations
There are two types of ASTM distillations that are used in the refinery for plant control
and finished product quality. These are the ASTM D86 for naphtha and equivalent
and for the kerosenes. D156 is used for the ASTM distillation of atmospheric gasoils
(heating oil and diesel). The major difference between the two tests are the volume
of sample used. In the case of the D86 the sample will be 100 ml while that for D156
the sample will be 200 ml. There are other differences and these will be noted in their
descriptions which follow:
ASTM D86
The diagram in Figure 16.1 is the apparatus used for both ASTM distillations. Only
the apparatus item sizes will change and the temperature levels in the condenser bath.
The measured sample is introduced into an Engler glass flask (A) at 100 ml for the
D86 test. The liquid fills about two thirds of the flask leaving the space above the
liquid to the cork in the vessel neck as vapor space. About half way along the neck
of the flask there is a vapor offtake tube. The open end of this tube is connected to
the condenser tube which is routed through the condenser bath (B). This condenser
tube emerges from the ‘Bath’and the open end is directed into a measuring cylinder.
For the lighter boiling range samples (i.e. naphthas) this cylinder is placed in a cold
water (slightly below room temperature) bath. The Engler flask rests on an asbestos
or similar plate (F) which has a hole 1”in diameter exposing the bottom of the flask
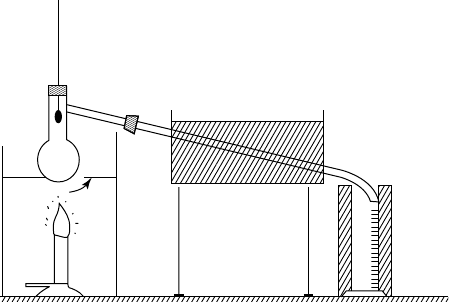
QUALITY CONTROL OF PRODUCTS IN PETROLEUM REFINING 717
C
F
A
B
DE
Figure 16.1. Diagram of a typical ASTM distillation apparatus (included in text).
to the heat source. In this case the heat source is shown as a Bunsen burner (C). A
thermometer is introduced into the top of the flask and is positioned so that the bulb
is directly in line with the vapor offtake. The condenser bath is filled with water and
ice and allowed to reach 32
◦
F before heat is applied to the sample flask and the test
begun. The temperature of the sample is increased slowly until the liquid begins to
boil. The initial boiling point is read as the temperature measured by the thermometer
located in the flask when the first condensate drop enters the receiving cylinder (D) at
the end of the condensate bath (B). For light boiling point samples (i.e. naphthas) this
receiver is cooled in a water bath (E). For kerosenes the water bath (E) is not required.
The test is allowed to proceed at a constant rate and temperature readings are taken
at predetermined recovery levels of condensate. (usually these temperatures will be
at 10 vol% recovered, 30, 50, and 90 vol% recovered). When the flask (A) has been
boiled apparently dry, the temperature shown by the thermometer will rise sharply
and then begin to fall. The highest temperature observed in this rise and fall is the
final boiling point of the sample.
ASTM D156
The same equipment arrangement is used for this test as for the D86. In this case
however 200 ml of gas oil or diesel sample is used and the flask will be an Engler 200 ml
standard. The other differences are that the hole in the screen (F) has a diameter of 2
.
The condenser bath contains water at room temperature and the Receiver (D) is a
200 ml measuring vessel, an no water bath is required.
The ASTM distillation curves from all of the methods described above and those in
the determination of vacuum ASTM distillation (not described here as these are not
718 CHAPTER 16
normal marketing or process operation measures) can be converted to TBP and EFV
curves. The methods for such conversions are given in Chapters 1 and 3 of this book.
Such conversions are used primarily for process design and planning.
Flash point test method (D93)
There are two methods used for determining the flash point of an intermediate and
finished petroleum products. These are the ASTM D56 The Tag Closed Cup method
(commonly known as the ABEL flash point) and the ASTM D93 The Pensky Marten
Closed Cup method. The D56 method is used for material which has a flash of between
68
◦
F and 148
◦
F while the D93 method is used for all other distillates and residuum
products with flash points above 148
◦
F. Based on this premise the D56 is used almost
exclusively for the kerosene cut range materials. Only the Pensky Marten D93 will
be described here.
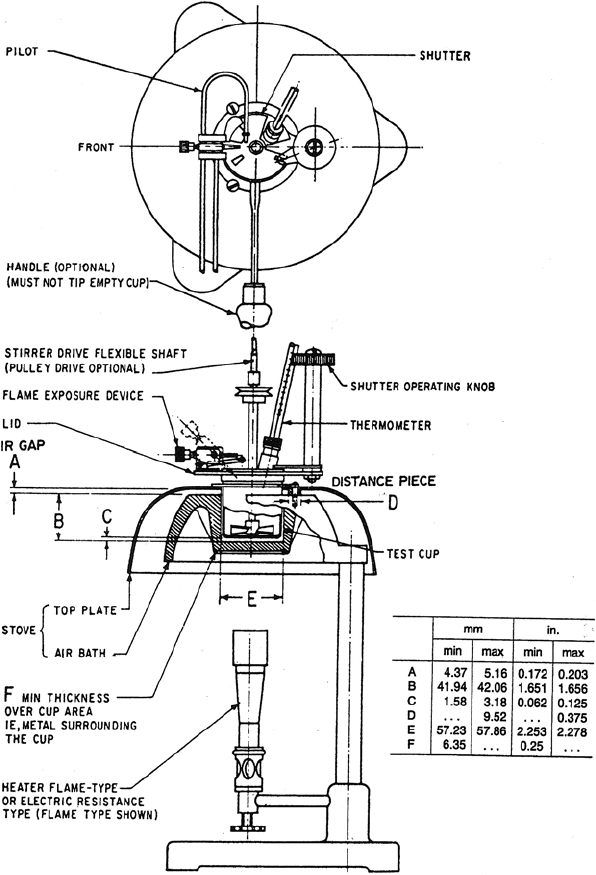
ASTM D93
A brass test cup is filled to an inside mark with the test specimen. A cover is fitted of
specified dimensions, see Figure 16.2. The specimen is heated and stirred at specified
rates. An ignition source in the form of a small flame is directed into the cup at regular
intervals. When the specimen is seen to flash, the temperature of the specimen is noted
as the flash point of the sample.
Significance and use
The flash point is a measure of the tendency of the, material to form a flammable
mixture with air under controlled laboratory conditions. It is however only one of
several properties that must be considered in assessing the overall flammable haz-
ard of the material. The flash point is used to establish the flammable criteria in
transporting the material. Generally shipping and safety regulations will be based
on the flash point criteria. The flash point should NOT however be used to describe
or appraise the fire hazard or risk under actual fire conditions. This test method
(D93) provides the only closed cup flash point test procedures for temperatures up to
698
◦
F.
Pour point and cloud point (D97)
Pour points are determined initially by heat treating the petroleum specimen above
it’s expected pour point and then to cool the specimen in controlled stages until the
pour point is observed. The pour point is the temperature of the material that it ceases
to flow.
QUALITY CONTROL OF PRODUCTS IN PETROLEUM REFINING 719
Figure 16.2. The Pensky Marten closed cup flash point apparatus.
720 CHAPTER 16
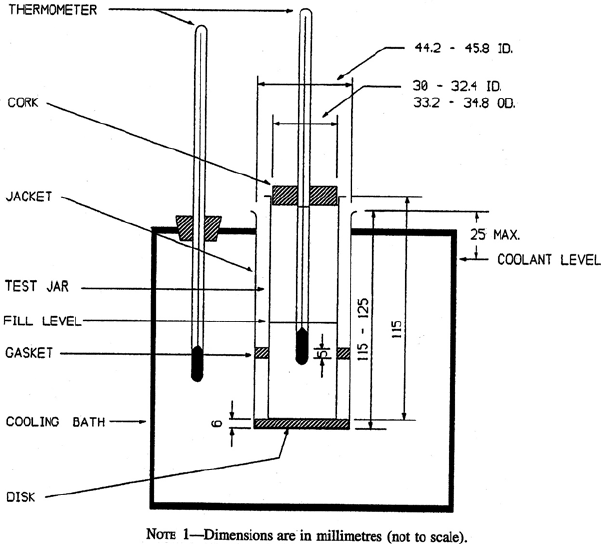
Figure 16.3. Apparatus for pour point tests.
ASTM D97
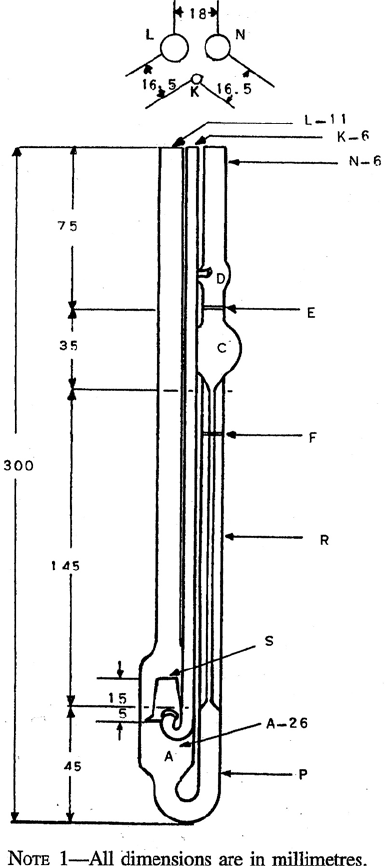
The apparatus used to determine pour point (and cloud point) consists of a cylindrical
glass jar with a flat bottom a coke stopper at it’s top. A thermometer is inserted
through the coke stopper so that the bulb is immersed up to 3 mm of the capillary
in the specimen. The sample is inserted into the jar up to a prescribed level. The
apparatus is shown in the following Figure 16.3 and is self-explanatory.
The sample is first heated as follows:
Material with an estimated pour point above 33
◦
C—heat to a temperature of expected
pour point plus 9
◦
C but at least 45
◦
C in a bath controlled to at least 48
◦
C. Material
with an expected pour point of below 33
◦
C—heat to at least 45
◦
C and cool to 15
◦
C
in a bath controlled at 6
◦
C.
QUALITY CONTROL OF PRODUCTS IN PETROLEUM REFINING 721
Commence the test then by sequential cooling and observing the flow of the specimen
using cooling baths as follows:
For temperatures down to
Bath 1—Ice and water 9
◦
C
Bath 2—Crushed ice and sodium chloride −12
◦
C
Bath 3—Crushed ice and calcium chloride −27
◦
C
Bath 4—Acetone and solid carbon dioxide −57
◦
C.
The specimen is checked at regular intervals of cooling (every 3–5
◦
C) for flow. This
checking must be done with great care by just slowly tilting the jar to the horizontal
position for not more than 5 seconds, and observing if there is flow. The moving of
the sample from bath to bath should be at the following schedule:
Specimen at 27
◦
C move to bath 1
Specimen at 9
◦
C move to bath 2
Specimen at −6
◦
C move to bath 3
Specimen at −24
◦
C and below move to bath 4.
The reporting of the pour point is the temperature where no flow is observed plus
3
◦
C.
Kinematic viscosity (D446)
The kinematic viscosity of an oil is obtained by measuring the time required for a
sample of the oil to flow, under gravity through a capillary. The capillary is a part of
the calibrated viscometer and the flow through it of the oil is at a known temperature.
These viscometers are in several sizes and differing design. The configuration and
size of the capillary are calibrated and tested to provide a constant value for that
particular viscometer.
ASTM D446
The viscometer shown in Figure 16.4 is one of many types. It is used for obtaining
the viscosity of transparent liquids. The viscometer shown in Figure 16.4 is des-
ignated a SIL. Its important features and its calibration constant are given in Ta-
ble 16.14.
The viscometer(s) shown may be one of many. These are suspended using a specially
designed holder in a bath containing water with some glycol added to reduce vapor-
ization or prevent boiling. The bath is maintained at a constant temperature at which
722 CHAPTER 16
Figure 16.4. Viscometer for transparent liquids.
QUALITY CONTROL OF PRODUCTS IN PETROLEUM REFINING 723
Table 16.14. Viscometer SIL details
Approximate Kinematic Inside diam of Inside diam of Volume of
Size number constant* viscosity range, cst tube R, mm tubesE&P,mm bulbC,ml
0C 0.003 0.6–3 0.41 4.5–5.5 3.0
1 0.01 2.0–10 0.61 4.5–5.5 4.0
1C 0.03 6–30 0.73 4.5–5.5 4.0
2 0.1 20–100 1.14 4.5–5.5 5.0
2C 0.3 60–300 1.5 4.5–5.5 5.0
3 1.0 200–1,000 2.03 4.5–5.5 5.0
3C 3.0 600–3,000 2.68 4.5–5.5 5.0
4 10.0 2,000–10,000 3.61 4.5–5.5 5.0
∗
Constant is in (mm
2
/S )/S.
the viscosity is to be reported. The test temperature may be as high as 100
◦
C thus the
use of glycol in the bath water to prevent actual boiling.
The oil sample is introduced into the viscometer through tube L by tilting the viscome-
ter to about 30
◦
from the vertical with bulb A below capillary R. After introducing the
sample attach the viscometer into the holder and insert the viscometer into the bath
so that it is vertical. Allow the sample to reach the bath temperature usually about
30 min before starting the test. Using suction (all laboratories should have a vacuum
system), draw up the sample through bulb C to about 5 mm above the upper timing
mark E. Release the vacuum and allow the sample to flow by gravity. Measure the
time for the sample to flow from the timing mark E to the lower timing mark F. This
is the time t in the equation:
V = C × t
where
V = the kinematic viscosity in centistokes
C = the approximate constant in (mm
2
/t)/t (from Table 16.14)
T = the flow time from the test.
Reid vapor pressure (D323)
This test is the standard test for low boiling point distillates. It is used for naphthas,
gasolines, light cracked distillates and aviation gasolines. For the heavier distillates
with vapor pressures expected to be below 26 psig at 100
◦
F the apparatus and proce-
dures will be different. Only the Reid vapor pressure for those distillates with vapor
pressures above 26 psig at 100
◦
F are described here. The apparatus used for this test
is given as Figure 16.5.