Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

PETROLEUM PRODUCTS AND A REFINERY CONFIGURATION 79
010203040
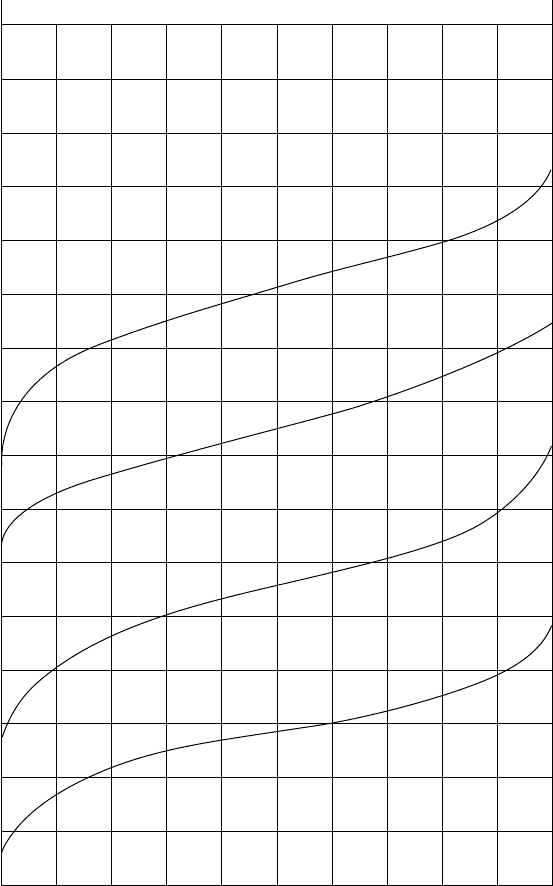
% Volume Distilled
Temperature °F
50 60 70 80 90 100
800
700
600
500
400
300
200
HSR
KERO
DIESEL
LSR
100
0
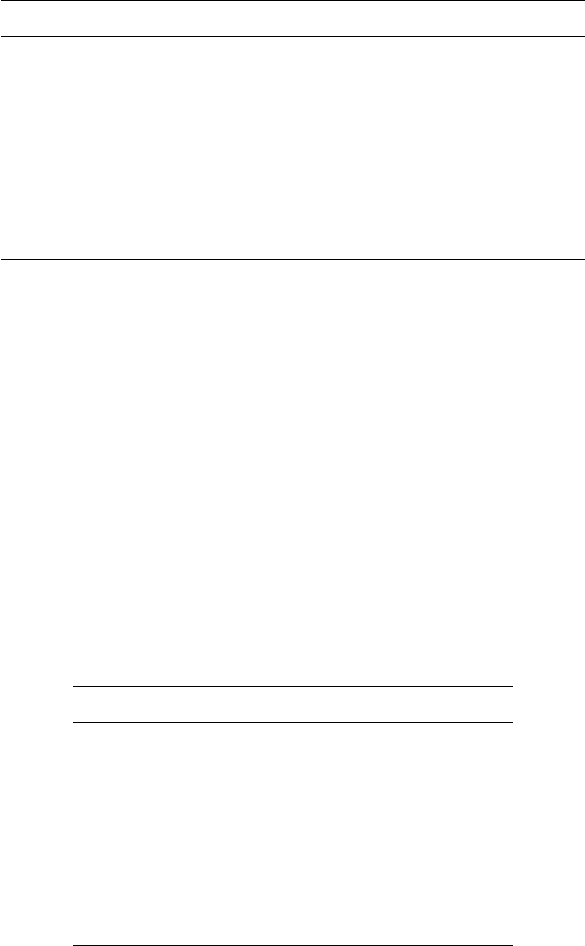
Figure 2.3. Distillate products TBP curves.

80 CHAPTER 2
Table 2.14. Component split of the distillate cuts
Component Range
◦
F LSR %vol HSR %vol Kero %vol Diesel %vol
1C
5
21.6
2C
5
–125 15.4
3 150 23.0 1.0
4 175 20.0 4.0
5 200 13.0 6.0
6 230 7.0 14.0
7 250 9.0
8 275 16.0
9 300 15.0
10 325 15.0 2.0
11 350 11.0 6.0
12 412 9.0 29.0 1.0
13 450 30.0 4.0
14 480 23.0 5.0
15 515 10.0 14.0
16 550 19.0
17 575 20.0
18 600 19.0
19 650 18.0
Total 100.0 100.0 100.0 100.0
Table 2.15. Component properties
Mid vol Viscosity @ Viscosity @ Pour
Component on crude
◦
API SG @ 60
◦
F Sulfur %wt 100
◦
F Cst 210
◦
F Cst point
◦
F
1 1.31 12 0.5811 0.04
2 3.56 105 0.5983 0.05
3 5.96 87.5 0.6461 0.05
4 8.92 71.0 0.6988 0.06 0.27
5 11.49 65.0 0.7201 0.06 0.33
6 14.28 60.5 0.7370 0.07 0.45
7 16.34 57.3 0.7495 0.07 0.48
8 18.12 55.5 0.7567 0.08 0.52
9 20.32 53.0 0.7669 0.09 0.70
10 22.54 51.5 0.7732 0.10 0.78
11 24.75 49.0 0.7839 0.12 0.90 0.60 −88.0
12 27.19 46.5 0.7949 0.14 1.25 0.68 −76.0
13 30.22 44.5 0.8040 0.20 1.82 0.78 −60.0
14 33.25 41.5 0.8178 0.26 1.95 0.90 −48.5
15 36.06 40.0 0.8251 0.40 2.23 1.13 −34.0
16 38.8 38.5 0.8324 0.62 2.85 1.25 −22.0
17 41.56 37.0 0.8398 0.89 4.00 1.52 −0.08
18 44.26 35.5 0.8473 1.16 5.20 1.70 2.0
19 46.85 34.5 0.8524 1.48 6.25 1.85 16.0

PETROLEUM PRODUCTS AND A REFINERY CONFIGURATION 81
Table 2.16. CDU product streams
Sulfur Visc @ Visc @ Pour
Product stream BPCD SG @ 60
◦
F mm lbs/CD %wt 100
◦
F Cst 210
◦
F Cst point
◦
F
Gas + LSR 6,075 0.6512 1.383 0.053 <−100
HSR 7,100 0.7550 1.863 0.091 0.58 0.43 <−100
Kero 4,545 0.8048 1.279 0.21 1.60 0.80 −58
Diesel 6,915 0.8420 2.036 0.869 4.0 1.5 0
Atmos Residue 25,365 0.9485 8.405 3.92 >100 9.8 >100
Total 50,000 0.8565 14.966 2.35 8.00 2.20 −5.0
These streams totally or in part will be routed as follows:
r
LVGO via the Gas Oil Hydrotreater to Gas Oil Blending pool
r
HVGO via the Gas Oil Hydrotreater to FCCU
r
Gas Oil Hydrotreater will be on block flow operation
Examination of the remaining units in this configuration now follows:
The thermal cracker. The following yields and properties have been developed from
empirical correlation. These are presented and discussed in Chapter 12. Such cor-
relation are acceptable for use in configuration development, particularly those that
will be used in study work. For any definitive design work however it is essential that
the data used be obtained from pilot plant runs using samples of the actual residue as
feed (Table 2.18).
The following property curves were developed from pilot plant runs on a similar
feed stock. These are based on total product %volume (Tables 2.19 and 2.20; Figures
2.4–2.6).
The gas to 380
◦
F Stream will be routed as the overhead distillate from the Thermal
Cracker Syn Crude fractionator to the Naphtha hydro treater and the saturated light
end unit.
The gas oil stream will be routed to the straight run Diesel hydro treater.
Table 2.17. The VDU product streams
Sulfur Visc @ Visc @ Pour
Product stream BPCD SG @ 60
◦
F mm lbs/CD %wt 100
◦
F Cst 210
◦
F Cst point
◦
F
LVGO 5,425 0.8789 1.667 2.18 13.0 3.0 15
HVGO 9,275 0.9218 2.990 3.10 49.0 6.4 52
Vac Res 10,665 1.007 3.748 5.35 >100.0 28.5 >100
Total 25,365 0.9485 8.405 3.92 >100.0 9.8 >100
82 CHAPTER 2
Table 2.18. Yield of thermal cracker product streams
%Vol on total Mid-vol % on total
Streams %Vol on feed products product
H
2
S 0.18 0.17 –
Gas to C
6
7.81 7.40 3.87
Naphtha C
6
−380
◦
F 9.51 9.02 12.08
Gas Oil 380–650
◦
F 13.91 13.19 23.12
Cracked resid +650
◦
F 74.08 70.22 71.49
Total 105.49 100.00 –
The cracked residue will be routed directly to the Fuel Oil Pool.
The HyGO hydrotreater on cat cracker (FCCU) feed operation. The Feed to the
Heavy Gas Oil Hydrotreater shall be the HVGO stream from the Vacuum Distil-
lation Unit (VDU) to meet the feed requirements of a FCCU. This hydro treater
will operate on a blocked operation with the LVGO. That is it will operate so
many days processing HVGO and the remainder of the STREAM year processing
LVGO.
Details of the HVGO operation are as follows:
Feed to the hydrotreater = 9,275 BPCD
SG@60=0.9218
No. of sulfur/gal =7.678
No. of sulfur /CD =2,990,965
%wt sulfur =3.10
Total sulfur in feed =9,275 × 42 × 7.678 × 0.031
=92,720 lbs per Calendar Day.
Table 2.19. Cracked product properties
Stream BPCD SG Sulfur %wt Vis @ 100
◦
F Vis @ 210
◦
F
Gas to C
5
852 0.465 3.47
∗
––
Naphtha 1,014.2 0.724 1.58
Gas Oil 1,483.5 0.825 2.55 5.4 0.2
Residue +650
◦
F 7,900.6 1.046 6.19 110 12.5
Total 11,250.3 0.944 5.35
∗
Includes 3,362 lbs/CD sulfur as H
2
S.

PETROLEUM PRODUCTS AND A REFINERY CONFIGURATION 83
Table 2.20. Sulfur balance over the thermal cracker
Streams BPCD lbs/Gal mm lbs/CD % Sulfur lbs Sulfur/CD
Feed in 10,665 8.38 3.756 5.35 200,964
Streams out
Gas to C
5
852 4.21 0.151 3.47 5,243.7
Naphtha 1,014.2 6.03 0.257 1.58 4,058.3
Gas oil 1,483.5 6.87 0.428 2.55 10,914.0
Cracked res 7,900.6 8.80 2.920 6.19 180,748.0
Total 11,250.3 7.94 3.756 5.35 200,964.0
85 %wt of the sulfur is to be removed. This amounts to 78,812 number of sulfur per
or 2,462.9 moles/CD.
Hydrogen required for sulfur removal in the gas oil is
Hydrogen for sulfur removal only = 10914.0 × 0.85/32 = 289.9 mols/CD.
=289.9 × 379
=109,873 Scf (standard cuft @ 60
◦
F and
14.7 psia).
Hydrogen is also required for nitrogen removal and to close ruptured hydrocarbon
rings due to the sulfur removal. This reaction also produces light ends at the expense
of the treated gas oil yield. The total hydrogen requirements are
Hydrogen = 933,439 Scf (this is from the Licensor’s data).
There will also be a loss of hydrogen from the system (mostly due to the Flash drum
operation and Purge (see Chapter 8 for more details). This amounts to 186,689 Scf
(again from Licensor data).
Total Hydrogen Makeup required then =933,439 +933,439 +186,689 =2,053,567
Scf\CD.
Assuming the hydrogen makeup stream (usually from the naphtha hydrotreater) is
92% mole pure.
The make up gas stream required =
2,053,567
0.92
= 2,232,000 Scf\CD or as usually ex-
pressed 240 Scf per Bbl of Feed.
The material balance over the unit shown in Tables 2.21 and 2.22.
84 CHAPTER 2
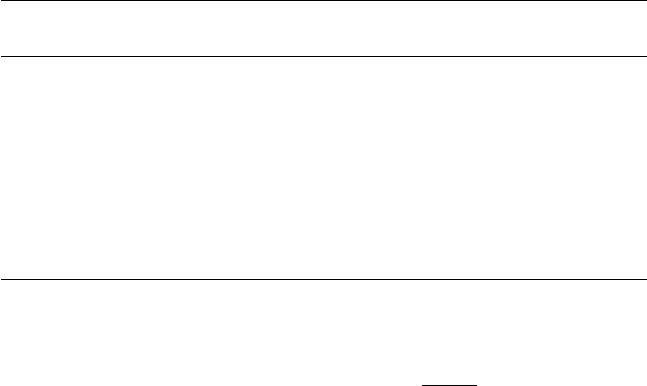
0 10 20 30 40 50 60 70 80 90 100
0
100
200
300
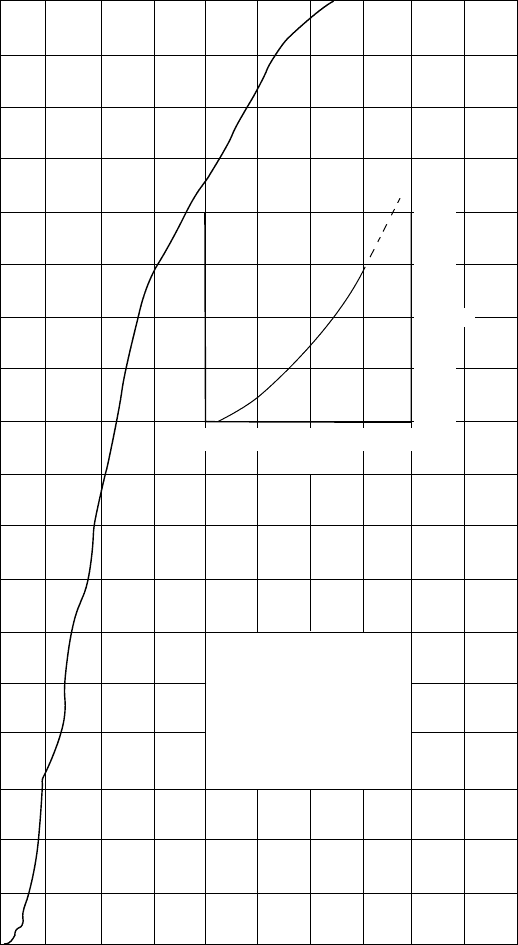
Light Ends
% Vol On Cut
Gas to C
3
C3
IC4
NC4
Total Cut
4.16
1.39
0.53
1.48
7.57
400
500
60 70 80 90 100
600
700
900
800
900
1100
1500
1700
% Vol
% Volume Distilled
Temperature °F
1300 °F
Figure 2.4. Thermal cracker effluent TBP curve.
80
70
60
50
40
30
20
10
0
–10
010203040
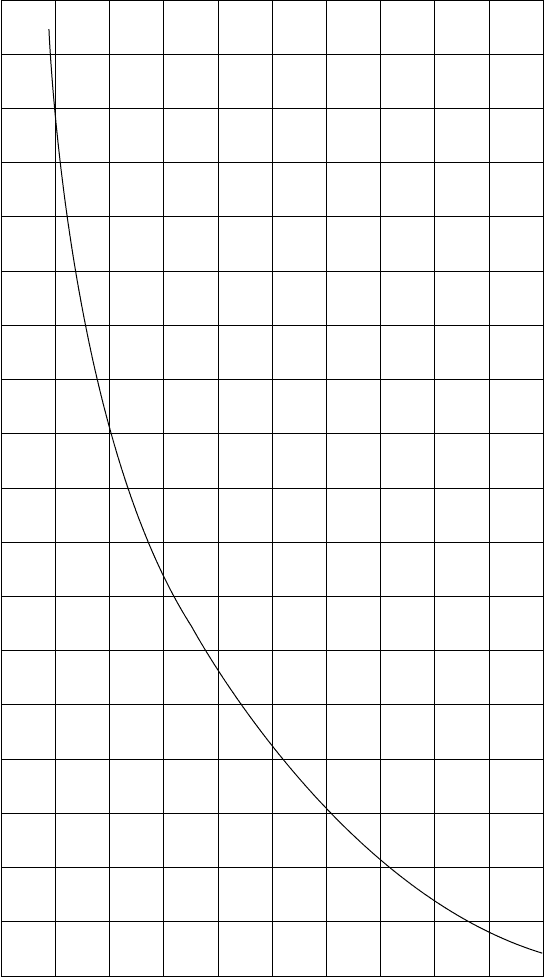
Mid Volume %
°API Gravity
50 60 70 80 90 100
Figure 2.5. Thermal cracker effluent gravity curve.

86 CHAPTER 2
01020304050
60
70
80
90 100
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
% Mid Volume
% Wt Sulfur
Figure 2.6. Thermal cracker effluent sulfur curve.
PETROLEUM PRODUCTS AND A REFINERY CONFIGURATION 87
Table 2.21. HVGO desulf material balance
Stream BPCD (Scf/CD) SG60
◦
F (MW) lbs/CD Routing
In
Hydrogen MU (2,232,000) (11) 64,781
HVGO 9,275 0.9218 2,990,965
Total in 9,275 + MU 3,055,746
Out
H
2
S (+LE) (933,439) (34) 23,739 Gas Treating
Naphtha 566 0.786 154,518 Nap Hydro treater
Gas oil 8,811 0.898 2,756,987 FCCU
H
2
S vent (162,777) (28) 120,502 Fuel gas via GT
3,055,746
Hy gas oil hydrotreater on LVGO operation. Feed to Hydrotreater is as follows:
LVG O = 5,425 BPCD
SG@60
◦
F =0.8789
No. of sulfur/gal =7.309
Sulfur %wt =2.18
lbs per CD = 5,425 × 42 × 7.309 = 1,665,356
lbs/CD Sulfur in Feed = 1,665,356 × 0.0218 = 36,305 lbs
Sulfur removed at 85.0% = 30,859 lbs/CD
Sulfur in finished product =5,446 lbs/CD
Table 2.22. Desulfurizer sulfur balance
Streams mm lbs/CD %wt Sulfur lbs Sulfur/CD
Feed in
HVGO 2.991 3.1 92,720
Mu Gas 0.065 Neg nil
Total in 3.056 92,720
Out
H
2
S + Light ends 0.024 41.0* 9,840
Naphtha 0.155 0.08 125
Gas oil 2.756 0.5 13,908
Vent gas 0.121 57.0* 68,847
Total out 3.056 92,720
Note: Sulfur as H
2
S.
88 CHAPTER 2
Table 2.23. LVGO hydrotreater material and sulfur balance
lbs/Gal Sulfur
Stream BPCD (Scf/D) (MW) mm lbs/CD %wt Sulfur lbs/CD Routing
Feed in
LVGO 5,425 7.32 1.665 2.18 36,305
MU gas (925,666) (11) 0.027 Neg nil
Total in 1.692 36,305
Out
Gas to C
5
(102,375) (48) 0.013 84.4
∗
10,783 Gas Treating
Naphtha 239 0.063 0.08 51 Nap Hds
Gas oil 5,295 1.592 0.34 5,446 Gas oil Pool
Vent gas (394,435) (23) 0.024 84.1
∗
20,025 Gas Treating
Total out 1.692 36,305
∗
Sulfur in the form of H
2
S from purge and stripper overheads.
Hydrogen make up required for sulfur removal =
30,859
32
= 964 moles/CD
Hydrogen make up required for cracking reactions =1,079 moles/CD
Hydrogen losses =204 moles/CD
Total hydrogen make up = 2,247 moles/CD
=851,613 Scf/CD
Reformer gas as make up = 851,613 ÷ 0.92
=925,666 Scf/CD
Material balance for this unit is as follows (Table 2.23):
The FCCU process. From licensor data the following are the expected yields from
the desulfurized feed:
Gas C
2
to C
3
8.1 %vol on feed.
C
3
2.3 %vol
C
3−
5.6 %vol
iC
4
2.8 %vol
nC
4
1.4 %vol
C
4−
7.6 %vol
C
5
+ naphtha 59.0 %vol
Lt cycle oil 15.5 %vol
Slurry 14.0 %vol
Total 116.3 %vol on Feed.