Грабченко А.И. и др. Интегрированные генеративные технологии
Подождите немного. Документ загружается.

210
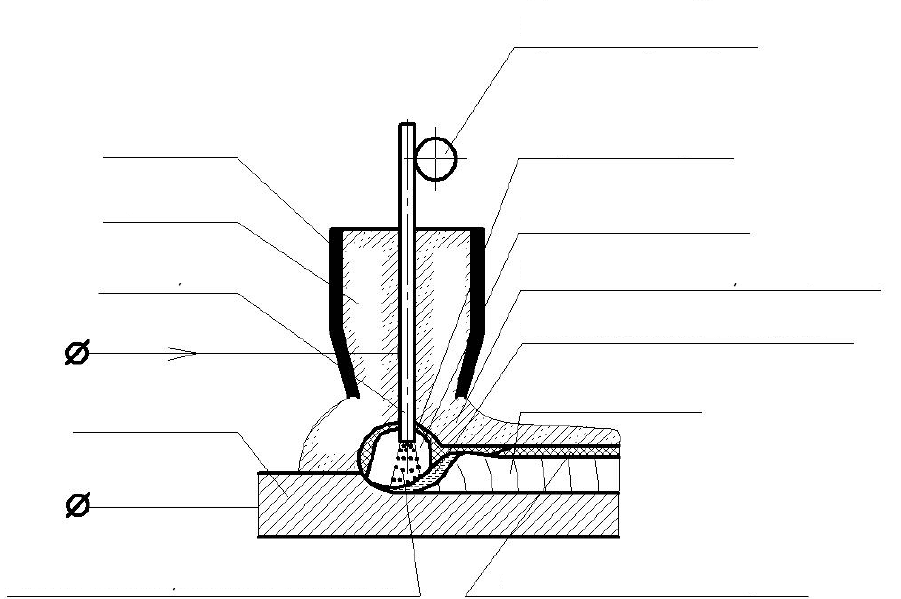
затвердевания металла образуется наплавленный валик, покрытый
шлаковой коркой и нерасплавившимся флюсом.
Механизм подачи
сварочной проволоки
Сварочная дуга
Газовая полость
Расплавленный флюс (шлак)
Расплавленный металл
Металл шва
Шлак (шлаковая корка)
Капли электродного металла
Изделие
Электрод
Флюс
Сопла
Iсв
Рисунок 4.5 – Схема наплавки под флюсом
4.3.4 Вибродуговая наплавка
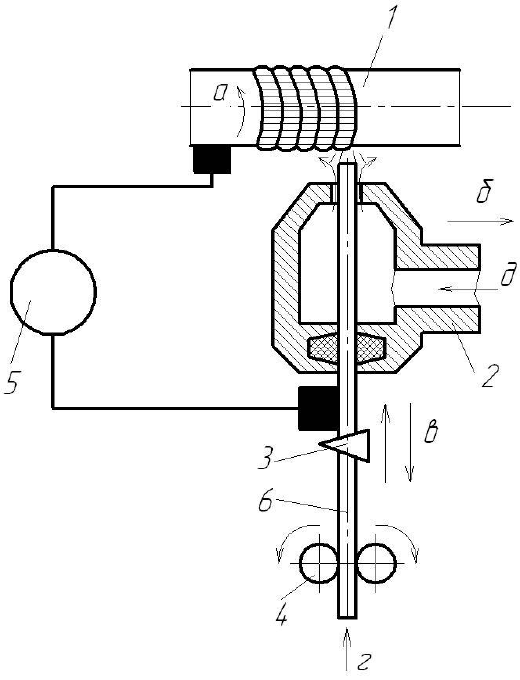
Сущность способа состоит в том, что между деталью 1 и
электродной проволокой 6, включенными в цепь источника 5,
периодически возбуждается дуга. Периодичность возбуждения достигается
за счет продольной вибрации электродной проволоки с большой частотой
(до 100 Гц) (рис. 4.6).
В зону дуги подают охлаждающую жидкость (водные растворы
соды или глицерина), которая обеспечивает возможность наплавки
деталей небольшого диаметра. Выполняют вибродуговую наплавку под
флюсом, в среде углекислого газа, водяного пара, в потоке воздуха.
Вибрация электродной проволоки с амплитудой 0,5-4,0 мм
обеспечивает чередование электрических разрядов: дуга – короткое
замыкание – холостой ход. Напряжение источника питания составляет
211
14-24 В, диаметр электродной проволоки 1,6-2,5 мм, сила
сварочного тока 100-250 А.
Вибродуговая наплавка позволяет получать слои от десятых долей
миллиметра до 3 мм за один проход и характеризуется малой зоной
термического влияния. Толщина наплавляемого слоя в основном
зависит от диаметра электродной проволоки.
Вибродуговой послойной наплавкой восстанавливают детали путем
нанесения тонкого слоя металла при минимальной их деформации и
нежестких требованиях к качеству наплавленного металла.
Преимущества вибродуговой наплавки – незначительные нагрев
и деформация детали в процессе наплавки, возможность упрочнения
наплавляемого слоя, простота оборудования и его обслуживания.
Рисунок 4.6 – Схема вибродуговой наплавки:
1 – деталь; 2 – вибродуговая головка; 3 – вибратор; 4 – подающие ролики;
5 – источник питания; 6 – электродная проволока с направлением: а – вращения
изделия; б – перемещения головки; в – вибрации электрода; г – подачи электрода;
д – подачи охлаждающей жидкости
212
4.3.5 Вакуумно-дуговая наплавка
Экспериментальные исследования дугового разряда в вакууме
применительно к сварочной технике относятся к 30-м годам;
практическое его применение началось в конце 60-х годов, когда
были разработаны способы наплавки в вакууме с использованием
дугового разряда с плавящимся электродом, испаряющимся катодом
и с полым катодом (рис.4.7). Эти виды дуговых разрядов в вакууме
отличаются способом создания материальной среды в дуговом
промежутке, характером процессов на катоде и распределением
тепла, выделяемого в анодном пятне.
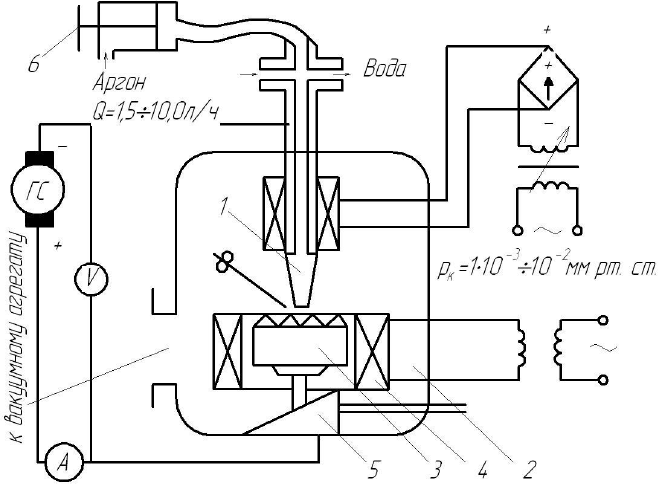
Сочетание высокой стабильности дуги с возможностью широкого
варьирования удельного теплового потока на изделие обеспечивает схема
процесса с многоканальным полым катодом. Его выполняют в виде
тонкостенной трубки из тугоплавкого металла (обычно тантала), через
которую для поддержания дугового разряда подается рабочий газ (аргон или
гелий). При горении дуги катод нагревается и термоэмиссия электронов
стабилизирует дуговой разряд.
Рисунок 4.7 – Схема вакуумно-дуговой наплавки
с многоканальным полым катодом:
1 – сварочная горелка; 2 – вакуумная камера; 3 – изделие;
4 – индуктор; 5 – микронатекатель
213
Эффективное регулирование подачи тепла в изделие путем
изменения длины дуги, которая в вакууме может достигать 150 мм,
позволяет вести вакуумно-дуговую наплавку практически без
расплавления основного металла. Это особенно важно, например, при
наплавке кобальтового стеллита, свойства которого снижаются с
увеличением содержания в нем железа более 5 %.
Кроме того, вакуумная обработка повышает качество наплавляемого
сплава благодаря химическим реакциям, протекающим с
образованием газообразных продуктов и зависящим от внешнего
давления (например, взаимодействие углерода с находящимися в
расплаве окислами); дегазации и испарению летучих примесей;
диссоциации некоторых химических соединений.
Применение способа вакуумно-дуговой наплавки наиболее
целесообразно при обработке мелкосерийных ответственных деталей
небольшой массы.
4.3.6 Технология и техника электродуговой наплавки
Технология и техника наплавки должны при максимальной
производительности обеспечить хорошее формирование наплавленного слоя с
целью уменьшения припусков на последующую механическую обработку.
Производительность наплавки, качество формирования
наплавленного слоя, его химический состав и структура в значительной
степени зависят от режима наплавки.
Основные показатели режима наплавки: сила тока, напряжение
дуги, скорость наплавки, вылет электрода, шаг наплавки.
Сила тока определяет производительность наплавки. Чем больше
сила тока, тем выше производительность.
Напряжение дуги при данной силе тока в значительной степени
определяет форму наплавленного валика. При слишком малом напряжении
получается узкий и высокий наплавленный валик, повышение напряжения
увеличивает ширину и уменьшает высоту валика.
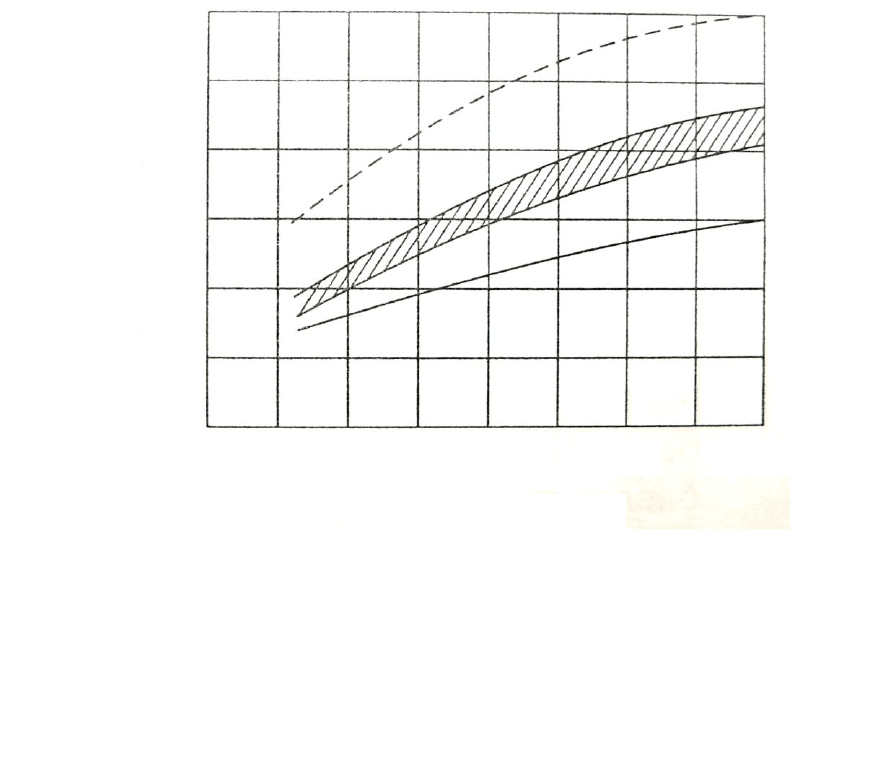
Напряжение дуги должно быть согласовано с силой тока: для
выбора напряжения в зависимости от силы тока можно
руководствоваться данными графика (рис.4.8), на котором оптимальный
режим показан штриховкой.
214
Напряжение дуги, В
40
30
20
0 200 400 600 800
Сила тока, А
Рисунок 4.8 – Зависимость напряжения дуги от силы тока
при наплавке под флюсом
(заштрихован оптимальный диапазон, пунктиром показаны пределы напряжения,
применяемого в отдельных случаях)
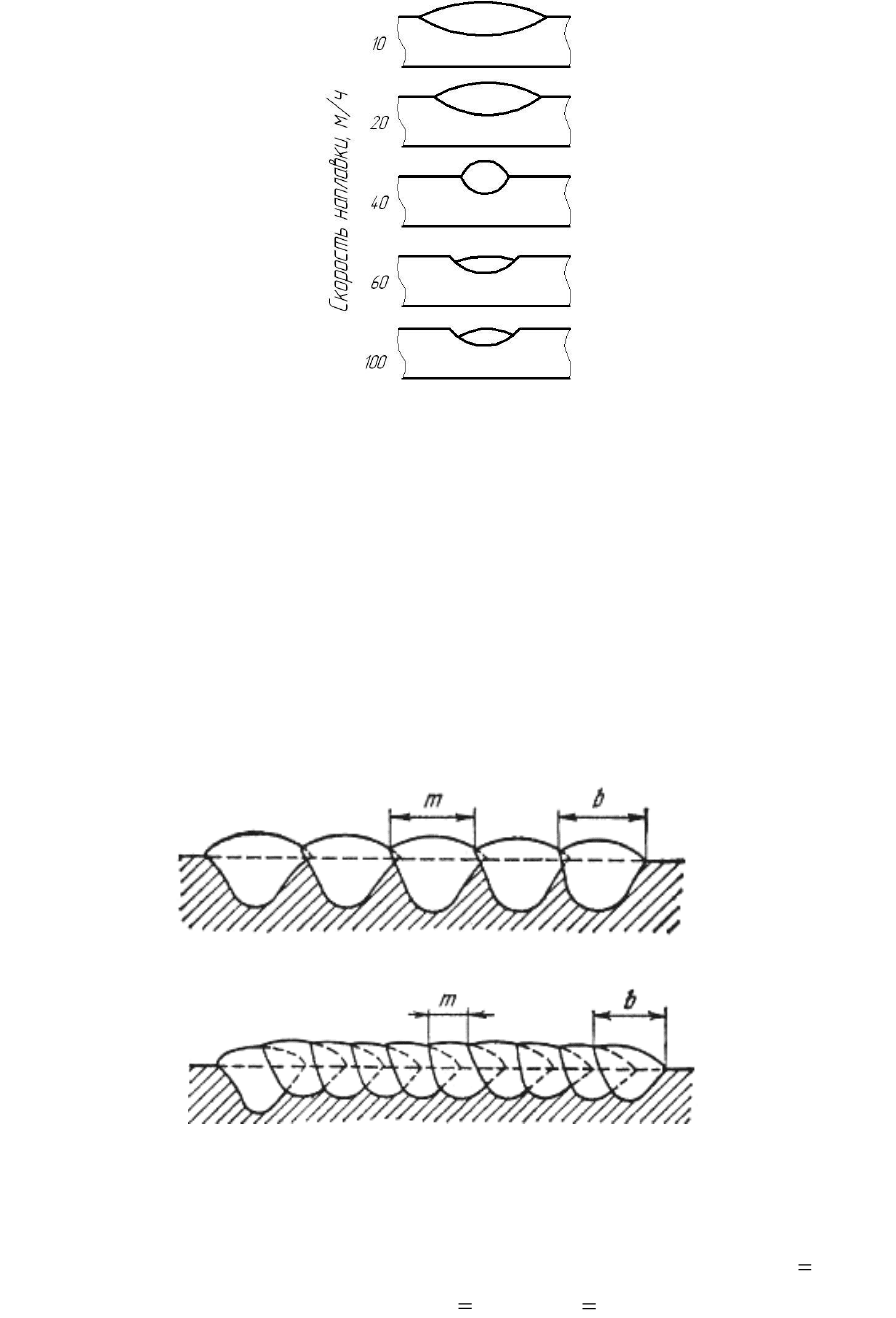
Скорость наплавки (перемещение дуги) влияет на разделение
металла по наплавляемой поверхности (рис. 4.9). При малых скоростях
наплавки (10-16 м/ч) уменьшение скорости приводит к уменьшению
глубины проплавления. При скорости 40 м/ч наблюдается максимальная
глубина провара. Дальнейшее увеличение скорости (до 100 м/ч) ведет к
одновременному уменьшению глубины проплавления и ширины
наплавленного валика.
Производительность наплавки и форма сварочной ванны зависят
также от числа электродов. Многоэлектродную наплавку и электродную
ленту используют при обработке протяженных поверхностей.
Оптимальная величина вылета электрода зависит от
физических свойств проволоки или ленты, от их диаметра или толщины.
Чем больше электрическое сопротивление и чем меньше диаметр
проволоки, тем меньше должен быть вылет.
215
Рисунок 4.9 – Влияние скорости наплавки
на форму поперечного сечения наплавленного валика
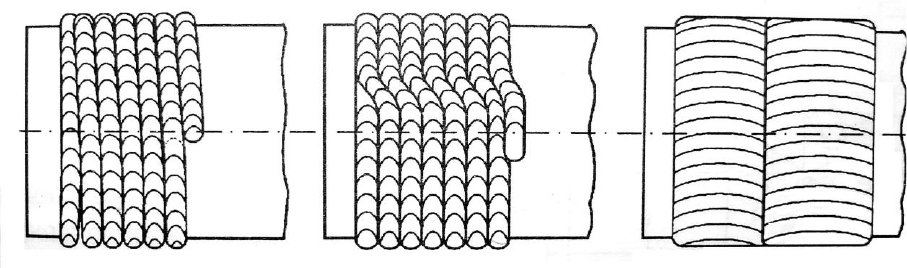
Шаг наплавки, т. е. поперечное перемещение электрода при
наплавке очередного валика, определяет гладкость наплавленной
поверхности и долю основного металла в наплавленном. Слишком
большой шаг наплавки может вызвать неровности и чрезмерное
разбавление основным металлом, слишком малый шаг – дефекты в виде
подворотов и непроваров. Для получения качественного слоя шаг
наплавки должен составлять примерно от 0,4 до 0,75 ширины
наплавленного валика (рис. 4.10).
а
б
Рисунок 4.10 – Влияние шага наплавки на долю
основного металла в составе наплавленного слоя:
а – шаг наплавки m близок к ширине валика b, доля основного металла
65,0
0
g
;
b – шаг наплавки
bm 46,0
,
45,0
0
g
216
Автоматическую наплавку тел вращения, как правило, производят по
винтовой линии или кольцевыми валиками с периодическим смещением на шаг
(рис. 4.11). В первом случае деталь вращается, а электрод медленно движется
параллельно оси вращения, во втором – электрод в конце каждого оборота
детали перемещается на заданную величину шага наплавки. Преимущества
этих способов: непрерывность процесса, обеспечивающая высокую
производительность; хорошее формирование наплавленного слоя, что
позволяет свести к минимуму припуск на обработку; симметричность
остаточных напряжений по отношению к оси изделия, что уменьшает или
совсем устраняет коробление; снижение до минимума доли основного металла
в наплавленном путем уменьшения шага.
Весьма эффективно применение широкослойной наплавки (рис.
4.11, в). При среднем диаметре изделий (100-300 мм) целесообразно
применять поперечные колебания электрода, а при большем (>300 мм) –
использовать многоэлектродную наплавку или наплавку лентами. Эти
способы увеличивают производительность наплавки и в значительной
степени снижают проплавление основного металла.
Электродуговая наплавка эффективно применяется для
многократного восстановления контактной поверхности и реборды
подкранового колеса, плунжеров гидропрессов, роликов машин
непрерывного литья заготовок, валков горячей прокатки, валков
обжимных станов, валков листопрокатных станов, деталей загрузочных
устройств доменных печей, била молотковых дробилок, штампового и
прессового инструмента, ножей горячей резки проката и др.
а
б
в
Рисунок 4.11 – Техника наплавки тел вращения:
а – по винтовой линии; б – кольцевыми валиками с периодическим смещением на шаг;
в – широкослойными валиками
217
4.4 Электрошлаковая наплавка (ЭШН)
В основе электрошлаковых технологий лежит процесс выделения
теплоты в расплавленном шлаке при пропускании через него электрического
тока. Электрошлаковая сварка была разработана в начале 1950-х годов в
Институте электросварки им. Е.О.Патона НАН Украины. Практически сразу
процесс начали применять для наплавки.
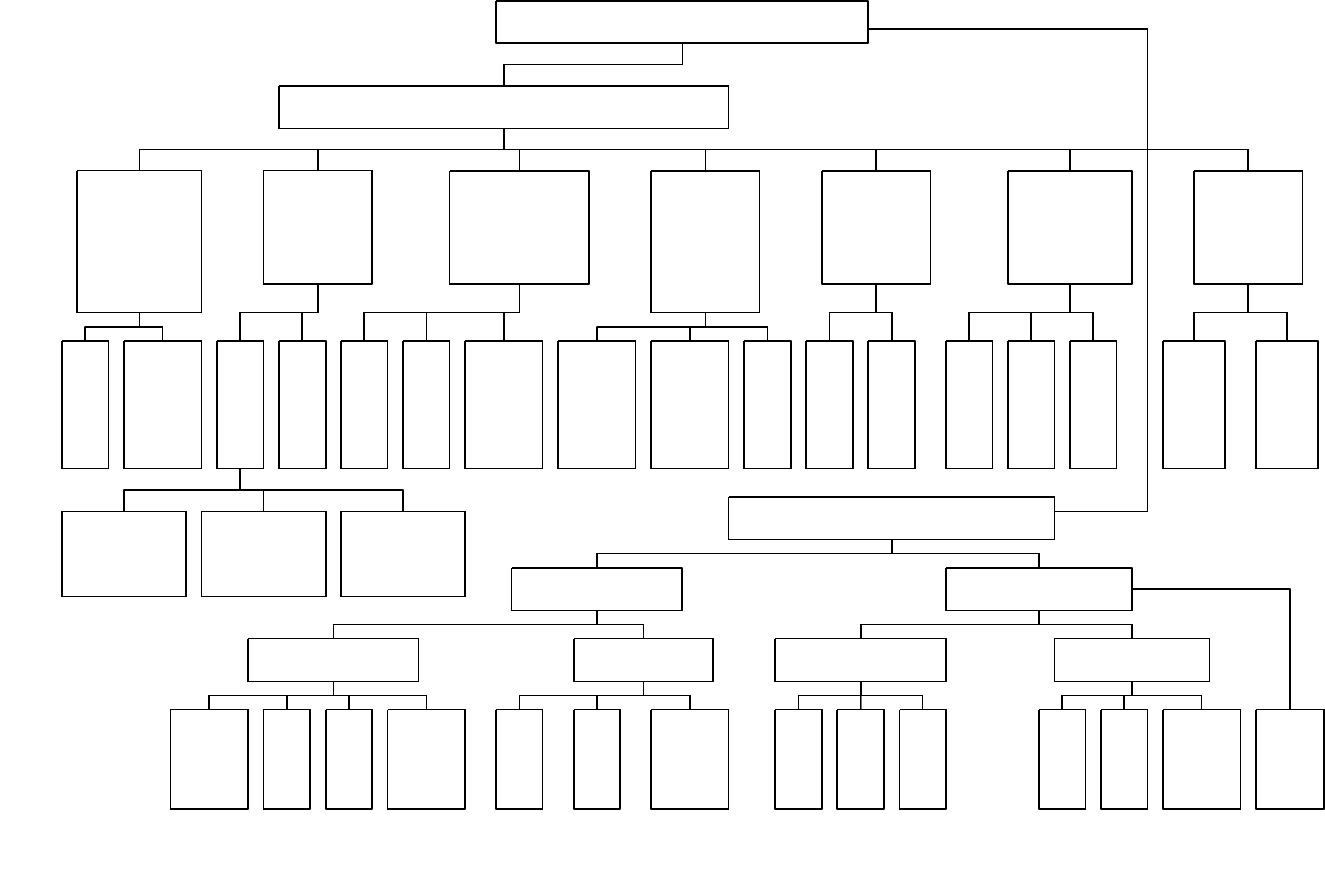
Наиболее общая классификация способов электрошлаковой наплавки
приведена на рис 4.12.
По технико-технологическим признакам различают ЭШН со свободным
или принудительным формированием; с жидким или твердым стартом; одно-
или многоэлектродную; с подвижными или неподвижными электродами; с
горизонтальным, наклонным или вертикальным расположением наплавляемой
поверхности; с питанием постоянным или переменным током.
При ЭШН возможно свободное или принудительное формирование
наплавленного металла. В случае принудительного формирования используют
как стационарные, так и подвижные формирующие устройства – ползуны и
кристаллизаторы. Ползуны имеют простую геометрическую форму, чаще всего
в виде прямоугольных водоохлаждаемых пластин. К кристаллизаторам относят
формирующие устройства развитой формы, как правило, замкнутого сечения.
ЭШН начинают с "твердого" или "жидкого" стартов. При твердом старте
электрод закорачивается на изделие или на стартовую затравку, в некоторых
случаях применяют флюсометаллические смеси или электропроводные флюсы
в твердом состоянии.
ЭШН классифицируют по виду электродных и присадочных материалов.
К электродам, которые могут быть плавящимися или неплавящимися, подводят
напряжение от источника питания. Первые подают в шлаковую ванну, где они
расплавляются, вторые являются нерасходуемыми и служат для поддержания
электрошлакового процесса.
Плавящиеся электроды могут быть подвижными и неподвижными, их
изготавливают в виде проволок и лент сплошного сечения или порошковых
пластин, прутков, труб и т. д.
Неплавящиеся электроды, как правило, изготавливают из меди, графита,
вольфрама либо используются различные комбинированные конструкции.
К присадочным материалам напряжение не подводят, они служат лишь
для формирования наплавленного слоя. Присадочные материалы могут иметь
ту же форму, что и плавящиеся электродные материалы, быть зернистыми или
жидкими. В некоторых случаях применяют различные их комбинации.
218
ЭЛЕКТРОШЛАКОВАЯ НАПЛАВКА
ТЕХНИКОТЕХНОЛОГИЧЕСКИЕ ПРИЗНАКИ
Форми-
рование
наплавоч-
ного металла
Род тока
Подвижность
электродов
Располо-
жение
наплав-
ляемой
поверх-
ности
Число
электро-
дов
Схема
получения
электродов
Начало
процесса
ЭШН
Свободное
Принуди-
тельный
Переменный
Постоянный
Подвижные
Неподвижные
Комбиниро-
ванные
Горизонтальное
Вертикальное
Наклонное
Один
Много
"Твердый" старт
"Жидкий" старт
Однофазная
Многофазная
Бифилярная
Промыш-
ленной
частоты
Понижен-
ной частоты
Модули-
рованный
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
Электродные Присадочные
Неплавящиеся Плавящиеся Некомпактные Компактные
Вольфра-
мовый
Медный
Графитовый
Комбиниро-
ванный
Проволока
Лента
Большого
сечения
Стружка
Дробь
Гранулы
Проволока
Лента
Большого
сечения
Жидкий
металл
Рисунок 4.12 – Классификация способов электрошлаковой наплавки
219
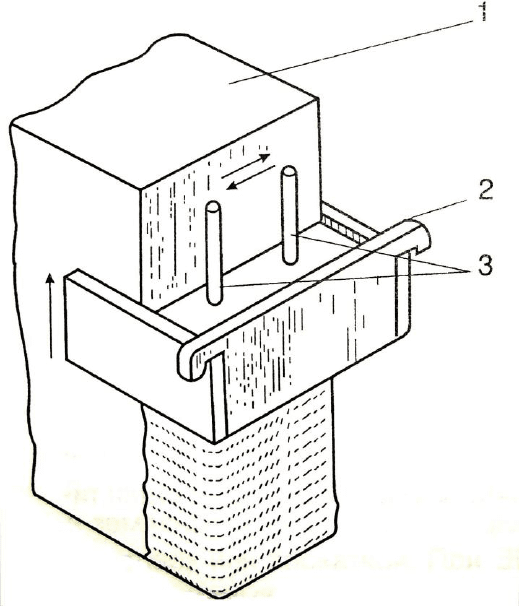
4.4.1 ЭШН электродными проволоками
Электрошлаковым способом электродными проволоками можно
послойно наплавлять плоские поверхности и тела вращения при
вертикальном или горизонтальном расположении наплавляемой
поверхности. На рис. 4.13 показана схема процесса ЭШН проволоками
в вертикальном положении с помощью трех составных ползунов
(вместо ползунов можно использовать подвижный кристаллизатор).
Рисунок 4.13 – ЭШН плоской поверхности в вертикальном положении
с помощью составных ползунов:
1 – наплавляемая заготовка; 2 – составной ползун; 3 – электроды
Наплавку производят в зазор, образуемый наплавляемой поверхностью
заготовки и ползунами. Электроды при наплавке могут совершать возвратно-
поступательное движение вдоль зазора. Скорость поперечных колебаний
электрода должна быть такой, чтобы шлак не успевал затвердеть до момента
возвращения электрода в исходное положение. Процесс начинают на
подкладке или в специальном кристаллизаторе. Режимы наплавки (количество
электродов, ток, напряжение, скорость поперечного перемещения электродов,