Грабченко А.И. и др. Интегрированные генеративные технологии
Подождите немного. Документ загружается.

230
аксиальный через полый электрод.
а
б
в
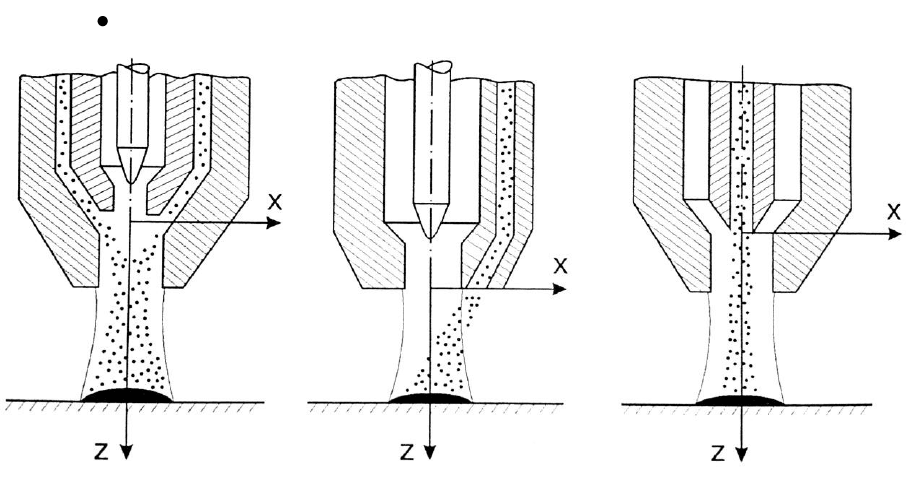
Рисунок 4.23 – Схемы ввода порошка в дугу
при плазменно-порошковой наплавке:
а – распределенный через кольцевую щель между соплами;
б – локальный боковой через канал (каналы) в торце сопла;
в – аксиальный через полый электрод
Для плазменной наплавки применяют порошки сплавов на основе
никеля, кобальта, железа и меди [8]. Порошок является универсальным
наплавочным материалом, так как может быть получен практически из
любого наплавочного сплава, независимо от прочности, твердости и
других свойств последнего.
Следует отметить, что многие составы порошков, разработанных и
рекомендованных для газопорошковой наплавки и плазменного
напыления, можно успешно использовать и для плазменной наплавки.
Сплавы на основе никеля применяют для наплавки дисков, клиньев,
золотников и седел запорной арматуры различного назначения; валов,
защитных втулок, уплотнительных колец и опорных дисков
центробежных насосов; распределительных валов, клапанов и седел
двигателей внутреннего сгорания; деталей металлургического
оборудования и др. Металл, наплавленный самофлюсующимися
никелевыми сплавами, обладает хорошей износостойкостью при
231
комнатной и повышенных температурах, особенно в условиях трения
металла по металлу, жаропрочностью и жаростойкостью.
Он также стоек против коррозии в растворах некоторых кислот
(уксусной, муравьиной, лимонной и т. п.), в каустической соде и других
агрессивных средах.
Порошки сплавов на основе кобальта (стеллиты) предназначены
для наплавки деталей арматуры, клапанов и седел ДВС, инструмента для
горячего деформирования металла, ножей для резки целлюлозы, втулок
насосов и других деталей. Наплавленный металл отличает высокая
износостойкость при нормальной и повышенной температурах,
жаропрочность, окалиностойкость, коррозионная стойкость во многих
агрессивных средах.
4.6 Индукционная наплавка
Сущность индукционной наплавки заключается в следующем.
Наплавляемую деталь помещают в электромагнитное поле индуктора,
который питается переменным током высокой частоты (ТВЧ). В массе
металла детали или компактной присадки индуктируются вторичные
переменные токи той же частоты, распределяющиеся в поверхностном
слое металла и нагревающие этот слой. Чем выше частота тока, тем
тоньше нагреваемый слой металла. Для стальных деталей преимуще-
ственный нагрев ТВЧ поверхностных слоев металла сохраняется
вплоть до точки Кюри (768 °С). После того, как металл нагреется выше
точки Кюри, глубина проникновения индуктированных токов
увеличивается в 10-20 раз (в зависимости от частоты), благодаря чему
распределение температуры в нагреваемом металле становится более
равномерным. Металл детали или компактной присадки нагревается до
плавления и соединяется между собой. Для предохранения от
окисления и улучшения сплавления основного и наплавленного металлов
применяют флюсы.
В наиболее распространенных способах индукционной наплавки в
качестве присадочного материала применяют не компактные материалы, а
шихту, состоящую из металлических порошков и флюсовых добавок.
Металлические гранулы изолированы друг от друга частицами флюса,
вследствие чего электропроводность порошкового слоя и выделение в нем
232
энергии малы. По этой причине нагрев и расплавление порошковой шихты идет,
в основном, за счет теплопередачи от нагреваемого ТВЧ основного металла.
Индукционный нагрев ТВЧ в настоящее время применяют в следующих
основных вариантах наплавки.
4.6.1 Погружение подогретой детали в форму-тигель с
расплавленным металлом
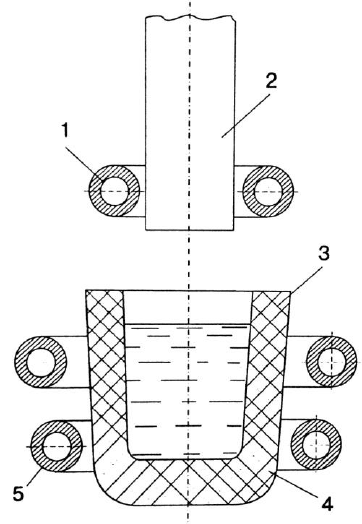
По этому способу (рис. 4.24) подогретую в индукторе 1 деталь 2
погружают в керамическую форму 3 с расплавленным металлом 4.
Керамическая форма 3 повторяет контуры упрочняемой поверхности.
Для раскисления расплава, предохранения от угара легирующих элементов
и улучшения сплавления с основным металлом на поверхности ванны
может находиться жидкий шлак. Присадочный материал расплавляет
индуктор 5. В этом случае не имеет значения соотношение температур
плавления основного и присадочного металлов. Способ нашел
ограниченное применение, несмотря на внешнюю простоту.
Рисунок 4.24 – Наплавка погружением подогретой детали в форму-тигель
с расплавленным металлом:
1 – индуктор для подогрева детали; 2 – деталь; 3 – керамическая форма;
4 – расплавленный металл; 5 – индуктор для расплавления присадочного материала
233
4.6.2 Центробежная наплавка деталей цилиндрической формы
Получила наибольшее распространение при изготовлении различных
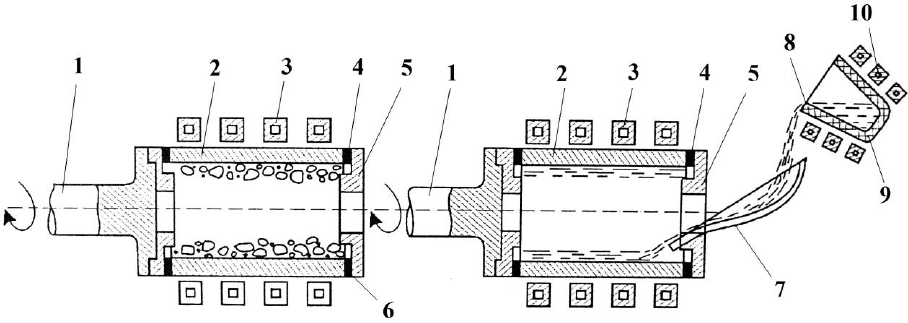
биметаллических втулок. Известны два варианта реализации этого способа
послойной наплавки (рис. 4.25), отличающиеся применяемым
присадочным материалом. Можно использовать присадочный материал в
твердом состоянии в виде металлических порошков, стружки и т. п. В
этом случае плавление присадки идет за счет теплопередачи от
нагреваемого ТВЧ основного металла. По второму варианту
присадочный металл плавят в отдельной емкости и заливают внутрь
вращающегося наплавляемого цилиндра.
а
б
Рисунок 4.25 – Принципиальные схемы индукционной центробежной наплавки с
использованием твердого (а) и расплавленного (б) присадочного материала:
1 – шпиндель центробежной машины; 2 – наплавляемая деталь; 3 – индуктор;
4 – прокладка; 5 – крышка; 6 – шихта; 7 – керамический желоб;
8 – расплавленный металл; 9 – тигель; 10 – индуктор плавильного агрегата
Особенностью способа является формирование слоя
наплавленного металла под действием центробежных сил, которые, с
одной стороны, способствуют более равномерному распределению
расплава на основном металле и удалению вредных примесей, а с другой
– усугубляют ликвационные явления. Поэтому при наплавке сильно
ликвирующих сплавов необходимо применять специальные
технологические меры – регламентировать количество заливаемого
металла, температуру и продолжительность нагрева, число оборотов

234
центробежной машины, скорость охлаждения металла и др. Примерами
реализации этого способа является центробежная наплавка гильз
автомобильных двигателей, гильз гидроцилиндров и червячных передач.
4.6.3 Расплавление порошковой шихты, нанесенной на
наплавляемую поверхность детали
Способ основан на использовании ТВЧ для нагрева основного металла и
расплавления расположенной на нем порошковой шихты (рис. 4.26).
1
2
3 4
A
A-A
Рисунок 4.26 – Схема индукционной наплавки лемеха
с использованием порошковой шихты:
1 – дозатор шихты; 2 – порошковая шихта на лезвии лемеха;
3 – индуктор; 4 – наплавленный лемех
При наплавке этим способом шихту – смесь порошка сормайта с
флюсом (бура, борный ангидрид, силикокальций, фтористый кальций и др.) –
наносят на наплавляемую поверхность и с помощью специального
приспособления вводят в индуктор. Конструкция индуктора и расположение в
нем детали зависят от конфигурации упрочняемого участка. Источником
питания, как правило, служат ламповые высокочастотные генераторы с
частотой 70 кГц. При включении индуктора в поверхностных слоях основного
металла индуктируются токи, и наружный слой металла быстро разогревается.
Слой порошковой шихты слабо реагирует на воздействие переменного
электромагнитного поля, и шихта нагревается в основном за счет
235
теплопередачи от основного металла. По этой причине температура плавления
шихты должна быть ниже температуры плавления основного металла.
Флюс, входящий в состав шихты, плавится, растворяет оксиды,
обеспечивает смачивание наплавляемой поверхности и растекание по ней
износостойкого сплава. При наплавке этим способом никакой
специальной подготовки поверхности изделия не требуется. Можно
наплавлять поверхности как механически обработанные, так и покрытые
слоем оксидов после металлургического передела (прокатки).
4.7 Газовая наплавка
При газовой наплавке слоев для нагрева основного и наплавляемого
металлов используют теплоту, выделяемую при горении смеси
ацетилена или его заменителей и кислорода. Газовое пламя – наименее
интенсивный источник нагрева, поэтому оно обусловливает большую,
чем в других случаях, зону термического влияния. Испарения металла
при использовании этого источника нагрева нет. Особенностью
процесса является возможность получения малой доли основного
металла в наплавленном (5-10%), что связано с отсутствием
значительного давления струи газа на поверхность сварочной ванны.
Кроме малого проплавления, газовая наплавка имеет и другие
преимущества: универсальность и гибкость технологии; возможность
наплавки тонких слоев; пониженную опасность возникновения трещин,
так как процесс наплавки легко совмещается с предварительным
подогревом; низкую стоимость наплавочного оборудования.
Недостатки газовой наплавки – низкая производительность
процесса, нестабильность качества наплавленного слоя, зависящая от
квалификации наплавщика.
Горючие газы, применяемые для газовой наплавки, представляют
собой углеводороды или их смеси с другими газами (
22
HC
;
4
CH
;
83
HC
;
810
HC
и др.), водород или пары бензина и керосина. При их
сгорании образуется высокотемпературное пламя и выделяется
значительное количество теплоты.
В зависимости от применяемых присадочных материалов
различают два способа газовой наплавки. По первому присадочный
металл в виде проволоки, прутков или ленты подают в сварочную ванну
вручную или специальными механизмами.
236
При газопорошковой наплавке (второй способ) в качестве
присадочных материалов используют гранулированные порошки
легкоплавких сплавов определенных фракций и горелки специальной
конструкции, позволяющие осуществлять две разновидности процесса:
предварительное напыление слоя порошка на поверхность изделия с
последующим оплавлением покрытия; собственно наплавку –
одновременное нанесение и оплавление малых порций порошка на
поверхности детали.
Для газовой наплавки стали, чугуна, меди и ее сплавов, сплавов на
основе никеля и кобальта в качестве присадочных материалов используют
сплошные проволоки и прутки по соответствующим стандартам.
Для газопорошковой наплавки используют порошки легкоплавких
сплавов на основе никеля и кобальта (стеллиты).
Режимы газовой наплавки зависят от теплофизических свойств
металла, габаритных размеров и формы изделия. При разработке технологии
обработки конкретной детали выбирают способ наплавки, мощность и состав
пламени, угол наклона горелки, марку и диаметр присадочного прутка
(проволоки), флюс, порядок наложения швов.
4.8 Электроконтактная наплавка (плакирование)
Электроконтактную наплавку осуществляют на специальной
установке совместным деформированием наплавляемого и основного
металлов, нагретых в зоне деформации до пластического состояния
короткими (0,02-0,04 с) импульсами тока силой 10-20 кА. В результате
каждого из последовательных циклов образуется единичная площадка
наплавленного металла, перекрывающая соседние. Деформация
наплавляемого металла за цикл составляет 40-60 %.
Основные технологические параметры послойной электроконтактной
наплавки:
p
p
– усилие на электроде; v – окружная скорость наплавляемой
поверхности; h – шаг наплавки; I и I
а
– действующее и амплитудное значения
тока наплавки;
И
t
– длительность импульса тока I;
П
t
– пауза между
импульсами;
Ц
t
– длительность цикла наплавки.
Преимущества послойной электроконтактной наплавки – высокая
производительность и низкая энергоемкость — наиболее полно
раскрываются при наплавке тонких слоев.
Перспективным представляется изготовление с помощью
электроконтактной наплавки биметаллического (Ст.40Х + Р18)
237
металлорежущего инструмента: протяжек, дисковых фрез, разверток и
др. При этом достигается экономия быстрорежущей стали и
повышение стойкости инструмента за счет термомеханического
упрочнения в процессе электроконтактной наплавки.
4.9 Плакирование сваркой взрывом
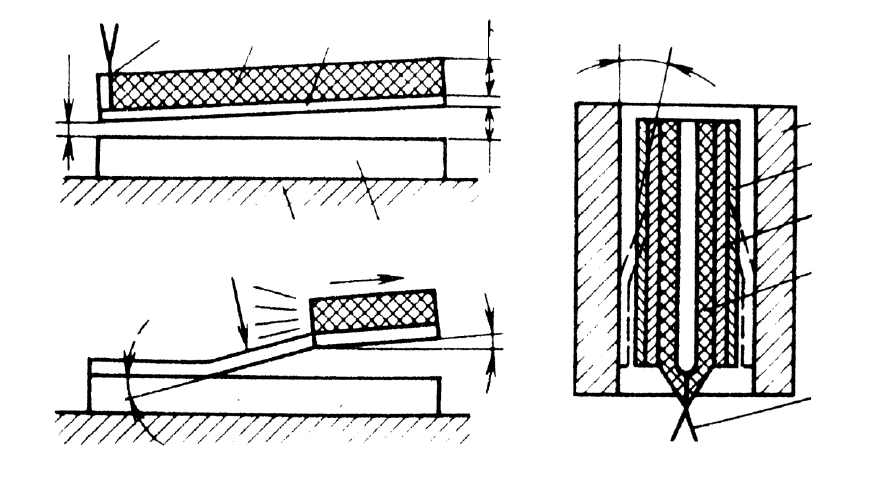
Одна из основных схем сварки взрывом связана с действием
кумулятивной струи, так называемая угловая схема. Свариваемые
неподвижная деталь (основание) 1 и метаемая пластина (облицовка) 2
располагаются под углом α на заданном расстоянии
0
h
= 2+3 мм
(рис. 4.27).
4 3 2
15
5
4
3
2
1
g
a H
h
0
a
D
V
H
g
а
б
Рисунок 4.27 – Схема сварки взрывом:
а – детали, собранные под сварку по угловой схеме и в процессе сварки;
б – облицовка внутренней поверхности трубной заготовки.
1 – основание (деталь); 2 – метаемая пластина (облицовка);
3 – заряд взрывчатого вещества; 4 – детонатор; 5 – жесткая опора
На метаемую пластину укладывают заряд 3 взрывчатого
вещества (ВВ) толщиной Н. В вершине угла устанавливают
детонатор 4. Сварка производится на жесткой опоре 5.
238
После инициирования взрыва детонация распространяется в ВВ
из точки 4 во все стороны с постоянной скоростью V, зависящей
от свойств ВВ и толщины заряда. Развиваемое в зоне процесса
давление (миллионные доли секунды) ограничивает диффузионные
процессы, что позволяет сваривать металлы, которые при других
процессах сварки образуют хрупкие интерметаллидные соединения;
процесс сварки осуществляется тем легче, чем больше отношение
площади соединения к толщине метаемой пластины. Осуществлены
соединения площадью 15-25
2
м
. Сварка взрывом нашла применение
при плакировании биметаллических заготовок и готовых элементов
конструкций.
4.10 Компьютерные системы проектирования наплавочных
технологий
В Институте электросварки им. Е.О. Патона разработаны две
компьютерные системы, предназначенные для проектирования
технологий механизированной электродуговой наплавки. Первая из
них – ASWARE является экспертной системой общего назначения. С ее
помощью разрабатывают технологии наплавки деталей машин и
механизмов различных отраслей промышленности; можно решать
следующие основные задачи, связанные с проектированием технологий
послойной наплавки: выбор наплавочных материалов в зависимости от
условий работы и видов изнашивания деталей; выбор способов и техники
наплавки; выбор материала подслоя; определение режимов наплавки;
выбор условий предварительного подогрева и последующего
охлаждения наплавляемой детали.
Наряду с экспертными системами общего назначения,
охватывающими широкую номенклатуру деталей, подлежащих
восстановлению и упрочнению в различных отраслях промышленности,
представляет интерес разработка специализированных систем,
ориентированных на отдельные виды производств.
Вторая разработанная компьютерная система MetASWARE
предназначена для проектирования технологий электродуговой
наплавки деталей металлургического оборудования.
В укрупненном виде структура системы ASWARE представлена на
рис. 4.28. Основным структурным элементом экспертной системы
является блок «проектирование технологий наплавки». В задачи этого
блока входят: выбор наплавочных материалов; выбор способа и техники
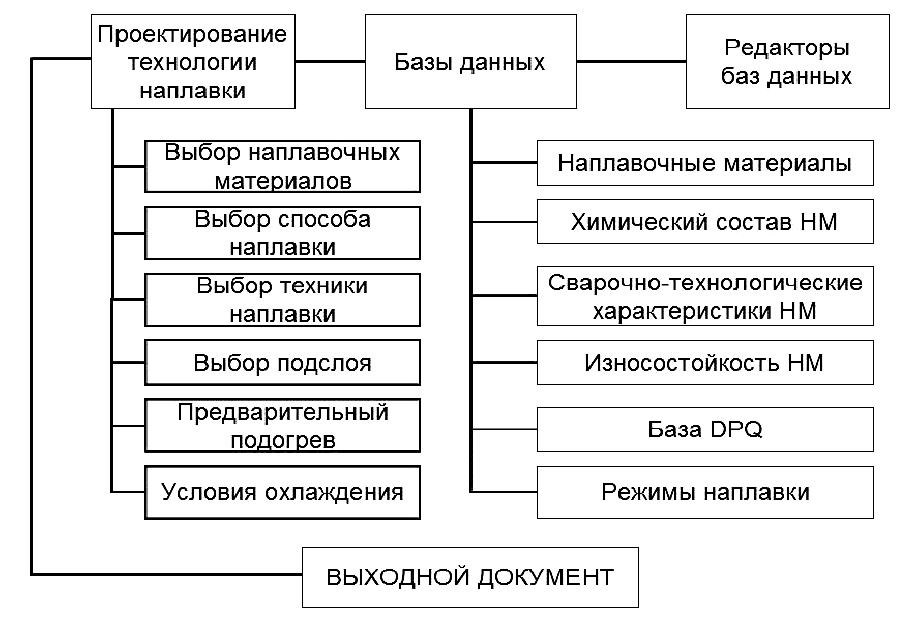
239
наплавки; выбор материала подслоя; определение параметров
предварительного подогрева и охлаждения детали после наплавки;
выбор режимов наплавки.
В базе данных «наплавочные материалы» сосредоточена
информация, необходимая для выбора наплавочных материалов в
зависимости от условий работы и видов изнашивания, которым
подвергается деталь. Для каждого наплавочного материала в базе
данных имеется информация по следующим показателям: возможные
типы наплавляемых деталей; допустимые способы наплавки; виды
изнашивания; среда, в которой работает наплавленная данным
материалом деталь, и ее характеристики (тип среды, ее температура и
давление); контртело, с которым взаимодействует деталь, и его
характеристики; виды трения и нагрузок, которые испытывает деталь в
процессе эксплуатации, и др. База данных включает информацию о 240
наплавочных материалах (электроды; порошковые и сплошные
проволоки; холоднокатаные, спеченные и порошковые ленты, порошки),
которые разработаны и изготавливают различные предприятия Украины
и России.
Рисунок 4.28 – Структурная схема экспертной системы ASWARE