Грабченко А.И. и др. Интегрированные генеративные технологии
Подождите немного. Документ загружается.

180
По мнению специалистов в ближайшие 5-10 лет наибольший
коммерческий успех будут иметь прямые методы получения оснастки и
деталей. Объясняется это тем, что косвенные методы имеют ряд
недостатков:
требуется окончательная доработка образца для получения
металлической оснастки, на которую уходит значительное время;
требуется достаточно высокая точность при передаче геометрии
модели к геометрии детали;
ограниченный срок работы оснастки для большинства
технологических процессов получения оснастки.
В то же время для генеративных процессов, основанных на работе с
пластмассами (полимерами), существует целый ряд перспективных
технологий, которые довольно эффективно решают вопросы производства
элементов металлической оснастки. Доказано, что косвенные методы
открывают путь к совершенствованию процесса литейного производства
металлов и пластмасс.
Кроме того, необходимо помнить о широком применении
генеративных технологий для дизайнерских задач и концептуального
моделирования, которые, как правило, решаются с использованием
стереолитографии. Получаемая для дизайна или моделирования модель
выступает в данном случае готовым изделием.
Одно из направлений концептуального моделирования – это
создание с помощью стереолитографического процесса моделей и макетов
для аэродинамических испытаний.
Опыт показывает, что по точности, прочности и шероховатости
поверхности наиболее эффективны для использования в качестве
аэродинамических моделей прототипы, полученные методом
стереолитографии.
Получаемые полимерные модели имеют в 30 40 раз большую
прочность, чем модели, изготовленные из древесины. Важным
достоинством полимерных моделей перед деревянными является
отсутствие расслоения.
Полимерные модели, изготовленные с помощью технологии
лазерной стереолитографии, можно испытывать в аэродинамической трубе
при высоких скоростях, вплоть до сверхзвуковых.
181
Экономический анализ показал, что аэродинамические модели,
получаемые стереолитографией, по сравнению с типовой моделью
позволяют снизить трудоемкость до 20 60%, стоимость на 25 75%, а
время изготовления на 2 5 месяцев. При этом точность модели находится
в пределах 100 мкм, шероховатость
a
R
= 2 5 мкм.
Представленный пример показывает, что технология
стереолитографии при концептуальном моделировании может широко
применяться на начальных этапах разработки аэрокосмической техники,
двигателей, автомобилей, поездов и других сложных, наукоемких машин.
Стереолитография широко используется для решения вопросов
дизайна новых изделий.
Логическим завершением интегрированных технологий на основе
Rapid Prototyping и Rapid Tooling является технология Rapid
Manufacturing, которая включает в себя современные процессы
механической обработки и модификации поверхностного слоя деталей.
В постпроцессах находят распространение новейшие технологии, где
используется высокоскоростное оборудование, реализующее 5-и
координатную обработку, позволяющее обрабатывать «заготовки» с
«поднутрением» при постоянстве базы крепления, получать точность
до 0,001мм.
3.19 Методы прямого изготовления
Прямые методы Rapid Tooling дают возможность производить
оснастку, увеличив ее работоспособность до десятков тысяч циклов, и
представляют собой хорошую альтернативу традиционным методам
производства литейных форм. Это делает область применения прямых RT
процессов очень широкой, охватывая производство прототипа оснастки,
экспериментального и промышленного образцов оснастки и деталей.
Прямые процессы RT могут быть разделены на две основные группы.
Первая группа включает в себя менее дорогостоящие методы с
коротким процессом производства, которые соответствуют небольшому
сроку службы оснастки. Такая оснастка способна тиражировать малые
серии деталей до 200 шт.

182
Вторая группа основана на RP методах, позволяющих создавать
оснастку для среднесерийного промышленного производства. Создатели
RP оборудования называют создаваемые технологические методы
производством «твердой оснастки». В настоящее время технология
производства «твердой оснастки» в большинстве своем основана на
спекании порошков металла.
3.19.1 Оснастка, изготовленная по способу стереолитографии –
инжекционная литейная форма
Непосредственное, прямое получение оснастки, полученное методом
стереолитографии, пока не нашло широкого применения. С помощью
специальных приемов на стереолитографической установке
изготавливаются элементы литейной оснастки. Как известно,
инжекционная система работает на принципе впрыска материала в
литейную форму, поэтому в CAD модель добавляют вентильные затворы и
инжекторные очищающие отверстия. После изготовления на
стереолитографической установке и удаления опор оснастка шлифуется.
Для повышения теплопроводности формы часть вставок покрывается
тонким слоем меди. Данная технология используется при изготовлении
изделий малыми сериями (до 200 шт).
3.19.2 Оснастка, изготовленная по способу слоистых объектов (LOM)
LOM оснастка для литейных форм строится из тонких слоев металла
или специальной бумаги. Данная технология имеет значительные
ограничения по параметрам формообразования и отличается низкой
шероховатостью (
a
R
= 20 35 мкм). Литейные формы, построенные по
этому способу, могут использоваться для деталей из термопластов с
низкой температурой плавления. Оснастка не может быть использована
для вакуумного литья, литья под давлением. В настоящее время
разрабатываются специальные материалы, способные значительно
повысить адгезионные процессы схватывания между слоями при
производстве LOM оснастки.

183
3.19.3 Оснастка, изготовленная по способу селективного
лазерного спекания (SLS)
В настоящее время существующие технологические установки для
SLS традиционно ориентированы на связующие типа: воск, нейлон,
поликарбонат, акрилбутадиенстирол. Выбор перспективных порошковых
композиций для SLS, в основном, идет в направлении, дающем
возможность реализовать процесс жидкофазного спекания при лазерном
воздействии. В таких случаях порошковая композиция представляет собой
смесь двух и более порошков с различными температурами плавления.
При спекании легкоплавкая фаза растекается по границам зерен
тугоплавкой фазы и, кристаллизуясь, выступает в роли связки, которая
придает прочность обработанной лазером области спекания. Выращенные
в результате послойного синтеза трехмерные объекты – полуфабрикаты,
требующие последующей доработки (например, отжига в печи,
инфильтрации наполнителем и т. п.). Поэтому наряду с поиском новых
перспективных для SLS порошковых систем и расширением
функциональных возможностей синтезированных изделий целесообразно
идти не только по пути использования новых композиционных
материалов, но и совмещения процесса лазерного спекания с другими
процессами.
Полученная оснастка, как правило, используется в технологии литья
по выплавляемым моделям.
Рассмотрим наиболее известные процессы получения оснастки по
технологии селективного лазерного спекания.
Технология Laser Form.
Технология реализуется при помощи
процесса селективного лазерного спекания (SLS), где используется
дисперсный порошок из частичек нержавеющей стали, покрытых
термопластическим связующим веществом.
Технология Laser Form
может быть разделена на две основные стадии.
Во время первой стадии («неотвержденный материал») оснастка
строится послойно путем плавления связующего вещества в машине SLS. На
второй стадии (цикл отжига) неотвержденная деталь превращается в целиком
плотную металлическую деталь путем инфильтрации расплавленной бронзы.
Во время отжига в интервале температур 450 650 С полимер испаряется и при
температуре 700 С начинается спекание оставшегося стального порошка.
Затем оснастка нагревается до температуры 1070 С, когда происходит
инфильтрация (проникновение по капиллярным и субкапиллярным порам и
184
другим пустотам) бронзы, вызванная капиллярным эффектом. Чтобы
избавиться от окисления поверхности стали, вся обработка происходит в среде
азота. Элементы оснастки LaserForm состоят на 60% из стали и на 40% из
бронзы. Далее используются финишные операции, включающие скоростное
фрезерование, шлифование, полирование и гальваническое покрытие
поверхности.
Технология EOS DirectTool. Этот процесс использует соответствующие
металлические порошки, которые селективно спекаются в специально
разработанной для этого установке. Спекаемые детали – пористые и они
обычно должны подвергаться инфильтрации с помощью эпоксидной смолы
для повышения их прочности. После инфильтрации требуется дальнейшая
полировка поверхностей детали, чтобы достичь качества, необходимого для
инжекционных литейных вставок. Процесс главным образом используется для
производства сложных вставок оснастки.
Технология Самарского филиала Физического института РАН.
Авторами разработки предложены новые порошковые смеси –
металлополимерные, биметаллические, склонные к реакции
самораспространяющегося высокотемпературного синтеза
интерметаллидов, что существенно расширяет возможности SLS.
Принципиальная новизна состоит в том, что при лазерном воздействии на
порошковые смеси наряду с процессом селективного жидкофазного
спекания происходят такие процессы, как лазерная пайка и
контролируемая реакция самораспространяющегося
высокотемпературного синтеза интерметаллидов. Возможность
совмещения технологических процессов и одновременно синтез новых
структурно-фазовых соединений в формируемом изделии – это наиболее
интересные характеристики, т. к. дают исследователю определенную
свободу при модификации физико-механических свойств создаваемых
инструментов и оснастки.
В качестве исходных материалов применяются разработанные
композиции на основе никеля и бронзы с полимерным связующим
(полиамид, поликарбонат), найдены оптимальные характеристики смесей и
режимов спекания.
Поскольку предполагается, что синтезируемые объекты можно
рекомендовать в качестве моделей для литья малогабаритных изделий
сложного профиля, следует ожидать, что при эксплуатации они должны
выдерживать как можно большее число циклов изготовления литейной
формы, не разрушаясь и не изменяя первоначальных размеров. Таким
185
образом, испытания на растяжение-сжатие, температурные деформации
при нагреве-охлаждении, шероховатость поверхности, наконец, точность
воспроизведения при спекании самого трехмерного изделия по его
компьютерному образцу следует считать определяющими для изделий.
Дополнительные возможности повышения прочности моделей и
снижения шероховатости без потери формы за счет инфильтрации пор
каким-либо наполнителем предполагают изучение также пористости и
проницаемости синтезируемых объектов.
Сравнение физико-механических свойств полученных моделей и
традиционно используемых из акриловых пластмасс показало
возможность использования SLS процессов. Так, для разработанных
моделей предел прочности на сжатие равен 50 75 МПа, модуль Юнга
250 400 МПа, относительная деформация 11 33%. Установлено, что
волнистость поверхности не превышает исходной дисперсности
порошковой фракции. С учетом возможности создания сложноконтурных
изделий преимущества этой технологии становятся более ощутимы.
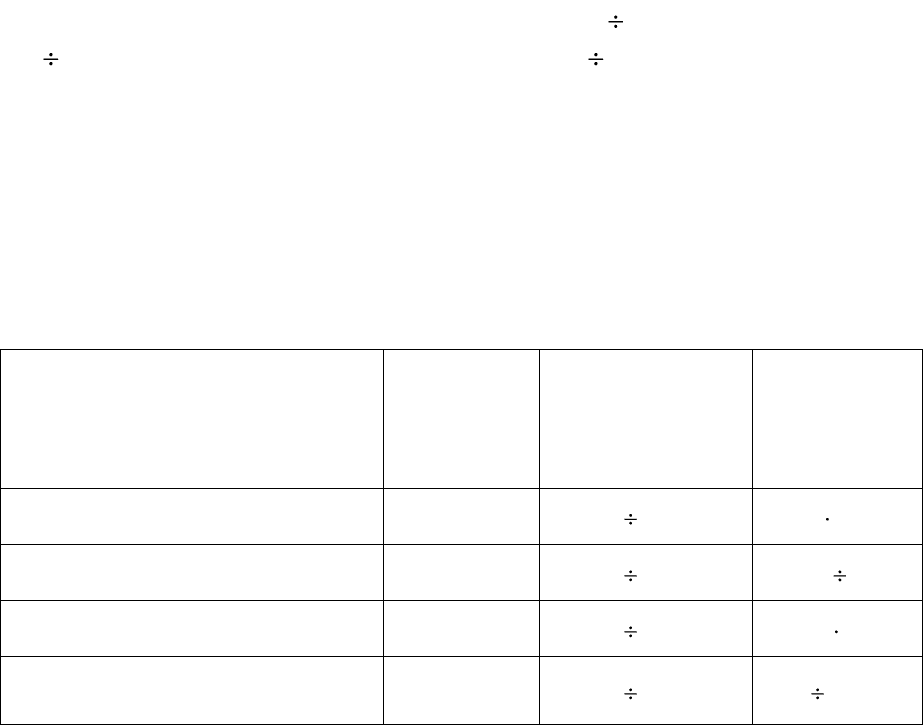
В табл. 3.12 приведены результаты ускоренного производства
оснастки различными прямыми методами Rapid Tooling.
Таблица 3.12 – Показатели производства оснастки прямыми методами
Rapid Tooling
Технологический
процесс и
используемый материал
Точность
воспроизвед
ения
модели/отли
вки
Шероховатость,
a
R
, мкм
Количество
литейных
циклов
Стереолитография SL
(смола SL5170)
0,7/0,7
3 12,5
2 10
2
Селективное лазерное спекание
SLS (поликарбонат)
2,1/0,8
3 12,5
10
1
10
5
Технология оплавлением FDM
(воск)
1,8/0,8
5 12,5
1,5 10
3
Технология слоистого объекта
LOM (бумага)
1,6/1,7
5 12,5
(2 5) 10
1
Приведенные результаты показывают, что технология селективного
лазерного спекания металлических порошков позволяет синтезировать
объемную оснастку, не уступающую по своим характеристикам моделям,
изготовленным из традиционных материалов, и может применяться для
серийного производства.

186
3.19.4 Оснастка, изготовленная по способу трехмерной
печати (3DP)
Изделие строится с использованием слоев порошка на подложке.
Селективное соединение частиц происходит связующим веществом,
разбрызгиваемым через сопло специального принтера. После завершения
построения лишний порошок, который поддерживал модель, удаляется,
оставляя сформированную оснастку.
Для построения вставок оснастки используют порошок
нержавеющей стали, вольфрам, карбид вольфрама. Производство
металлической оснастки включает следующую последовательность:
построение детали путем соединения порошка и связующего
вещества с применением процесса 3DP;
спекание детали в печи для повышения прочности;
инфильтрация деталей со сплавами при низкой температуре
плавления для увеличения плотности модели.
Процесс 3 DP может быть легко адаптирован для различных
материалов с последующим получением сложных композиций.
Технология топографического образования формы (TSF) весьма похожа на
процесс 3DP. Детали строятся путем поочередного наложения слоев силикатного
порошка и регулируемым разбрызгиванием парафина из сопел, перемещаемых в
3D координатах рабочей области. Воск связывает порошок для образования
новых слоев детали, а также частично подвергает размягчению предыдущий
слой, чтобы обеспечить хорошую взаимную связь. Как только деталь построена,
на нее наносится песок, она покрывается воском и затем используется в качестве
литейной формы. Используемые материалы включают цемент, стеклоткань и
расширяющуюся пену.
3.20 Методы непрямого изготовления
Непрямые методы являются альтернативными по отношению к
многочисленным традиционным методам создания оснастки и
инструментов. Их главное преимущество – это возможность получения
оснастки любой сложности за короткий промежуток времени. При этом
заполняется технологическая ниша между RP технологиями и жесткой
оснасткой, которая получается прямыми генеративными методами.
Как правило, оснастка, изготовленная непрямыми методами,
способна к непродолжительному циклу производства. Тем не менее,

187
многие непрямые методы осуществили значительный прогресс в
технологии производства оснастки и деталей. Большинство этих решений
находится на уровне «ноу-хау».
3.20.1 Литье в песчаные формы
В настоящее время одним из основных способов изготовления
отливок, как и прежде, остается литье в песчаные формы. Этот процесс
отливки часто применяется для производства относительно больших
металлических заготовок с низкими требованиями к качеству поверхности.
В Харьковском центре верификационного моделирования разработан
оригинальный вид литейной оснастки – модельный модуль, который
базируется на процессе стереолитографии. Технология стереолитографии
позволяет отойти от традиционного модельного комплекта, который
включает в себя:
модель с подмодельной плитой;
литниковый куст, который крепится к подмодельной плите;
стержневой ящик.
Разработанный модельный модуль позволяет эффективно решить
проблемы литья в песчаные формы, значительно увеличив качество
отливок при ощутимой экономии жидкого металла.
Модельный модуль, изготовленный RP технологией на
стереолитографической машине, состоит из:
единого основного формообразующего элемента;
дополнительных элементов оснастки.
Модельный модуль, выполняющий формообразующие функции
модели с подмодельной плитой, формирует наружный контур изделия и
перпендикулярно расположенные стержни с необходимыми
фиксирующими элементами. Это позволяет при сборке оснастки
значительно уменьшить несоосность между моделью и стержнями, и таким
образом снизить припуски на механическую обработку.
Дополнительные элементы позволяют выполнить разъем любой
степени сложности.
Модельный модуль, выполняющий функции стержневого ящика,
состоит из формообразующего элемента заготовки, но с противоположной
стороны.
188
Фиксирующие элементы для перпендикулярно расположенных
стержней позволяют собрать модуль с минимальными погрешностями
формы и расположения.
Разработанная технология литья в песчаные формы на основе
модельных модулей, полученных стереолитографией, позволяет
значительно (на 30 40%) повысить точность отливки, снизить
шероховатость, значительно сократить объем механических операций.
Применение литья под низким давлением для модельных модулей
обеспечивает экономию жидкого металла до 60 70% за счет отсутствия
литниковой системы.
3.20.2 Точное литье по выплавляемым и выжигаемым моделям
Литье по выплавляемым моделям является высокотехнологическим
промышленным видом производства готовых деталей или заготовок,
максимально приближенных к окончательным размерам. Этот вид литья
является экологически целесообразным при отливке деталей очень
сложной конфигурации, которые требуют многооперационной
механической обработки, например, лопатки газовых турбин, детали
двигателей, автомобилей и др. Этим способом можно получать отливки
с толщиной стенки до 0,3 мм и отверстия в любом направлении до 2 мм,
квалитета точности IT8-IT9.
Технологический процесс изготовления опытных партий по
выплавляемым моделям с использованием стереолитографии следующий:
создание трехмерной математической модели (3D CAD модели);
изготовление модели на установке стереолитографии SLA;
изготовление эластичной силиконовой формы;
литье восковых моделей на установке литья в вакууме с
использованием подогреваемой чашки;
формирование «оболочки» с использованием гипса или жидких
керамических материалов на алюминиево-циркониевой или кремнеземной
основе;
термообработка оболочки с одновременным удалением воска; для
удаления воска можно использовать автоклав, на практике рекомендуется
также удаление «открытым огнем»;
заливка расплавленного металла;
разрушение оболочки механическим способом, водяной струей;
удаление литниковой системы;

189
механическая доработка детали.
Модели обычно изготавливают из легкоплавких материалов –
стеарин, парафин, воск.
Использование моделей по технологии Quick Cast снижает
стоимость и время изготовления путем исключения производства
оснастки, необходимой для отливки восковых моделей. Выжигаемая
стереолитографическая модель – замкнутая тонкая (толщиной 0,5 0,7 мм)
оболочка строится на установке SLA по специальному алгоритму. Такая
конструкция модели позволяет обеспечить низкий коэффициент
заполнения материалом модели (0,15 0,2).
Для уменьшения растрескивания керамических литейных форм при
выплавлении модели и снижения количества коксового остатка
целесообразно применять пустотелые модели (имеющие меньшую
плотность) и обеспечить рациональный режим прокаливания: скорость
прокаливания, состав газовой фазы, давление, которые должны изменяться
по определенному закону.
Соблюдение всех технологических требований технологии позволяет
реализовать процесс точного литья по выжигаемым моделям и обеспечить
значительное снижение времени технологического цикла.
3.20.3 Литье в эластичные силиконовые формы
Литье в вакууме в эластичные формы – это процесс получения
опытных образцов и небольших партий пластмассовых и восковых
деталей любой сложности и габаритов без изготовления стандартной
оснастки.
Благодаря использованию широкой гаммы материалов отливаемые
копии могут быть эластичными, жесткими, термостойкими,
ультрафиолетовостойкими, прозрачными или иметь различные цвета.
Принцип изготовления деталей по технологии литья в эластичные
формы заключается в точном копировании стереолитографической
модели. Модель удаляется из силиконовой формы после разреза формы по
разделительным поверхностям. Заливка литьевой смолы производится в
вакуумной камере установки.
Технология литья в эластичные силиконовые формы в вакууме позволяет:
получить точные копии мастер-модели со стабильными размерами;
проверить собираемость и работоспособность проектируемых
новых изделий;