Голяков А.Д. Проектирование участков лесопильных цехов
Подождите немного. Документ загружается.

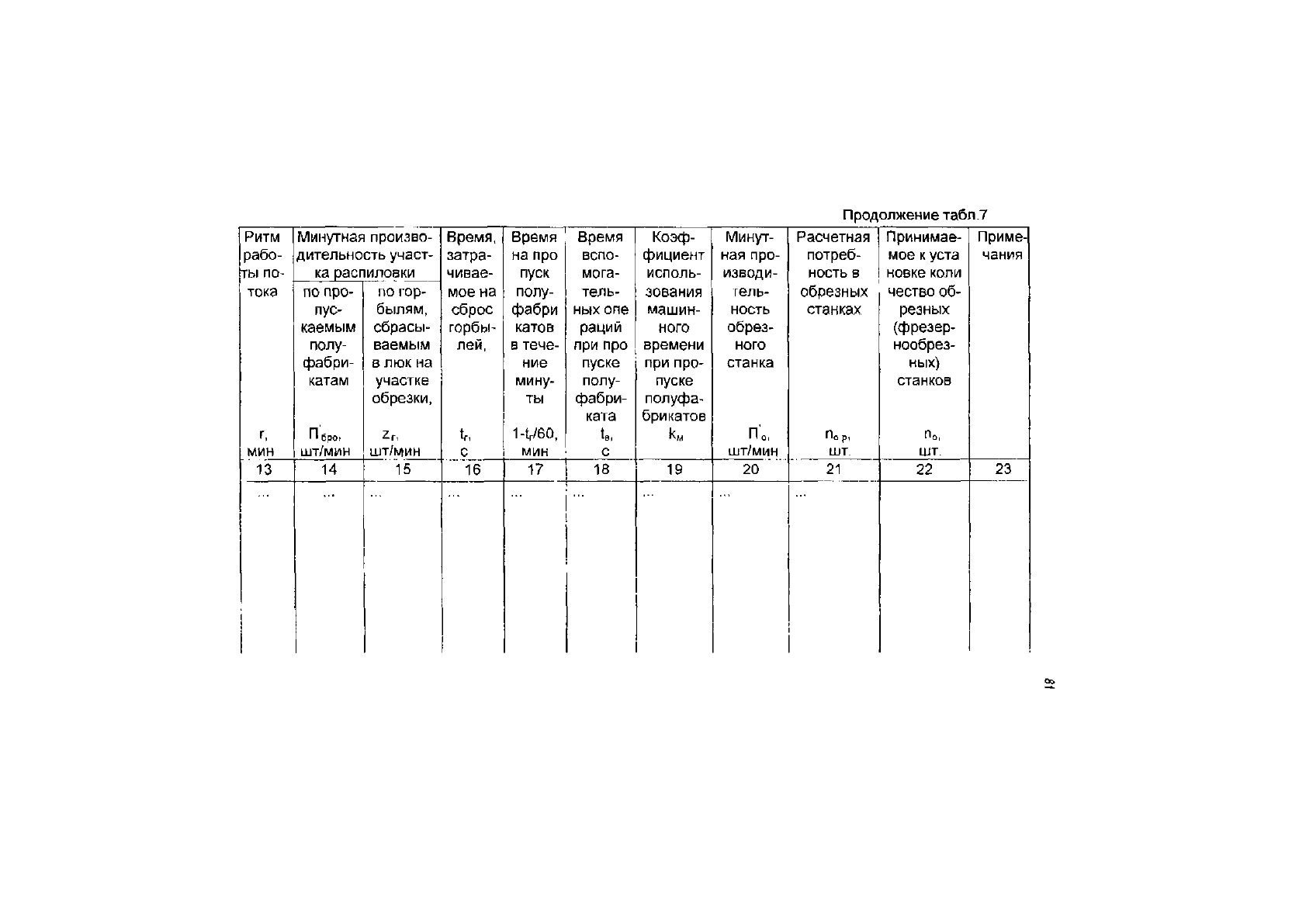
Продолжение табл.7
Ритм
Минутная
произво-
Время,
Время Время
Коэф-
Минут-
Расчетная
Принимае-
Приме-
рабо-
дительность
участ-
затра- на про вспо-
фициент
ная про- потреб- мое к
уста
чания
ты по- ка
распиловки
чивае-
пуск
м о
га-
исполь-
изводи-
ность
в
новке
коли
тока
по про-
по гор-
мое на
полу-
тель-
зования
гель-
обрезных
чество
об-
пус-
былям,
сброс
фабри
ных one
машин-
ность
станках
резных
каемым
сбрасы-
горбы-
катов
раций
ного
обрез- (фреэер-
полу-
ваемым
лей,
в тече- при про
времени
ного
нообрез-
фабри-
в люк на ние
пуске
при про-
станка
ных)
катам участке
мину-
полу-
пуске станков
обрезки,
ты
фабри-
полуфа-
ката
брикатов
г, П
бр
0
,
z
r
,
tr,
1-У60,
t
B
,
км
П
0|
n
Q
р,
п
0
,
мин
шт/мин шт/мин
I
с
мин с
шт/мин
шт. шт.
13
14
15
16
17
18
19
20 21
22
23
SI
станке могут работать три человека. Наличие третьего рабочего, по-
мимо помощи при выполнении вспомогательных операций, позволяет
дополнительно подменять первых двух во время их нормативного отдыха
в течение смены Работая вдвоем во Еремя нормативного отдыха, рабочие
тем самым увеличивают эффективное рабочее время станка и сменную
производительностт. еще па 10% дополнительно. Окончательные проект-
ные решения отражаются в графе примечаний
Расчет потребности в торцовочных устройствах
Принцип технологического расчета торцовочных устройств подо-
бен расчету обрезных станков, т.е. потребность лесопильного цеха п
торцовочных устройствах, шт..
"т
Р
= , (48)
где П'к-рт ; П'т - производительность участка распиловки и участка
торцовки соответственно, выраженная количеством
полуфабрикатов, подлежащих торцовке, шт/мин
Величина П
?р 7
определяется по формуле (36) с той лишь разни-
цей, что число полуфабрикатов пиломатериалов, выпиливаемых из
одного бревна и подлежащих пропуску через торцовочное устройство,
Zn.n !• определяется по формулам (37). (38), или (39) в зависимости от
места торцовки в технологическом потоке и ее вида.
1.1Три
окончательной торцовке полуфабрикатов после обрезки -
это могут быть те же самые полуфабрикаты, которые пропущены че-
рез обрезной станок, т.е. ГГ^
Р
1=П'(.
?
.
С
2 К полуфабрикатам, пропущенным через обрезной станок, при
окончательной торцовке могут прибавиться толстые доски со второго
прохода распиловки: числовое значение г
д2
(формула (38)) будет
больше, чем при расчете участка обрезки.
3. Если горбыли отделяются от потока полуфабрикатов перед сто-
лом обрезного станка, то
z
urT
=
z
A
. Если расчет торцовочного устрой-
ства ведется только для горбылей, отделенных от потока, то
z
n
nr"
z
r
4. На участок торцовки могут направляться после обрезки только
те доски, для которых желательна предварительная торцовка. В этом
случае их количество

83
ZJI
Ti
5>
100
(49)
где
"ЕРу -
суммарный процент укорачиваемых досок, который можно
определить
по
гистограмме распределения величины уко-
рочения
Р
у
,
приведенной
на
рис.33
[201.
с,a
eje
1'ис.
33.
Распределение величины относительного укорочения тонких
досок:
£
-
длина бревна;
f_
ук
-величина укорочения доски
Практически
по
гистограмме легче определить процент досок,
которые
не
торцуются, LP„
T
Естественно,
что к
неторцуемым относят
25%
не
укорачиваемых досок (£
T
Jt=0). Доски, укорачиваемые
на ОЛ
длины бревен,
т.е. на 0.3.
0,65м, можно торцевать
или не
торцевать
в
лесопильном цехе
или
торцевать частично,
т.е.
проектировщик
сам
определяет, какую долю
из 28%
таких досок следует направить
на
торцовочное устройство
для
предварительной торцовки
с
целью уда-
ления явного обзола. Таким
же
образом можно подойти
к
определе-
нию процента досок, укорачиваемых
на (0,2...0,4)^, а
суммарный
процент торцуемых досок
в
этом случае
У,Р,=
100
5.На участке предварительной торцовки досок после обрезки
мо-
жет осуществляться дообработка горбылей
на
попутную пилопродук-
цию (обапол, заготовки
для
производства тарных дощечек
и
т.п.).
R
этом случае

К4
(50)
На лесозаводе
№3 в
Архангельске вероятность предварительной
торцовки тонких досок
и
горбылей после пропуска через обрезной
станок составляет
49,5. .53,7% при
распиловке одним поставом бре-
вен двух номинальных диаметров,
63,2...69,9% - при
распиловке бре-
вен одного номинального диаметра
[4].
Приведенные данные могут
использоваться
как
справочные.
6 В
случае переработки горбылей
на
попутную пилопродукцию
на участке предварительной торцовки досок перед обрезкой числовое
значение
z
n
.
n г
определяется
по
формуле
(36).
7.В случае предварительной торцовки досок перед обрезкой
и
сбросом горбылей
в люк
перед торцовочным устройством
(рис 21)
z
n
,
г
2
Д
. Но в
этом случае
при
расчете производительности торцо-
вочного устройства
П
т
из
машинного времени исключается время,
затрачиваемое
на
сброс горбылей
t
r
,
определяемое
по
формуле(9).
Производительность (пропускная способность) торцовочного
устройства проходного типа, шт./мнн,
где
U
T
-
скорость подачи торцовочного устройства, м/мин;
?.-}- расстояние между упорами подающего конвейера торцовоч-
ного устройства,
м;
к
м
- коэффициент заполнения упоров подающего конвейера
торцовочного устройства. Числовое значение может быть принято
в
пределах
от 0,9
(окончательная торцовка)
до 1,0
(предварительная
торцовка)
Производительность торцовочного устройства позиционного
ти-
па,
шт
''мин.
Где
а -
количество резов, которые молено сделать
на
балансирном
торцовочном станке
с
гидроподъемом пилы (тина ЦКБ-40)
в
течение одной минуты,
26...30 - при
подаче
и
удалении
по-
луфабрикатов
в
поперечном направлении
[5];
(51)
П
,=
а
(52)
85
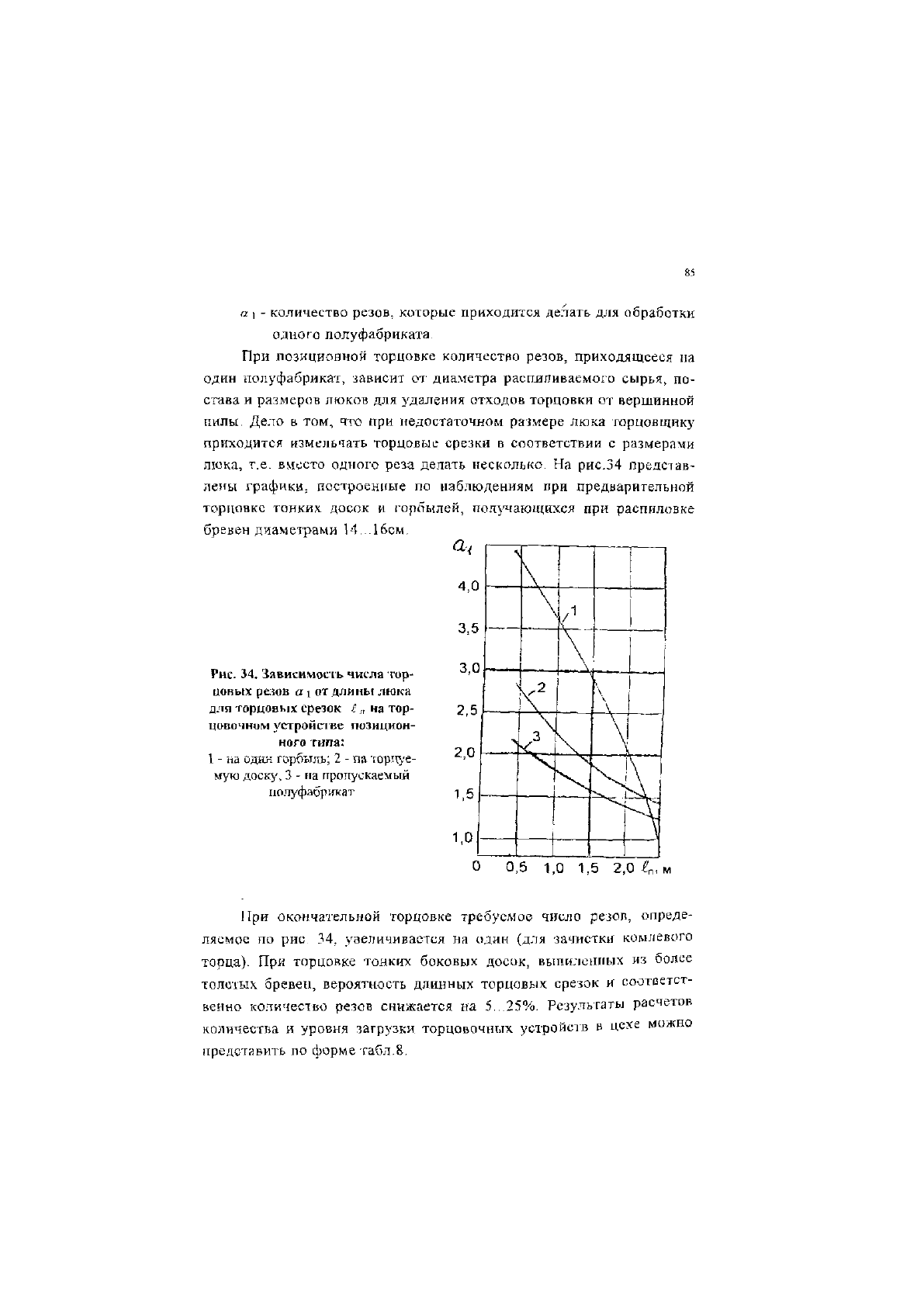
a i - количество резов, которые приходится делать для обработки
одного полуфабриката
При позиционной торцовке количество резов
;
приходящееся на
один полуфабрикат, зависит от диаметра распиливаемого сырья, по-
става и размеров люков для удаления отходов торцовки от вершинной
пилы. Дело в том, что при недостаточном размере люка торцовщику
приходится измельчать торцовые срезки в соответствии с размерами
люка, т.е. вместо одного реза делать несколько. На рис.34 представ-
лены графики, построенные по наблюдениям при предварительной
торцовке тонких досок и горбылей, получающихся при распиловке
бревен диаметрами 14...16см.
Рис.
34. Зависимость числа тор-
цовых резов а
1
от длины люка
для торцовых срезок I „ на тор-
цовочном устройстве позицион-
ного типа:
1 - на один горбыль; 2 - па торцуе-
мую доску, 3 - на пропускаемый
полуфабрикат
О 0,5 1,0 1,5 2,0 С м
При окончательной торцовке требуемое число резов, опреде-
ляемое по рис 34. увеличивается на один (для зачистки комлевого
торца). При торцовке тонких боковых досок, выпиленных из более
толстых бревен, вероятность длинных торцовых срезок и соответст-
венно количество резов снижается на
5..25%.
Результаты расчетов
количества и уровня загрузки торцовочных устройств в цехе можно
представить по форме табл.8.
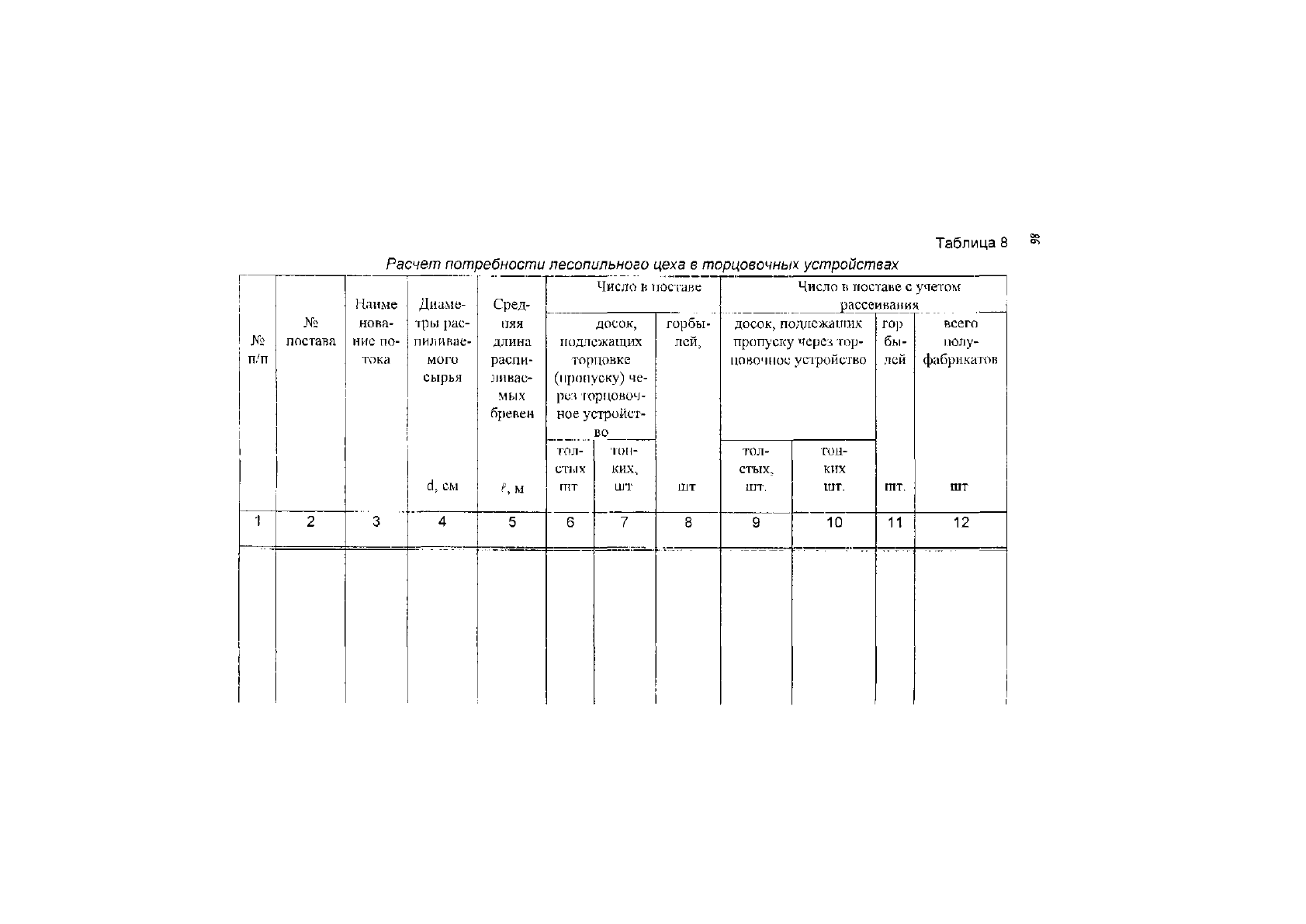
Таблица 8 <*
Расчет потребности лесопильного цеха е торцовочных устройствах
Найме
Диаме-
Сред-
Число
в
поставе Число
в
поставе
с
учетом
рассеивания
)
п/п
постава
нова-
ние
по-
тока
тры рас-
пиливае-
мого
сырья
няя
длина
распи-
ливае-
мых
бревен
досок,
подлежащих
торцовке
(пропуску)
че-
рез торцовоч-
ное устройст-
во
горбы-
лей,
досок, подлежащих
пропуску через тор-
цовочное устройство
гор
бы-
лей
всего
полу-
фабрикатов
d,
см
',м
тол-
стых
ГПТ
тон-
ких,
шт
шт
тол-
стых,
шт.
тон-
ких
шт. шт. шт
1
2 3
4
5
6
7
8 9
10
11
12

продолжение
таол. 8
Ритм
ра-
Минутная Время
на
Время
на
Минутная
про-
Расчетная
по-
Принимаемое
Примечания
боты
по-
производи-
сброс
гор-
торцовку
изводитель-
требность
в
к
установке
тока
тельность
былей ность
торцо-
торцовочных
число
торцо-
участка
рас-
вочного
уст-
устройствах вочных
уст-
пиловки
ройства ройств
г, с
(1--).
п
т
, п,,
мин
тт./мин
шт./мин
шт. шт
мин
13
14
15
16 17 18
19
20
ос*
88
После первого варианта расчета потребности R торцовочных
устройствах возможна параметрическая (изменение скоростей пода-
чи) или структурная (изменение типа и схемы расположения) оптими-
зация оборудования, т.е. оптимальный вариант участка можно полу-
чить путем итерации последовательного приближения.
В примечаниях табл.8 указывается порядок блокирования пото-
ков на уровне участков торцовки, какие потоки в цехе должны быть
располагаться рядом - быть смежными, чтобы можно было без лиш-
них затрат устроить подачу полуфабрикатов с этих потоков на одно
торцовочное устройство.
В случае централизации на одном участке торцовки и обрезки
(аналогично рис 31) работа торцовочных и обрезных устройств долж-
на быть синхронизирована как с участком распиловки, так и между
собой.
3.УЧАСТОК ПЕРЕРАБОТКИ ОТХОДОВ
ПРОИЗВОДСТВА ПИЛОМАТЕРИАЛОВ
Древесина обладает множеством потребительских свойств я
может быть использована на производство полезной продукции путем
механической или химической переработки вся без остатка. Поэтому
отходы производства пиломатериалов (горбыли, рейки, короткомер-
ные отрезки досок, опилки) следует считать вторичными материаль-
ными ресурсами для попутных производств. Что очень важно, эги ре-
сурсы, как промышленное сырье, характеризуются высокими потре-
бительскими свойствами (заболонная бессучковая часть древесины
преимущественно хвойных пород), небольшими текущими и капи-
тальными затратами на приведение отходов в товарный вид (напри-
мер,
в технологическую щепу).
Очередность вовлечения ресурсов в переработку и направление
их использования устанавливаются по степени получаемого экономи-
ческого эффекта, который дополнительно зависит от объемов произ-
водства: чем больше, тем эффективнее.
Наиболее эффективна переработка горбылей на дополнительную
попутную пилопродукцию - обапол. Обапол - это прирезанная по
89
длине пиленая продукция, получаемая из боковой части бревна я
имеющая одну пропиленную, а другую непропилспиую или частично
пропиленную поверхность с ограничениями минимальной и макси-
мальной толщины соответственно вершинного и комлевого торцов.
Для повышения эффективности производства обапол рассортировы-
вают на горбыльный и досчатый (с частично пропиленной второй
пластью).
Технология выработки обапола, включающая в себя только одну
технологическую операцию - торцовку горбылей на заданную длину,
ничем не отличается от торцовки досок. Горбыли могут торцеваться
вперемешку с досками (см. главу 2).
В случае организации в цехе специализированного участка тор-
цовки горбылей, отделенных от общего потока полуфабрикатов (од-
ного илп нескольких), для их переработки на обапол проектирование
и расчет делается аналогично участку торцовки досок. Число полу-
фабрикатов, пропускаемых через торцовочное устройство в одну ми-
нуту,
П'^тг-уП'бр, (53)
где j - число эффективных бревнопильных станков, с которых горбы-
ли будут поступать на централизованное торцовочное устрой-
ство;
П'в
Р
г- число горбылей, образующееся на одном бревкоаильном
станке, может быть определено с использованием формул 48,
(37), (39).
Иа дополнительную мелкую пилолродукцию в виде заготовок
для производства тарных дощечек или товаров хозяйственно-
бытового назначения в цехе может вестись торцовка реек. Волее глу-
бокая механическая обработка должна осуществляться в специализи-
рованных деревообрабатывающих цехах (продольное деление, фрезе-
рование, отделка).
Наиболее индустриальна переработка кусковых отходов лесопи-
ления на технологическую щепу для плитного или целлюлозного
производств. Участок должеп оснащаться рубильной (рубитсльной)
машиной, а при производстве целлюлозной щепы - устройствами для
9l>
сортировки измельченной древесины на фракции по размерам (кон-
диционная, крупная, отсев) Кроме того, на предприятии должна быть
предусмотрена окорка пиловочного сырья.
Участки производства щепы, так же как и участки производства
мелкой пилопродукции, в двухэтажных цехах удобнее располагать на
первых этажах Сбор кусковых отходов с участков производства пи-
ломатериалов осуществляется системой продольных и поперечных
транспортеров Собранные отходы могут направляться в одну универ-
сальную рубильную машину или в несколько специализированных
(для рубки горбылей, для рубки реек, для рубки корогкомерных от-
резков досок)
Специализация преследует цель повышения выхода щепы кон-
диционной фракции, но усложняет производственный процесс, по-
этому более распространена централизованная схема сбора отходов
со всего цеха и переработка их в одной рубильной машине большой
производительности На случай выхода рубмашины из строя преду-
сматривается резервная с возможностью переключения на нее транс-
портных коммуникаций (рис 35)
Кусковые отходы, собираемые от торцовочных устройств кон-
вейерами 1. от рейкоотделигельных устройств поперечным транспор-
тером 2, горбыли от бревнопильных станков транспортером 3 попа-
дают на один из конвейеров 4 рубителъной машины 6 При необходи-
мости подавать отходы в резервную ру б машину устанавливаются на-
клонные шиберные устройства 5
Щепа от рубмашин 6 с помощью скребкового (или ленточного)
конвейера 7 подается на сортировочные устройства 8, где рассорти-
ровывается обычно на три фракции Крупная фракция с помощью
конвейера 9 возвращается на дорубку, мелкая (отсев от щепы) кон-
вейером 10, а кондиционная щепа конвейером 11 удаляются из цеха
Над конвейерами 4 перед рубильными машинами устанавлива-
ются металлоискатели, отключающие привод конвейера в случае по-
явления в потоке груза металла или извлекающие этот металл из по-
тока (электромагниты)