Голяков А.Д. Проектирование участков лесопильных цехов
Подождите немного. Документ загружается.

41
рые обычно поступают
на
участок обрезки лесопильного цеха. Данные,
приведенные
в
таблице, можно считать достаточным основанием
для
выработки стратегии механической дообработки досок
с
целью
получения товарных пиломатериалов
или
заготовок
для
внутризаводской переработки.
Из табл.
6
следует,
что
только
28,3%
досок имеют форму наружных
пластей, соответствующую теории раскроя пиловочного сырья,
т.е. в
виде полных, неполных
или
усеченных парабол. Такие доски
получаются
из
относительно прямых бревен, остальные имеют более
сложную форму.
Тем не
менее, можно сделать однозначный вывод,
что
доски симметричных форм
I, 9, 12, 17
(табл.1), составляющие
в
сумме
10,2%,
целесообразно сначала обрезать,
а
затем,
при
необходимости,
торцевать
в
размер. Предварительная
(до
обрезки) торцовка этих досок
не требуется. Доски удобны
для
оценки
и
базирования перед обрезкой
как вручную,
так и с
помощью механизмов,
что в
свою очередь
приводит
к
относительно высокому объемному выходу обрезных
пиломатериалов высокого качества.
Доски, получающиеся
при
распиловке двухкантных брусьев
на
рамах
второго ряда, форм
5, 6, 10 (5,1%)
требуют переобрезки
на
более узкие
ширины. Базирование таких досок перед обрезкой может
осуществляться только вручную индивидуально
или
автоматическими
устройствами высокого уровня. Механическое центрирование приведет
к потерям объемного выхода
или
качества обрезных пиломатериалов.
Предварительная торцовка таких досок перед обрезкой
не
требуется.
Для дообработки досок форм
2 и 3 (26,2%)
требуется только
торцовка
в
размер.
Доски форм
4, U, 16 (35,4%) для
получения наибольшего объемного
выхода обрезных пиломатериалов предпочтительнее сначала пропускать
через торцовочное устройство
для
торцовки
или
деления
по
длине
на
Две
и
более частей,
а
затем через обрезные станки.
Доски остальных форм
(7, 8, 13, 14, 15, а
также
не
приведенные
в
табл.6),
составляющие
в
сумме
23,1%,
требуют индивидуального
(пе
шаблонного) подхода. Характер принимаемого решения
о
дообработке
Доски после
ее
выпиловки зависит
от
абсолютных размеров шири-
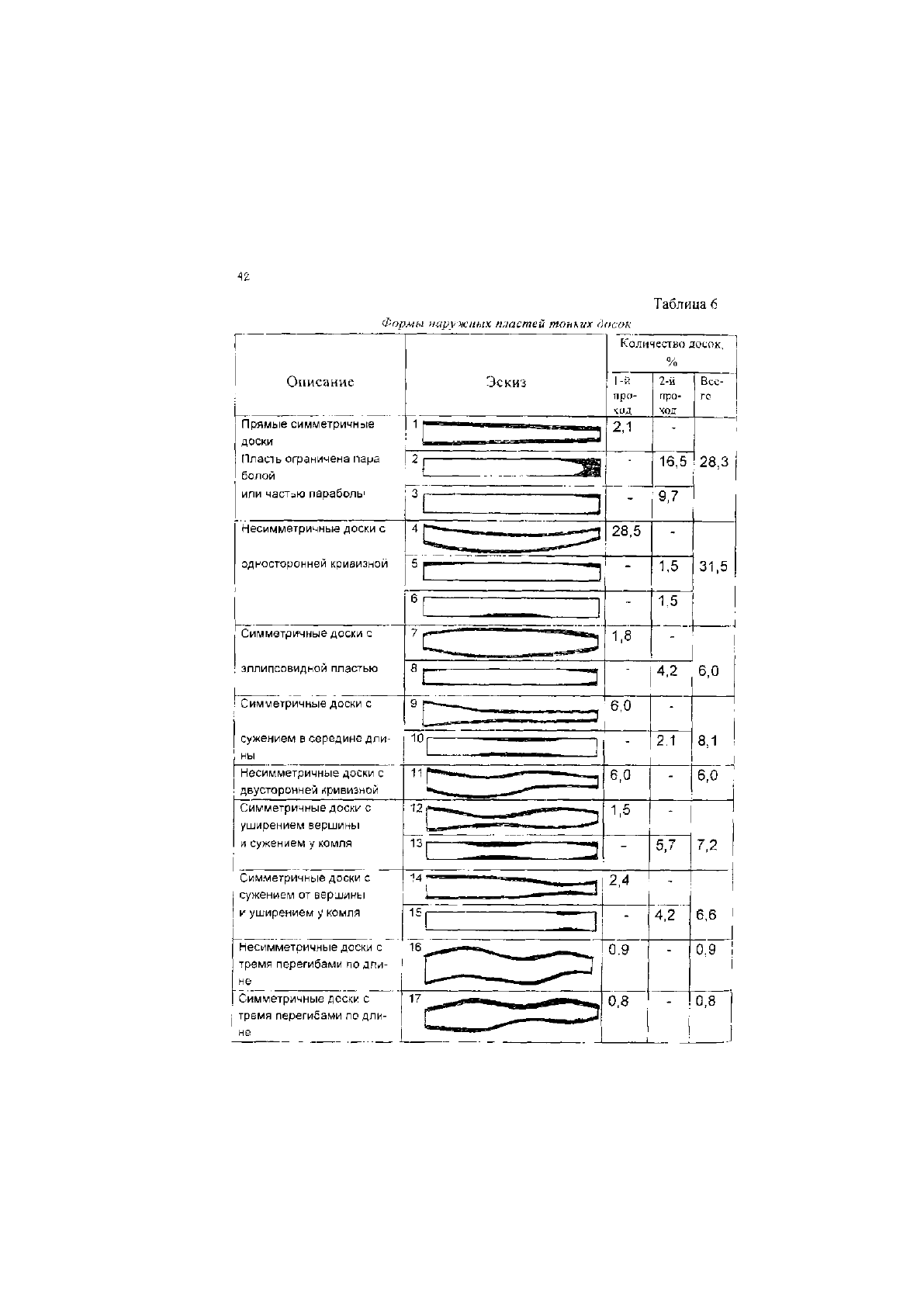
Таблица 6
Формы наружных пластей тонких досок
Описание
Прямые симметричнее
доски
Пласть ограничена пара
болой
или частэю параболы
г
~3
Несимметричные доски с
односторонней кривизной
Симметричные доски с
эллипсовидной ппастью
Симметричные доски с
сужением в середине
дли-
ны
Несимметричные доски с
двусторонней кривизной
Симметричные доек/ с
уширением вершины
и сужением у комля
Симметричные доски с
сужением от вершины
v уширением у комля
Несимметричные доски с 16
тремя перегибами по дли-
!
не
Симметричные дески с
тремя перегибами по дли-
43
ны и длины пропиленных частей наружной пласти и требований
рынка, а именно от соотношения цен на пиломатериалы разных длин,
сортов, а также возможностей использования кусковых отходов
обрезки и торцовки для выработки попутной продукции. В отдельных
случаях предпочтительна технология с предварительной торцовкой, в
других - обрезка до торцовки.
Есть мнение исследователей [35, 17], что обрезку и торцовку
досок необходимо рассматривать в комплексе. С этим трудно не
согласиться, ведь это соответствует теории раскроя пиловочного
сырья в части оптимизации ширины и длины пиломатериалов,
выпиливаемых из параболической (сбеговой) зоны бревен [22, 25], а
также досок, выпиливаемых из цилиндрической зоны с учетом
допустимости обзолов.
Критерием оптимизации длины и ширины пиломатериалов дол
жен быть ценностный выход, т.е. желательно получать наибольшую
стоимость пил о продукции, а не объемный выход, или выход
пиломатериалов высших сортов, или выход чистообрезных досок.
Однако процесс оптимизации в этом случае очень сложен как при
выполнении его человеком (учет множества факторов при дефиците
времени и изменяющейся цене на пилопродукцию), так и для
автоматизации. Поэтому в настоящее время с той или иной точностью
оптимизация обрезки и торцовки ведется по объемному выходу с
учетом предельнодопустимого значения качеова получаемых
пиломатериалов. Для досок с пониженным качеством древесины
(крупные сучки, окраски и т.д.) допускают большую величину
обзолов, чем для досок с высоким качеством древесины.
В настоящее время операции обрезки и торцовки досок
Разделены в пространстве и времени, т.к. выполняются на разном
оборудовании. Порядок выполнения операций в принципе может быть
л^бьщ, т.е. полуфабрикаты могут сначала торцеваться, а затем
обрезаться или наоборот, сначала обрезаться, а затем торцеваться.
Операция, которая выполняется первой, задает некоторые
0г
раничения для выполнения второй, поэтому квалификация
оператора или уровень автоматизации процесса осуществления
первой операции должны быть по возможности выше. Оператор
44
первой операции должен хорошо представлять себе возможные
варианты окончательной обработки доски.
Построение технологических процессов с разным порядком
обрезки и торцовки в лесопильном цехе создает условия для
получения тех или иных преимуществ. На ле со экспортных
лесопильных заводах нашла распространение технология, когда
первой выполняется обрезка, т.е. формирование ширины досок, а
затем, как правило, двукратная торцовка (в лесопильном цехе
предварительная, а после предварительной подсортировки и сушки
досок - окончательная). В советское время лесоз-кспортные
предприятия получали сырье повышенного качества как по
состоянию древесины, так и по форме бревен. В настоящее время все
предприятия равноправны, т.е. государство не выделяет и не создает
специальных условий для отдельных заводов. Качество сырья
выровнялось. Кривых бревен на лесоэкспортных предприятиях стало
больше, а на прочих и раньше было немало. Таким образом, процент
полуфабрикатов пиломатериалов с симметричными параболическими
кромками (см. табл. 6) уменьшился, на заводах растет доля
пиломатериалов, вырабатываемых для внутрироссийского рынка и
внутризаводской переработки - продукция лесопильных цехов чаще
становится полуфабрикатами будущих изделий из древесины,
требования к которым часто ниже, чем к товарным, особенно
экспортным пиломатериалам. Таким образом, создаются
потребительские условия для внедрения операции торцовки досок
перед обрезкой [6].
При торцовке перед обрезкой улучшаются условия базирования
необрезных досок перед обрезкой, повышается объемный выход
обрезных досок, особенно из кривых бревен, может снизиться
загрузка и потребность цеха в обрезных станках.
Торцовка досок перед обрезкой может быть только
предварительной, а если окончательной, то с большими, чем по
действующим стандартам, допускаемыми отклонениями по длине
Торцованные торцы в этом случае получаются, как правило, не
перпендикулярными продольным осям обрезных досок.
45
Обрезка и торцовка досок в лесопильном цехе, как правило,
ведутся поточным методом, т.е. бревнопильный, обрезной и
торцовочный станки вместе с соединяющими их конвейерами
образуют поток, по которому более или менее равномерно "текут"
полуфабрикаты пиломатериалов. Поток прерывный - с накопителями,
т.к. полностью синхронизировать работу всех составляющих потока
практически невозможно. Обрезной, торцовочный и бревнопильный
станки имеют разную штучную производительность. Бревнопильные
станки, как головное оборудование, обычно работают с максимально
возможной производительностью, а вот торцовочные и обрезные
станки оказываются, как правило, в той или иной степени
недогруженными [8], вследствие чего возможны экономические
потери. Выходов из этого положения, т.е. способов загрузки обрезных
и торцовочных устройств, может быть несколько. Главные из них
1
1. Специализация лесопильных потоков на переработку пиловочного
сырья определенных характеристик (по диаметру, длине, форме
бревен, породе), т.е. потоки в цехе, если их несколько, должны
быть разными по виду, типу оборудования и технологической
схеме.
2. Создание автономных централизованных участков обрезки,
торцовки полуфабрикатов, т.е. возможен отход от поточной
системы построения производства в лесопильных цехах.
3. Повышение качества подбора типа станков и точности проектных
расчетов технологического оборудования.
Специализация лесопильных потоков при наличии современных
складов сырья с сухопутной сортировкой пиловочника на
ав
томатизированных транспортерах не составляет особых трудностей
п
рн проектировании и представляет собой в большей части задачу
организационного характера, т.е. об этом достаточно лишь
напомнить.
Централизованный участок торцовки досок, поступающих с
н
ескольких потоков, сейчас не редкость (торцовка полуфабрикатов с
Че
тырех лесопильных потоков на одном торцовочном устройстве типа
- 2М на лесозаводе №3 в Архангельске, торцовка горбылей на
°Дном торцовочном участке с шести потоков на Соломбальском
46
ЛДК).
Примеров же централизованного участка обрезки в практике
лесопильных цехов пока нет. Но это не значит, что нх не может или
не должно быть Отсутствие централизованных участков обрезки и
торцовки как раз и является одним из резервов снижения затрат на
производство пиломатериалов.
Повышение качества проектирования участков заключается в
разумном, обоснованном техническими и экономическими расчетами,
сочетании выполнения вспомогательных операций вручную с их
механизацией и автоматизацией. Точность проектных расчетов
повышается с учетом как можно большего числа факторов, влияющих
на фактическую производительность отдельных станков лесопильного
потока. Некоторые уточнения такого характера сделаны в методике и
справочных данных, изложенных в данном пособии ниже.
Схемы участков обрезки и торцовки полуфабрикатов
пиломатериалов
Принципиальная схема участков обрезки и торцовки
полуфабрикатов пиломатериалов в лесопильных цехах может иметь
несколько вариантов
1 Сначала обрезка, затем торцовка, осуществляемые в потоке.
2 Сначала торцовка, затем обрезка, осуществляемые в потоке.
3.Обрезка в потоке, торцовка на централизованном участке.
4.Обрезка и торцовка, осуществляемые на централизованных
участках в той или иной последовательности или одновременно (на
одном участке)
Обрезка и торцовка в лесопильных потоках
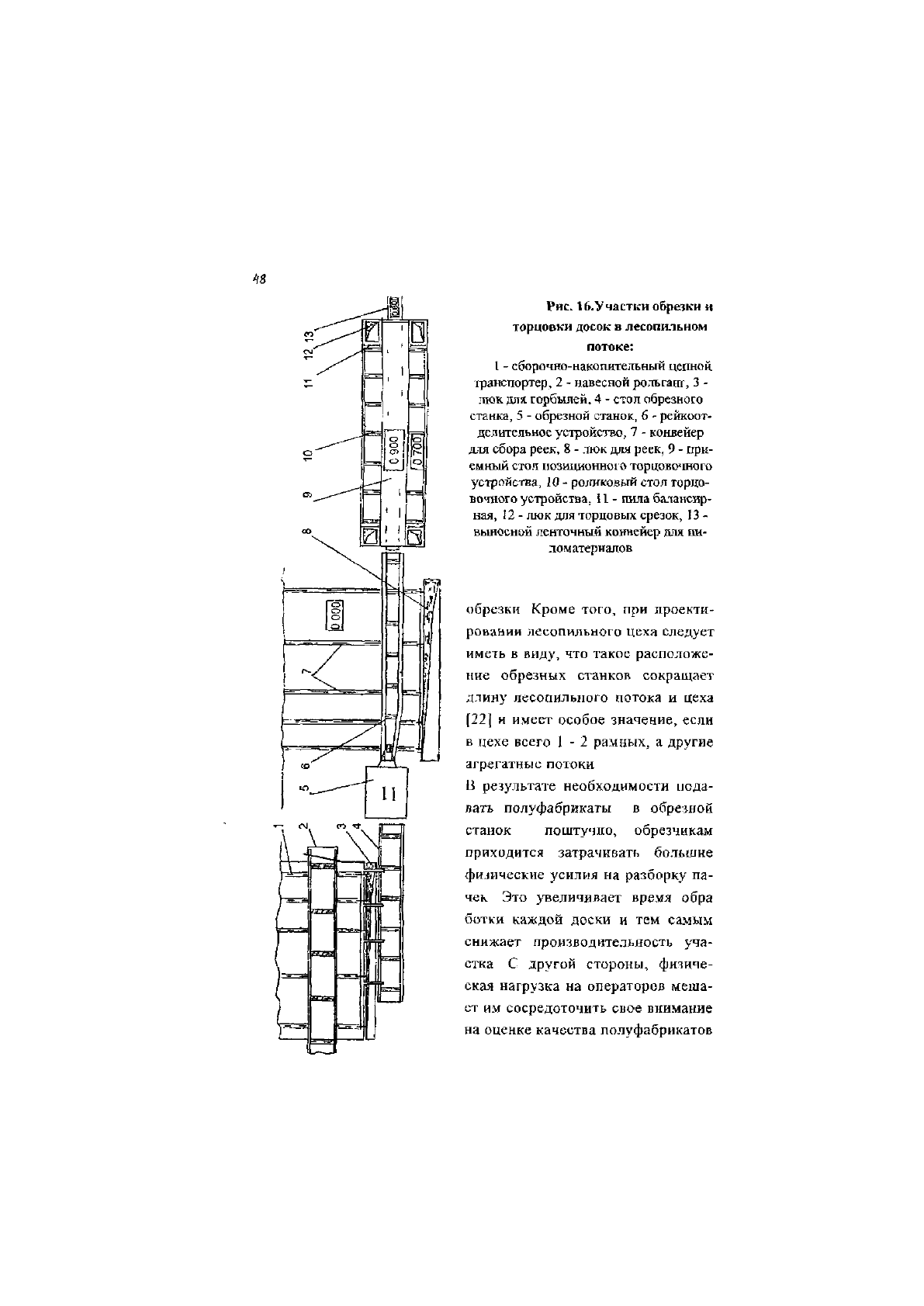
Обрезка, а затем торцовка досок, осуществляемые в лесопильных
потоках - это распространенный вариант технологии (рис 16). Для
обрезки досок используются двух или трех-четырехпильные обрезные
или фрезерно-обрезные станки 5 с выполнением вспомогательных
операций по базированию полуфабрикатов вручную, которые
устанавливаются на расстоянии 12 .13 м от лесопильных рам. В
поставе двухпильных обрезных станков одна доска переменной
ширины, трех-четырехпильных - соответственно две-три доски, в том
47
числе одна-две постоянной, а вторая-третья изменяющейся ширины,
поэтому они используются в цехах или потоках, перерабатывающих
крупномерные лесоматериалы. При использовании обрезных станков
рейки от потока обрезных досок отделяются специальным
рейкоотделительным устройством 6, собираются со всего цеха,
транспортируются на участок переработки в технологическую щепу в
рубильных машинах При использовании фрезерно-обрезных станков
реечная часть необрезных досок сразу в станке по мерс отниливания
перерабатывается фрезами на щепу. Выход кондиционной фракции
целлюлозной шепы по сравнению с измельчением реек в рубильных
машинах на
5...7%
выше, в цехе отпадает надобность в
рейкоотделительных устройствах и сборочных транспортерах для
реек [2].
На сборочно-накопительные конвейеры 1 полуфабрикаты поступают
с навесных рольгангов 2, устанавливаемых за бревнопильными машинами,
и перемещаются неорганизованными пачками к столу 4 обрезного станка
5. Горбыли, сбрасываемые в люк 3 или на отдельный ленточный конвейер,
могут как и рейки, перемещаемые конвейером 7 в люк 8, перерабатываться
на щепу в рубильных машинах или на отдельном участке, оснащенном
торцовочным уст ройством и делительными станками - на мелкую
пилопродукцию (тарные комплекты, товары культурно-бытового
назначения и др.). Менее целесообразно, но в некоторых условиях
возможно пропускание горбылей как и досок через обрезной станок (без
обработки, транзитом) с целью выработки обапола или горбыльных
заготовок на торцовочном устройстве вместе с торцовкой досок.
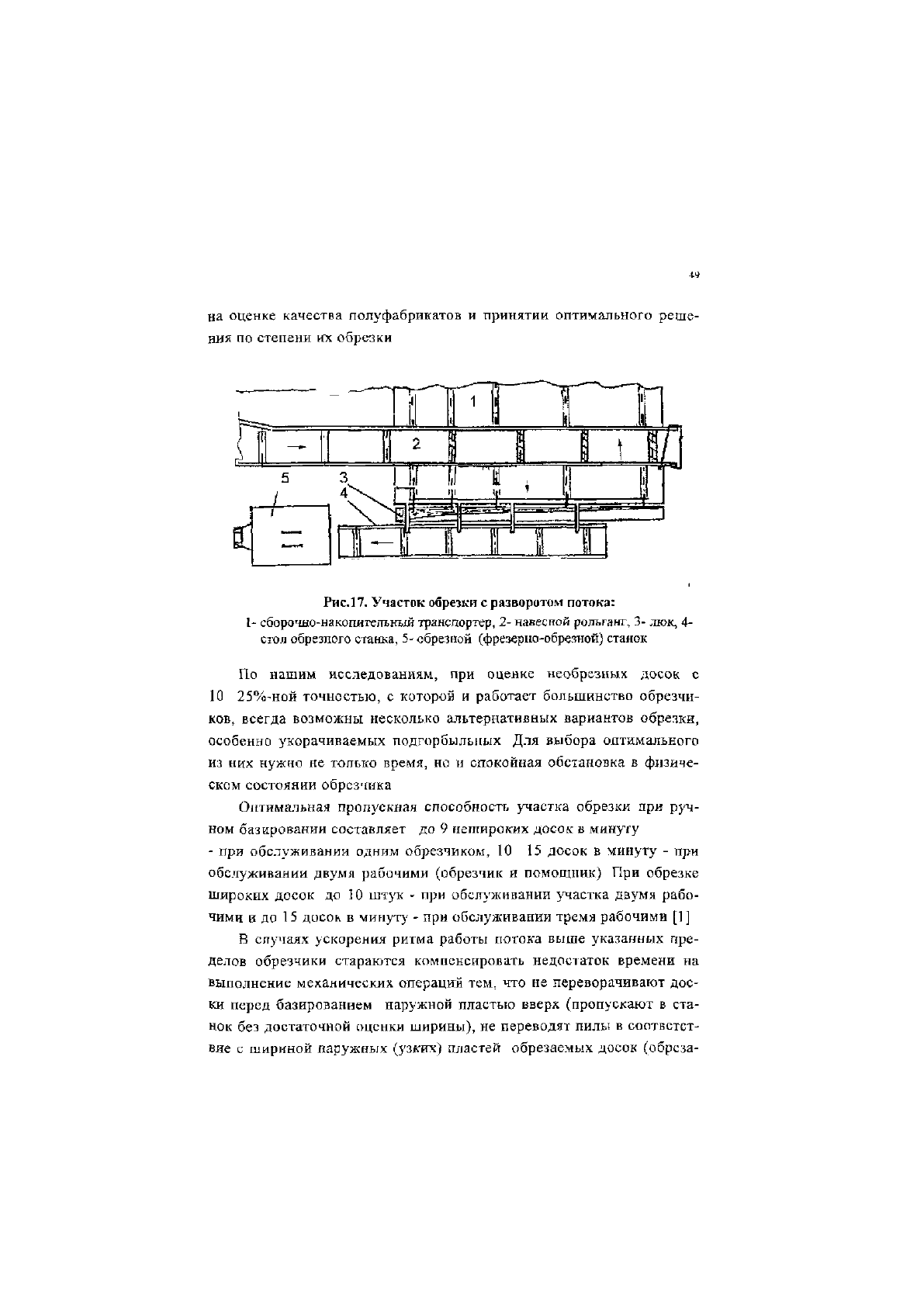
При распиловке бревен комлем вперед и оценке качества
необрезных досок перед обрезкой обрезчиками визуально иногда
Целесообразно такое расположение обрезного станка, при котором
направление обрезки досок противоположно направлению движения
пиломатериалов после бревнопильных станков (рис.17). Это обратное
Движение дает возможность при распиловке бревен комлем вперед
выполнять обрезку досок на обрезном станке вершиной вперед, что
более удобно для обрезчика и удобно для определения ширины
0
Рис.
16.Участки обрезки и
торцовки досок в лесопильном
потоке:
1 - с бор о чно-ншо пяте ль ный цепной,
транспортер, 2 - навесной рольганг, 3 -
люк для горбылей. 4 - стол обрезного
станка, 5 - обрезной станок, б - рейкоот-
делительное устройство, 7 - конвейер
для сбора реек, 8 - люк для реек, 9 - при-
емный стол позиционного торцовочного
устройства, 10 - ро/отковый стол торцо-
вочного устройства, 11 - пила балансир-
ная,
12 - люк для торцовых срезок, 13 -
выносной ленточный коннейер для пи-
ломатериалов
11
обрезки Кроме того, при проекти-
ровании лесопильного цеха следует
иметь в виду, что такое расположе-
ние обрезных станков сокращает
длину лесопильного потока и цеха
[22] и имеет особое значение, если
в цехе всего 1 - 2 рамных, а другие
агрегатные потоки
В результате необходимости пода-
вать полуфабрикаты в обрезной
станок поштучно, обрезчикам
приходится затрачивать большие
физические усилия на разборку па-
чек Это увеличивает время обра
ботки каждой доски и тем самым
снижает производительность уча-
стка С другой стороны, физиче-
ская нагрузка на операторов меша-
ет им сосредоточить свое внимание
на оценке качества полуфабрикатов
на оценке качества полуфабрикатов и принятии оптимального реше-
ния по степени их обрезки
гг
jl
"rl
1
ч •
ii
—А
|||
2
if
it
Рис.17.
Участок обрезки с разворотом потока:
I- сборочно-накопительньш транспортер, 2- навеспой рольганг, 3- люк, 4-
стол обрезного станка, 5-обрезной (фрезерна-обрезной) станок
По нашим исследованиям, при оценке необрезных досок с
10 25%-ной точностью, с которой и работает большинство обрезчи-
ков,
всегда возможны несколько альтернативных вариантов обрезки,
особенно укорачиваемых подгорбыльпых Для выбора оптимального
из них нужно не только время, но и спокойная обстановка в физиче-
ском состоянии обрезчика
Оптимальная пропускная способность участка обрезки при руч-
ном базировании составляет до 9 нешироких досок в минугу
- при обслуживании одним обрезчиком, 10 15 досок в минуту - при
обслуживании двумя рабочими (обрезчик и помощник) При обрезке
широких досок до 10 штук - при обслуживании участка двумя рабо-
чими и до 15 досок в минуту - при обслуживании тремя рабочими [1 ]
В случаях ускорения ритма работы потока выше указанных пре-
делов обрезчики стараются компенсировать недостаток времени на
выполнение механических операций тем. что не переворачивают дос-
ки перед базированием наружной пластью вверх (пропускают в ста-
нок без достаточной оценки ширины), не переводят пилы в соответст-
вие с шириной наружных (узких) пластей обрезаемых досок (обреза-
50
ют все или группы досок на одну ширину), пропускают в станок по
две доски, сложенные одна на другую [15], теряя не только
объемный выход обрезных пиломатериалов, но и нарушая правила
безопасной работы.
Потери объемного выхода пиломатериалов на обрезных станках
могут достигать 24%, в среднем 11,2 (по отношению к максимально
возможному); в том числе потери из-за ошибок в назначении ширины
обрезных досок составляют 8%, потери из-за неправильной установхи
(центрирования) досок по поставу пил обрезного станка 3,2% [18].
В отдельных случаях для обрезки досок могут использоваться и
многопильные станки с фиксируемым поставом пил, например для
деления необрезных досок сразу на сравнительно узкие погонажные
заготовки, штакетник. Отсутствие поднастройки постава пил, с одной
стороны, удешевляет станок, повышает пропускную способность
участка, а с другой - при использовании его со сравнительно
большими расстояниями между пилами снижается объемный выход
обрезных заготовок. Поэтому подобное решение при проектировании
должно быть обосновано детальными расчетами и маркетинговыми
исследованиями потребности в узких заготовках.
Для облегчения труда и повышения качества выполнения
операций на участке обрезки предпринималось много попыток
механизировать и автоматизировать поштучную подачу необрезных
досок [17], однако практическое применение во всем мире нашли
только механизированные, так называемые разборочные горки.
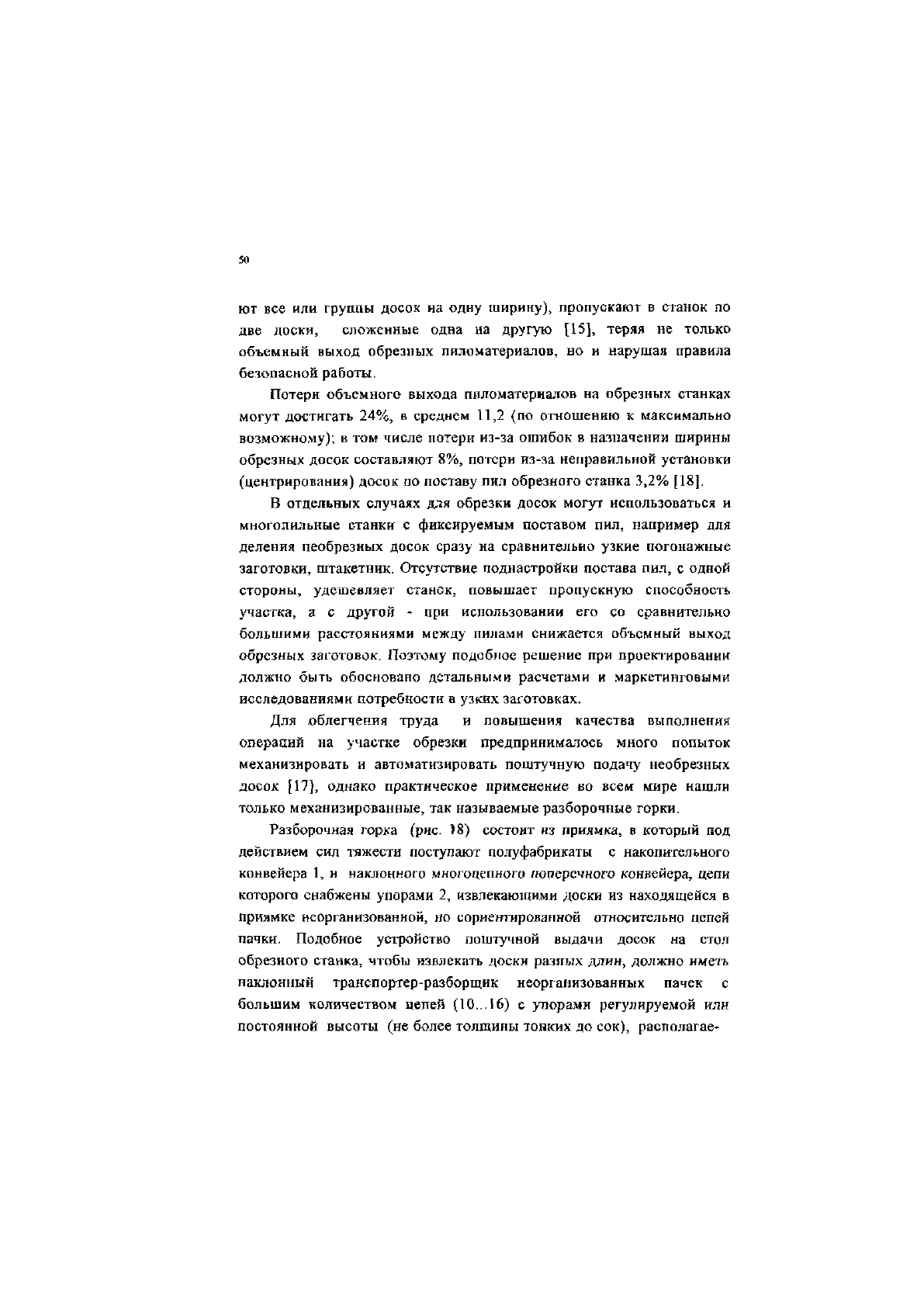
Разборочная горка (рис. 18) состоит из приямка, в который под
действием сил тяжести поступают полуфабрикаты с накопительного
конвейера 1, и наклонного многоцепного поперечного конвейера, цепи
которого снабжены упорами 2, извлекающими доски из находящейся в
приямке неорганизованной, но сориентированной относительно цепей
пачки. Подобное устройство поштучной выдачи досок на стол
обрезного станка, чтобы извлекать доски разных длин, должно иметь
наклонный транспортер-разборщик неорганизованных пачек с
большим количеством цепей
(10...
16) с упорами регулируемой иди
постоянной высоты (не более толщины тонких до сок), располагав-