Гинберг А.M. и др. Технология важнейших отраслей промышленности
Подождите немного. Документ загружается.

251
Единовременные расходы b определяют из уравнения
где C
n
— заработная плата наладчиков оборудования, I — стоимость
специальной оснастки (штампов, пресс- форм, специальных приспособлений и
инструментов), потребной для выполнения заданною количества деталей, к —
коэффициент, учитывающий срок службы оснастки и расходы на ее
эксплуатацию.
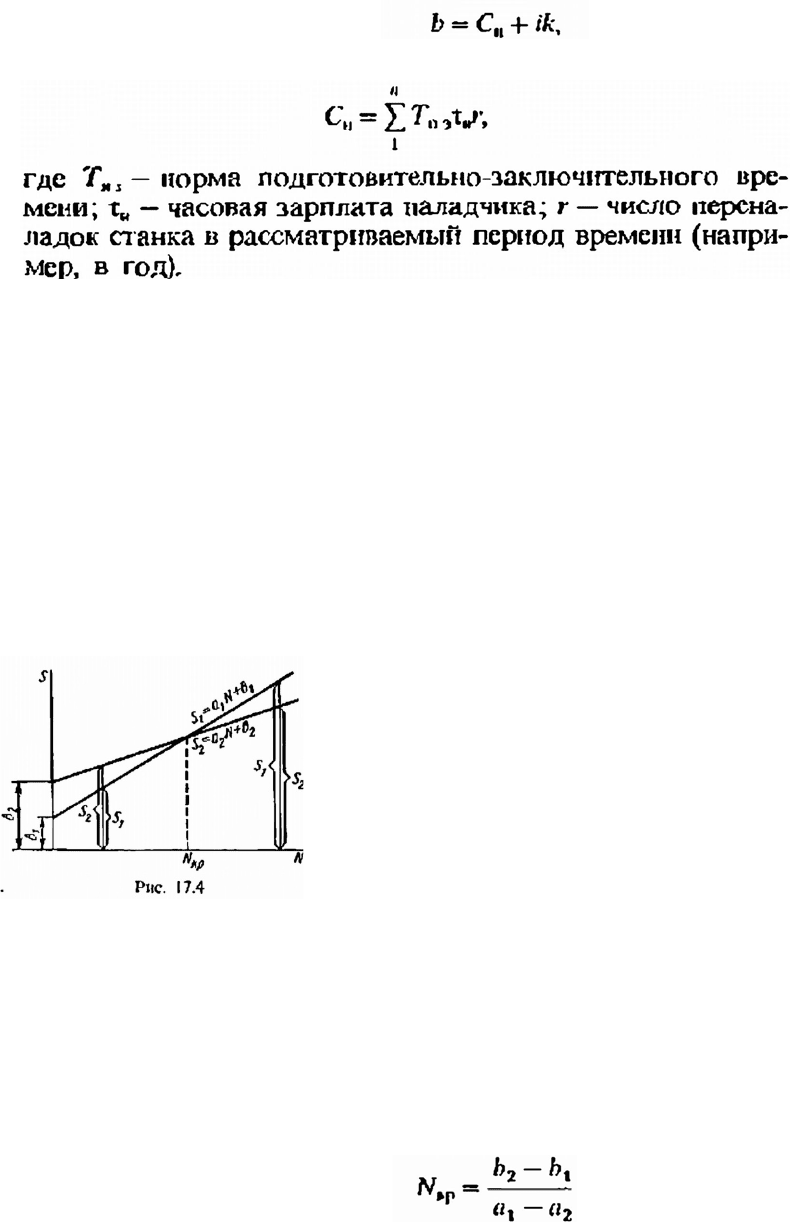
Экономическую оценку двух вариантов технологического процесса
механообработки для принятия того или другого в производство можно
осуществить, построив график (рис. 17.4) по двум уравнениям:
S
i
=a
l
N + b
1
;
S
2
= a
2
N+ b
2
При годовом выпуске N < N
kp
(N
kp
— критическая партия обрабатываемых
деталей) экономически целесообразным будет 1-й вариант, так как
S
1
< S
2
. При
годовой программе выпуска N > N
kp
целесообразно принять 2-й вариант
технологического процесса, так как
S
2
< S
1
.
Размер критической партии N
kp
находится по формуле
b
2
-b
t
При N = N
KP
оба варианта технологического процесса экономически равноценны.
IUl
252
Глава 18 Межотраслевые технологические процессы изготовления
заготовок и деталей
§ 18.1. Основы технологии литейного производства
Литье является одним из важнейших и распространенных способов
изготовления заготовок и деталей машин. Литьем получают заготовки
различных конфигураций, размеров и массы из различных металлов и сплавов:
чугуна, стали, сплавов меди, алюминия, магния и т. д. Литье наиболее простой и
дешевый, а иногда и единственный способ изготовления заготовок. Точные
методы литья позволяют получать отливки с высокой точностью размеров и
малой шероховатостью поверхностей, часто не требующие дальнейшей
механической обработки. Наряду с достоинствами литье имеет и недостатки,
основным из которых является неоднородность химического состава и низкие
механические качества получаемых отливок.
Сущность процесса литья заключается в том, что расплавленный металл
определенного химического состава заливается в заранее приготовленную
литейную форму, полость которой по своим размерам и конфигурации
соответствует форме и размерам требуемой заготовки. После остывания
заготовки или готовые детали, называемые
отливками, извлекают из форм.
Литейные формы могут быть разового и многократного применения
(постоянные или полу постоянные),
Для получения отливок высокого качества литейные сплавы должны
обладать определенными литейными свойствами: хорошей жидкотекучестью,
низкой усадкой, иметь химическую однородность структуры, низкую
температуру плавления и т. д.
Плавление металлов перед наливкой в формы выполняют на различном
оборудовании, например: чугун — в вaгpaнкax и шахтных печах; углеродистые
и легированные стали — в мартеновских и электропечах; медные сплавы — в
дуговых, индукционных и пламенных отражательных печах, а также в тиглях;
алюминиевые сплавы — в электрических и пламенных печах.
Большую часть чугунных и стальных отливок получают методом литья в
песчано-глинистые формы (до 60% общего объема). Для получения отливок с
высокой точностью, минимальными припусками на механическую обработку,
высоким классом шероховатости поверхностей и лучшей структурой металла
применяют специальные способы литья: литье в постоянные металлические
формы (кокили), центробежное литье, литье под давлением, литье но
выплавляемым моделям, литье в оболочковые формы и т. д.
Литье в песчано-глинистые формы
Литье в песчано-глинистые формы является наиболее распространенным
способом изготовления крупных отливок сложной формы. Технологический
процесс литья состоит из ряда операций: изготовления модельной оснастки,
приготовления формовочных и стержневых смесей, изготовления стержней и
формовки по модели, сушки стержней и полуформ, сборки форм, заливки
253
заранее приготовленного металла в форму, остывания отливки в форме, выбивки
отливки из формы, обрубки литников, выпоров и прибылей, удаления стержней,
очистки отливки.
Комплект модельной оснастки включает модели, подмодельные плиты,
стержневые ящики, опоки.
Модель
— приспособление для получения в песчаной форме отпечатка,
наружная конфигурация которого соответствует форме отливки. В зависимости
от масштабов и характера производства модели изготовляют из дерева,
металлических сплавов или пластмасс. В единичном и мелкосерийном
производстве применяют деревянные модели, в крупносерийном и массовом —
металлические.
Деревянные модели изготовляют из сосны, бука, ясеня. Размеры модели
устанавливают с учетом линейной усадки металла и припусков элементов
отливки, подлежащих дальнейшей механической обработке. Модели могут
быть цельными или разъемными. Во избежание порчи от соприкосновения с
влажной формовочной смесью деревянные модели окрашивают красками и
покрывают лаками.
Стержневые ящики
— это приспособления, применяемые для
изготовления стержней. Они могут быть деревянными или металлическими,
цельными или разъемными (в зависимости от форм стержней).
Металлические модели и стержневые ящики чаще всего изготовляют из
алюминиевых сплавов и чугуна. Готовая отливка (а) и элементы модельной
оснастки показаны на рис. 18.1 (б — разъемная модель,
в — разъемный
стержневой ящик,
г — стержень). Для изготовления литейной формы
необходимы также
опоки, представляющие собой металлические рамы
различной конфигурации, которые служат для уплотнения в них формовочной
смеси при изготовлении форм.
Приготовление формовочных и стержневых смесей. Качество отливки во
многом определяется свойствами и качеством формовочных и стержневых
смесей. Основными требованиями, предъявляемыми к формовочным и
стержневым смесям, являются: прочность, пластичность, огнеупорность,
газопроницаемость и т. д.
Формовочные материалы представляют собой смесь кварцевого песка и
глины с добавлением каменноугольной пыли, молотого угля, древесных
опилок, жидкого стекла, цемента, битума, пека, искусственной смолы или
других веществ. Используют также самотвердеющие смеси:
холоднотвердеющие (на воздухе) — XTC и жидкие ЖСС, включающие
минимальное количество глинистых веществ с добавлением синтетических
смол, жидкого стекла и других компонентов. Самотвердеющие смеси ускоряют
процесс формовки.
254
Приготовление формовочных и стержневых смесей состоит из ряда
технологических операций: дроблении отдельных свежих материалов,
последующей их сушки, просеивания через ста и смешивания отдельных
компонентов. Бывшая в употреблении горелая смесь сепарируется,
просеивается и добавляется к свежеприготовленной формовочной смеси.
По назначению формовочные смеси подразделяются на облицовочные,
наполнительные и единые. Облицовочные смеси соприкасаются с
расплавленным металлом и должны иметь более высокие технологические
свойства. Наполнительные
и
единые смеси состоят в основном из бывшей в
употреблении формовочной земли.
Изготовление стержней из стержневых смесей осуществляют ручным или
машинным способом. При ручном способе стержневую смесь засыпают
вручную и утрамбовывают в стержневом ящике, а изготовленный стержень
просушивают. При машинном способе изготовления стержней применяют
специальные стержневые машины, действующие по принципу встряхивания,
прессования и бросания.
Формовка
— процесс изготовления разовой литейной формы,
осуществляемый с помощью машин или вручную. Ручная формовка является
трудоемким процессом и ее применение постоянно сокращается. Более
эффективна машинная формовка, которая не только способствует повышению
производительности труда, но и облегчает условия труда, улучшает качество
литейных форм.
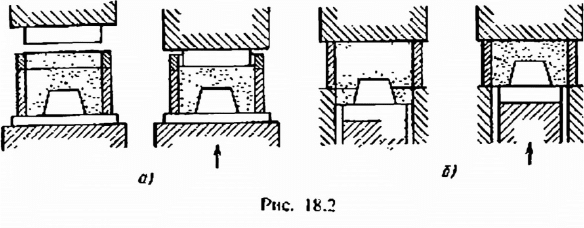
В машинах, работающих но принципу прессования (рис. 18.2, а — верхнего,
б — нижнего), формовочная смесь, засыпанная из бункера, уплотняется плитой-
колодой. Недостатком процесса прессования является неравномерность
уплотнения формовочной смеси (большую плотность получают верхние слои).
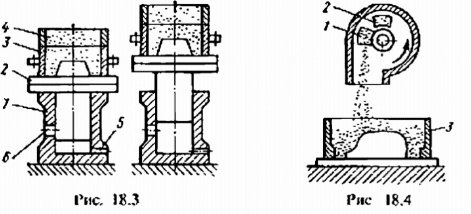
Машина, работающая по методу встряхивания (рис. 18.3), представляет
собой стол 1 с модельной доской и моделью 2, который под давлением сжатого
воздуха, поступающего через канал 5, поднимается на высоту, определяемую
местоположением выпускного канала
6. Вследствие снижения давления при
выпуске воздуха через канал 6 стол падает, и формовочная смесь 4, засыпаемая
в опоку 3, уплотняется. Наибольшую плотность получают слои, находящиеся
вблизи модели. Для более равномерного уплотнения слоев формовочной смеси
применяют встряхивающие машины с допрессовкой.
255
Применяют также формовочные машины, работающие по методу бросания
— пескометы (рис. 18.4). С помощью быстро вращающегося ковша 1
формовочная смесь, поступающая через загрузочное окно 2, выбрасывается в
опоку 3. Процесс формовки с помощью пескометов отличается высокой
производительностью и равномерным уплотнением формовочной смеси. При
машинной формовке механизируется и операция извлечения моделей из форм.
Сушку форм и стержней, изготовленных из песчано-глинистых смесей,
осуществляют в специальных устройствах (сушилах) при температуре 200 —
350°С. Это повышает прочность и увеличивает газопроницаемость форм и
стержней.
Сборка форм — одна из ответственных операций процесса литья, от которой
зависит форма и точность размеров будущей отливки
Металл заливают
в форму с помощью специальных ковшей. Формы
устанавливают на полу цеха (в единичном производстве) или на конвейерах,
рольгангах (в серийном и массовом производствах). После охлажде- ния
отливки песчано-глинистые формы разрушают. В современных литейных цехах
отливки выбивают на специальных вибрационных решетках.
Обрубку литников, выпоров и прибылей выполняют ленточными и
дисковыми пилами, а также с помощью газовой или дуговой резки
Стержни удаляют под давлением струи воды в специальных гидравлических
камерах.
Очистка отливок от формовочной смеси ведется вручную или механически
во вращающихся барабанах. В серийном и массовом производствах для очистки
отливок применяют дробеструйные и дробеметные установки, повышающие
качество и производительность очистки.
Большое значение для облегчения и экономии труда в литейном
производстве имеет комплексная механизация и автоматизация. При
комплексной механизации основные и вспомогательные операции выполняются
с помощью машин например: операции приготовления формовочных смесей,
перемещения формовочных смесей к месту формовки с помощью
транспортеров, изготовления стержней на стержневых машинах, формовки по
модели на формовочных машинах, заливки металла на конвейерных установках
и т. д.
На предприятиях, производящих литье в массовом количестве, созданы
автоматические и полуавтоматические поточные линии. Автоматизация
способствует повышению производительности литейного производства,
256
улучшению качества литья, созданию более благоприятных санитарных
условий для работающих.
Специальные способы литья
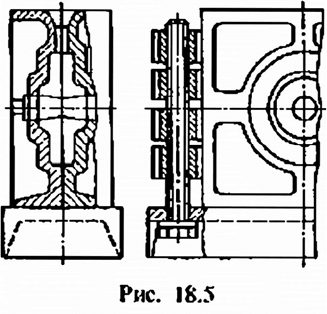
Литье в постоянные металлические формы (кокили) — один из
распространенных прогрессивных способов, которым можно получать отливки
из чугуна, стали и цветных сплавов. Кокили — литейные формы многократного
использования (5000 раз при заливке чугуна. 700 раз при заливке стали). Их
изготовляют из чугуна или стали, цельными и разъемными. Наибольшее
распространение получили разъемные кокили, состоящие из двух частей с
горизонтальной или вертикальной плоскостью разъема (рис. 18.5).
Процесс литья в кокили включает следующие операции: очистку кокиля,
нанесение на внутреннюю полость кокиля огнеупорной обмазки для
предотвращения поверхностной закалки стали и отбеливания чугуна, нагрев
кокиля до 200— 300°С, сборку полуформ, заливку расплавленного металла.
Производительность труда при литье в кокили значительно повышается при
использовании многопозиционных машин карусельного типа, на определенных
позициях которых последовательно выполняется одна из операций.
Преимуществами литья в кокили по сравнению с литьем в разовые песчано-
глинистые формы являются: получение отливок более точных размеров и форм,
мелкозернистая структура металла, обеспечение высокой производительности
труда, более низкой стоимости отливок, улучшение условий труда литейщиков
и т. д.
Недостатки метода — высокая стоимость кокилей, низкая
газопроницаемость и податливость металлической формы, приводящая к
образованию газовых раковин и трещин в отливках.
Центробежное литье — высокопроизводительный способ изготовления
отливок тел вращения с центральным отверстием — труб, втулок и др., а также
фасонного литья. Сущность литья заключается в том, что расплавленный
металл заливается во вращающуюся форму. Под действием центробежных сил
он отбрасывается к стенкам формы, затвердевает, получая плотную структуру
без усадочных раковин. Неметаллические включения собираются на внутренней
стороне отливки и удаляются при дальнейшей механической обработке.
257
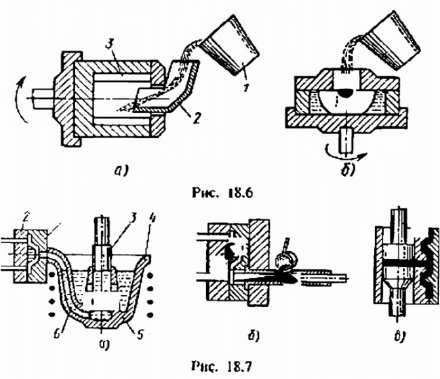
Для центробежного литья применяют два типа машин: с горизонтальной и
вертикальной осями вращения формы. В машинах с горизонтальной осью
вращения (рис. 18.6, а) металл из ковша 1 через желоб 2 заливается во
вращающуюся форму 3, где затвердевает. После охлаждения готовая отливка с
помощью специальных приспособлений извлекается из формы. Отливки
получаются точной конфигурации, с малой шероховатостью поверхностей и
имеют плотную мелкозернистую структуру металла.
Центробежным литьем получают отливки из чугуна, стали и цветных
сплавов
.
Машины с горизонтальной осью вращения применяют для изготовления
чугунных и стальных труб, втулок и других тел вращения с отверстием.
Машины с вертикальной осью вращения (рис. 18.6, б) — для получения
фасонного литья малой высоты.
Центробежное литье обеспечивает высокую производительность труда, не
требует изготовления стержней и затрат на формовочные смеси, обеспечивает
высокое качество отливок, сокращает потери от брака, улучшает условия труда
и т. д.
Литье под давлением — один из производительных и точных методов литья,
применяемый для получения отливок мелких и средних размеров из сплавов
цветных металлов (цинковых, алюминиевых, медных и магниевых). Литейную
пресс-форму изготовляют обычно из углеродистой или легированной стали
разъемной, состоящей из подвижной и неподвижной частей, образующих
полость для заливки металла.
Сущность процесса литья заключается в том, что расплавленный металл
заполняет пресс-форму 1, 2 под давлением поршня 3. После затвердевания
металла форма раскрывается и отливка извлекается (рис. 18.7, а).
Применяют поршневые машины с горячей и холодной (горизонтальной или
вертикальной) камерой прессования. Поршневые машины с горячей камерой
прессования применяют для изготовления небольших отливок из магниевых и
цинковых сплавов. Камера прессования указанных машин располагается в
обогреваемом тигле 4.
258
При движении прессующего поршня вниз определенное количество металла
через отверстие 5 поступает в металлопровод 6 и далее заполняет полость
пресс-формы (рис. 18.7, а).
Машины с холодной камерой прессования используют в основном для литья
корпусных деталей из более тугоплавких цветных сплавов: алюминиевых и
медных. В этих машинах расплавленный металл мерными дозами заливают в
камеру прессования, в которой прессующий поршень перемещается в
горизонтальной или вертикальной плоскости (рис. 18.7, б,
в). Наиболее
эффективны машины с горизонтальной холодной камерой прессования, так как
здесь снижаются гидравлические потери и отсутствуй пресс-остаток металла.
Литье в оболочковые формы — один из точных методов, применяемый в
массовом и крупносерийном производствах для изготовления фасонных
отливок из стали, алюминиевых и медных сплавов. Для получения оболочек
используют смесь кварцевого песка с термореактивной смолой, которая при 100
— 200°C расплавляется, а при дальнейшем нагреве до 200 — 250°C необратимо
затвердевает, поэтому подмодельную плиту и металлическую полумодель
нагревают до 200—250°C. Модель 1 покрывают разделительным составом
(например, силиконовой жидкостью), затем се вместе с подмодельной плитой 5
закрепляют на бункере 2, в котором находится песчано-смоляная смесь 3 (рис.
18.8, а, б). Бункер переворачивают (рис. 18.8, в), и смесь, соприкасаясь с
нагретой моделью, плавится, образуя оболочку 4 толщиной 5—15 мм (рис. 18.8,
д). При возвращении бункера в исходное положение (рис. 18.8, г) модель с
образованной оболочкой 4 снимают (рис. 18.8, г)) и просушивают в
электрической печи при тeмnepaтype 300—350°C (в течение 1—3 мин).
Отвердевшую оболочку снимают с полумодели. Так же изготовляют вторую
полуформу. Далее полуформы собирают, склеивают, при необходимости
устанавливают стержень. Полученную оболочковую форму укладывают в
опоку и засыпают песком (рис 18.8,е). Металл заливают в формы через
литниковый канал и после его охлаждения форму разрушают, а отливку
подвергают дальнейшей обработке.
Литье в оболочковые формы легко механизируется и автоматизируется.
Получили распространение одно-, двух- и четырехпозиционные машины с
полуавтоматическим или автоматическим управлением.
Литье в оболочковые формы обеспечивает высокую точность размеров
отливок (до 12—13-го квалитетов точности), малую шероховатость
поверхностей, высококачественную структуру металла, снижение брака литья,
высокую производительность труда, снижение затрат на последующую
механическую обработку (в некоторых случаях механическая обработка вообще
не требуется) и т. д.
Литье но выплавляемым моделям, являющееся одним из древнейших
методов художественного и производственного литья, получило в последние
годы большое распространение в промышленности. Это объясняется высокой
точностью получаемых отливок. Однако сложность и высокая трудоемкость
технологического процесса, высокая стоимость отливок заставляют применять
259
этот способ лишь для изготовления отливок особо сложной формы или из
труднообрабатываемых легированных сталей и твердых сплавов в массовом или
крупносерийном производствах.
Литье по выплавляемым моделям включает следующие этапы. Сначала
изготовляется модель-эталон отливки из легкообрабатываемого сплава
(алюминиевого или медного). По металлическому эталону изготовляют пресс-
форму, в которой прессуют модель из легкоплавких материалов (парафина,
стеарина, полистирола, цезерина, воска и др.). Такую модель покрывают
огнеупорным составом — керамической суспензией и кварцевым песком, а
затем просушивают при 150 —200°С. Эту операцию повторяют многократно
для получения более прочной формы. При этом расплавленный материал
вытекает из формы. Полученную огнеупорную литейную форму прокаливают в
печи при 800—850°C. Далее форму устанавливают в опоку с песком иди другим
наполнительным материалом и подвергают обжигу, после которого форма
готова к заливке металла. Очистку отливки от остатков керамического
покрытия осуществляют выщелачиванием с последующей ее промывкой в
горячей воде.
При изготовлении мелких и средних деталей целесообразно изготовлять
модельные блоки (на рис 18.9, а — блок моделей, б —блок, покрытый слоем
огнеупорного материала,
в — заформованный блок моделей), состоящие из
нескольких моделей, связанных литниковой системой.
Для определения эффективности применения любого метода литья
необходимо проводить технико-экономический анализ, учитывающий все
производственные факторы.
Одним из недостатков процесса литья является относительно большой
процент брака. Наиболее характерными дефектами литья являются: трещины,
раковины (воздушные, газовые, шлаковые), ликвация — неоднородность
химическою состава сплавов, возникающая при их кристаллизации, заливы,
недоливы, перекосы, коробление и пр.
Для снижения брака в литейном производстве необходимо проводить
контроль на всех стадиях технологического процесса литья. а исправимые
дефекты и пороки литья (например, открытые раковины, наружные трещины)
целесообразно исправлять: заваривать, заделывать пробками и др.
§ 18.2. Основы технологии производства заготовок методами пластической
деформации
Методами пластической деформации получают заготовки (детали) из стали,
цветных металлов и их сплавов, пластмасс, резины, древесных пластиков,
многих керамических материалов, стекла, химических волокон и др. Широкое
распространение методов пластической деформации обусловливается их
высокой производительностью и обеспечением высокого качества изделий.
Наряду с традиционными методами (прокатка, волочение. ковка и др.)
применяются новейшие методы (обработка металлов давлением с наложением
260
ультразвука, листовая штамповка с использованием взрыва и др.).
Отечественной науке принадлежит приоритет создания электрогидравлической
штамповки.
Важной задачей технологии является получение заготовок,
приближающихся по форме и размерам к готовым деталям. Заготовки,
получаемые методами пластической деформации, имеют минимальные
припуски на механическую обработку, а иногда не требуют такой обработки.
На формообразование заготовок из конструкционных материалов влияет
пластичность материалов, т. е. способность твердых тел изменять форму иод
воздействием внешних сил не разрушаясь и сохранять полученную форму после
прекращения действия силы. Природная пластичность различных материалов
неодинакова. Одни материалы обладают высокой пластичностью в холодном
состоянии и могут изменять свою форму без предварительного нагрева. Другие
для повышения пластичности нагревают и подвергают пластической
деформации в горячем состоянии. Правильный выбор температурного режима
при формообразовании методами пластической деформации определяет
качество заготовки или изделия. Пластичность зависит также от структуры и
химического состава материала.
Для нагрева заготовок применяют нагревательные печи и
электронагревательные ycтройства. По роду источника теплоты печи делятся на
пламенные и электрические. По характеру работы пламенные печи делятся на
камерные и методические, по методу работы — на периодические
(нагревательные колодцы, камерные пламенные печи) и непрерывные
(методические, кольцевые, карусельные и др.), по технологическому признаку
— на печи обыкновенного, безокнслительного и малоокислительного нагрева.
Наибольшее распространение получили камерные пламенные печи с
рекуператором, методические печи, нагревательные колодцы и электрические
печи.
В камерных пламенных печах с рекуператором КПД выше, чем в печах
без рекуператоров, так как воздух для горения топлива (жидкого,
газообразного) подогревается, проходя по каналам, омываемым отходящими
газами.
В методических печах заготовки, поступающие в печь, постепенно
передвигаются вдоль пода печи навстречу продуктам горения.
Нагревательные колодцы, отапливаемые обычно доменным или коксовым газом,
применяют для нагрева больших слитков (в прокатном производстве), которые
опускают в отверстие свода, находящееся на уровне рабочей площадки цеха.
Извлекают их из колодцев с помощью кранов с клещевым захватом.
Электрические печи обеспечивают более качественный нагрев, так как здесь
заготовки не соприкасаются с продуктами горения, как в пламенных печах, и
потери металла от окисления в 4—5 раз меньше, чем в пламенных печах.
Продолжительность нагрева в электропечах по сравнению с нагревом в
пламенных сокращается в 8—10 раз.