Галашов Н.Н., Репин Ф.Ф., Леснов Ю.П. Монтаж судового оборудования
Подождите немного. Документ загружается.


41
Состав пластмассы марки ЖМ 250
Эпоксидная смола ЭД –5 ........10,0 вес. частей
Железный порошок .................25 вес. частей
Полиэтиленполиамин..............1,5 вес. частей
Дибутилфтолат.........................1,5 вес. частей
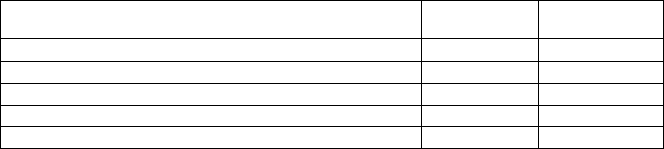
Таблица 4 – Физико-механические свойства пластмасс
Марка
Предел
прочности,
МПа
Плотность,
г/см
3
Линейная
усадка, %
Время до начала отвердевания,
час (при температуре 20°С)
ФМВ 90 – 140 1,42 0,30 1,0
ЖМ 250 50 – 90 2,34 0,10 2,0
ЖМ 150ПК 50 – 100 1,57 0,10 1,0
При установке судового оборудования на подкладках из полимерного
материала не требуется обработки фундаментов (только зачистка), поэто-
му фундамент изготавливают без платиков. Учитывая возможную усадку
полимерного материала, центровку необходимо выполнять с поднятием
механизма по высоте на 0,3-0,5 мм.
Для композитных подкладок рекомендуются полимерные материалы
составов № 1 и № 2:
Состав № 1 – эпоксидная смола
(К-153).............. 100 вес. частей
и полиэтиленполиамин..................... 12 вес. частей
Состав № 2 – эпоксидная смола (К-153).............. 100 вес. частей
и полиэтиленполиамин..................... 25 вес. частей.
Поверхность платика необходимо очистить от окалины и ржавчины,
шероховатость Rz = 80 мкм (без обработки).
Недостатком подкладок из полимерных материалов является старение
полимера со временем, его усадка и разрушение.
Более надежны подкладки, изготовленные из
металла: подгоняемые
клинья, наборные, сферические и регулируемые.
При креплении на жестких подкладках отклонение опорной поверх-
ности от плоскостности не должно превышать 0,05-0,1 мм на 1 м длины;
шероховатость Rz = 40 мкм; уклон опорной поверхности платиков 1:150.
При креплении на композитных подкладках и на полимерных материа-
лах отклонение от плоскостности и шероховатости не регламентируется.
Для прилегания
гаек крепежных болтов верхняя поверхность лап ме-
ханизма должна быть подрезана на глубину не более 10% от толщины
лапы, с шероховатостью Rz = 40 мкм.
42
4.4.1 Требования по изготовлению и установке подкладок
Материал клиньев – сталь Ст. 3, Ст. 3 сп и др. по ГОСТ 380-71 и
ГОСТ 5521-76.
Размеры подкладок по ширине – не менее 3,5 диаметра болта (форма –
прямоугольная, квадратная, круглая). Размеры по высоте определяются по
результатам замеров зазоров между платиками фундамента и опорной
поверхностью механизма после центровки и закрепления на
отжимных
болтах. Замеры делаются в 3-4 точках с точностью ±0,05 мм.
Заготовки клиньев с припуском на обработку направляются для сня-
тия припуска на станке. Для шабрения остается припуск +0,1 мм.
Регулируемые подкладки изготавливают с уклоном 1:20.
Минимальная высота “b” в стальных подкладках при ширине, мм:
до 63 ......................b =3 мм;
63-120 ....................b = 5 мм;
120-175 ..................b = 8 мм;
свыше 175 .............
b = 10 мм;
Шероховатость поверхности клиньев Rz, мкм:
40 – для выравнивающих подкладок;
20 – для остальных.
После пригонки подкладок в соединениях с полкой фундамента и ла-
пой механизма допускается зазор не более, мм:
0,06-0,10 – для жестких клиньев;
0,3-0,5 – для выравнивающих подкладок и резино-металлических
амортизаторов.
Контроль выполняется щупом; пластинка щупа не должна проходить
на 0,66 периметра
соединения. Для предотвращения сдвига подкладок
допускается прихватка их к фундаменту электросваркой, суммарная дли-
на шва 20-30 мм с катетом 3 мм.
Крепежные болты заводятся со стороны фундамента, резьба должна
быть смазана солидолом УС-1 по ГОСТ 1033-79.
При определении размеров подкладок следует учесть допускаемые
удельные давления на подкладку. Для стальных металлических подкладок
допускаемое давление
не должно превышать 40 МПа, для полимерных
20 МПа, для подкладок из легких сплавов 20 МПа.
Во избежание адгезии и для осуществления демонтажа опорные по-
верхности под полимерные материалы смазывают солидолом или другим
материалом, имеющим антиадгезионные свойства (состав марки К-17).
Пластмасса для заливки изготавливается в специальных устройствах-
смесителях непосредственно перед заливкой.
Заливка выполняется
через отверстия в лапах механизма шприцами
при подогреве пластмассы до 50° (в жидком состоянии). Для ограничения
43
разлива пластмассы в зазоре между лапами механизма и фундаментом
устанавливают раздвижные формы.
Физико-механические свойства пластмассы ФМВ после затвердения –
предел прочности при сжатии 88,3 МПа, усадка 0,2-0,4%;
Пластмасса хорошо сопротивляется воздействию масел, бензина, во-
ды, является ударостойким материалом. Гарантированный срок работы в
соединениях – не менее 20 лет.
Температурный интервал эксплуатации от –60° до +60°
С.
Время отверждения при температуре окружающего воздуха до 16°С
не менее 72 часов, при температуре свыше 16°С – не менее 24 часов.
После установки подкладок выполняется сверление отверстий и для
призонных болтов сверление и развертывание. Эти операции выполняют-
ся переносными сверлильными машинками или станками [4, 5].
4.4.2 Резинометаллические компенсирующие звенья
Резинометаллические компенсирующие звенья (амортизаторы)
при-
меняют в узлах крепления для звукоизолирующей и противоударной за-
щиты механизмов. В конструкции амортизаторов содержатся упругие
резиновые элементы, поглощающие вибрации механизма.
Наибольшее распространение получили амортизаторы типа АКСС
(амортизатор корабельный сварной со страховкой) и пластинчатые амор-
тизаторы (рисунок 15).
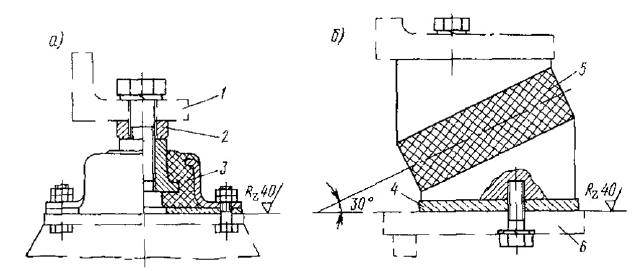
Рисунок 15 – Узлы амортизационного крепления:
а – амортизатор АКСС;
б – амортизатор пластинчатый наклонный.
1 – лапа механизма; 2 – выравнивающая шайба; 3 – резина;
4 – платик на фундаменте; 5 – резина
44
Для регулирования амортизаторов по высоте у амортизаторов преду-
смотрены выравнивающие шайбы 2 или подкладки 4, которые должны
плотно прилегать к лапе 1 механизма или полке фундамента 4. Щуп тол-
щиной 0,1 мм не должен проходить в стыках.
Амортизаторы типа АКСС (рисунок 15-а) рассчитаны на небольшие
нагрузки (от 0,1 до 4,0 кН).
Пластинчатые амортизаторы (рисунок 15-б) применяют для больших
нагрузок(5,0-22 кН).
4.5 Крепление оборудования на фундаменте
Крепление оборудования обычно выполняется с помощью болтов, ко-
торые могут быть проходными, с зазором в отверстии 0,5-2,0 мм и при-
зонными, с натягом 10-15 мкм. Призонные болты служат дополнительным
средством для поддержания неподвижности механизма при действии
сдвигающих нагрузок в плоскости крепления.
Отверстия под призонные болты
должны быть изготовлены по 7 ква-
литету и иметь шероховатость Rz ≤ 20 мкм по ГОСТ 1789-73.
Стержень призонного болта изготавливают на станке индивидуально
по фактическому диаметру развернутого отверстия, увеличенного на ве-
личину натяга. Для выполнения установки призонных болтов в отверстие,
применяют их охлаждение в жидком азоте до температуры –190°C.
Непосредственное крепление механизма
фундаментными болтами
выполняют, затягивая гайки равномерно по диагонали одинаковым уси-
лием, которое контролируется по крутящему моменту, по углу поворота
гайки, удлинению болта, измерением и в наиболее ответственных случаях
с применением тензодатчиков.
Ориентировочная стойкость и точность способов затяжек представле-
ны в таблице 5.
Таблица 5 – Точность и относительная стоимость
способов затяжки крепежных болтов
Способ затяжки
Погрешность,
%
Относительная
стоимость
Вручную
±35
1,0
По крутящему моменту (тарированным ключом) ±25 1,5
По углу поворота гайки ±15 3,0
По удлинению болта (измерением длины стержня) ±5 15,0
Тензометрированием ±1 20,0
В судостроении и судоремонте наиболее широко получил способ за-
тяжки по крутящему моменту, с применением тарированного ключа.
Момент затяжки рекомендуется определять по формуле:
45
3
внтзат
dkM ⋅⋅=
σ
, кг⋅см
где k – коэффициент, зависящий от материала болта: k = 0,1 – для
легированных сталей; k = 0,13 – для углеродистых сталей;
σ
т
– предел текучести для материала болта, кг/см
2
;
d
вн
– внутренний диаметр резьбы, см.
Затягивание не должно вызывать в болте напряжение более 0,8 от
предела текучести материала.
Крепежные болты должны быть надежно зафиксированы от самоот-
винчивания одним из методов: с помощью контргайки, шплинтованием,
специальными шайбами (пружинными, с фиксатором) и другими.
4.6 Контроль качества монтажа
Качество монтажа определяется правильным расположением обору-
дования
на судне и отсутствием деформаций механизмов, которые нару-
шают требования их сборки. Деформации особенно трудно избежать в
случае недостаточно жестких механизмов: дизелей, турбогенераторов
большой мощности, редукторов и др.
Различают контроль монтажа без разборки механизмов и с их разборкой.
4.6.1 Контроль качества монтажа без разборки
Контроль осуществляется фиксацией нагрузок от силы
тяжести меха-
низма на его опорный фланец. Метод основан на следующем: вначале на-
ходят стендовые значения нагрузок. Для этого на заводе-изготовителе на-
ходят нагрузки в узлах крепления на стенде с использованием специальных
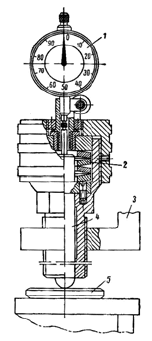
динамометров (рисунок 16). Значения нагрузок заносят в формуляр.
Рисунок 16 – Динамометр для
измерения нагрузок
1 – манометр, оттарированый на нагрузки, кг;
2 – пружина тарельчатая;
3 – лапа механизма;
4 – опорный шток динамометра;
5 – опорная шайба
46
При монтаже на судовом фундаменте механизм после центровки на
отжимных болтах устанавливают на динамометрах. Динамометры закреп-
ляются в отверстиях, для крепежных болтов и, действуя ими как отжим-
ными болтами, регулируют нагрузки, добиваясь их совпадения с форму-
лярными значениями. Отклонение монтажных нагрузок от формулярных
не должно превышать ±5%. Только после выполнения этих операций
ус-
танавливаются подкладки и крепятся болты. При отсутствии контроля
нагрузок, механизмы следует вскрывать и проверять соосность валов,
контакты зубчатых зацеплений и другие параметры. При этом возможны
дополнительные слесарно-пригоночные работы.
Количество динамометров выбирают из условия, чтобы нагрузка на
каждый из них была не менее 5,0 кН. Они должны быть расставлены по
периметру лап механизма таким образом, чтобы исключать местные де-
формации агрегата.
4.6.2 Контроль качества монтажа с разборкой агрегата
При разборке применяют следующие методы:
1) контроль соосности валов по изломам и смещениям (раздел 4.3.1.2),
2) контроль зубчатых зацеплений по качеству зацепления и другим
параметрам (рисунок 17.1)
3) контроль прямолинейности коленчатого вала по раскепам (рисунок 17.2).
4) контроль
сопряжений шейки вала и подшипника скольжения.
Метод применяется при монтаже дизелей и компрессоров, при этом
контролируются раскепы коленчатого вала, которые определяются как
разность расстояний между щеками кривошипов при диаметральных про-
тивоположных положениях кривошипа.
Допустимый раскеп коленчатого вала Т определяют по номограммам
или по формуле, мм:
SТ
⋅
≤
0001,0 ,
где S – ход поршня, мм.
Качество сопряжения в подшипниках определяется зазорами, щупом
или по свинцовым выжимкам, как показано на рисунке 18, а также по
прилеганию на краску.
Радиальный зазор r
в
в подшипниках скольжения для надежного охла-
ждения маслом при вращении вала определяется по формуле:
(
)
шв
dr 0025,0001,0 K
=
,
где d
ш
– диаметр шейки вала, мм.
Плотность прилегания при контроле на краску определяется количест-
вом пятен в количестве 5-6 на квадрат со стороной 25 мм. Пятна должны
равномерно распределятся на опорной поверхности антифрикционного
сплава. При необходимости подшипник шабрят до достижения качествен-
ного прилегания.
Зазоры в подшипниках регулируют установкой прокладок в стыках
вкладышей.
47
а) б)
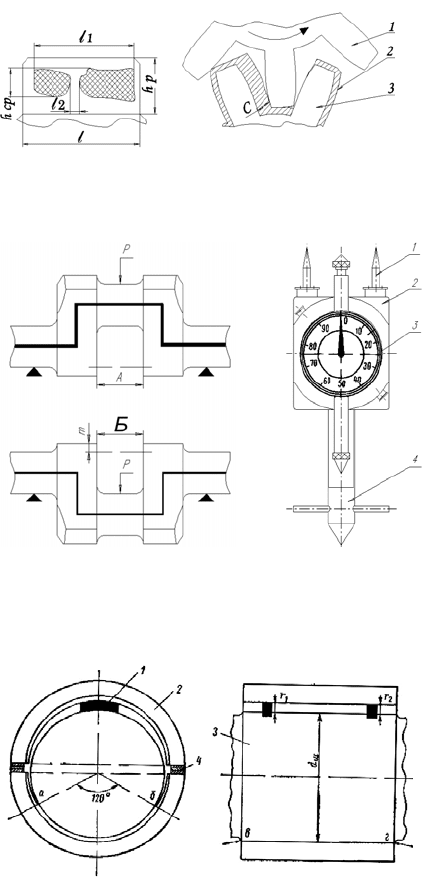
Рисунок 17.1 – Контроль
зубьев: а – по пятну
контакта; б – по величине
зазора «C»
1 и 3 – зубья шестерен;
2 – величины зазоров
l – длина зуба; l
1
и l
2
–
размеры пятен касания
а) б)
Рисунок 17.2 –
Контроль коленчатого
вала по раскепам.
Измерение
прямолинейности
коленчатого вала
а – схема измерений;
б – приспособление
для определения
раскепов;
А и Б – места
установки
приспособления;
1 и 4 – ножки штатива;
2 – корпус
приспособления;
3 – микрометрическая
головка
Рисунок 18 – Проверка
качества сопряжения
шейки вала и подшипника
скольжения по свинцовым
вытяжкам:
1 – свинцовая проволока;
2 – верхняя крышка
подшипника; 3 – шейка
коленчатого вала; 4 –
прокладки в стыках
подшипников, для
регулирования зазора;
r
1
и r
2
– толщины
расплющенной проволоки,
по которым определяют
средний масляный зазор
48
5 ТЕХНОЛОГИЯ МОНТАЖА СУДОВЫХ
МЕХАНИЗМОВ
5.1 Монтаж главных двигателей
В судостроительном производстве главный двигатель, как механизм,
имеющий значительную массу, устанавливают на судно до монтажа вало-
провода. И только после монтажа главных двигателей, по оси их коленча-
тых валов прицентровываются валопроводы.
Последовательность монтажа главных двигателей на фундамент со-
стоит из следующих основных операций:
подготовительные работы;
нахождение
баз;
транспортировка двигателей на судно и предварительная установка на
фундаменте;
центровка двигателей по базам;
изготовление и установка подкладок;
сверление отверстий и закрепление двигателей на фундаменте;
контроль качества монтажа.
Отдельные вопросы монтажных работ изложены в специальной лите-
ратуре и стандартах [1, 3, 6, 13, 23].
Ниже приводиться описание основных технологических операций.
5.1.1 Подготовительные работы
К началу монтажа
корпус судна должен быть окончательно сформиро-
ван на стапеле, закончены сварочные работы и гидравлические испытания
корпуса, погружены сосредоточенные грузы, корпус должен быть выверен
на стапеле, где он установлен на кильблоках или стойках. В период мон-
тажных работ корпус ежедневно контролируют по крену и дифференту.
5.1.2 Базирование
Общей базой при монтаже
дизелей служит теоретическая ось вало-
провода. Она представляется плазовыми точками (мишенями на шергене
и на одной из переборок или в отверстиях дейдвуда) и разметочными рис-
ками на фундаменте. По теоретической оси валопровода выполняют рабо-
ты по механической обработке платиков фундаментов двигателя и опор
валопровода.
5.1.3 Транспортировка двигателя на судно и
предварительная
установка на фундаменте
Двигатель в корпус судна перемещается краном соответствующей
грузоподъемности с закреплением с помощью специальных балок, обес-
49
печивающих равномерное распределение нагрузок. Двигатель устанавли-
вается по рискам на фундаменте вначале на деревянных брусьях, затем
переносится на отжимные болты.
5.1.4 Центровка двигателя
Центровка выполняется оптическим способом. С этой целью на флан-
це коленчатого вала закрепляется специальный кронштейн с оптической
трубой. Оптическая труба прицентровывается по оси коленчатого вала и
затем двигатель
за счет перемещения отжимными болтами или другими
приспособлениями (рисунки 23 и 24) прицентровывается по теоретиче-
ской оси валопровода (рисунки 10, 11).
5.1.5 Установка подкладок
Для установки подкладок выполняются замеры между опорами (ла-
пами двигателя и фундаментом) по высоте (по 4 точки на каждую под-
кладку). Подкладки заказываются индивидуально на каждое место с при-
пуском на
пригонку (не менее 0,1 мм). Затем производится пригонка при-
пиловкой и шабрением. Щуп толщиной 0,05 м не должен проходить меж-
ду лапой двигателя или платиком и подкладкой.
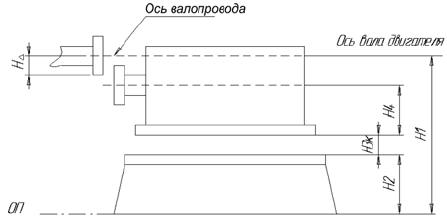
Номинальную толщину компенсирующих подкладки вычисляют, ис-
пользуя уравнение размерной цепи (рисунок 19.1):
(
)
∆
+
+
−
=
ННННH
к 4213
,
где Н
3к
– толщина компенсирующей подкладки;
Н
1
– расстояние от основной плоскости ОП судна до оси вало-
провода;
Н
2
– расстояние от ОП до опорной поверхности фундамента;
Н
4
– расстояние от опорной поверхности остова до оси коленча-
того вала двигателя;
Н
∆
– допускаемая расцентровка двигателя и валопровода.
Рисунок 19.1 – Схема для расчета размерной цепи
главного двигателя
50
Практика показывает, что достигнутая на стапеле соосность дизеля с
валопроводом не сохраняется; после спуска судна в воду наблюдается
деформация корпуса и нарушается соосность дизеля с валопроводом. По
этой причине на стапеле выполняют предварительный монтаж на полови-
не всех клиньев с ужесточением допусков вдвое по сравнению с требуе-
мыми (таблица 6).
Таблица 6 – Допускаемая несоосность при центровке главных двигателей
Тип соединительной муфты
упругая
жесткая фланце-
вая
подвижная зуб-
чатая
с резиновыми
вкладышами
шинно-
пневматическая
Место изме-
рения соос-
ности валов
δ, мм
φ, мм/м
δ, мм ϕ, мм/м δ, мм
ϕ,
мм/м
δ, мм
ϕ,
мм/м
На стапеле 0,05 0,05 0,05 0,1 0,1 0,15 0,6 0,7
На плаву 0,10 0,15 0,15 0,2 0,2 0,30 1,2 1,4
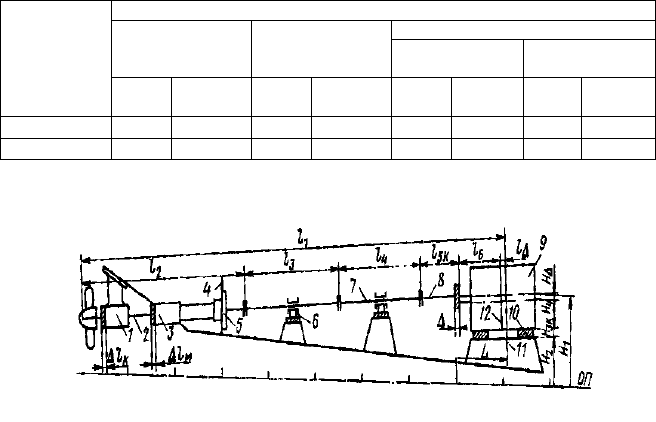
Рисунок 19.2 – Размерные цепи главного двигателя и валопровода:
1 – кронштейн; 2 – гребной вал; 3 – дейдвудная труба;
4 – ахтерпиковая переборка; 5 – приварыш; 6 – подшипник валопровода;
7 – промежуточный вал; 8 – вал-проставыш с носовым фланцем
(припуск для подрезки ∆); 9 – двигатель
Окончательную центровку дизеля по валопроводу выполняют после
спуска судна в воду.
Одновременно с центровкой двигателей необходимо с помощью ди-
намометров проверить нагрузки на опоры, добиваясь их совпадения со
стендовыми значениями по паспортным данным. Для компенсации откло-
нения положения двигателя по длине судна в составе валопровода преду-
смотрено специальное звено в
виде вала-проставыша 8 носовой фланец
которого имеет припуск ∆ = 30-50 мм. Припуск после уточнения длины
вала подрезают при монтаже. Аналогично производится подрезка припус-
ков предусмотренных на кронштейне ∆l
к
и на мортире ∆l
м
(рисунок 19.2).