Фафурин В.А., Терюшов И.Н. Автоматизация технологических процессов и производств
Подождите немного. Документ загружается.

τJτ
00
,
где ∆τ - величина, определяемая по формуле (69).
2.6.Проводим аналогичные расчеты
0
и при других значениях
величин
2
maxx
i
σ
и
2
измx
i
σ
, изменяющихся в пределах (67) и (68) с
любым удобным для расчетов шагом: var (∆
2
maxx
i
σ
) при
2
измx
i
σ
=соnst
и var (
2
измx
i
) при
2
maxx
i
σ
= const .
2.7. Результаты расчетов представляем в виде графиков
τ
0
σ
2
x
i max
τ
0
σ
2
x
i изм
и делаем выводы о влиянии величин
2
maxx
i
σ
и
2
измx
i
σ
на период
опроса датчика
0
. Результаты необходимо объяснить.
Задача 2. Фильтрация измеряемых величин от помех. Выбор и
расчет фильтров.
Исходные данные:
1. Параметры случайного процесса и искажающий полезный
сигнал помехи:
1.1. Дисперсия случайного процесса
2
хх
σD
.
1.2. Коэффициент экспоненты, аппроксимирующей
корреляционную функцию случайного процесса, α.
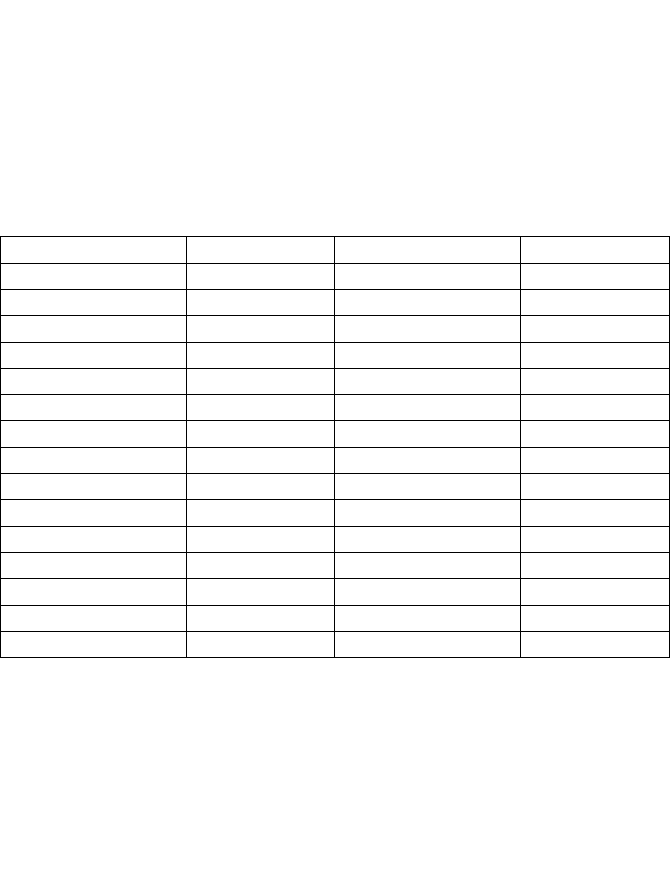
1.3. Параметры помехи k и m (см. таблицу 1.3).
2. Период опроса датчика
0
.
Требуется:
Выбрать тип фильтра и рассчитать его настроечный параметр n
или γ, обеспечивающий минимальную погрешность фильтрации при
заданных параметрах помехи k и m.
Таблица 1.3
k m k m
0,40 6,0 2,05 6,0
1,25 8,0 2,60 5,5
0,60 5,0 3,50 8,0
0,50 2,5 1,25 6,0
1,20 6,5 0,95 7,4
0,90 7,0 1,50 5,6
1,50 5,0 2,42 6,5
2,05 4,5 1,75 7,2
1,60 8,6 1,90 5,4
2,10 3,0 2,05 8,3
1,42 4,0 1,95 7,4
3,05 5,0 0,46 6,2
2,56 7,0 0,65 5,4
1,65 6,2 2,15 7,6
2,04 5,6 1,20 6,3
Порядок расчета
1. По полученной корреляционной функции при расчете периода
опроса датчика
0
определяем дисперсию D
x
случайного процесса
и коэффициент α экспоненты, аппроксимирующей эту
корреляционную функцию.
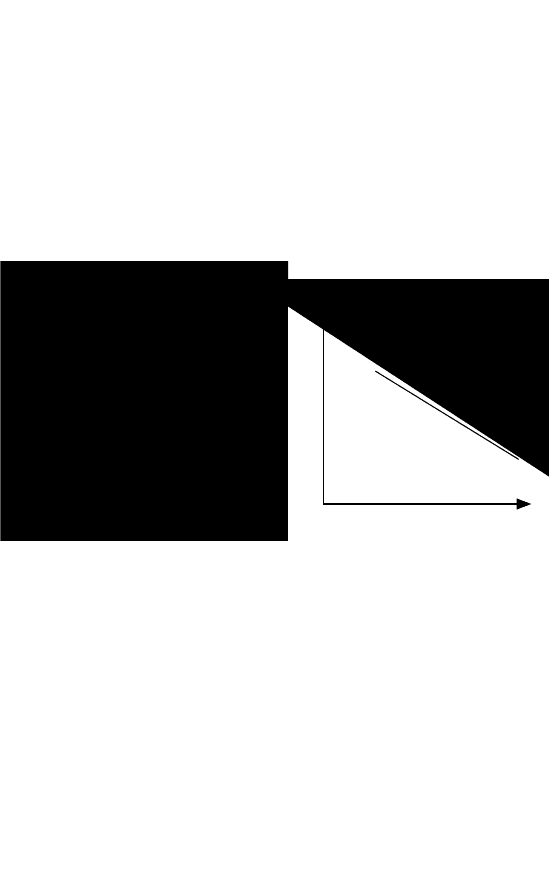
Дисперсию D
x
определяем как значение корреляционной
функции при
= 0 (см. рис.1.8).

Для определения коэффициента α аппроксимируем исходную
корреляционную функцию экспонентой. С этой целью проводим
следующие построения:
- на графике корреляционной функции находим точку перегиба,
т.е. точку максимальной скорости спада корреляционной функции, где
значение производной
max
τd
τdK
x
.
На графике, приведенном на рис.1.8, это будет точка А:
- проводим касательную ab в этой точке и находим постоянную
времени T экспоненты, аппроксимирующей исходную
корреляционную функцию*;
- находим коэффициент экспоненты α по формуле
Т
α
1
,
1
минс
.
2. По диаграмме k(m), приведенной на рис.1.3, выбираем тип
фильтра** (скользящего среднего или экспоненциального
сглаживания), обеспечивающий требуемое качество фильтрации при
заданных параметрах помехи K и m.
3. Определяем параметры настройки выбранного типа фильтра.
Для фильтра скользящего среднего параметром настройки будет
величина n - число ординат усреднения случайного процесса.
Значение n обычно ищут на интервале 2 ≤ n ≤ 10 с шагом ∆n = 1.
Для фильтра экспоненциального сглаживания параметром
настройки будет величина γ- коэффициент экспоненциального
сглаживания. Значение γ ищут на интервале 0 < γ < 1 с шагом ∆γ =
0,05 (0,1).
Программы расчета оптимальных настроечных параметров
фильтров скользящего среднего и экспоненциального сглаживания
приведены ниже.
____________________________________________________________
*Нахождение точки перегиба А и проведение касательной ab можно
осуществить с достаточно высокой точностью, используя метод нормалей,
описанный в книге О.Б.Власова-Власюка «Экспериментальные методы в
автоматике». М.; Машиностроение. 1989. 412 с.
**Так как задачи фильтрации в АСУТП решаются программным
путем, то выбирать следует дискретные варианты фильтров.
Задача 3. Проверка исходной информации на достоверность и
коррекция результатов измерений.
Исходные данные:
1. Объект автоматизации, контролируемые параметры и схема
автоматизации контроля этих параметров.
2. Уравнение связи между измеряемыми параметрами
(материального или теплового и др.).
3. Измеренные значения параметров контроля.
4. Допустимые погрешности выполнения уравнений связи
(соблюдения материального, теплового балансов и др.).
5. Допустимые погрешности измерения параметров.
Весовые коэффициенты P
i
, позволяющие учесть различия в
классах точности измерительной аппаратуры (среднеквадратичные
погрешности измерения).
В нашей работе методику выявления метрологических отказов и
коррекции результатов измерений рассмотрим на примере
технологической системы, приведённой на рис.1.9, в которой
контролируются расходы четырёх потоков – трёх индивидуальных
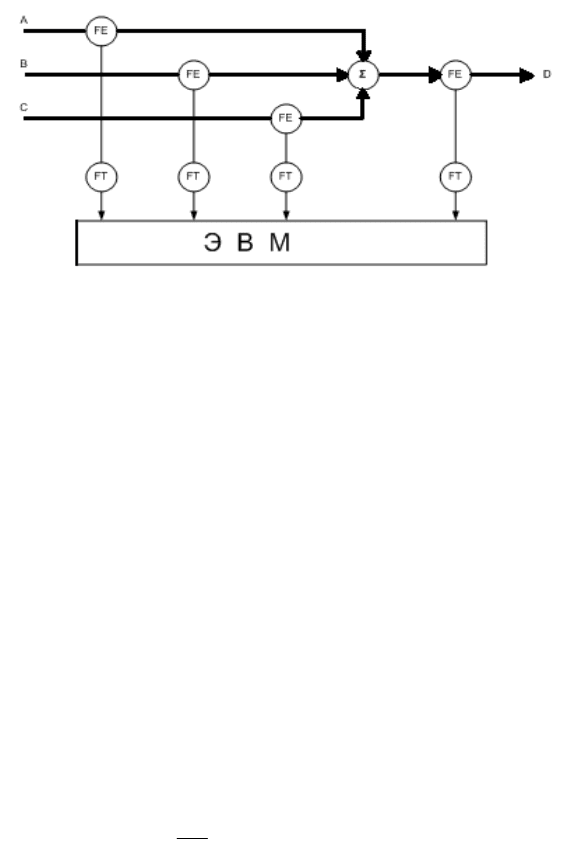
Рис.1.9. Схема автоматизации контроля расходов
технологических потоков: FE, FT датчики расхода; ∑ - сливной
коллектор
F
A
, F
B
и
F
C
и суммарного (коллекторного) потока F
D
,
связанных между собой согласно технологической схеме уравнением
материального баланса
F
A
+ F
B
+
F
C
= F
D
(70)
Указанные расходы контролируются соответствующими
расходомерами, информация с которых подается на ЭВМ, где
вычисляются скорректированные значения расходов потоков А, В и С
и проверяется условие соблюдения материального баланса (70). В
случае его несоблюдения компьютер по предлагаемой в этой работе
методике вычисляет погрешности измерения расходов F
A
, F
B
,
F
C
и
F
D
и корректирует их значения с целью сведения материального
баланса (70).
Требуется
1. Проверить условие соблюдения материального баланса (70).
2. В случае его невыполнения рассчитать оценки погрешностей
расходомеров ∆F
i ,
4,1i
и осуществить коррекцию их показаний с
целью сведения материального баланса (70).
Коррекцию показаний расходомеров осуществить по формуле

x
i
= x
i
- ∆x
i
,
(71)
где x
i
– измеренные значения расходов,
4,1i
;
∆x
i
- погрешности
измерения; x
i
- скорректированные значения расходов.
Порядок расчета
Исходные данные для расчета (по вариантам) и порядок расчета
погрешностей измерения ∆x
i
с коррекцией результатов измерений
приведены в методическом пособии [3], которое необходимо
использовать при выполнении этой работы.
Расчеты погрешностей ∆x
i
выполнить с использованием
микрокалькулятора. Проверку расчетов осуществить с
использованием компьютерной программы «DIAGNOSTICA»,
приведенной в приложении 1.
В этой программе X(i) ,
4,1i
- измеренные значения
расходов; ℓ - допустимая погрешность выполнения уравнения
материального баланса (70); dX(i) - допустимые погрешности
измерения; sigma (i) - среднеквадратичные погрешности измерения;
sx - погрешность выполнения уравнения связи (70) согласно
исходным данным по расходу потоков A,B,C,D; sdx - алгебраическая
сумма искомых погрешностей измерения; K - искомая константа; P(i)
- весовые коэффициенты;
iР
А
1
; i – число измерительных каналов.
Задача 4. Коррекция показаний датчиков при отклонении
условий измерения от расчетных (градуировочных).
4.1 Расходомеры переменного перепада давления
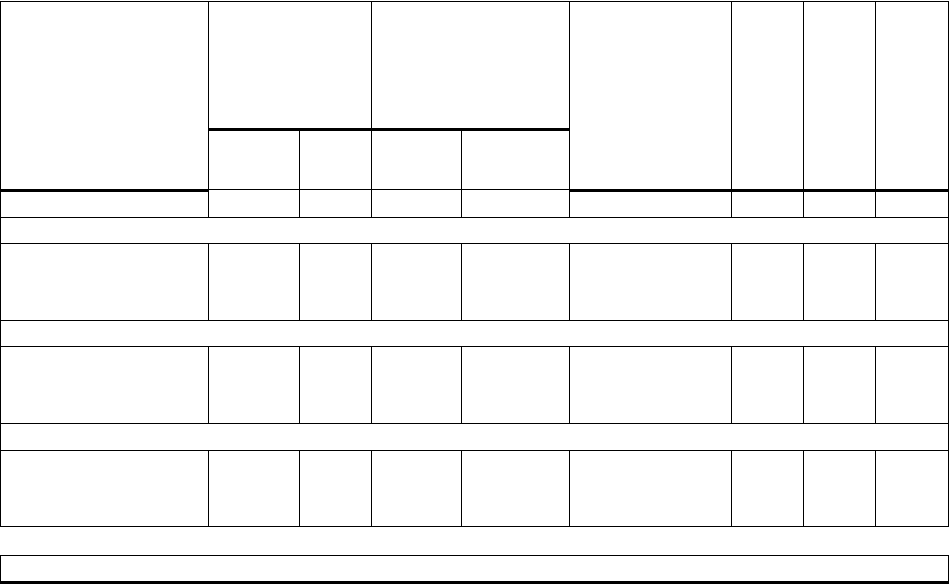
Таблица 1.4
Исходные данные для расчета скорректированных значений расходов
Технологический
поток
Параметры
технологичес
кого потока в
рабочем
состоянии
Расчетные
значения
параметров
Плотность
технологичес
кого потока
при расчетных
условиях
0
, кг/
3
м
F
АЦП
К
max
АЦП
К
max
F
3
м
/
ч
Р, кгс/
2
см
,
С
0
0
Р
,
атм
0
Т
,К
1 2 3 4 5 6 7 8 9
Задание 1
Насыщенный пар
Газ
Перегретый пар
3,2
3,0
14,0
-
120
210
-
2,0
-
-
293
-
1,96
-
2,84
320
384
448
1024
1024
1024
630
500
320
Задание 2
Насыщенный пар
Газ
Перегретый пар
3,6
2,5
16,0
-
160
240
-
2,0
-
-
293
-
1,80
-
3,05
1536
1920
1056
4096
4096
4096
400
800
630
Задание 3
Насыщенный пар
Газ
Перегретый пар
4,0
3,6
12,0
-
160
200
-
2,0
-
-
293
-
1,96
-
2,76
384
320
256
1024
1024
1024
250
160
400
Продолжение таблицы 1.4
Задание 4
Насыщенный пар
Газ
Перегретый пар
3,4
4,0
15,0
-
200
220
-
2,0
-
-
293
-
1,96
-
2,90
430
320
384
1024
1024
1024
200
500
630
Задание 5
Насыщенный пар
Газ
Перегретый пар
6,0
3,2
16,4
-
220
250
-
2,0
-
-
293
-
2,24
-
3,02
256
1024
288
1024
4096
1024
250
800
630
Задание6
Насыщенный пар
Газ
Перегретый пар
5,5
4,0
15,6
-
230
240
-
2,0
-
-
293
-
2,78
-
3,00
320
448
288
1024
1024
1024
630
125
1000
Задание 7
Насыщенный пар
Газ
Перегретый пар
5,0
4,6
10,5
-
240
230
-
2,0
-
-
293
-
2,56
-
3,00
384
1536
283
1024
4096
1024
500
630
800
Задание 8
Насыщенный пар
Газ
Перегретый пар
5,2
4,0
8,0
-
260
240
-
2,0
-
-
293
-
2,62
-
3,20
288
384
1588
1024
1024
1024
630
1250
800
Продолжение таблицы 1.4
Задание 9
Насыщенный пар
Газ
Перегретый пар
3,8
3,6
12,9
-
220
240
-
2,0
-
-
239
-
2,06
-
3,05
352
1984
336
1024
4096
1024
800
1600
630
Задание 10
Насыщенный пар
Газ
Перегретый пар
6,2
3,9
10,6
-
250
250
-
2,0
-
-
293
-
2,64
-
3,04
368
256
1952
1024
1024
1024
4000
630
800
Задание 11
Насыщенный пар
Газ
Перегретый пар
3,0
4,2
16,5
-
240
200
-
2,0
-
-
293
-
2,08
-
3,06
256
1930
272
1024
4096
1024
400
630
800
Задание 12
Насыщенный пар
Газ
Перегретый пар
5,0
4,0
14,6
-
250
240
-
2,0
-
-
293
-
2,45
-
3,05
272
1962
304
1024
4096
1024
6300
800
5000
Задание 13
Насыщенный пар
Газ
Перегретый пар
4,6
5,2
12,4
-
120
208
-
2,4
-
-
293
-
2,08
-
2,84
320
384
448
1024
1024
1024
630
320
500
Продолжение таблица 1.4
Задание 14

Насыщенный пар
Газ
Перегретый пар
3,9
4,0
12,7
-
165
240
-
3,0
-
-
293
-
1,96
-
3,04
1056
1920
1536
4096
4096
4096
800
400
630
Задание15
Насыщенный пар
Газ
Перегретый пар
3,2
5,8
10,6
-
180
260
-
2,8
-
-
293
-
2,26
-
4,20
1410
416
1950
4096
1024
4096
630
800
1600
Задание 16
Насыщенный пар
Газ
Перегретый пар
4,6
5,0
14,2
-
220
270
-
3,4
-
-
293
-
1,86
-
4,35
360
2020
380
1024
4096
1024
630
800
400
Задание 17
Насыщенный пар
Газ
Перегретый пар
3,8
4,5
10,3
-
160
200
-
3,2
-
-
293
-
2,14
-
3,86
460
2040
2260
1024
4096
4096
250
800
1600
Задание 18
Насыщенный пар
Газ
Перегретый пар
5,3
4,2
10,0
-
220
240
-
3,6
-
-
293
-
2,7
-
4,50
2400
2400
524
4096
4096
1024
630
800
400
Продолжение таблицы 1.4
Задание 19