Дипломная работа - Проектирование автоматизированной системы управления процессом измельчения сульфидной руды
Подождите немного. Документ загружается.

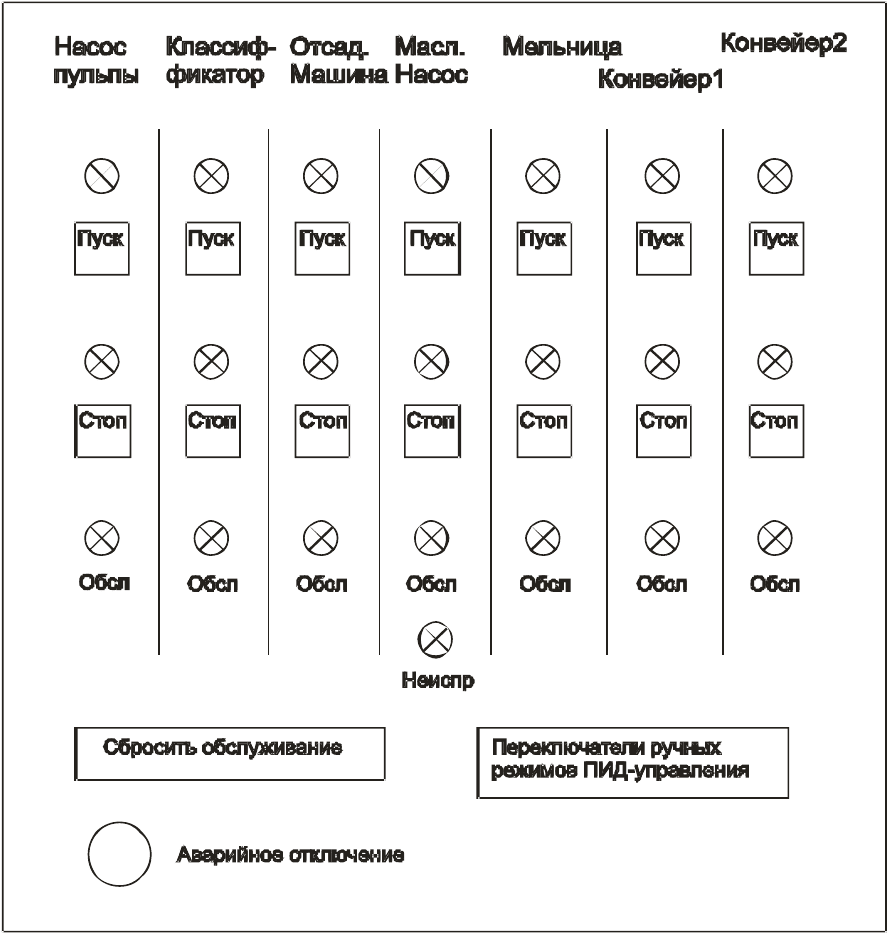
периодичностью выполнения технического обслуживания, аварийного
останова всех агрегатов. При достижении электродвигателями агрегатов 50
запусков, на панели оператора загораются соответствующие лампы
технического обслуживания, сигнализирующие мастеру смены о
необходимости проведения ревизии. Кнопка аварийного отключения
прерывает работу всей технологической цепи измельчения.
В состав системы входят панель управления и агрегаты:
Панель оператора, в соответствии с рисунком 2.2
Рисунок 2.2 – Панель оператора.
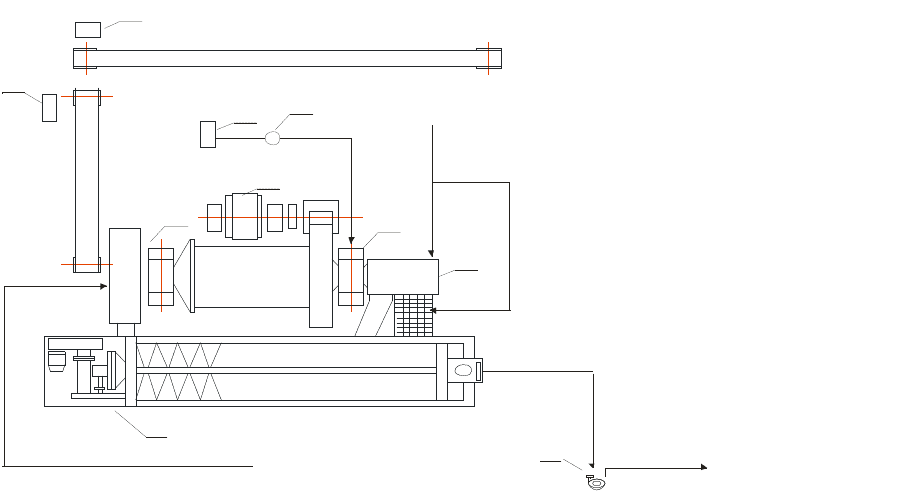
Агрегаты, входящие в состав системы управления циклом измельчения,
в соответствии с рисунком 2.3
21
1
7
8
5
6
П о д а ч а м а с л а
П о д а ч а в о д ы
П о д а ч а в о д ы
П ул ь п а
4
3
9
9
2
С п е ц и ф и к а ц и я :
1 - н а с о с 6 Н П д ля п у ль п ы ;
2 - ;
3 - дв и г а те ль
4 -
5 -
6 - ко н т р о ль п о д а ч и м а сл а
7 -
8 -
дв и г а те л ь кл а с си ф и ка то р а
о тс а д оч н о й м а ш ин ы М ОД -2 ;
дв и г а те л ь м е ль н и ц ы
дв и г а те л ь м а с ля н о го н а со са
дв и г а те л ь ко н ве й е р а 1
дв и г а те л ь ко н ве й е р а 2
9 - те м п е р а т у р а п о дш и п н и ко в
м е л ьн и ц ы
в гидроц икл он тип а”Доб ерсек”;
Рисунок 2.3 – Агрегаты системы управления циклом измельчения.
Описание работы системы управления циклом измельчения, в
соответствии с рисунком 2.4:
На панели оператора включаем кнопку пуска насоса пульпы, загорается
лампа пуска двигателя насоса. После включения насоса, снимается
блокировка на запуск двигателя классификатора. Запускаем классификатор,
затем отсадочную машину. Перед запуском мельницы, необходимо запустить
двигатель масляного насоса. Затем, через 10 секунд опрашивается датчик
расхода масла и если давление масла в пределах нормы, разрешается пуск
мельницы. После включения мельницы разрешается запуск конвейера №1 и
конвейера №2. При превышении температуры подшипников мельницы,
двигатель мельницы отключается.
22
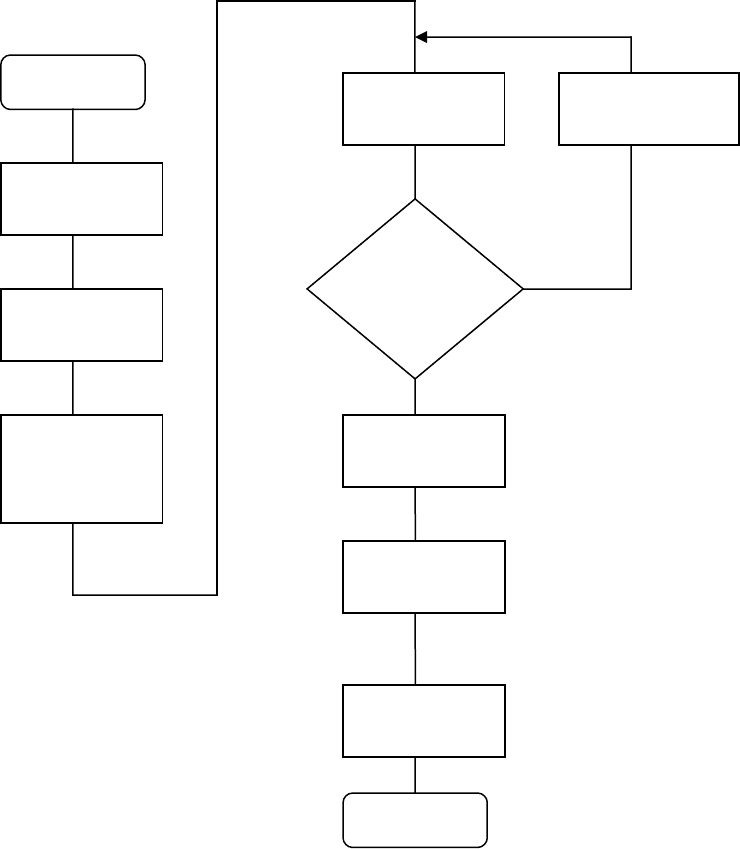
Рисунок 2.4 - Алгоритм запуска цикла измельчения.
Работа агрегатов постоянно контролируется: проверяется состояние
сигнала аварийного отключения, значение температуры подшипников
мельницы, наличие протока масла в магистрали смазки подшипников
мельницы, а также количество пусков для сигнализации необходимости
ревизии, в соответствии с рисунком 2.5
Пуск насоса
пульпы
START
Пуск
классификат
ора
Пуск
отсадочной
машины
Пуск
мельницы
Пуск
масляного
насоса
Проверка
уровня масла
Наличи
е
проток
а масла
нет
да
Пуск
конвейера 1
Пуск
конвейера 2
STOP
23
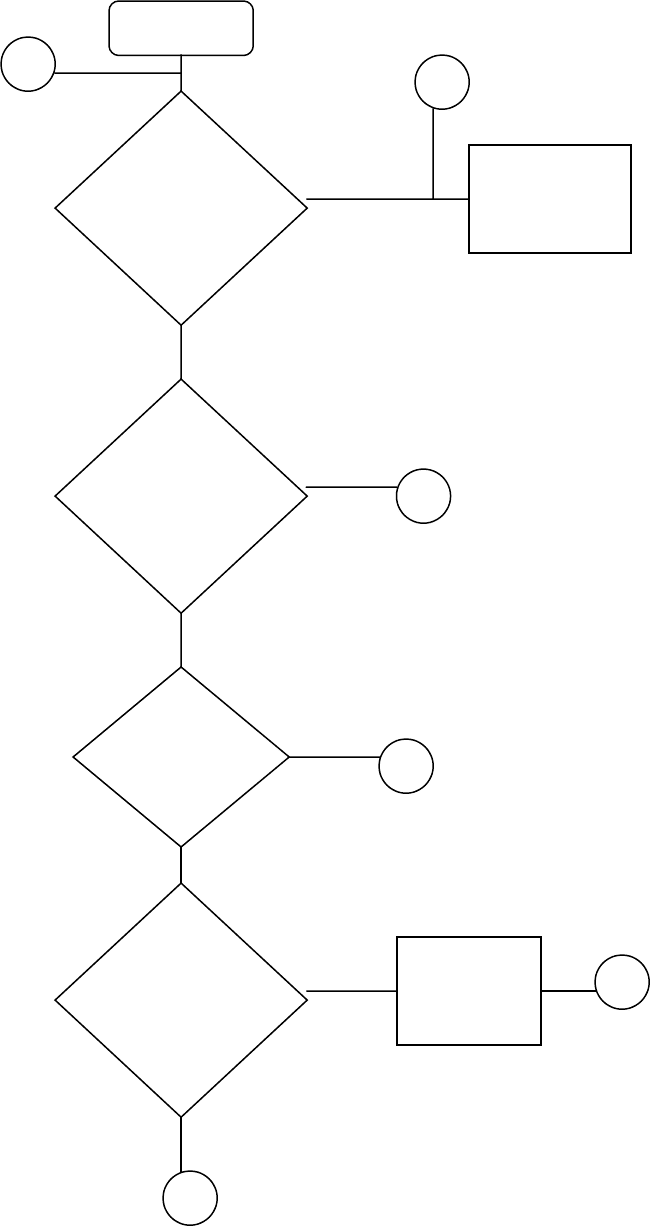
Рисунок 2.5 - Алгоритм контроля работы системы запуска цикла
измельчения.
START
Остановка
линии
измельчения
Наличи
е
проток
а масла
нет
да
Аварийн
ый
сигнал
выключе
н
Температ
ура
подшипн
иков в
норме
Количест
во
пусков
меньше
50
А
В
да
нет
В
нет
В
нет
да
да
А
Сигнализа
ция
ревизии
А
24
Перечень сигналов системы управления циклом измельчения приведён
в таблице 2.1.
Таблица 2.1 - Перечень сигналов системы управления циклом
измельчения.
Объект управления Контроллер Система
визуализации и
управления
№ Наименование
измеряемого,
управляемого
или
регулируемого
параметра
Кол-во
точек
Предел
измерен
ия
Дискрет
ный
вход
Аналого
вый
вход
Дискрет
ный
выход
1 Насос для
пульпы
1 0/1 1 Отображение
состояния
работы насоса
2 Двигатель
классификато
ра
1 0/1 1 Отображение
состояния
работы
классификатора
3 Отсадочная
машина
1 0/1 1 Отображение
состояния
работы
отсадочной
машины
4 Двигатель
мельницы
1 0/1 1 Отображение
состояния
работы
мельницы
5 Масляный
насос
1 0/1 1 Отображение
состояния
работы
масляного насоса
6 Контроль
подачи масла
1 0/1 1 Отображение
наличия подачи
масла
7 Двигатель
конвейера 1
1 0/1 1 Отображение
состояния
работы
конвейера 1
8 Двигатель
конвейера 2
1 0/1 1 Отображение
состояния
25

работы
конвейера 2
9 Температура
подшипников
мельницы
2 0-100
o
C 2 Отображение
текущей
температуры.
Аварийное
отключение.
2.3 Система стабилизации параметров измельчения.
В состав системы стабилизации параметров измельчения входит ряд
систем стабилизирующих отдельные параметры цикла измельчения:
2.3.1 Система поддержания постоянства питания (исходная руда и
циркулирующая нагрузка), в соответствии с рисунком 2.6. Система
осуществлена методом раздельного замера и суммирования сигналов
конвейерных весов и датчика песковой нагрузки.
1
П о д а ч а в о д ы
П е с ки
Р у д а
П ул ь п а
3
2
1 - ча ст о тн ы й п р е о б р а з о в а те ль
2 - к он в е й е р н ы е в е с ы
3 - п р е о бр аз о в а те л ь а к ти в н о й м о щ н о с ти
к ла с с и ф ика т о р а
в гидроц икл он типа ”Добе рсе к”;
Рисунок 2.6 - Система поддержания постоянства питания.
Суммарный сигнал датчика песковой нагрузки и исходной руды
сравнивается с заданной величиной уставки. Разность сигналов
отрабатывается частотным преобразователем, изменяющим количество
исходного материала, поступающего в мельницу.
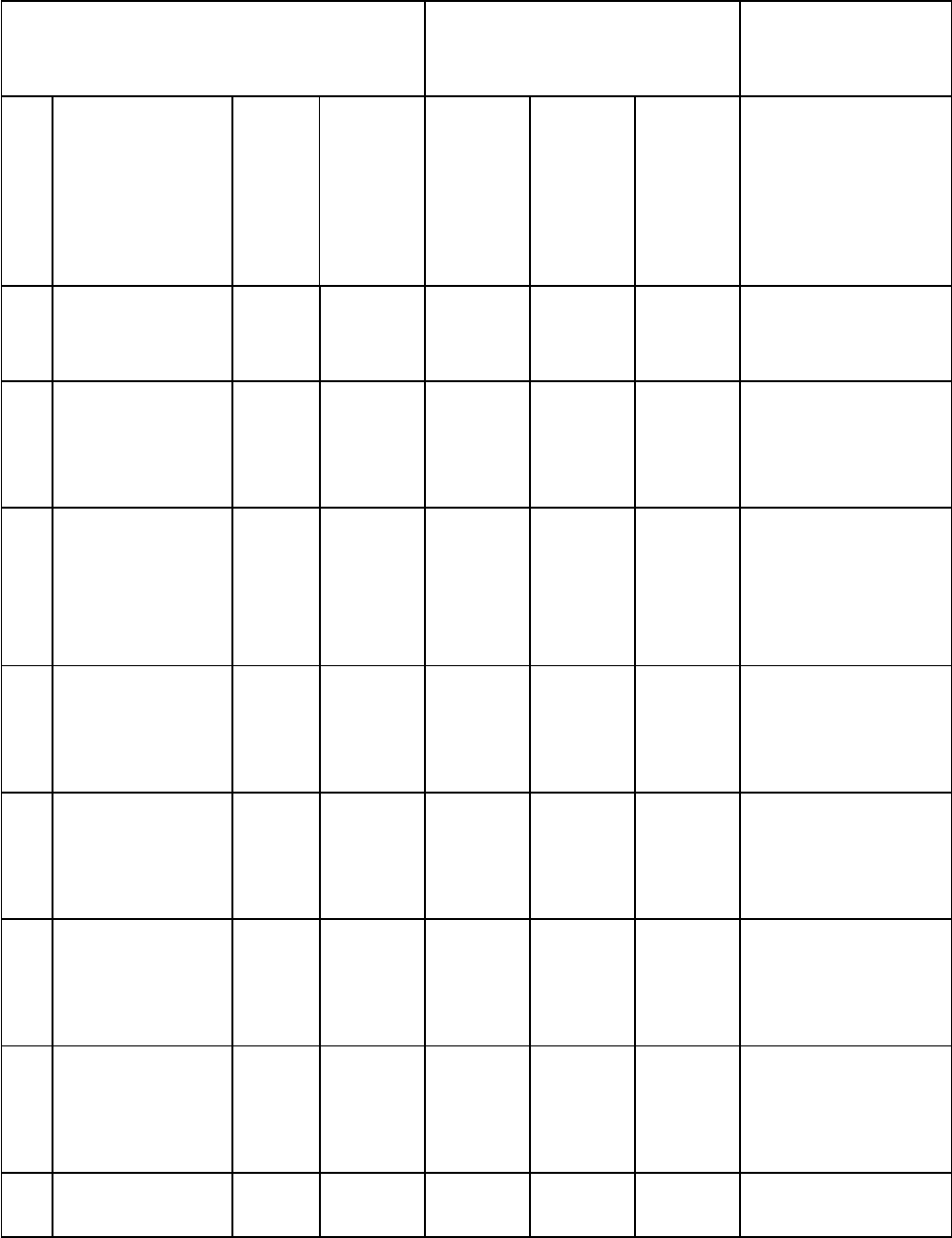
2.3.2 Система поддержания постоянного отношения «руда-вода», в
соответствии с рисунком 2.7. Система осуществлена методом измерения
питания мельницы (исходная руда и циркулирующая нагрузка), выполнения
необходимых вычислений (расчёт оптимального соотношения «руда-вода») и
задания количества воды, поступающей на загрузку мельницы.
26
П о д а ч а в о д ы
П е с к и
Р у д а
П ул ь п а
4 - р а с хо д о м е р в о ды н а за гру зк у
5 - кл а п а н п о дач и в о ды н а за гру зк у
в гидроц иклон тип а”Доб ерсек”;
5
4
Рисунок 2.7 - Система поддержания постоянства питания.
Сигнал датчика расхода воды сравнивается с расчитанной величиной
уставки. Разность сигналов отрабатывается клапаном подачи воды на
загрузку, изменяющим количество воды, поступающей в мельницу.
2.3.3 Система стабилизации плотности слива классификатора, в
соответствии с рисунком 2.8. Система осуществлена методом измерения
плотности пульпы на выходе из классификатора и сравнивания её с заданной.
7
6
П о д а ч а в о д ы
П е с ки
Р у д а
П ул ь п а
6 - клап а н п о да ч и в о д ы н а р а зг р у зк у
7 - п ло тн о м е р н а с ли в е кл а с с и ф и к а то р а
в гидроц икл он типа ”Добе рсе к”;
Рисунок 2.8 - Система стабилизации плотности слива классификатора.
Сигнал рассогласования подаётся на клапан подачи воды на разгрузку
мельницы, тем самым меняется соотношение «жидкое-твёрдое» и
соответственно плотность пульпы.
27

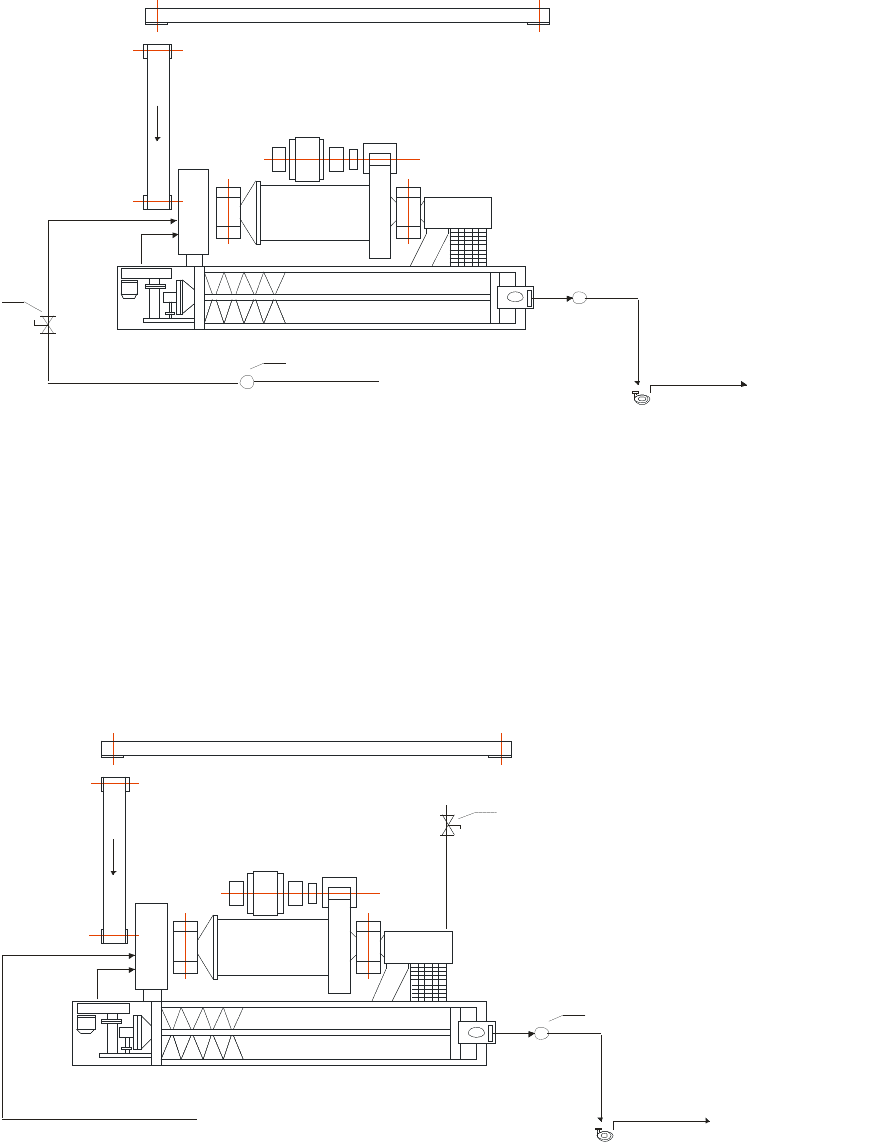
2.3.4 Система стабилизации количества воды, подаваемой в
подрешеточное пространство отсадочной машины, в соответствии с
рисунком 2.9
9
П о д а ч а в о д ы
П е с ки
Р у д а
В о д а
П ул ь п а
8 - тр ё х х о до в ы й к ла п а н
9 - р а с хо д о м е р в о д ы в п о дре ш ёт о чн о е
п р о с т ран с тв о о тс а д оч н о й м а ш ин ы
в гидроц икл он типа ”Добе рсе к”;
8
Рисунок 2.9 - Система стабилизации количества воды, подаваемой в
подрешеточное пространство отсадочной машины.
Расходомер сравнивает количество воды подаваемое в подрешеточное
пространство отсадочной машины с заданной уставкой и подаёт сигнал
рассогласования на трёхходовый клапан.
Рассматриваемые системы составляют два контура: контур
стабилизации питания и контур стабилизации плотности пульпы, в
соответствии с рисунком 2.10
П о д а ч а в о д ы
П е с к и
Р у д а
П ул ь п а
1 - ча ст о тн ы й п р е о бра зо в а те ль
2 - ко н в е й е р н ы е в е с ы
3 - п р е о бр а з ов а те ль а к ти в н о й м о щ н о с ти
к ла с с и ф и ка т ор а
4 - р а с хо д о м е р в о д ы н а за г р у зк у
5 - кл ап а н п о д ач и в о ды н а за г р у зк у
6 - кл ап а н п о д ач и в о ды н а р а з гр у зк у
7 - п л о тн о м е р н а с ли ве кл ас с и ф и к ато р а
8 - тр ё х х о д ов ы й кл а п ан
9 - р а с хо д о м е р в о д ы в п о др е ш ёт очн о е
п р о с т р ан с тв о о тс а д о чн о й м а ш ины
в гидроц икл он типа ”Доб ерсе к”;
5
4
1
I
К о н т у р с т а б и л и з а ц и и п и т а н и я
К о н т у р с т а б и л и з а ц и и
п л о т н о с т и п у л ь п ы
I II I
3
2
6
9
7
8
В о д а
Рисунок 2.10 - Контуры стабилизации питания и плотности пульпы.
28
Перечень сигналов системы стабилизации параметров измельчения
приведён в таблице 2.2.
Таблица 2.2 - Перечень сигналов системы стабилизации параметров
измельчения.
Объект управления Контроллер Система
визуализации и
управления
№ Наименование
измеряемого,
управляемого
или рег-ого
параметра
Кол-во
точек
Предел
измерен
ия
Дискрет
ный
вход
Аналого
вый
вход
Аналого
вый
выход
1 Частотный
преобразовате
ль
1 0 – 1,5
м/с
1
2 Весы
конвейерные
1 0-100т/
час
1 Отображение
текущего
расхода руды
3 Двигатель
классификато
ра
1 0-50кВт 1 Отображение
активной
мощности
4 Расход воды в
загрузку
мельницы
1 0-50м
3
/
час
1 Отображение
текущего
расхода воды
5 Регулирование
расхода воды
в загрузку
мельницы
1 0-50м
3
/
час
1 Отображение
работы ИМ
подачи воды
6 Регулирование
расхода воды
в разгрузку
мельницы
1 0-50м
3
/
час
1 Отображение
работы ИМ
подачи воды
7 Плотность
пульпы на
сливе
классиф-ра
1 1-2т/м
3
1 Отображение
плотности
пульпы
8 Регулирование
расхода воды
в подрешетное
пространство
1 0-50м
3
/
час
1 Отображение
работы ИМ
подачи воды
9 Расход воды в
подрешетное
пространство
1 0-50м
3
/
час
1 Отображение
текущего
расхода воды
29
Для реализации автоматизированной системы управления процессом
измельчения необходимо предусмотреть следующие контуры управления и
контроля:
а) Контур стабилизации питания.
Состав контура:
конвейерные весы «Schenk», входящие в состав контура стабилизации
загрузки мельницы, для получения информации о количестве исходной
руды;
магнито-индукционный расходомер «Promag 50W», для получения
сигнала о количестве воды, подаваемой в загрузку мельницы;
преобразователь активной мощности привода классификатора WM 600,
для получения значения песковой нагрузки классификатора;
пневматический клапан с электропневматическим позиционером
«SAMSON», для регулирования объема воды с целью стабилизации
соотношения «руда/вода».
Целью работы данного контура является поддержание постоянной
величины плотности продукта в зоне измельчения.
Описание работы контура стабилизации питания:
Регулирование заключается в стабилизация соотношения подаваемых в
мельницу руды и воды, а также циркулирующей нагрузки. Стабилизация
входных параметров для замкнутых циклов возможна только при небольшом
разбросе свойств измельчаемости руды с ориентировкой на наилучшие
условия помола наиболее твёрдой руды. Количество исходной руды
измеряется конвейерными весами «Schenk». Измерение величины
циркулирующей нагрузки производится косвенным методом, с помощью
преобразователя активной мощности привода классификатора WM 600 –
мощность потребления электропривода спирали классификатора
пропорциональна величине перемещаемых спиралью циркуляционных
песков. Оптимальное питание мельницы обеспечивается поддержанием
определённого соотношения между величиной изменения количества
циркулирующих песков и величиной исходного питания. Сумма рудного
питания и песков подаётся в определённом соотношении с водой в мельницу.
Функциональная схема контура стабилизации питания показана на рисунке
2.11
30