Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

reduces the foaming properties of the product slightly,
giving less volume and/or a longer whipping time
than with the raw egg white.
0028 Protein denaturation may also be used beneficially
to indicate that a satisfactory heat treatment has been
given, using an assay of a suitable enzyme occurring
naturally in the product. The indicator enzyme
should be denatured under conditions slightly more
severe than those needed for microbial stability.
Ideally the activity of the indicator enzyme should
not be subject to wide variation with season or source.
0029 Alkaline phosphatase is denatured under slightly
more severe conditions than are required for destruc-
tion of M. tuberculosis, so the absence of alkaline
phosphatase activity is generally used as an indicator
for satisfactory pasteurization of milk. The presence
of alkaline phosphatase activity may indicate either
an insufficient heat treatment or contamination by
raw milk. The pasteurization of liquid egg in the UK
(minimum 64.4
C for 2.5 min) is not sufficiently
severe to inactivate alkaline phosphatase but will
denature a-amylase, whereas the milder treatment
required in the USA (minimum 60
C for 1.75 min)
aimed at achieving a 9D reduction in Salmonella
enteritidis, will leave residual a-amylase activity.
0030 Bacteria are more resistant to heat treatment when
the a
w
of the medium is lowered. Thus more severe
heat treatments are normally used for pasteurization
of sweetened products such as icecream and dessert
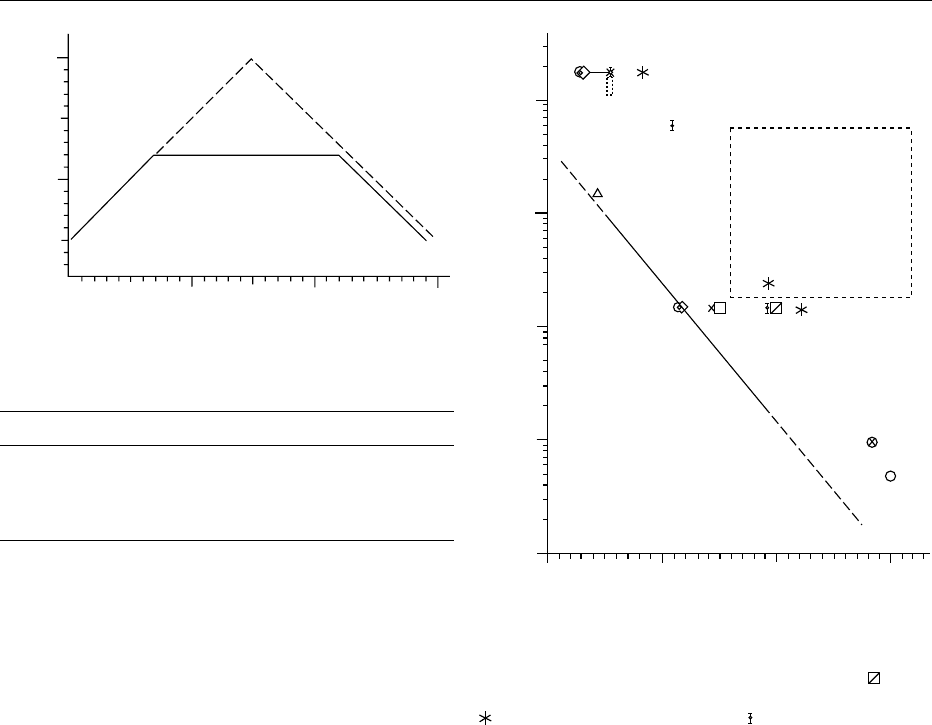
products. Examples of heat treatments are given in
Figure 4.
0031In fruit juices the pH is usually below 4.5 so that
growth of pathogenic bacteria will not be supported,
though pathogens may survive for some time. Yeasts
and some lactobacilli may grow and cause spoilage of
the juice, plus molds may grow at the surface. Heat
treatments to eliminate yeasts and lactobacilli are
more severe than for elimination of vegetative patho-
gens, e.g., 70
C/60 s or 85
C/30 s for citrus juices.
0032Survival of enzymes can cause problems on storage
of fruit juices. In apple juice extraction, polyphenol
oxidase will cause rapid browning of cold extracted
juices if the juice is not immediately treated with
antioxidants such as ascorbic acid or sulfur dioxide.
HTST treatment at 89
C/90 s will denature polyphe-
nol oxidase as well as potential spoilage organisms.
0033In citrus juices the presence of pectinase will lead to
breakdown of the cloud associated with the fresh
juices. HTST treatment at 90
C/10 s or 85
C/4 min
will denature the pectinase. For many fruit juices,
including apple and orange, the juice is extracted in
the country of origin, heat-treated, and concentrated.
10 20
30
80
70
Time (s)
Temperature (°C)
B
A
fig0003 Figure 3 Example of two heat treatment profiles (A and B) with
P* values using the same heating and cooling rates. (P* ¼ 1 for
a 15-s exposure at 72
C with z ¼ 8
C.)
AB
Heating 0.22 2.4
Hold 1 0
Cooling 0.16 1.8
Total P* 1.4 4.2
60 70 80 90
Holding temperature (°C)
1000
100
10
1
0.1
Holding time (s)
fig0004Figure 4 Examples of heat treatments used in pasteurization
processes. o Milk (UK); O milk (USA); D liquid egg (UK); ^ cream
(UK); h cream (International Dairy Federation: IDF);
cream
(35%, IDF); X milk products >10% fat or added sugar (USA);
eggnog and frozen mixes (USA); icecream (UK); - - - fruit
juices; P* ¼1 for milk. The dotted boxes indicate the range of
values normally associated with low-temperature long-time
(LTLT) and high-temperature short-time (HTST) pasteurization
processes.
PASTEURIZATION/Principles 4385
The concentrate is then stored and transported in
bulk before reconstitution and final heat treatment.
0034 With any perishable product, the shelf-life is con-
trolled not only by the survivors of the heat treatment
but also by the posttreatment contaminants. With
mild heat treatments such as the pasteurization of
milk the total count may be reduced by two orders so
the shelf-life will be a function of the original count,
the postpasteurization contamination, and the storage
temperature. Fruit juices, though subjected to more
severe treatment, will also have their shelf-lives re-
stricted by posttreatment spoilage so that the same
juice may be packed as a short shelf-life chilled product
or, by aseptic handling and packaging, as a long-life
product stable at ambient temperatures. The advan-
tages resulting from avoiding postprocess contamin-
ation have led to the retention of in-container
pasteurization for many fruit juices and fruit drinks.
0035 The principle of pasteurization has also been
applied to the surface treatment of beef and other
carcasses following slaughter. Both steam and hot
water at 80
C have been used for reduction of the
surface microflora, including Escherichia coli. This
treatment reduces both the spoilage rate and the po-
tential public health risks associated with raw meat.
See also: Enzymes: Functions and Characteristics; Uses
in Food Processing; Fermented Foods: Origins and
Applications; Heat Transfer Methods; Heat Treatment:
Ultra-high Temperature (UHT) Treatments; Chemical and
Microbiological Changes; Electrical Process Heating;
Lactic Acid Bacteria; Milk: Processing of Liquid Milk;
Mycobacteria; Pasteurization: Pasteurization of Liquid
Products; Pasteurization of Viscous and Particulate
Products; Other Pasteurization Processes; Spoilage:
Chemical and Enzymatic Spoilage; Bacterial Spoilage
Further Reading
Cunningham FE (1986) Egg-product pasteurisation. In:
Stadelman WJ and Cotterill OJ (eds) Egg Science and
Technology, 3rd edn. Westport: Avi Publishing.
Dahlberg AC (1932) New York Agr. Expt. Sta. Tech. Bull.
203.
Dubos RJ (1960) Louis Pasteur, Freelance of Science. New
York: Da Capo Press.
Hammer (1928) Dairy Microbiology. New York: John
Wiley.
IDF (1986) Bulletin 200: Monograph on Pasteurized Milk.
Brussels: International Dairy Federation.
Kessler HG (1981) Food Engineering and Dairy Technol-
ogy. Freising: Verlag A. Kessler.
Michalski CB, Brackett RE, Hung YC and Ezeike GOI
(1999) Use of capillary tubes to validate US Department
of Agriculture pasteurization protocols for elimination
of Salmonella enteriditis from liquid egg products. Jour-
nal of Food Protection 62: 112–117.
Rees JAG and Bettison J (1991) Processing and Packaging
of Heat Preserved Foods. Glasgow: Blackie.
Robinson RK (ed.) (2002) Diary Microbiology Handbook,
3rd edn, pp. 765 New York: John Wiley.
Wilbey RA (1996) Estimating the degree of heat treatment
given to milk. Journal of the Society of Dairy Technol-
ogy. 49(4): 109–112.
Pasteurization of Liquid
Products
R A Wilbey, The University of Reading, Reading, UK
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Background
0001Liquid products are relatively easy to pasteurize, since
their flow properties permit fast heat transfer by a
mixture of convection and conduction. Three basic
types of process have evolved to meet the require-
ments of the food industry: these are batch, in-con-
tainer, and continuous processes.
Batch Pasteurization
0002Batch processing represents the simplest approach,
where the bulk of the liquid is heated, and possibly
cooled, within a vessel with either a jacket or a
heating coil. This method was originally used for
pasteurization of milk and is still used for small-
scale production of icecream and yogurt mixes.
0003Batch processing suffers from a number of disad-
vantages. The product flow rate within the tank is
relatively slow, and so the heat transfer rates are low,
whereas increasing the severity of mixing will in-
crease the power consumption of the plant and may
damage the product. The overall heat transfer is also
slow because of the relatively low surface:volume
ratio, a problem that worsens exponentially with
increasing vessel size. Slow heating and cooling rates
contribute to a relatively high level of chemical
changes in relation to the biocidal effects of the heat
treatment, which can limit both the temperature and
applicability of the process. Thermal efficiency of
batch processing is usually low, as heat is not easily
or economically recovered during the cooling process.
0004Against these disadvantages, batch pasteurization
has the advantage of relative simplicity and lower
capital cost. Thus, it has been used widely for small-
scale processing, particularly where daily outputs are
likely to be less than 1000 l per day.
0005The basic batch pasteurizing setup will usually
consist of a jacketed tank with a mixer, temperature
sensor and recorder, plus a source of heat and control
4386 PASTEURIZATION/Pasteurization of Liquid Products
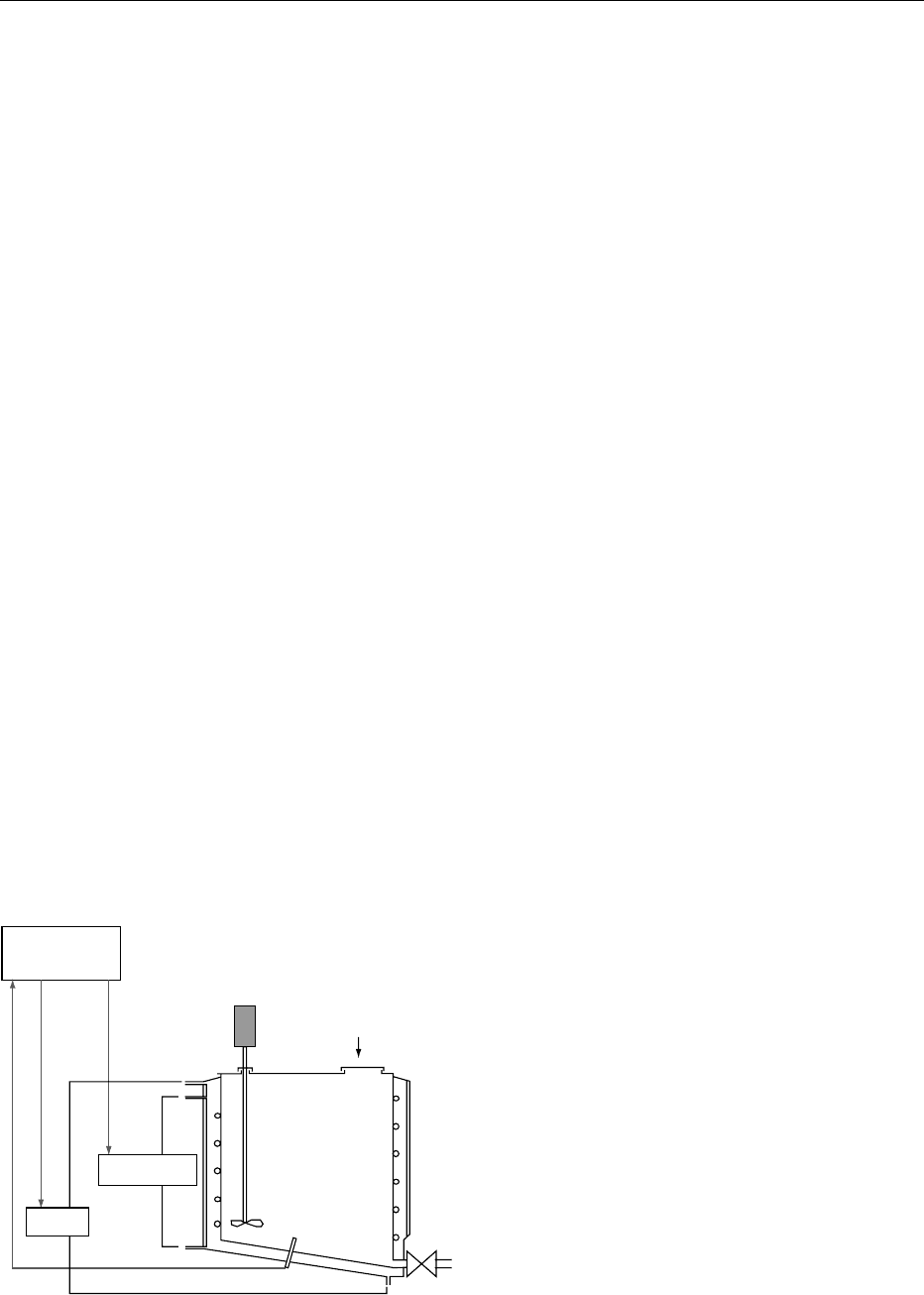
system. The mixer should be mounted off-center to
avoid excessive cavitation and swirling. A control
system is essential to maintain the product at the
desired holding temperature for what is usually an
extended period, e.g., 30 min at 63
C for milk or
66
C for icecream mix. With many small batch pas-
teurizers, the cooling is carried out within the vessel,
and the control system will actuate the changeover
from heating to cooling medium.
0006 Apart from the risk of contamination of the prod-
uct towards the end of the holding period, there are
two potential design/operational faults that can occur
with batch pasteurizers. Inadequate heating of the
head space within the pasteurizer may lead to conden-
sation dripping back into the product with a conse-
quent risk of contamination. The potentially more
serious risk is that of cross-contamination from raw
materials. The raw material feed must be kept separ-
ate from the pasteurized product exit pipe, normally
by using a top feed, bottom drain setup, as illustrated
in Figure 1. Furthermore, the drain valve must be
located close to, or preferably integral with, the
vessel, so that all liquid in the drain pipe between
the vessel and valve will also receive an adequate
heat treatment. The control system and/or the plant
operating instructions must insure that the drain
valve is closed before any raw materials are filled
into the batch pasteurizing vessel.
0007 The different mixing requirements and shear sensi-
tivities have led to a wide range of types of mixers
being used in batch pasteurizers. For icecream mix
manufacture, an emulsification stage is required,
which, on a small scale, can be carried out by using
a high-shear mixer. (See Emulsifiers: Organic Emulsi-
fiers; Uses in Processed Foods), and thus high- and
low-shear mixers may be placed into the same vessel.
Pasteurizer vessels for shear-sensitive products such
as cream have used large, slow-moving paddles and
rocking coils, though there have been contamination
problems resulting from leaks when passing coolant
through the paddles.
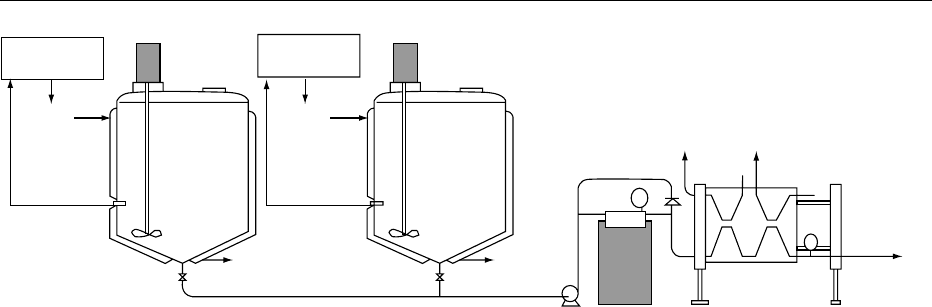
0008Where outputs of about 1000 l h
1
are required,
some processes use two batch pasteurizers in a semi-
continuous or flip-flop mode. The vessels are equipped
for mixing and heating, together with a temperature
sensor, recorder, and control system. In the case of
icecream, the emulsification is left to the end of the
heat treatment (66
C for 30 min or 72
C for 10 min),
the heat-treated mix being pumped to a high-pressure
homogenizer then cooled by passage through a plate
heat exchanger. This plant configuration is outlined in
Figure 2. A flip-flop mode of operation is sometimes
used for heat treatment of yogurt mix, where holds of
85
C for 30 min may be applied to the mix (though it
is advisable to homogenize the mix before the hold).
0009Although the semicontinuous mode of operation
overcomes some of the objections to batch heat treat-
ment, there remain two serious disadvantages in
terms of economics and product quality. It is difficult
to recover heat during the cooling phase, thus raising
the cost of processing. Product quality can be com-
promised by the need to empty the tank, after hold-
ing, at a rate equivalent to the time taken to prepare,
heat, and hold the succeeding batch. This means that
the actual hold used will vary from the nominal hold
to greater than twice that time when the last part of
the batch is removed. Though this excess holding time
can be reduced by using three tanks rather than two,
there remains a significant average over-processing
that can lead to cooked flavors and textural defects
in the product. (See Browning: Nonenzymatic; En-
zymatic – Biochemical Aspects; Protein: Interactions
and Reactions Involved in Food Processing; Vitamins:
Overview.)
In-container Pasteurization
0010Batch pasteurization of bulk liquids has a further
disadvantage: the pasteurized product must then be
dispensed into containers for storage, distribution,
and sale. This introduces the likelihood of recontami-
nation of the product and, without the use of aseptic
handling systems, limits the shelf-life and requires
refrigerated storage to minimize the growth of con-
taminants. Such postpasteurization contamination
(PPC) may be avoided by moving the heat treatment
downstream so that pasteurization is carried out in
the final container.
0011The principle of in-container pasteurization is iden-
tical to that of batch pasteurization, but in this case,
the heat-exchange surface is the container wall,
Mixer
Raw materials
Control panel
with recorder
Refrigeration
Heating
fig0001 Figure 1 Outline of a simple batch pasteurizer.
PASTEURIZATION/Pasteurization of Liquid Products 4387
whether plastic, glass, aluminum, or coated steel. The
simplest operations may use a tank of hot water or a
steam chamber for heating, followed by immersion in
cold water for cooling. Adequate disinfection of the
cooling water is essential to avoid contamination,
either directly via pinhole leaks or indirectly via con-
taminated films on the surface of the pack. Unlike
bulk batch pasteurization, the product temperature
cannot be readily measured during the heat treat-
ment, so test containers with the product must first
be set up with temperature sensors and run through
the process to establish safe processing conditions.
The development of radio telemetry and solid-state
logging systems now facilitates continuing checks on
product temperatures, but the main control is via the
temperature of the heating medium.
0012 The majority of in-container pasteurization oper-
ations have moved to continuous processes, based
on the conveyance of the containers through a tunnel
where the heating and cooling operations may be
carried out by spraying water over the containers.
The total process time is approximately 1 h, requiring
a long tunnel to give the desired holding time and
capacity. The width of such tunnels increases with
the capacity, as a number of containers will be treated
in parallel, so that machines can be up to 25 m long
and 7 m wide. Modular construction is essential.
0013 Typical products handled in tunnel pasteurizers are
soft and carbonated drinks, fruit juices, beers, sauces,
and, occasionally, semisolid products such as jams
and puddings. Pasteurization of acid products in this
manner can yield products of a very high microbio-
logical quality, where refrigeration is not essential for
a long shelf-life.
Tunnel Pasteurizer
0014 The product must first be filled into clean containers
and sealed. A scanner or check-weigher is used to
guard against under-filling. The stream of containers
must then be split into groups corresponding to the
number of lanes through the pasteurizer. The con-
veyer system must be open to permit the heat ex-
change liquid to drain through and must be made of
corrosion resistant material, e.g., stainless steel. A
combination of fixed and moving grid may be used
to convey the containers on an intermittent rather
than continuous basis. The conveyer speed is variable
to allow for changes in throughput and holding time.
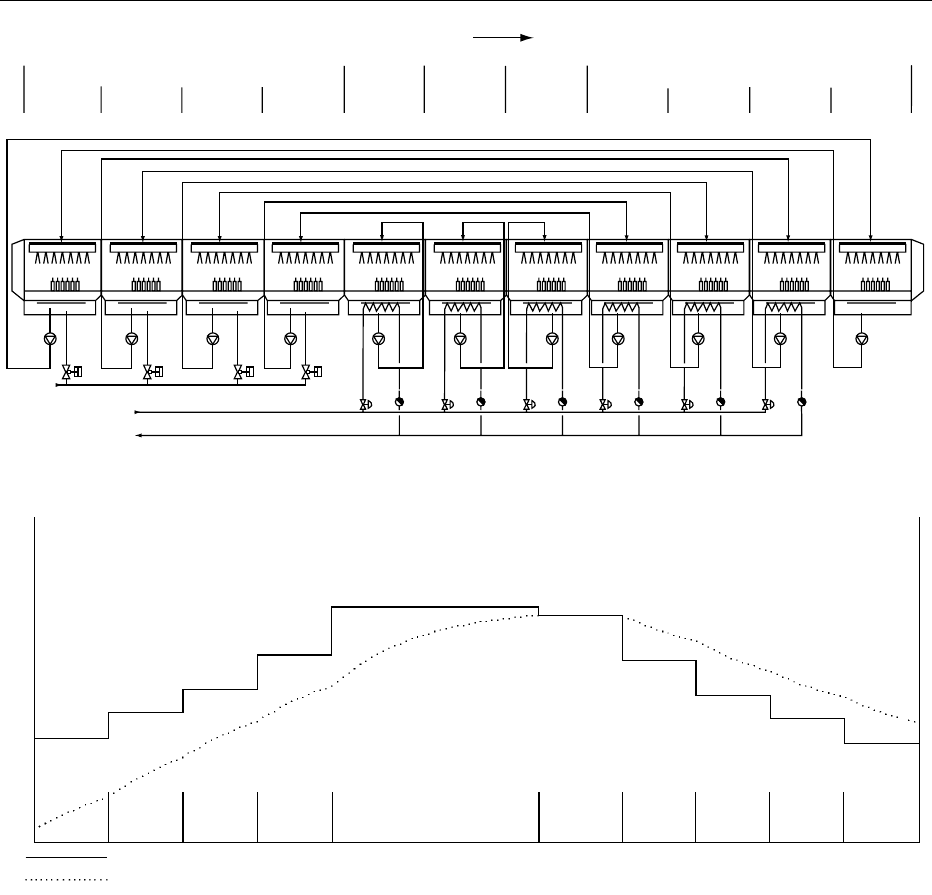
0015Heating is carried out by a series of zones in which
increasingly hotter water, e.g., 25, 36, and 47
C, is
sprayed over the containers, as illustrated in Figure 3.
This incremental heating has two advantages: glass
bottles are unlikely to suffer thermal shock, and the
incremental system can allow surplus hot water (usu-
ally generated by steam injection) to cascade over into
the next hottest reservoir, thus reducing the energy
loss. The relatively poor heat-transfer characteristics
of the containers require an extended heating time,
since product flow within the container will be
relatively poor, being primarily due to convection
currents.
0016Some energy may be saved by using warm water
from the cooling section to preheat the incoming con-
tainers, the cooled water then being returned to the
cooling part of the tunnel. Process integrity demands
that not only water temperature at the various stages
be monitored but the flow checked, for instance by
monitoring the feed pressure to the spray bars.
Control of In-container Pasteurization
0017Many tunnel pasteurizers are built for processing a
specified product and packaging system and are
optimized for that combination. Nevertheless, the per-
formance of the machine must be checked in order for
the safety of the process to be proved. This is done by
monitoring the center temperature of test containers
passing through the pasteurizer under operational
conditions. An example of a temperature–time plot
Control panel
with recorder
Control panel
with recorder
Hot water
supply
Hot water
supply
Hot water
return
Hot water
return
Transfer pump Homogenizer Cooler
Product exit
Chilled water
T
P
fig0002 Figure 2 Outline of a semicontinuous pasteurizer.
4388 PASTEURIZATION/Pasteurization of Liquid Products
for a soft drink is given in Figure 4. The temperature–
time data must then be converted into a relevant
measure of the lethality of the process, such as the
use of pasteurization units (PU). For beers, the PU
used is a 1-min exposure at 60
C, assuming a z value
of 7
C, 20 PU being accepted as a safe process with
little effect on flavor, providing the dissolved oxygen
has been kept low, preferably below 0.1 p.p.m. (See
Pasteurization: Principles.)
0018 Major problems can occur when the tunnel pas-
teurizer stops, whether through a fault in the pasteur-
izer itself or in the production system downstream of
it. The risk then is that the containers within the
system will be over-processed if no remedial action
is taken. Most systems are arranged to shut off the hot
water sprays in the event of a stoppage, thus avoiding
further heating. Some systems may have extra cooling
sprays, the best systems using a computer model of
the process to model the actual process during the
stoppage, predict when the held product has had
sufficient heat treatment, and modify the heat treat-
ment given to the material on start-up, including
variation of the conveyer speed.
Continuous Pasteurization Processes
0019Continuous pasteurization processes take advantage
of the shorter exposure times needed at higher
1st 2nd 3rd 4th
1st Super-
heating
2nd Super-
heating
Pasteuri-
sation
1st 2nd 3rd
CoolingHeating
Water
supply
Steam supply
Condensate
4th
fig0003 Figure 3 Schematic layout of the water circulation system in the Etna P85 tunnel pasteurizer. (Courtesy of Simonazzi srl.)
4
4.5
Times and temperatures in balanced condition.
Total time 53.5 min
4.5
Spray temperature (C)
Inner temperature (C)
4.5 4.5 12.5 5 4.5 4.5 4.5 4.5
26.5
33.5
39.5
48.5
61
42
50
41
35
28
12.5
23
32.5
63
61
54
46
39
32
61
fig0004 Figure 4 Time–temperature plot for an eight-stage tunnel pasteurizer. Dotted lines indicate water temperatures. (Courtesy of
Simonazzi srl.)
PASTEURIZATION/Pasteurization of Liquid Products 4389
temperatures, and these are often referred to as high-
temperature, short-time (HTST) processes. The de-
velopment of HTST processes has been dependent
on the development of hygienic heat exchangers,
most notably the plate heat exchanger.
0020 The concept of the plate heat exchanger is brilliantly
simple. A pair of plates are separated by a thin elasto-
mer seal, so that the liquid flows as a thin layer, 1.5–
5 mm thick, depending upon the seal design,
minimizing the distance through which heat must
travel. This gives an exceptionally high surface:vo-
lume ratio, typically in excess of 500:1 (compared
with 5:1 for a 1000-l batch pasteurizer). The plates
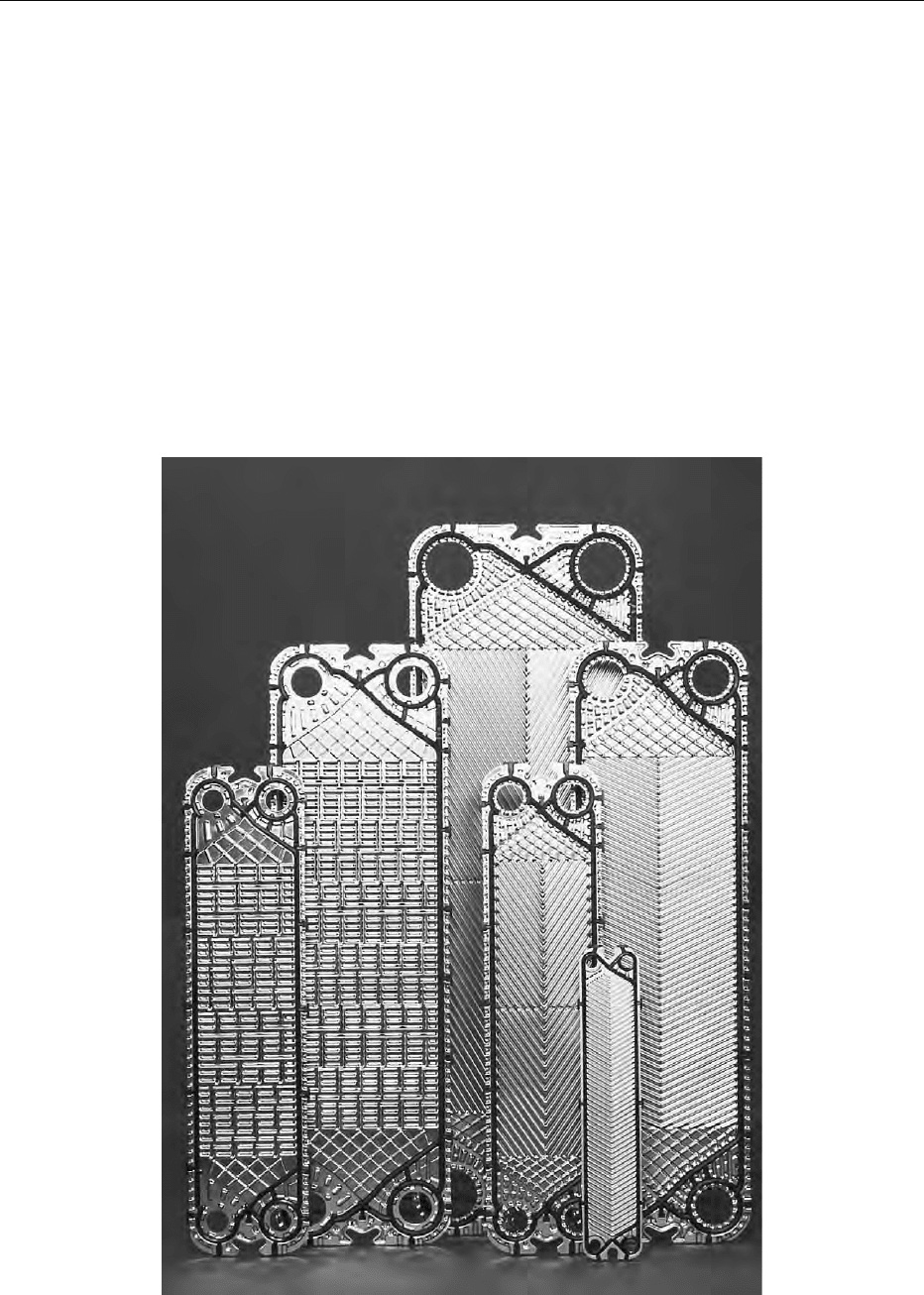
are rippled, e.g., as shown in Figure 5, so that the flow
is broken up, and turbulent flow can be maintained at
relatively low velocities over a larger surface area than
suggested by the overall dimensions of the plate.
0021All the plates in the heat exchanger can be pressed
with one tool, different heat exchanger configur-
ations being achieved by the presence or absence of
the ports cut at the corners of the plate and by the
design of the elastomer seal. Plates are now designed
so that the seals are held in place without the need for
adhesive, speeding up maintenance. The range of
flow rates over a plate is limited by the efficiency of
heat transfer at lower flow rates, while the pressure
drop and possible product damage provides the upper
limit. This capacity limitation may be overcome by
arranging plates in parallel so that there is an optimal
flow across each plate. Similarly, the time permitted
fig0005 Figure 5 (see color plate 121) Heat exchanger plates. (Photo by courtesy of Tetra Pak Processing UK.)
4390 PASTEURIZATION/Pasteurization of Liquid Products
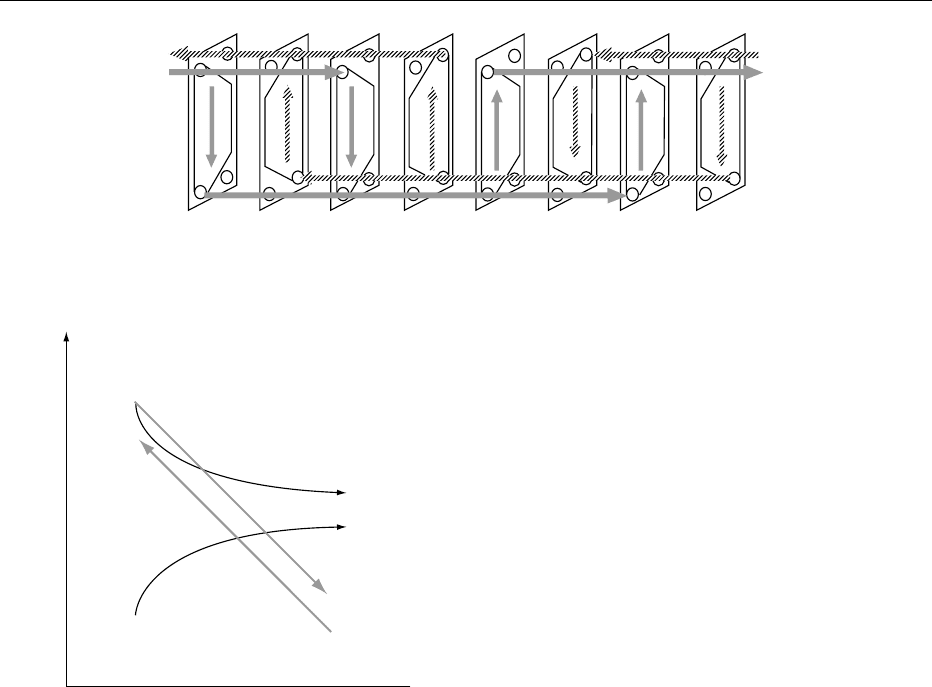
for heat exchange can be lengthened incrementally by
arranging plates in series, as illustrated in Figure 6.
0022 The heat-exchange medium is normally arranged
to flow countercurrent to the product. This reduces
the temperature differential between the two media,
increasing the overall efficiency of heat transfer, as
illustrated in Figure 7. In most cases, the heat-transfer
medium will be flowing at a higher rate than the
product, but with extremely heat-sensitive products
such as fermented milks, similar flow rates must be
used to minimize the temperature differential.
0023 With heat-sensitive foods the build-up of a fouling
layer will limit the running time of the HTST pasteur-
izer, owing to both pressure build-up and loss of heat
exchange. The nature of the fouling layer will vary
with the medium but is most commonly protein, with
or without mineral deposition. Fat and carbohydrate
components may become associated with fouling
layers as they build up. Mineral deposits are common
where hard water is used for cleaning and disinfec-
tion; additional sequestrant in the cleaning solution
or periodic acid cleaning may be required. The
running time may be extended by using a wider gap
between the plates, though this would require a cor-
respondingly larger heat exchanger to compensate for
lower heat-transfer rates. Larger gaps have also been
used when liquids have small quantities of suspended
solids, e.g., orange juice containing cells that can
become lodged within the plate pack and even with
back flushing are very difficult to remove. Tubular
heat exchangers may be used as an alternative to
plates where fouling is a serious problem but thermal
efficiency would suffer.
0024The use of a plate heat exchanger has made it much
easier to recover heat by using the hot heat-treated
product to heat the incoming untreated liquid. Heat
recoveries of up to 95% may be achieved by this 1:1
flow, the recovery being limited by the increasing
capital cost of providing further heat exchange cap-
acity as temperature differentials decrease and the
hygiene issue of the relatively low flow rates permit-
ting the build-up of a biofilm at temperatures that will
permit microbial growth and may eventually cause
significant spoilage of the product.
0025This heat recovery, often referred to as ‘regener-
ation,’ may also pose a hygiene risk. This risk arises
because, in a simple flow-through system, the pres-
sure of the raw liquid will be greater than that of the
heat-treated liquid downstream of it. Thus, any leak-
age could be from the raw into the pasteurized prod-
uct and could have serious public health implications.
The design of heat exchanger plates seeks to avoid
this problem by insuring that the two liquids are
separated by either the heat exchanger plate or by
two seals, one for each product with a vent to the
atmosphere between. Partial failure of one seal is not
a major problem as the product would leak on to the
floor, but the development of a crack or pinhole crev-
ice could lead to cross-contamination. Most heat ex-
changer plates are made from a corrosion and stress
crack-resistant stainless alloy (e.g., AISI 316), but
failure can eventually occur, and checks are needed.
The risk can be avoided by using a second pump to
drive the downstream part of the process at a higher
pressure, raising the pressure in the downstream
X
X
X
X
X
X
X
3
4
X
1
2
fig0006 Figure 6 Arrangement of heat exchanger plates in parallel and series. 1, Cold product in; 2, Cool water out; 3, Hot water in; 4, Hot
water out; x, blanked-off ports.
Cooling medium
Distance through heat exchanger
Hot product in
Temperature
fig0007 Figure 7 Illustration of co-current (——) and counter-current
(——)flowthroughaheatexchangerusingequalflowrates.
PASTEURIZATION/Pasteurization of Liquid Products 4391
regeneration section either through the design of the
final cooling section or by incorporating a back pres-
sure valve into the heat exchanger discharge, when
this will not damage the product. An alternative
system now available is to use double plates; these
plate pairs have no internal gaskets other than around
the ports, so that any leakage, whether from a port or
through a crack in the plate, would leak out of the
heat exchanger stack and become obvious. The intro-
duction of the air gap between the pairs reduces the
heat transfer rate and would need more plates to
achieve the same regeneration efficiency. It must be
remembered that the savings from the use of regener-
ation are twofold; the first saving is from a reduction
of heat input, and the second, often greater, saving
comes from reduction in the refrigeration require-
ment.
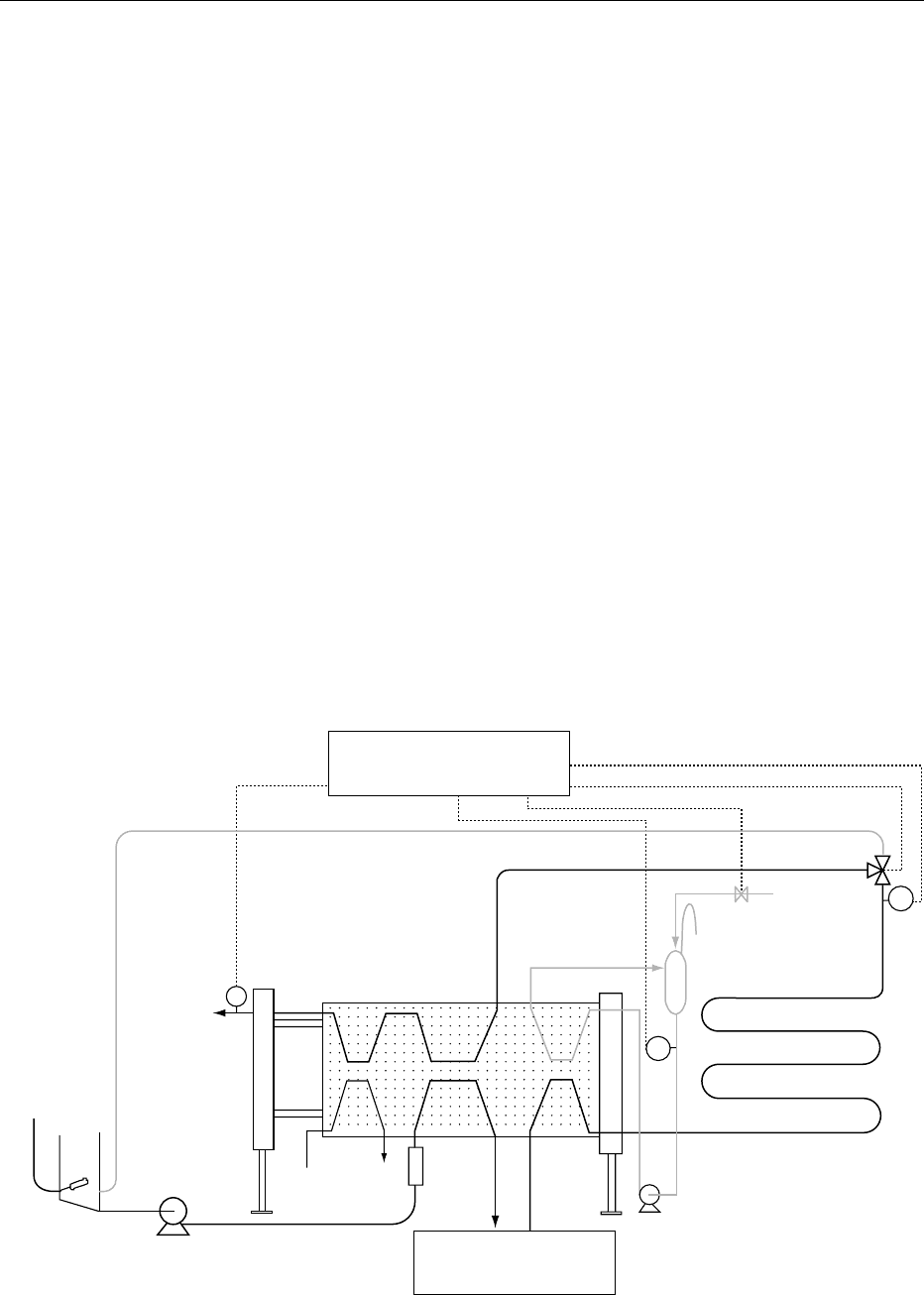
0026 Figure 8 illustrates a typical arrangement for the
pasteurization of liquid milk. Raw milk should
be taken from well-mixed bulk storage, e.g., a
100 000–200 000 l silo tank, and fed to a float balance
tank, which provides a constant head to the pasteur-
izer feed pump. Centrifugal pumps are frequently used
to feed pasteurizers because of their relatively low
cost, but their output is dependent on the pressure
that they operate against. In the case of beer, the
pump arrangement must allow an over-pressure to
maintain the carbon dioxide in solution throughout
the process, giving a total working pressure in excess
of 8 bar. Shear-sensitive products such as cream re-
quire the use of a gentler pump such as a lobe pump,
which also has the advantage of a constant output
against moderate variations in pressure. Where a cen-
trifugal pump is used, it must be accompanied either
by a flow controller or by a second constant-output
pump to guarantee a fixed flow rate. This requirement
for a constant flow rate is set by the need to guarantee a
constant residence time in the holding tube at the
completion of heating. The heating is normally
divided into two sections, the first preheating section
using regeneration and the second heated by hot water
or steam.
0027Sometimes, the preheating section is partially by-
passed by a length of pipe with a fine control valve.
This may be used to reduce the thermal efficiency
during cleaning, but the main use is to control the
final temperature of products such as milk for cheese-
making, where the milk will be cooled to incubation
temperature (e.g., 30
C) without the need for final
cooling and without upsetting the pasteurization tem-
perature (typically 72–73
C). A small flow of cold
raw milk past the preheater can lower the regener-
ation efficiency and hence raise the final milk
temperature. This implies that the limit for thermal
Raw milk pump
Chilled water
Flow
controller
Regeneration
Control panel with recorder
Hot water pump
Holding Tube
Steam
Flow diversion
valve
Filter/clarifier/separator,
standardization &
homogenization options
Raw milk
Float balance tank
Pasteurized
milk
T
T
T
fig0008 Figure 8 Schematic diagram of a milk pasteurizer.
4392 PASTEURIZATION/Pasteurization of Liquid Products
efficiency is 63% when pasteurizing milk for
cheesemaking.
0028 In the simpler plants, preheated milk may be
filtered before being subjected to final heating, etc.
Many modern plants, however, have replaced filtra-
tion by centrifugation, sometimes simply for clarifi-
cation but more often to separate the cream. The
cream may be fed back into the skimmed milk to
produce standardized milks for subsequent process-
ing. Standardization may be carried out as a continu-
ous process, the milk then passing to a high-pressure
homogenizer that will provide a constant output irre-
spective of back-pressure (thus requiring a pressure-
relief valve). The temperature provided by preheating
is usually sufficient for homogenization of milk or
cream, and incorporation of homogenization at this
point avoids contamination from the homogenizer.
Higher temperatures (65–80
C) are desirable for
icecream emulsification, so the homogenizer may
then be placed at the beginning of the holding tube.
0029 Hot water is the most common heating medium,
energy being provided by steam injection and
the condensate being returned to the boilers. Water
temperature is controlled by sensing the water tem-
perature, the controller generating a signal to open
the pneumatically operated steam control valve when
the temperature drops below the preset level. Some
small pasteurizers, e.g., 200 l h
1
, may use elec-
trical heating only. A few larger pasteurizers may
use low-pressure steam as the heating medium,
though this is less easy to control and is best avoided
for temperature-sensitive products.
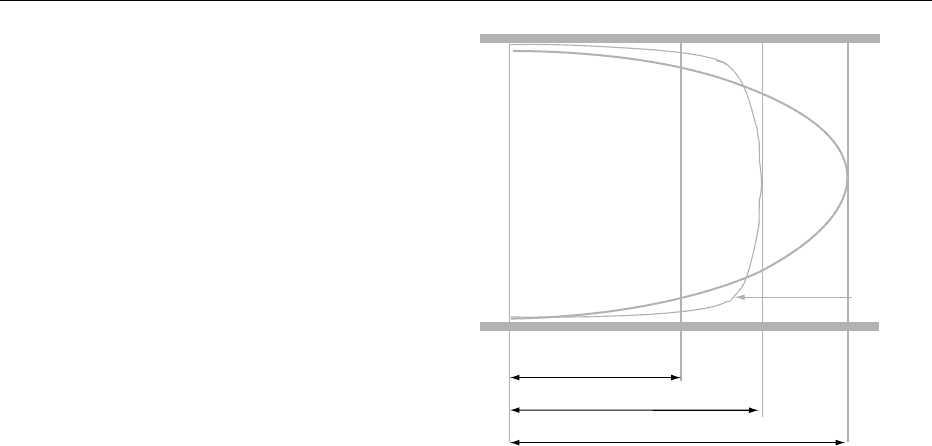
0030 Most pasteurizer designs require the product to be
held for a fixed period of time in order to achieve the
desired lethality. The most reliable method of achiev-
ing this is to use a holding tube, the design of which is
critical. Any bacteria present in the liquid to be pas-
teurized can be treated as solid particles in suspen-
sion, and the rate at which they progress along the
holding tube will depend upon the flow pattern that is
induced within it. The flow pattern may be deduced
by estimating the Reynolds Number (Re) for that
liquid under those process conditions, i.e.,
Re ¼ v r d=m,
where v is the velocity, r is the specific gravity at the
holding temperature, d is the pipe diameter, and m is
the dynamic viscosity at the holding temperature.
When Re 2000 for flow in tubes, the flow is said
to exhibit streamline or laminar flow, where there is a
large variation in velocity across the tube, with the
velocity in the center being twice the average velocity,
i.e., the minimum time taken for a particle to pass
along the tube would be half that of the average, as
illustrated in Figure 9. Values of 2000–4000 are said
to characterize critical or intermediate flow patterns,
where the geometry of the tube, e.g., the incidence of
bends, will affect the flow pattern. At Re 4000, the
flow in a tube will exhibit turbulent flow, where
the distribution of velocities is much narrower, and
the minimum residence time may be as high as 0.83
that of the mean. Turbulent flow is designed into most
holding tubes, but the holding efficiency is assumed to
be 0.75. The advantages of turbulent flow in holding
tubes are tighter control of the lethality of the process
and less chemical damage to the product for that
lethality.
0031The second issue for holding tubes is heat loss.
Heat is readily lost even from polished stainless sur-
faces, particularly with smaller plants where the sur-
face:volume ratio is higher. Holding tubes must never
be situated in draughty locations such as close to
doors, since sudden draughts can lead to a drop in
holding temperature that will cause the process to
fail. Where cold and variable ambient conditions are
expected, the holding tubes must be insulated, and if a
long hold is being used, e.g., holding whole liquid egg
at 65
C for 150 s in the UK or 60
C for 210 s in the
USA, auxiliary heating of a box around the holding
tube should be considered.
0032The temperature of the hot product is normally
sensed by a fast responding probe close to the end of
the holding tube. The signal generated is used to both
provide a permanent record of the heat treatment
and to generate a signal to the flow diversion valve.
Should the temperature in the holding tube fall out-
side a preset range (e.g., 72–78
C for milk) or a
failure in any of the services (steam, air, power), the
Average velocity
Maximum under turbulent flow
Maximum under streamline flow
Streamline
Turbulent
fig0009Figure 9 Illustration of the relationships between flow veloci-
ties in a tube under turbulent and laminar flow regimes.
PASTEURIZATION/Pasteurization of Liquid Products 4393
valve must move into the divert position and the
heated product be sent back to the balance tank.
Only when the temperature is in the desired range
should the valve permit product to flow forward into
the downstream, cooling sections of the plant. This
action protects the downstream part plant from con-
tamination by under-processed material and hence
avoids risk to the consumer. The recorder fitted to
the pasteurizer must record the pasteurization tem-
perature, final product temperature, and status of the
flow diversion valve throughout the operation.
0033 In most large-throughput plate heat exchangers,
the bulk of the cooling will be achieved by regener-
ation, with final cooling by chilled water. Chilled
water may be produced directly by refrigeration or
indirectly via an ice bank. Where cooling by glycol or
brine solutions is employed, more stringent controls
are needed to avoid freezing. In all cases, the coolant
must be of good microbiological quality and product
contamination avoided. With rheologically simple
liquids such as beer and milk, the cooling would use
countercurrent flow to achieve the optimal exit tem-
perature. However, with more complex liquids such
as cream, where the viscosity is dependent on many
factors, including the time–temperature–shear profile
during cooling, a mixture of co- and counter-current
cooling may be employed. For the thickest creams,
there is only partial cooling in the heat exchanger,
with the remaining cooling being achieved after
filling, in the retail container. This approach demands
the highest hygiene standards during filling and
effective cooling of the containers.
Tubular Heat Exchangers
0034 Although plate heat exchangers are excellent ma-
chines for pasteurization of low-viscosity liquids,
there can be problems with those liquids either dis-
playing higher viscosities, a tendency to foul at modest
temperatures or containing suspended particles. The
introduction of tubular heat exchangers enables a
greater path width, e.g., 5–10 mm, so that fouling
becomes less critical and particles less likely to
become trapped.
0035 In the case of fruit juices containing pulp, simple
tubular heat exchangers provide an effective means of
pasteurization though with higher capital and run-
ning costs. This may be attributed to lower surface:-
volume ratios than are possible with plate heat
exchangers and to problems in heat recovery. The
surface:volume ratio can be increased by adopting
an annular design, and heat exchange may be im-
proved by adopting a rippled wall profile to promote
turbulence. Detail improvements in the design of tu-
bular heat exchangers have reduced the cleaning
problems, particularly in permitting product–product
heat exchange, and so direct heat regeneration has
become possible. Control systems are similar to those
for plate heat exchangers.
0036Although most fruit juices have pH values below
4.5 and are not considered high risk, pear juice,
banana pure
´
e, and tomato juice may be low acid.
Regardless of the public health risk, heat treatment
is needed if rapid spoilage is to be avoided. Pas-
teurization at over 70
C for 15 s should inactivate
vegetative spoilage organisms such as yeasts, mold
mycelia, and Lactobacillus fermentum in a high
acid juice. More severe conditions such as 87
C for
15 s would be needed for inactivation of spoilage
enzymes, and for inactivation of Byssochlamis spp.
ascospores, temperatures in excess of 100
C would
be needed. Tomato juice has been processed at 115
C
for 15 s.
Concluding Comments
0037Low-acid products must be kept refrigerated after
pasteurization and have a relatively short shelf-life.
Postpasteurization contamination poses a major
threat to product quality and can only be avoided
by using either in-container treatments or aseptic
filling techniques. The advantages and disadvantages
of the pasteurization processes are summarized in
Table 1.
tbl0001Table 1 Summary of the main advantages and disadvantages
of pasteurization systems
Advantages Disadvantages
Batch tank Batch tank
Low capital cost High energy cost
Low maintenance cost Poor cooling characteristics
Very flexible
Suitable for small quantities
PPC risk depends on
downstream hygiene
In-container tunnel In-container tunnel
Avoids PPC High capital cost
High capacity possible High space requirement
Consistent lethality
More efficient than batch
Product containers must be
heat-resistant
Low cleaning requirement Less efficient than HTST
Higher maintenance than
others
Plate heat exchanger Plate heat exchanger
Moderate capital cost Viscosity limit
Low maintenance cost Particulates limit
Low space requirement Shear can damage product
High energy efficiency
Consistent lethality
PPC risk depends on
downstream hygiene
Fouling problems with
temperature-sensitive
products
4394 PASTEURIZATION/Pasteurization of Liquid Products