Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.


0054 Cardiac arrhythmias The question of whether caf-
feine consumption increases the frequency or severity
of ventricular arrhythmias is still partially unresolved
as there may be particularly sensitive patients: the
consensus is now that a ‘moderate’ coffee consump-
tion, corresponding to 200–500 mg of caffeine per
day, is unlikely to increase the frequency of arrhyth-
mias both in healthy subjects and in patients suffering
from tachycardia or fibrillation.
Other Health Questions Associated with Coffee
Consumption
0055 Coffee and the gastrointestinal function According
to a complete review of all the available data
‘ . . . there is no evidence for an association of coffee
ingestion with peptic ulcer disease or functional dys-
pepsia.’ The increase in heartburn due to a reduction
of the lower esophagal sphincter pressure and conse-
quent gastric acid reflux, associated with both regular
and decaffeinated coffee consumption by sensitive
individuals, has not yet been explained, and no clear
link has been shown with the presence of specific
substances in the coffee brew. An increase of the distal
colon motility by about 30% of subjects within min-
utes after coffee consumption has been described in
one study. In another study, consumption of two cups
of coffee after an overnight fast produced no change
in mouth-to-cecum transit time in healthy subjects.
Coffee consumption produces contractions of the
gallbladder, as is also the case with other foodstuffs.
The size of the population suffering gastrointestinal
discomfort after drinking coffee, the symptoms them-
selves, and the mechanism remain unclear, with the
possible exception of dyspeptic complaints of patients
suffering from duodenal ulcer.
See also: Caffeine; Calcium: Properties and
Determination; Cancer: Diet in Cancer Prevention;
Coffee: Physiological Effects; Dietary Fiber:
Physiological Effects; Flavor (Flavour) Compounds:
Structures and Characteristics; Hypertension:
Physiology; Magnesium; Mycotoxins: Occurrence and
Determination; Niacin: Physiology; Phytic Acid:
Nutritional Impact; Polycyclic Aromatic Hydrocarbons;
Potassium: Properties and Determination; Zinc:
Physiology
Further Reading
Boekema PJ (1999) Coffee and gastrointestinal function:
Facts and fiction – A review. Scandinavian Journal of
Gastroentherology Suppl. 230.
Bucheli P and Taniwaki MH (2002) Review – Research on
the origin, and on the impact of post-harvest handling
and manufacturing on the presence of ochratoxin A in
coffee. Food Additives Contaminants 19: 655–665.
Clifford MN (1999) Review – Chlorogenic acids and other
cinnamates – nature, occurrence and dietary burden.
Journal of the Science of Food Agriculture 79: 362–372.
Committee on Diet and Health, National Research Council
(1989) Diet and Health, pp. 465–471.Washington, DC:
National Academy Press.
Martin PR, De Paulis T and Lovinger DM (2001) Non-
caffeine di-cinnamoylquinide constituents of roasted
coffee inhibit the human adenosine transporter. Proceed-
ings of the 19th ASIC Conference, CD-rom.
Nehlig A (1999) Are we dependent upon coffee and caf-
feine? A review on human and animal data. Neurosci-
ence and Biobehavioral Reviews 23: 563–576.
Schilter B, Holzha
¨
user D and Cavin C (2001) Health bene-
fits of coffee. Proceedings of the 19th ASIC Conference,
CD-rom.
Viani R (2000) Coffee: Ullmann’s Encyclopedia of Indus-
trial Chemistry, CD-rom.
Walker R (1997) Quality and safety of coffee. Proceedings
of the 17th ASIC Conference, pp. 51–60.
Cognac See Brandy and Cognac: Armagnac, Brandy, and Cognac and their Manufacture; Chemical
Composition and Analysis of Cognac
Cole Crops See Vegetables of Temperate Climates: Commercial and Dietary Importance; Cabbage and
Related Vegetables; Leaf Vegetables; Oriental Brassicas; Carrot, Parsnip, and Beetroot; Swede, Turnip, and
Radish; Miscellaneous Root Crops; Stem and Other Vegetables
1516 COFFEE/Physiological Effects

COLLOIDS AND EMULSIONS
M M Robins and P J Wilde, Institute of Food
Research, Norwich, UK
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Introduction
0001 In the strictest sense, colloids are dispersions of two
or more immiscible materials, where the characteris-
tic length of the inclusions (particles) is between 1 nm
and 1 mm. However, in foods, the term ‘colloids’ gen-
erally includes dispersions containing larger particles,
and foams, where the bubble size may approach milli-
meters. Food dispersions thus encompass suspensions
such as sugar fondant (solid sugar particles in a satur-
ated sugar solution), emulsions such as milk, cream,
sauces, and spreads, and foams such as are found in
bread, beer, and icecream. Icecream is an archetypal
food dispersion, containing dispersed particles of
solid (sugar and ice), liquid (fat), and gas (air). The
key property that these foods have in common is the
presence of particles, and the consequent high inter-
facial area between the particles and the continuous
phase. The properties of food colloids are dominated
by the particles and their interactions, which in turn
are controlled by the properties of the interfacial
region.
0002 Although other food-relevant systems may contain
microscopic particles, such as suspensions of yeast
used in brewing, this article is confined to inanimate
colloids whose composition and properties are formed
naturally, as in milk, or deliberately engineered to
manufacture a particular food, such as a dressing.
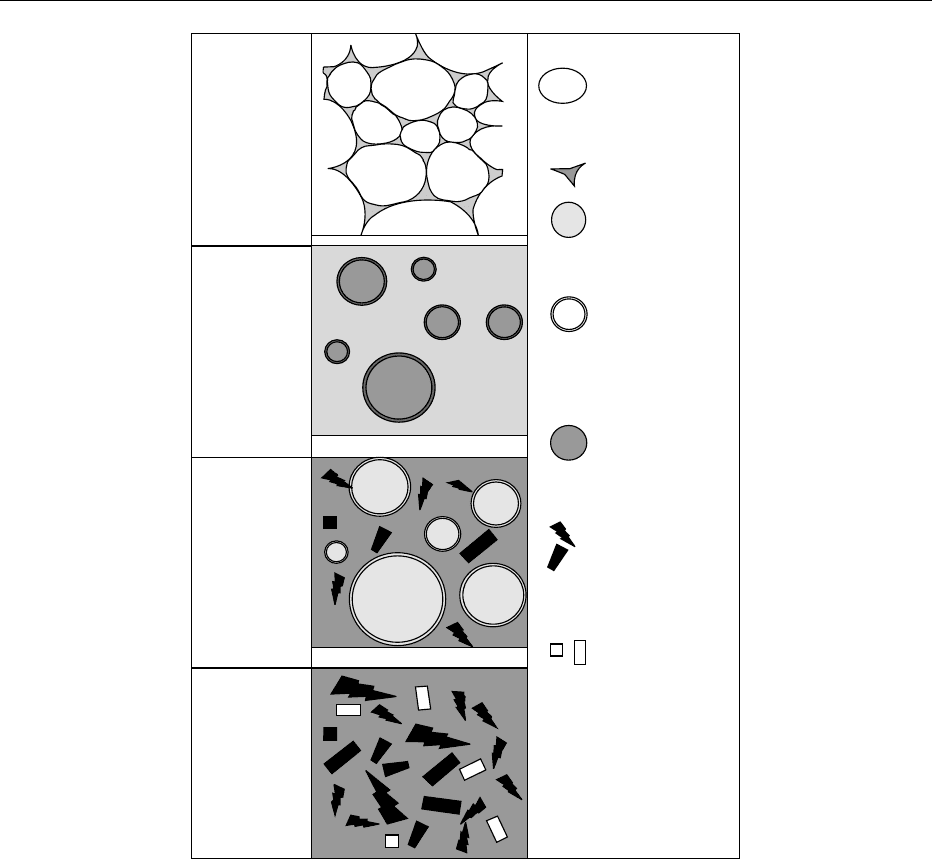
0003 Figure 1 shows examples of the structure of the
common forms of food colloid. Suspensions are
usually formed by crystallization processes, which
are outside the scope of this article (See Crystalliza-
tion: Basic Principles). Similarly, foams have charac-
teristic behavior and properties that are covered more
fully in a companion article. Here we focus on emul-
sions, which are the most common type of food col-
loid.
0004 Emulsions are liquid-based dispersions containing
droplets of oil or water dispersed in water or oil
respectively. In order to maintain the droplet struc-
ture, the oil–water interface is coated with a layer of
emulsifier. In oil-in-water (O–W) emulsions the sta-
bility is highly dependent on the emulsifier. However,
in water-in-oil (W–O) systems (such as butter) the
continuous phase is partially solid, which enhances
stability and gives the food a firm texture. Crystal-
lization of the dispersed phase may also be used to
generate texture, but in an indirect way, as partial
crystallization of the oil droplets in cream and ice-
cream enhances their whipping properties.
0005Below we outline the composition, formation, and
characterization of food emulsions and refer briefly
to their safety and nutritional aspects.
Formulation
0006Food emulsions can be simple O–WorW–O systems,
or multiple emulsions where the dispersed phase is
already an emulsion (W–O–W, O–W–O). They often
contain a complex mixture of ingredients including
proteins, polysaccharides, emulsifiers, water, and oil.
Each of these ingredients contributes to the overall
properties of the emulsion, as detailed in the
following section.
Aqueous Phase
0007The role of the aqueous phase is chiefly as a solvent to
the water-soluble components (salts, emulsifiers, pro-
teins, polysaccharides, etc.), as either the continuous
phase in O–W emulsions or as the dispersed phase
in W–O emulsions. Water molecules possess strong
orientation-dependent attractive hydrogen bonds,
which result in a high interfacial tension. This makes
breaking the dispersed phase into fine droplets diffi-
cult. Thus, the interfacial tension forces need to be
reduced by the presence of emulsifiers. The pH, ionic
strength, and emulsifier concentration influence the
formation and physical characteristics of the emul-
sion, by altering the size of droplets and the inter-
actions between them. The viscosity of the aqueous
phase can be altered by the addition of hydrocolloids
(gelling or thickening agents, usually polysaccharides
such as starch or xanthan gum), which can also affect
emulsion formation, rheology, and stability. This is
utilized extensively in low-fat O–W emulsion-based
food products such as dressings, yogurts, and
desserts.
Oil Phase
0008The oil phase in food emulsions, whether from animal
or plant sources, is mainly in the form of triglycerides.
The oil also contains levels of di- and monoglycerides,
polar lipids, and free fatty acids. The latter three
lipids tend to be surface-active, more water-soluble,
and sometimes used as food emulsifiers. The three
most common fatty-acid chains are the saturated
palmitic (C16) and stearic (C18) and the unsaturated
oleic (C18:1) and linoleic (C18:2). Plant oils tend to
COLLOIDS AND EMULSIONS 1517
contain more unsaturated fats than those of animal
origin (with the exceptions of coconut and palm oils),
and therefore tend to be liquid at room temperature.
Fat is an essential nutrient, and the oil phase imparts a
characteristic mouth feel to products such as cream,
butter, and cheese. The oil phase is also used as a
solvent for the more lipophilic emulsifiers, oil-soluble
nutrients (e.g., oil-soluble vitamins and essential fatty
acids) and some flavor and aroma compounds.
0009 An important property of the oil phase is the
solidification or crystallization of the fat. Solid fat in
an emulsion has different rheological and textural
properties to liquid oil, particularly in W–O emul-
sions. In addition, fat crystals can form structures
that change the texture of fat-continuous products
such as chocolate, butter, and cheese. Crystallization
of the fat in the dispersed phase of ice cream and
whipped cream allows the oil droplets to form solid
networks that enhance structure and texture. The
viscosity of the dispersed oil phase is also important
for homogenization, as droplets made up of high-
viscosity oil are less deformable and therefore more
difficult to homogenize into smaller droplets.
Emulsifiers
0010The role of emulsifiers is to form an adsorbed layer
around the emulsion droplets. This adsorbed
layer lowers the interfacial tension, which aids
emulsification, and stabilizes the droplets against
flocculation and coalescence. Emulsifiers need to be
surface-active, so that they will naturally assemble at
an interface. They therefore need to be amphiphilic
(i.e., possess both hydrophilic and hydrophobic
parts). Emulsifiers can be either low-molecular-weight
Foam
(e.g. beer)
Key
Gas bubble
Aqueous phase
containing
stabilizers, salts,
flavors,
preservatives, etc.
Emulsifier layer
around droplets.
Oil phase
containing oil-
soluble flavors and
nutrients.
Fat crystals
Sugar crystals
Oil-in-
water
emulsion
(e.g. salad
cream)
Water-in-
oil
emulsion
(e.g.
margarine)
Suspension
(e.g.
chocolate)
fig0001 Figure 1 Types of food colloid and their structures.
1518 COLLOIDS AND EMULSIONS
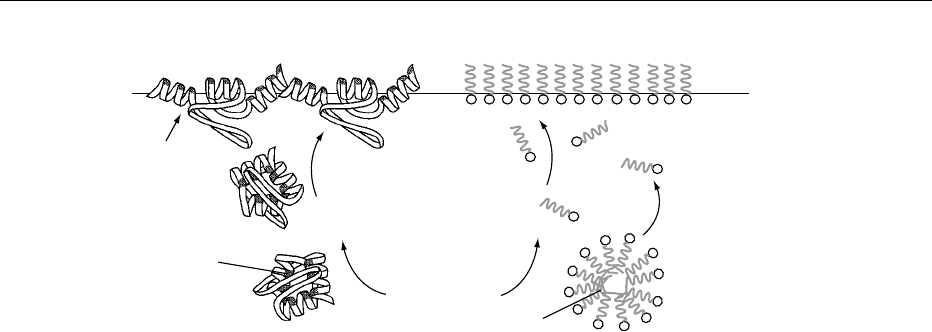
emulsifiers or macromolecular polymers, as shown in
Figure 2. The low-molecular-weight emulsifiers have
a small hydrophilic head group and one or more
hydrocarbon chains; they include mono- and digly-
cerides, lecithins, polysorbates, and sugar esters. The
most common polymeric emulsifiers in food systems
are proteins, mainly from milk, but other sources
include soya, meat, and fish, depending on the appli-
cation. Other polymeric emulsifiers include modified
cellulose and block copolymers, although block co-
polymers are not approved for food use.
Stabilizers
0011 Although emulsifiers help stabilize emulsions, the term
‘stabilizer’ in the context of emulsions is specifically
aimed at polymers which are added to the aqueous
continuous phase to improve the stability of O–W
emulsions. These polymers are often in the form of
gums such as xanthan, guar, carageenan, etc. Addition
of the polymers in sufficient concentrations to form a
network results in the effective encapsulation of the
emulsion droplets by the polymer. This immobilization
prevents flocculation of the droplets and reduces
creaming.Lowerconcentrationsofpolymercaninduce
flocculation by the depletion mechanism. Depending
on the conditions, this flocculation can create a solid
network of emulsion particles with enhanced viscoe-
lastic properties (e.g., ice cream and whipped cream).
Under different conditions, flocculation by polymers
can induce rapid creaming or sedimentation.
Other Ingredients
0012 From a purely physical standpoint, we tend to ignore
components in an emulsion that do not contribute
to its physical characteristics. However, in food
emulsions the physical properties are not the only
issue: flavor, sensory, and safety characteristics are
also important. To this end, food emulsions contain
salts, sugars, flavors, colors, and preservatives. How-
ever, these components highlight issues in colloids
and emulsions that would not normally be of concern
in other food products. Salt is perhaps the most im-
portant component as this can affect the solubility of
functional ingredients such as proteins and polysac-
charides. Specific interactions between, for example,
calcium and caseins cause precipitation of the pro-
teins. Salt also affects the electrostatic colloidal sta-
bility by screening the electrostatic repulsion forces
between particles. Sugars are usually inert as far the
physical properties of emulsions are concerned, but
they can lower the dielectric constant of the continu-
ous phase, which affects colloidal interactions, and
certain sugars, such as trehalose, are known to pro-
tect proteins against denaturation during heating and
drying. Flavors, colors, and preservatives are usually
present at relatively low levels, and generally do not
influence the physical characteristics. However, some
components are volatile and partitioning can often
occur, from one phase to the other. It is important to
understand these processes, for example for efficient
use of preservatives, so that they remain in the phase
that allows them to achieve the desired function.
Formation
0013Formation is clearly a critical stage in the life of an
emulsion. Many of the physical parameters of the
emulsion are established here. If the emulsion is to
remain stable for significant periods, then the emul-
sion droplets need to be small enough to slow down
Hydrophobic groups exposed to oil phase
Unfolding
Adsorption
Aqueous phase
Oil phase
(a) (b)
Diffusion
Hydrophobic
chains at core
of micelle
Hydrophobic
groups at core
of molecule
fig0002 Figure 2 Emulsifier structure and adsorption of (a) proteins/polymers and (b) low-molecular-weight emulsifiers/surfactants.
Hydrophobic groups are shaded in gray. Proteins form a folded structure in solution, keeping the hydrophobic amino acids away
from aqueous solution. Upon adsorption, they unfold to expose these groups to the oil phase. Similarly, surfactants and emulsifiers
form micelles, holding the hydrophobic chains in the core of the structure, which then dissociate and adsorb to the interface.
COLLOIDS AND EMULSIONS 1519
the creaming and separation processes (typically
<1mm diameter), which will be discussed later. The
main factors which determine the ‘quality’ of the
newly formed emulsion which will be discussed here
are: (1) the adsorption of emulsifiers to the droplet
surface; (2) the homogenization process; and (3)
stability during formation.
Adsorption
0014 Emulsion formation requires the dispersion of one
phase into small droplets. This results in a massive
increase in interfacial area between the dispersed and
continuous phase. Classically, interfacial tension is
defined as the work required to increase the surface
area by a unit amount. The interfacial tension be-
tween the two phases is therefore extremely import-
ant. Interfacial tension forces act on droplets to
minimize surface area, hence, liquid droplets form
spheres in the absence of other forces. Lowering the
interfacial tension means that less energy is required
to increase the interfacial area by a unit value. This is
achieved through the use of emulsifiers, which adsorb
at the interface between the two phases and lower the
interfacial tension by disrupting the hydrogen bonds
between the water molecules at the interface. Emulsi-
fiers can be simple lipid-like molecules or complex
macromolecules such as proteins; however, they are
all amphiphilic so that they naturally align themselves
at the interface, as shown in Figure 2. The interfacial
tension is determined by the structure of the emulsi-
fier and the interfacial concentration, therefore the
most effective emulsifiers are those whose structure
allows the formation of a dense, close-packed inter-
facial layer. The dynamics are also very important
because the homogenization process is rapid, so it is
the dynamic interfacial tension over time scales < 1 s
that is most important, not the equilibrium value.
Rapid adsorption of the emulsifier to lower the inter-
facial tension will thus result in more effective
emulsification of the dispersed phase during the
homogenization process.
Homogenization
0015Homogenization is the process by which the dis-
persed phase is broken up into small droplets (See
Agitation). Normally, rapid mixing of the ingredients
is used to create a coarse premix. This is sufficient to
break up the dispersed phase into large droplets, and
allow adsorption of the emulsifiers prior to final
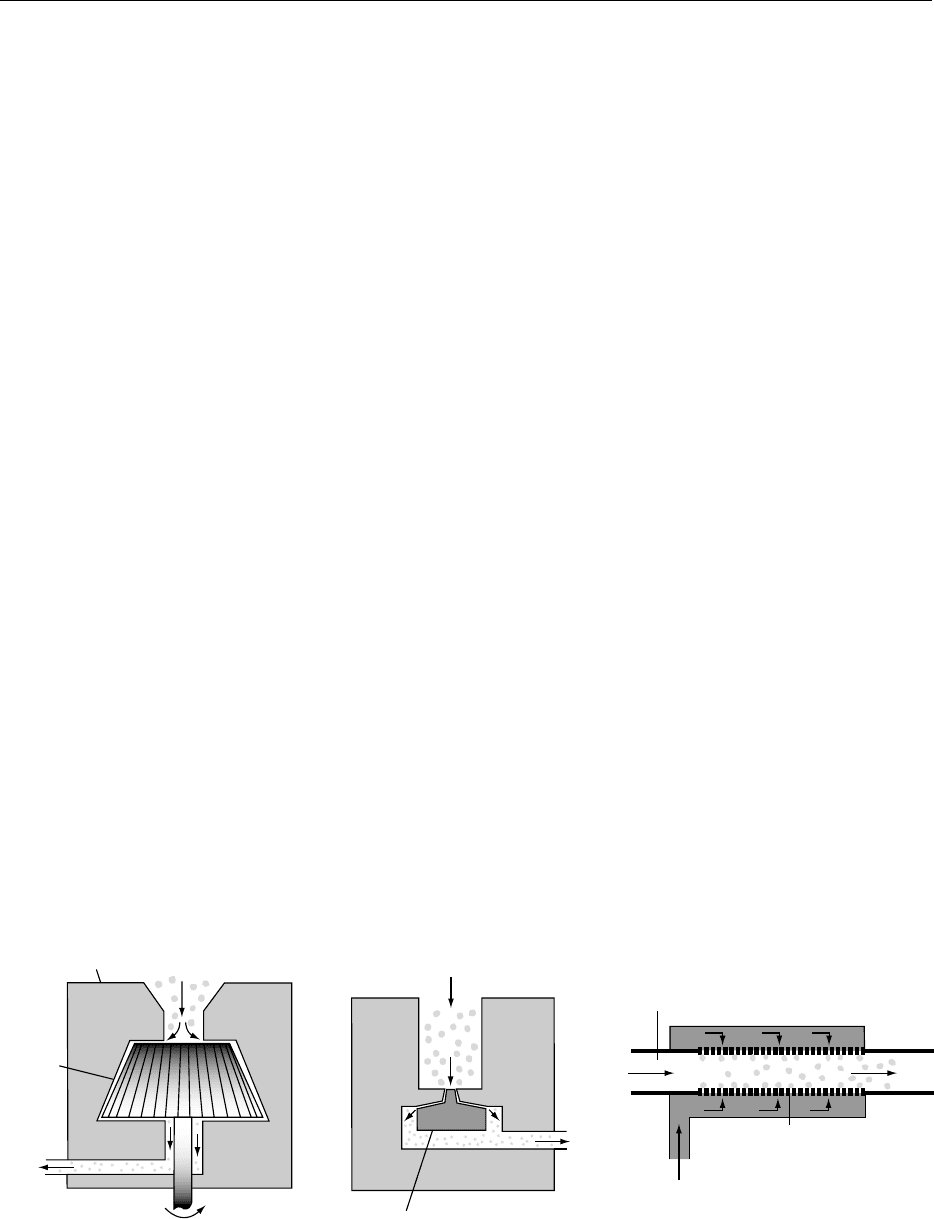
homogenization. Figure 3 shows the three main
methods of homogenization. Mechanical methods
such as rotor–stator systems induce high shear fields
to break up droplets. High-pressure homogenizers are
now very common, and simply force the premix
through a narrow orifice or valve at high pressures
(typically 10–100 MPa or 1500–15 000 lb in
2
). For-
cing the emulsion through a valve at high pressure
creates turbulence and very high shear forces, thus
breaking up the droplets. However, shear forces are
not the most efficient way of breaking up droplets, as
the shear field tends to lose energy rotating the drop-
let. Forcing the droplets through a simple orifice in-
duces elongational flow forces that break up droplets
more efficiently. The droplet size produced is, within
certain boundaries, generally inversely proportional
to the energy input during homogenization. More
accurately, it is related to the energy dissipated into
droplet break-up. This is affected by the interfacial
tension, and viscosities of the dispersed and continu-
ous phases. As continuous-phase viscosity increases,
Stator
Outlet
Rotor
Motor drive
(a) (b) (c)
Valve
Outlet
High pressure
Continuous phase
Controlled pore
membrane
Dispersed
phase
Inlet
fig0003 Figure 3 Basic principles of homogenization methods. (a) Rotor–stator device or colloid mill. The rotor, incorporating grooves or
blades, spins at high speed, generating high shear fields to break up droplets. (b) High-pressure homogenizers force the droplets
through narrow valves or orifices to break up droplets through high shear or elongational forces. (c) Porous membranes are used to
extrude the dispersed phase into the flowing continuous phase.
1520 COLLOIDS AND EMULSIONS

droplet size will decrease, yet as dispersed-phase vis-
cosity increases, the droplets become more difficult to
break and droplet size consequently increases. The
most energy-efficient process is the microporous ap-
proach, where the dispersed phase, or premix, is
forced through a porous substrate into the continuous
phase. The droplet size produced is dependent on the
interfacial tension and the pore sizes. These micro-
porous methods are still being developed and have
not yet been widely utilized in the food industry, due
to the low throughput.
Stability during Formation
0016 Coalescence or fusing of droplets is a major instabil-
ity process in emulsions, which will be discussed later.
During formation, droplets are exposed to aggressive,
turbulent conditions designed to break up droplets.
These conditions also serve to increase the number
and intensity of collisions between droplets. This in-
creases the probability of recoalescence, particularly
during the critical period when the adsorption process
is not complete. Therefore, emulsifiers that adsorb
slowly are particularly prone to this problem, and if
the homogenization method is not optimized, then
energy is wasted through recoalescence after break-
up. This problem can be reduced through the control
of the hydrodynamic conditions immediately after
homogenization. This can be achieved by gently dis-
persing the droplets into a larger volume by either
hydrodynamic methods or inert filler particles. This
increases the interdroplet distance and reduces the
probability of coalescence. However, in a commercial
process it may not be convenient to form dilute emul-
sions and other strategies may be needed to produce
acceptable emulsions.
0017 In summary, by controlling the emulsifier type,
concentration, and homogenization conditions, it is
possible to control the droplet size distribution. It
is the size and physical properties of the droplets
which are the principal factors controlling the behav-
ior of the whole emulsion, such as the rheology,
stability, texture, and other quality characteristics of
food emulsions, as described in the next section.
Characterization and Properties of
Colloids and Emulsions
Particle/Droplet Size
0018 The size of the dispersed particles or droplets is a key
factor in the properties and stability of the dispersion.
For example, for a product to appear turbid, the
constituent particles must be able to scatter visible
light, which means that their diameter needs to be at
least 0.4 mm. However, very large particles tend to be
less stable to the processes of flocculation (See Floc-
culation) and creaming, or impart a gritty mouth feel
to the product. The particles in colloidal foods are
generally very polydisperse, with a factor of 10 or
more between the sizes of the largest and smallest
particles present. It is thus very important to generate
the optimum particle size distribution for each prod-
uct, and to insure that it does not change during
storage.
0019Typically, O–W food emulsions contain oil drop-
lets of diameter in the range 0.5–2 mm, and W–O
products such as spreads contain water droplets up
to 20 mm. Solid dispersed particles, such as sugar
crystals in chocolate, have diameters in the range
0.1–50 mm, although grittiness is detectable when
the particles exceed about 20 mm.
0020Measurement of the particle size in colloidal foods
or emulsions depends on the type of product and the
size range of interest. Most foods can be examined
microscopically, using optical methods for larger
particles (> 3 mm) and electron microscopy in the sub-
micron range. Microscopy is ideal for qualitative as-
sessments of particle size and shape (See Microscopy:
Light Microscopy and Histochemical Methods; Scan-
ning Electron Microscopy; Transmission Electron
Microscopy; Image Analysis), but quantitative meas-
urement of a size distribution is less straightforward.
Other direct methods such as sieving are convenient
only for solid particles at the larger end of colloidal
sizes. Indirect particle-sizing methods include optical
and electrical techniques. The most common tech-
nique for droplet size determination is laser diffrac-
tion, based on the principle that the angle by which
light is scattered from a particle is (inversely) related
to its size. Measuring the intensity of light at a range
of scattering angles enables the size distribution of the
scattering particles (droplets) to be estimated. An-
other popular method for characterizing particle size
distribution is the electric sensing-zone technique. In
this method the particles are passed singly through a
small gap between electrodes, and the volume of the
particle is estimated from the change in capacitance
during transit.
0021The light-scattering and electrical capacitance tech-
niques both require very low particle concentrations
(typically < 0.01% v/v), and recently there have been
developments in methods that can characterize
droplet size in concentrated emulsions. The principal
techniques are acoustic, since ultrasound propagates
readily through concentrated dispersions and detailed
analysis of the frequency-dependent attenuation spec-
trum of ultrasound enables estimation of the particle
sizes present. A similar technique is electroacoustics,
where (charged) particles in a concentrated dispersion
are made to oscillate in an electric field, which
COLLOIDS AND EMULSIONS 1521
generates sound waves whose characteristics are re-
lated to the particle charge and size.
Stability
0022 Emulsions are inherently unstable and, given suffi-
cient time, will eventually separate into bulk layers
of oil and water. However, temporary stability can be
achieved, and foods are engineered to remain com-
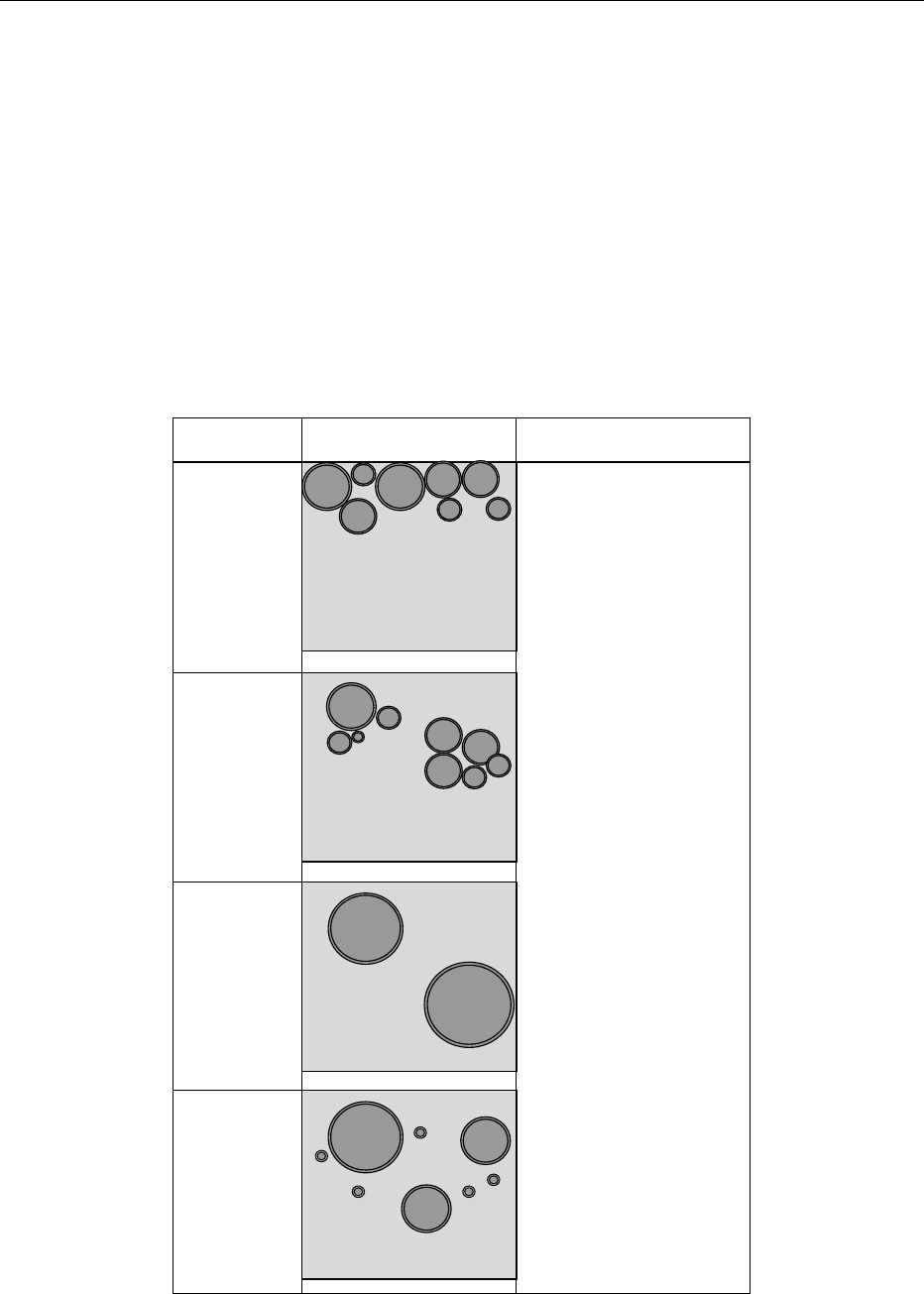
paratively stable for the required shelf-life. The mech-
anisms by which emulsions change in structure with
time are shown in Figure 4. The figure also shows
schematic drawings of the structural changes in the
emulsions due to each type of instability. It is clear
that creaming and flocculation involve the physical
rearrangement of droplets into a layer or clumps
(aggregates) respectively, whereas coalescence and
disproportionation exhibit changes in the primary
droplet size. Since emulsions are not thermodynamic-
ally stable systems, there are slow changes taking place
from the start, and eventually the droplets grow to
such an extent that the emulsion breaks into bulk
layers of the component phases.
0023The interaction forces between droplets are crucial
for the stability of the emulsion. If the droplets are
highly charged, and there is a low ion concentration
in the continuous phase, the droplets experience
repulsive forces when they approach each other,
and these forces keep them separated as individual
Instability
type
Creaming
Flocculation
Coalescence
Disproportion-
ation
Schematic mechanism
Factors promoting
instability
Large density difference
between droplets and
continuous phase; large
droplets; low continuous-
phase viscosity
Droplets move
under gravity
to the top
(oil-in-water)
or base
(water-in-oil)
of the container
Droplets clump
together into
aggregates, but
retain original
droplet size
Droplets clump
together and
then merge to
form larger
droplets
Swelling of
larger droplets
by molecular
transfer of oil
from smaller
droplets, which
eventually
disappear
Attractive interactions
between droplets; low
charge and/or high ionic
strength; presence of
adsorbing polymer to bridge
between droplets; presence of
nonadsorbing polymers to
induce depletion
flocculation
Flocculation or creaming to
bring droplets together; an
interfacial layer that
ruptures easily
Polydispersity in droplet
size; significant solubility of
disperse phase (oil) in
continuous phase; excess
emulsifier; high interfacial
tension
fig0004 Figure 4 Emulsion instability processes.
1522 COLLOIDS AND EMULSIONS

particles. If an emulsion is stable to flocculation on a
certain time scale, coalescence is also prevented
because the droplets are repelled before the interfaces
get near enough to merge. Certain additives used
in food, e.g., polysaccharide ‘stabilizers’, may cause
flocculation of the droplets in order to impart a par-
ticular texture, and then the interfacial composition is
important in preventing coalescence of the adjoining
droplets. The interfacial properties that are important
in preventing coalescence of droplets in close contact
are steric hindrance, interfacial viscoelasticity (of
polymers and proteins), and interfacial mobility (of
emulsifiers and surfactants).
Rheology
0024 The rheological properties of emulsions are import-
ant functional properties, both during processing and
in the final product where the texture is an important
component of mouth feel. The response of the emul-
sion to mechanical stress may mimic simple liquids,
as in dilute emulsions such as milk. At the other
extreme, they may be designed to impart a solid-like
texture, as in mayonnaise.
0025 The rheological properties are controlled primarily
by the concentration and size of the droplets, and by
the composition of the continuous phase. (See Rhe-
ology of Liquids). Emulsions of low droplet con-
centration, where the droplets are unflocculated
and the continuous phase is a simple liquid, will be
of low, constant viscosity at a given temperature
(Newtonian behavior). As the droplet concentration
increases, and/or flocculation occurs, the emulsion
becomes progressively more non-Newtonian. Its
response to flow is now dependent on the magnitude
of the applied stress, and the time scales of applica-
tion. These characteristics are deliberately designed
into many products, so the food rests on a plate
without spreading, but is capable of flowing when
dispensed. The apparent lack of response to a low
stress (such as gravity) is sometimes attributed to the
presence of a ‘yield’ stress, implying that up to a
certain stress level the emulsion is solid-like and
flows only when the applied stress exceeds a critical
value.
Flavor
0026 Controlling the flavor of foods is described elsewhere,
but in emulsions the droplet composition and struc-
ture are additional variables. In many traditional
foods, flavor components are present in both the oil
and aqueous phases, and the full flavor is only
released by droplet breakdown in the mouth. The
droplet size and interfacial composition (emulsifiers)
are also important factors.
Safety
0027Microbiological food safety relies on either steriliza-
tion or the existence of chemical conditions hostile
to microbial growth. In an emulsion the foodborne
bacteria can only grow in the aqueous phase, but the
oil phase can affect the chemical environment for
growth. This is because many antimicrobial agents,
e.g., organic acids, are able to partition into the oil
phase, thus reducing their preservative action in the
aqueous phase. Food manufacturers are increasingly
taking emulsion structure into account when formu-
lating preservative systems.
Nutrition
0028The dietary impact of emulsions is the high fat
content. Reducing fat intake is the principal target
in the fight to reduce chronic heart disease in the
developed world. Therefore one approach is to
reduce the fat content in food emulsions, but retain
the texture and flavor of the original product. A
simple way is to increase the viscosity of the pro-
duct with thickeners; however, the rheological behav-
ior and hence perceived texture is very different. A
better way is to produce dispersed droplets that
behave like emulsion droplets, but with a lower fat
content, by using gels, coacervates, or multiple emul-
sions (oil droplets containing water droplets). In
margarines and spreads, large volumes of water can
be dispersed into the fat continuous phase through
the use of appropriate emulsifiers and processing.
Another approach is to use fat replacers, which
are not broken down and digested in the gut; how-
ever, use is limited due to other physiological side-
effects.
0029Another important nutritional factor is the absorp-
tion of oil-soluble nutrients. Oil-soluble vitamins and
antioxidants are crucial for health. They are thought
to protect against heart disease and cancer. Their
successful absorption is dependent on the processing
of the raw materials, emulsion structure, and inter-
facial composition. Colloid science is now an import-
ant part of trying to understand the mechanisms
involved.
See also: Aerated Foods; Crystallization: Basic
Principles; Emulsifiers: Organic Emulsifiers; Phosphates
as Meat Emulsion Stabilizers; Uses in Processed Foods;
Fats: Production of Animal Fats; Uses in the Food
Industry; Flocculation; Homogenization; Margarine:
Types and Properties; Milk: Liquid Milk for the Consumer;
Processing of Liquid Milk; Physical and Chemical
Properties; Rheology of Liquids; Stabilizers: Types and
Function
COLLOIDS AND EMULSIONS 1523
Further Reading
Becher P (ed.) (1983) Encyclopedia of Emulsion Technol-
ogy. New York: Dekker.
Binks BP (ed.) (1988) Modern Aspects of Emulsion Science.
Cambridge: Royal Society of Chemistry.
Dickinson E (1992) An Introduction to Food Colloids.
Oxford: Oxford University Press.
Dickinson E (1998) Structure, stability and rheology of
flocculated emulsions. Current Opinion in Colloid and
Interface Science 3: 633–638.
Dickinson E and Stainsby G (1982) Colloids in Food.
London: Applied Science Publishers.
Friberg S (ed.) (1976) Food Emulsions. New York: Marcel
Dekker.
Robins MM (2000) Particle size analysis in food. In: Meyers
RA (ed) Encyclopedia of Analytical Chemistry, pp.
4130–4153. Chichester: John Wiley.
Walstra P (1993) Principles of emulsion formation.
Chemical Engineering Science 48: 333–349.
Wilde P J (2000) Interfaces: their role in foam and emulsion
behaviour. Current Opinion in Colloid and Interface
Science 5: 176–181.
Wilde PJ (2000) Physically modified proteins. In Doxasta-
kis G and Kiosseoglou V (eds) Novel Macromolecules in
Food Systems, pp. 161–180. Amsterdam: Elsevier.
COLON
Contents
Structure and Function
Diseases and Disorders
Cancer of the Colon
Structure and Function
R J Levin, The University of Sheffield, Sheffield, UK
G I Sandle, University of Leeds, Leeds, UK
This article is reproduced from Encyclopaedia of Food Science,
Food Technology and Nutrition, Copyright 1993, Academic Press.
Structure
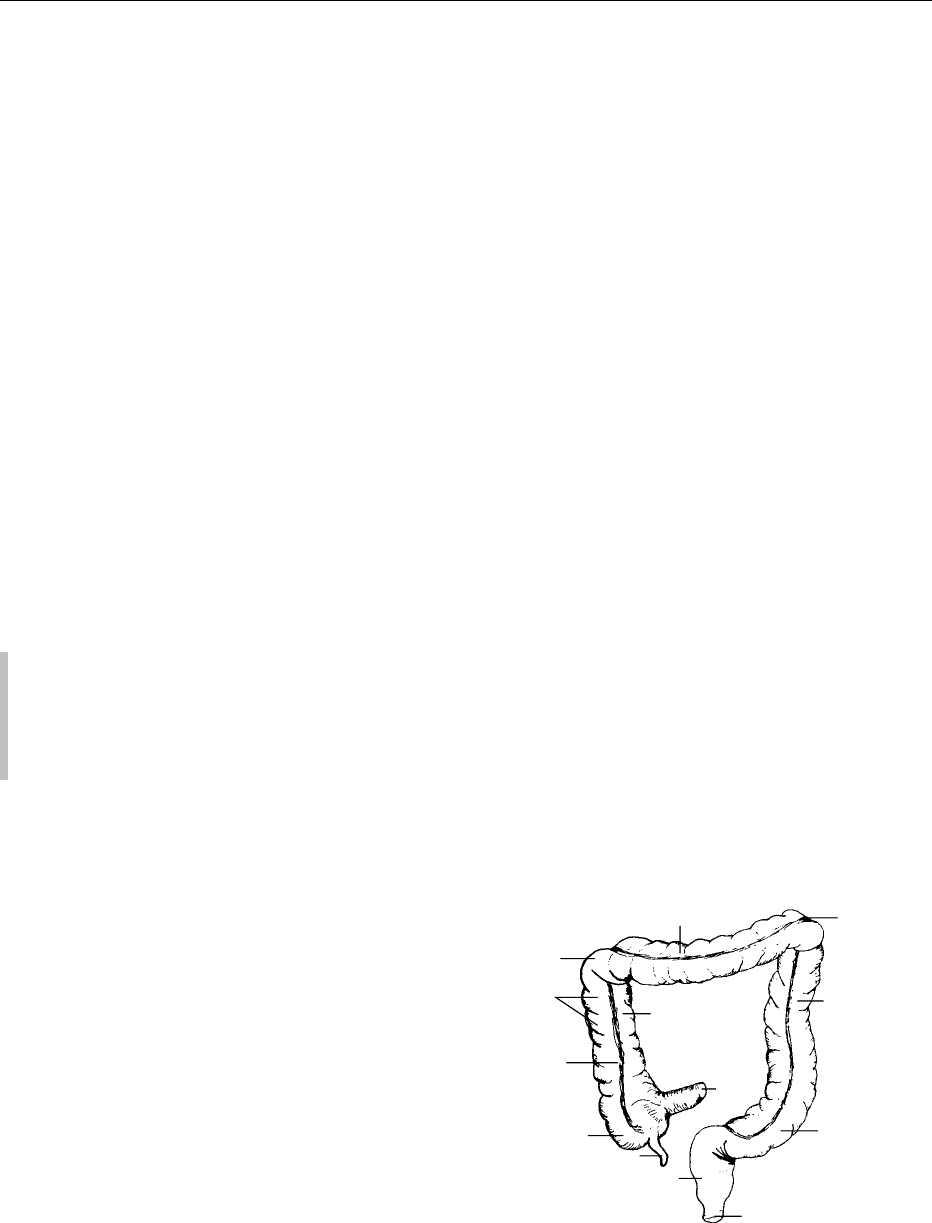
0001 The adult human colon is about 100 cm long in situ
and is divided anatomically into the ascending, trans-
verse, descending, and sigmoid colon (Figure 1). Lon-
gitudinal muscle bands (taeniae coli) in its wall cause
haustrae – characteristic puckerings and sacculations.
Between these, the wall is thrown into crescent-
shaped semilunar folds. The lumen is lined by a
mucosa of simple columnar epithelium (colonocytes)
containing numerous goblet cells. These cells secrete a
mucus assumed to act primarily as a lubricant and
protectant, allowing the solid and semisolid material
to pass easily along the organ without damaging the
epithelium. As the mucus contains secretory immuno-
globulins (IgA) it also helps to protect the mucosa
from luminal pathogens.
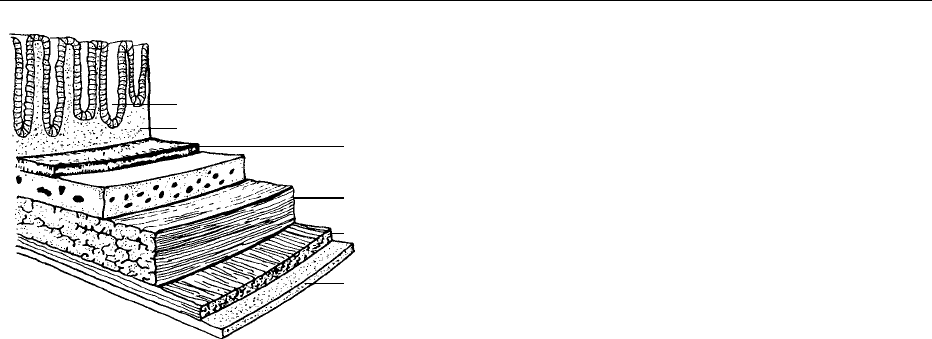
0002 Unlike the small bowel, the colon is devoid of villi
but has numerous straight tubular glands or crypts
(sometimes called pits) (Figure 2) with openings on to
the near-flat epithelial surface. These crypts are lined
with cells similar to the surface colonocytes. At the
crypt base, undifferentiated cells form a stem cell
population for all the other epithelial cells of the
large bowel. These divide by mitosis to replace those
shed from the surface. The crypts also contain a few
enteroendocrine cells. The lamina propria, containing
plasma cells, macrophages, lymphoid aggregates, and
mast cells, underlies the mucosa and extends down to
the muscularis mucosae, a thin layer of inner circular
Transverse
colon
Splenic
flexure
Hepatic
flexure
Haustra
Taeniae
coli
Cecum
Appendix
Rectum
Anus
Sigmoid
colon
Ileum
Ascending
colon
Descending
colon
fig0001Figure 1 Diagram showing the anatomical regions of the
human large intestine. Reproduced from Colon: Structure and
Function, Encyclopaedia of Food Science, Food Technology and Nu-
trition, Macrae R, Robinson RK and Sadler MJ (eds), 1993, Aca-
demic Press.
1524 COLON/Structure and Function
and outer longitudinal smooth muscle fibers. Beneath
this is the submucous coat containing areolar tissue
and the blood and lymph vessels serving the epithe-
lium. The smooth muscle investing the organ consists
of an inner circular and the outer longitudinal layer,
the bulk of which is arranged in three longitudinal
bundles (taeniae).
Nervous Innervation
0003 The autonomic supply to the colon has three div-
isions: the extrinsic (1) sympathetic and (2) parasym-
pathetic nerves link up with (3) the enteric supply in
the bowel wall. The latter functions as an integrating
system and consists of two ganglionated plexi. One is
called the myenteric plexus, positioned between the
circular and longitudinal smooth-muscle layers, and
the other the submucosal plexus, lying in the submu-
cosa under the muscularis mucosae. More recently, a
third plexus, called the mucosal plexus, has been
identified. The mucosal and submucosal plexi are
involved in controlling epithelial function but the
myenteric plexus interconnects to coordinate motility
with absorptive functions by local and extrinsic reflex
pathways. Colonic movements include segmentation
contractions and peristaltic waves similar to those in
the small intestine.
0004 Luminal conditions are probably sensed by afferent
nerve endings in the mucosa and the afferent infor-
mation processed at the enteric plexus, cord, or brain
level. The efferent output is then fed back via the
extrinsic nerves to the muscle and epithelium.
Function
0005 The colon has three major functions: (1) absorption;
(2) secretion; and (3) bacterial fermentation.
Absorption
0006Salt and water While the jejunum and ileum are the
major sites for the absorption of the salt and water
ingested into and secreted by the upper alimentary
tract, it is the task of the colon to absorb the
remaining fluid. Many authors describe this as the
‘salvage’ function of the colon. Its efficiency can be
judged by the estimate that daily, approximately
1000–2000 ml of the fluid enters the colon at the
ileocecal valve, while less than 100 ml is lost in the
feces. The colon is adapted to extract water and salts
from the colonic contents to create initially semisolid
and finally solid contents that become the feces. First,
it has a much slower rate of luminal transit than is
observed in the small intestine, allowing its contents a
greater contact time with the mucosa. Second, the
colonocytes can generate very large osmotic forces
to extract the fluid from the lumen. Third, the tight
junctions between the colonocytes are much less per-
meable to ions and water than those of the small
intestine. Fluid absorptive capacity is determined pri-
marily by sodium ion (Na
þ
) and chloride ion (Cl
)
absorption. The colonocytes actively transfer Na
þ
into the convoluted lateral spaces between the cells
and water follows osmotically, mainly through the
tight junctions. (See Sodium: Physiology.)
0007Segmental differences The mammalian colon is not
a single organ with a uniform distribution of electro-
lyte transport along its length. It is well known that
different species exhibit segmental differences in their
ion transport and also that the different segments of
the colon, in the same animal, display differences in
ion transport. The most studied animal colons have
been those of the rabbit and rat. Although there are
obvious similarities in the colonocyte functions in
these two species with human colonocytes, neither
matches exactly that of the human colon. In vivo
studies in the human colon indicate that Na
þ
and
water are primarily absorbed in the ascending and
transverse colon, with relatively little or no net ab-
sorption in the rectum. The human descending colon
(like that of the rabbit) possesses colonocytes with
apical membrane channels sensitive to amiloride
which abolishes the electrogenic Na
þ
absorption
(and short-circuit current or net electrogenic ion
transfer in vitro). In the ascending colon, however,
the Na
þ
absorption is mainly via an amiloride-
insensitive or neutral transfer mechanism(s).
0008Sodium ion absorption mechanisms Active Na
þ
absorption is accomplished by two mechanisms:
(1) electrogenic Na
þ
transfer, and (2) neutral NaCl
transfer.
Intestinal gland/crypt/pit
Lamina propria
Muscularis
mucosae
Circular
muscle
Longitudinal
muscle
Peritoneum
(serosa)
fig0002 Figure 2 Schematic diagram showing the various major tissue
structures of the human large intestine. Reproduced from Colon:
Structure and Function, Encyclopaedia of Food Science, Food Tech-
nology and Nutrition, Macrae R, Robinson RK and Sadler MJ
(eds), 1993, Academic Press.
COLON/Structure and Function 1525