Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.

Tyramine in Cheese
0007 In common with foods such as red wine, hung game,
soused herrings, and yeast extracts, certain cheeses
(e.g., mature Cheddar, Roquefort, and Gruye
`
re) con-
tain an amino acid derivative known as tyramine.
0008 In sensitive individuals, tyramine can provoke mi-
graine and skin rashes. This may occur, for example,
in those taking drugs that block the enzyme mono-
amine oxidase, which metabolizes tyramine. (See
Migraine and Diet.)
Trends in Cheese Consumption
0009 Table 3 shows the consumption of cheese in different
countries. Compared with most European countries,
cheese consumption in the UK is low. Consumption is
particularly high in France and The Netherlands.
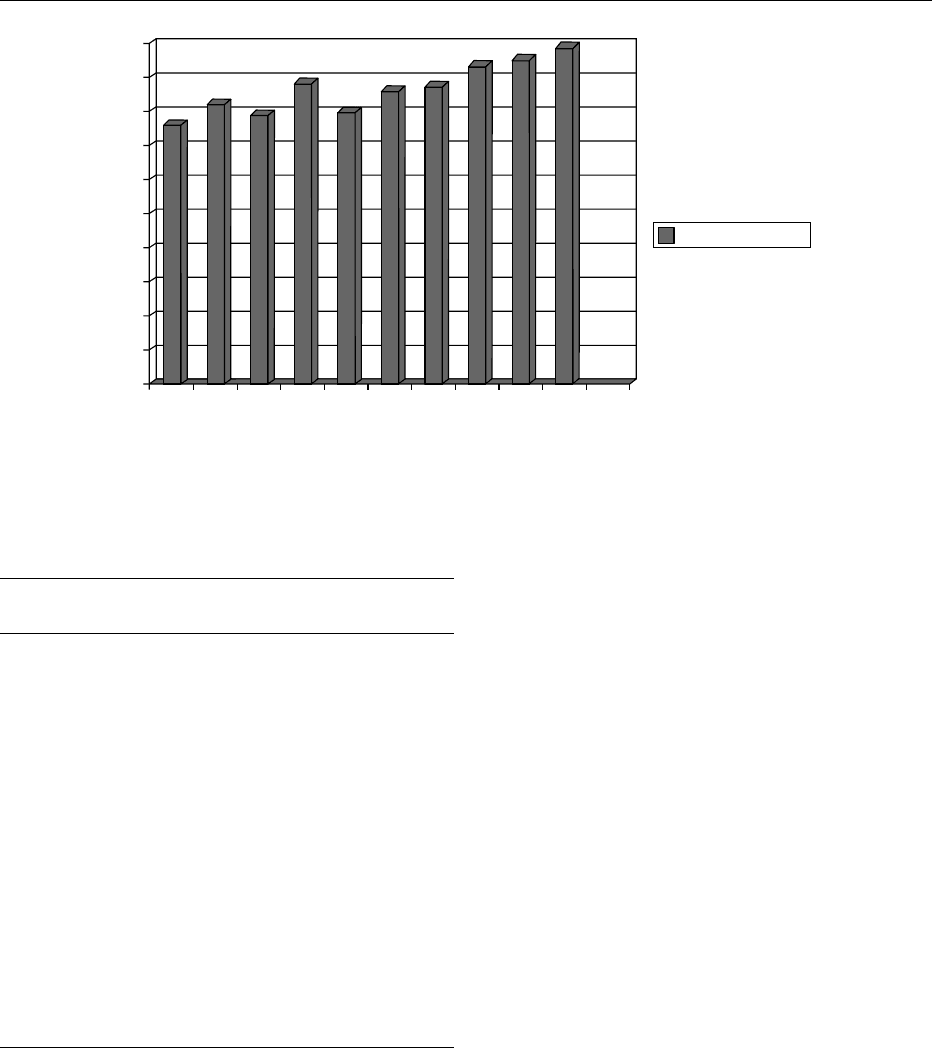
0010In the UK, cheese consumption has risen from
4.7 kg per person per year in 1966 to 9.8 kg per
person per year in 1998, according to National
Dairy Council estimates (Figure 1). Data from the
National Food Survey, conducted by the UK Ministry
of Agriculture, Fisheries and Food, indicate that
cheese consumption is greater in higher income
groups and smaller households. There are no strong
regional differences.
Importance of Cheese for Different
Groups
0011As a product of milk, cheese confers similar nutri-
tional benefits. In particular, it is a rich source of
protein, calcium and vitamins A, B
2
(riboflavin), and
B
12
. It is also a useful source of highly bioavailable
tbl0001 Table 1 Nutritional composition (per 100 g) of some hard cheeses
English Cheddar Cheshire Blue Stilton Edam Reduced-fat Cheddar
Energy
(kcal) 412 379 411 229 261
(kJ) 1708 1571 1701 957 1091
Protein (g) 25.5 24.0 22.7 32.6 31.5
Carbohydrate (g) 0.1 0.1 0.1 Trace Trace
Sugars (g) 0.1 0.1 0.1 Trace Trace
Fat (g) 34.4 31.4 35.5 25.4 15.0
Saturates (g) 21.7 19.6 22.2 15.9 9.4
Monounsaturates(g) 9.4 9.1 10.3 7.4 4.4
Polyunsaturates (g) 1.4 0. 9 1.0 0.7 0.4
Sodium (mg) 670 550 930 1020 670
Dietary fiber (g) Nil Nil Nil Nil Nil
Vitamin A (mg) 336 387 386 200 182
Thiamin (mg) 0.03 0.03 0 .03 0.03 0.03
Riboflavin (mg) 0.42 0.48 0.43 0.35 0.53
Nicotinic acid (mg) 0.09 0.11 0.49 0.07 0.09
Potential nicotinic acid from tryptophan (mg) 6.00 5.64 5.34 6.12 7.41
Vitamin B
6
(mg) 0.10 0.09 0.16 0.09 0.13
Folic acid (mg) 37 40 77 40 56
Vitamin B
12
(mg) 1.2 0.9 1.0 2.1 1.3
Pantothenic acid (mg) 0.38 0.31 0.71 0.38 0.51
Biotin (mg) 3.1 4.0 3.6 1.8 3.8
Vitamin C (mg) Trace Trace Trace Trace Trace
Vitamin D (mg) 0.26 0.24 0.27 0.19 0.11
Vitamin E (mg) 0.54 0.70 0.61 0.48 0.39
Vitamin K ( mg) N/A N/A N/A N/A N/A
Calcium (mg) 740 560 320 770 840
Chlorine (mg) 1010 830 1410 1570 1110
Copper (mg) Trace 0.13 0.18 0.05 0.05
Iodine (mg) 46 (46) (46) N/A N/A
Iron (mg) 0.2 0.3 0. 3 0.4 0.2
Magnesium (mg) 26 19 20 39 39
Phosphorus (mg) 490 400 310 530 620
Potassium (mg) 79 87 130 97 110
Selenium (mg) 12 (11) (11) N/A 15
Zinc (mg) 2.3 3.3 2. 5 2.2 2.8
N/A: no reliable figures available. ( ): estimate.
Source: Holland B, Unwin ID and Buss DH (1989) Milk Products and Eggs. The fourth supplement of McCance and Widdowson’s The Composition of Foods
4th edn. Cambridge: Royal Society of Chemistry, and Ministry of Agriculture, Fisheries and Food, with permission.
1116 CHEESES/Dietary Importance
zinc. In addition, cheese is a very versatile food that
can be incorporated into many different dishes. It
keeps well if properly stored in the refrigerator,
wrapped in greaseproof paper or foil. Hard cheeses
such as Cheddar freeze well and can be kept for up to
3 months. On thawing, best results are achieved if the
cheese is allowed to defrost gradually, preferably in
the refrigerator.
0012 Mild hard cheeses and fresh soft cheeses such as
cottage cheese can be introduced into a child’s diet
from the age of 6 months. Cheese can be a useful
snack food for children. It is one of the few foods
that do not contribute to dental caries, and it may
even have a protective effect against dental decay,
perhaps by controlling the pH at the surface of the
tooth. Some dentists recommend a small piece of
cheese at the end of a meal for this reason. (See Dental
Disease: Role of Diet.)
0013Calcium requirements are particularly high during
pregnancy, and cheese, an excellent source of cal-
cium, is therefore a valuable food for pregnant
women. However, as a precaution, pregnant women
are advised to avoid mold-ripened soft cheese such as
Brie and Camembert because of the increased chance
of their containing Listeria monocytogenes, the bac-
terium that causes listeriosis. Most healthy people are
unaffected by listeriosis, but pregnant women are at
a greater risk. Fresh soft cheeses, e.g., cottage cheese,
tbl0002 Table 2 Nutrient composition (per 100 g) of soft cheese
Soft, fresh Surface-mold-ripened
Cottage
cheese:
plain
Fromage
frais:
plain
Fromage
frais: plain,
verylow fat
Quark Brie Camembert
Energy
(kcal) 98 113 58 74 319 297
(kJ) 413 469 247 313 1323 1232
Protein (g) 13.8 6.8 7. 7 14.6 19.3 20.9
Carbohydrate (g) 2.0 5.4 6 .5 3.8 Trace Trace
Sugars (g) 2.0 5.4 6. 5 3.8 Trace Trace
Fat (g) 3.9 7.1 0. 2 Trace 26.9 23.7
Saturates (g) 2.4 4.4 0.1 Trace 16.8 14.8
Monounsaturates(g) 1.1 2.1 0.1 Trace 7.8 6.9
Polyunsaturates (g) 0.1 0.2 Trace Trace 0.8 0.7
Sodium (mg) 380 31 (33) 45 700 650
Dietary fiber (g) Nil Nil Nil Nil Nil Nil
Vitamin A (mg) 46 100 3 2 320 283
Thiamin (mg) 0.03 0.04 (0.03) (0.04) 0.04 0.05
Riboflavin (mg) 0.26 0.40 (0.37) 0.30 0.43 0.52
Nicotinic acid (mg) 0.13 0.13 (0.14) 0.19 0.43 0.96
Potential nicotinic acid from tryptophan (mg) 3.24 1.59 1.81 3.43 4.53 4.91
Vitamin B
6
(mg) 0.08 0.10 (0.07) 0.08 0.15 0.22
Folic acid (mg) 27 15 (15) 45 58 102
Vitamin B
12
(mg) 0.7 1.4 (1.4) 0.7 1.2 1.1
Pantothenic acid (mg) 0.40 N/A N/A 0.44 0.35 0.36
Biotin (mg) 3.0 N/A N/A 3.0 5.6 7.6
Vitamin C (mg) Trace Trace Trace 1.0 Trace Trace
Vitamin D (mg) 0.03 0.05 Trace Trace 0.20 0.18
Vitamin E (mg) 0.08 0.02 Trace Trace 0.84 0.65
Vitamin K (mg) N/A N/A N/A N/A N/A
Calcium (mg) 73 89 (87) 120 540 650
Chlorine (mg) 550 100 (89) 110 1060 1120
Copper (mg) 0.04 Trace (0.01) 0.06 Trace 0.07
Iodine (mg) N/A N/A N/A 4 N/A N/A
Iron (mg) 0.1 0.1 (8) Trace 0.8 0.2
Magnesium (mg) 9 8 (110) 11 27 2.1
Phosphorus (mg) 160 110 (8) 200 390 310
Potassium (mg) 89 110 (110) 140 100 100
Selenium (mg) (4) (2) (2) N/A N/A N/A
Zinc (mg) 0.6 0.3 (0.3) 0.9 2.2 2.7
N/A: no reliable figures available. ( ): estimate.
Source: Holland B, Unwin ID and Buss DH (1989) Milk Products and Eggs. The fourth supplement to McCance and Widdowson’s The Composition of Foods
4th edn. Cambridge: Royal Society of Chemistry, and Ministry of Agriculture, Fisheries and Food, with permission.
CHEESES/Dietary Importance 1117
and hard cheeses such as Cheddar, are considered
safe in this respect. The pH of Cheddar and other
such cheeses limits the growth of this bacterium,
which prefers more alkaline conditions. See Listeria:
Listeriosis.
0014 For vegetarians who include dairy products in their
diet, cheese can be an important source of protein,
vitamin B
12
and minerals. Vegans, who exclude all
foods of animal origin, will require vitamin-B
12
-forti-
fied foods or supplements, since the vitamin is found
only in dairy foods and other foods of animal origin,
such as meat. (See Vegetarian Diets.)
0015Hard cheeses, such as Cheddar, have a very low
lactose content and can be a useful source of calcium
and other essential nutrients for those people who are
lactose-intolerant. (See Food Intolerance: Lactose
Intolerances.)
See also: Dental Disease: Role of Diet; Food Intolerance:
Lactose Intolerance; Listeria: Listeriosis; Migraine and
Diet; Vegetarian Diets
Further Reading
International Dairy Federation (1999) The World Dairy
Situation 1998. Bulletin of the IDF 339: 52
Ministry of Agriculture, Fisheries and Food (1999)
Household Food Consumption and Expenditure, 1998.
London: The Stationery Office.
National Dairy Council (1999) Dairy Facts and Figures.
London: NDC.
Renner E (1983) Milk and Dairy Products in Human
Nutrition. Munich: Volkswirtschaftlicher.
Renner E (1989) Micronutrients in Milk and Milk-based
Food Products. London: Elsevier Applied Science.
Scott R (1981) Cheesemaking Practice. London: Applied
Science.
tbl0003 Table 3 Estimates of cheese consumption in a selection of
countries, 1998
Cheese consumption
(kg perperson per year) in1998
Australia 8.9
Canada 10.8
Argentina 10.9
Hungary 7.1
Germany 20.5
Denmark 16.4
Finland 17.0
France 23.6
Ireland 8.3 (1997 figure)
Israel 16.5
Iceland 18.8
Italy 19.0
Japan 1.6 (1997 figure)
The Netherlands 16.6
Norway 14.2
South Africa 0.9
Spain 8.4
Sweden 16.8
UK 9.7
USA 13.1
Source: International Dairy Federation (1999) The World Dairy Situation
19 9 8. Bulletin of the IDF 339, 52, with permission.
0
1
2
3
4
5
6
7
8
9
10
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
cheese, kg/head/y
fig0001 Figure 1 Trends in consumption of cheese in the UK. Source: National Dairy Council (1999) Diary Facts and Figures. London: NDC.
1118 CHEESES/Dietary Importance
Mold-ripened Cheeses:
Stilton and Related Varieties
P A Atkinson, Formerly of Long Clauson Dairy Ltd,
Melton Mowbray, UK
This article is reproduced from Encyclopaedia of Food Science,
Food Technology and Nutrition, Copyright 1993, Academic Press.
Stilton and Related Varieties
0001 Varieties of internally mold-ripened, hard-pressed
cheeses include Stilton, Blue Shropshire, Blue Chesh-
ire, Blue Wensleydale, Buxton Blue, Blue Vinney,
Danish Blue, Roquefort, and Gorgonzola. All these
varieties of blue cheese are considered to be hard
cheeses, although only the Blue Cheshire and Blue
Wensleydale are actually pressed during manufacture.
The other varieties are turned regularly during
manufacture, the only pressure being the weight of
the curd.
Specifications and Standards
0002 The 1970 Cheese Regulations in the UK require that
all full-fat hard cheese shall contain not less than 48%
milk fat in dry matter, and not more than 48% mois-
ture. In addition, the standards for Stilton are stated
in Schedule 2 of these regulations as follows:
Fat in dry matter Moisture
Blue Stilton 48% 42%
White Stilton 48% 46%
0003 The Stilton Cheese Makers Association (SCMA)
has registered the name of Stilton and defined Blue
Stilton as follows:
A fully matured, blue-veined Blue Stilton Cheese is an
English made cheese produced within the Counties of
Leicestershire, Derbyshire and Nottinghamshire with no
applied pressure, forming its own crust or coat and made
in cylindrical form from full cream milk produced in
English and Welsh Dairyherds.
0004 The SCMA also describes flavor, internal and
external body, and shape. These will be discussed in
more detail below when grading is described.
Method of Manufacture – Stilton Cheese
0005 Stilton cheese is made at nine factories within the
three counties stipulated in the SCMA schedule, and
the overall process is shown in Table 1.
0006 It is made from cows’ milk produced locally, except
in times of peak production when cows’ milk may be
used from anywhere within England and Wales. The
milk is collected in bulk and it is now all pasteurized
(71.6
C/15 s); the last factory stopped using raw milk
in 1989. After pasteurization the milk is cooled to
between 26 and 32
C according to season and indi-
vidual factory variations, and put into cheese vats.
(See Milk: Processing of Liquid Milk.)
0007The temperature of milk in the vat at this stage has
a very strong influence on the texture of the curd
formed and, as a result, will have a marked effect on
the openness of the curd when the cheese is made.
Seasonal and geographical variations in milk compos-
ition require variations in the cheese-making tech-
nique to give consistent cheese quality; one of these
is variation in milk temperature.
0008Starter cultures are added to the milk in the vats
at varying rates from 50 ml to 2 l per 4500 l (1000
gallons), or as recommended by the supplier if con-
centrated (direct vat inoculation, DVI) cultures are
used. Considerable variations in starter culture are
used by the different manufacturers of Stilton, but
one consistent factor is slow, but persistent, acid de-
velopment throughout the early stages of the cheese-
making process. The presence of Lactococcus lactis
biovar. diacetylactis and Leuconostoc spp. in low
numbers in the culture can help to achieve this. (See
Cheeses: Starter Cultures Employed in Cheese-
making.)
0009Spore suspensions of Penicillium roqueforti are
added to the vat at the same time as the starter cul-
ture. The strains used vary with different manufactur-
ers and can have an effect on the final flavor of the
mature cheese. The cheese-makers’ judgment in the
selection of mold strains is very important in ensuring
consistent product quality and market acceptance.
0010Rennet is added to the milk after a period of
ripening, usually of 1–2 h. As the starter addition
rate is very low, there is a negligible rise in acidity.
This necessitates an increase in the quantity of rennet
tbl0001Table 1 Flowchart of the manufacture of Stilton
Time/age Temperature
Milk pasteurization 0
Starter addition 0 26–32
C
Rennet addition 1–2 h 26–32
C
Cutting 1–2 h 26–32
C
Whey separation 1–2 h 26–32
C
Milling and salting 24 h 26–32
C
Mold filling and turning
Maturation 5–7 days 26–30
C
Coating 26–30
C
Maturation: white store 5–10 days 13–15
C
Maturation: blue store 6–12 weeks 13–16
C
Piercing 6–7 weeks 13–16
C
Grading 9–10 weeks
Extended maturation As directed by flavor 5
C
Packing and distribution 8
C
CHEESES/Mold-ripened Cheeses: Stilton and Related Varieties 1119

used to give a satisfactory coagulation. The rate of
rennet addition is between 1.18 and 1.48 l per 4500 l
of milk (0.025–0.03%). This compares with 0.88–
1.03 l per 4500 l for normal cheddar cheese manufac-
ture, where a very much higher starter inoculation is
used, and higher acidities are achieved. Animal rennet
is generally used, although a ‘vegetarian Stilton’ is
now being produced in which microbial rennet is
used. Some manufacturers have suggested that cheese
of satisfactory quality can be made with microbially
derived coagulants, but that the texture of the cheese
is not the same as that made from calf rennet. (See
Cheeses: Chemistry of Gel Formation.)
0011 The curd is cut using American knives or nylon
grids which give cubes with 1.25 cm sides. The cut-
ting time is determined by the experience and skill of
the cheese-maker and is influenced by the firmness of
the curd. After cutting, the curds and whey separate
and the curd sinks to the bottom of the vat. Over a
further period of usually 1–2 h, syneresis continues
and, when the curd occupies about half the volume
of the original milk, the curd may be stirred to aid
subsequent whey drainage. A further period is then
allowed for whey separation. At this stage the whey is
removed progressively, taking 12–18 h before the last
of the whey is drained away. As the whey is drained,
the curd is cut into blocks to aid drainage. At the end
of the draining period the titratable acidity will have
risen to between 1.1 and 1.3% lactic acid, and the
curd texture should be firm but crumbly (easily
broken).
0012 The curd is then passed through a peg mill which
breaks it into pieces 1.25–2.5 cm in diameter. Salt is
added to the curd and mixed evenly at the rate of
2½% w/w. After salting, the curd is put into cylin-
drical, open-ended molds (22.8–25 cm diameter),
with 9–11 kg of curd per mold, depending on the final
weight of each cheese. At this stage the curd is put into
the molds with no pressure. The presence of the salt
increases syneresis and curd drainage. (See Cheeses:
Chemistry and Microbiology of Maturation.)
0013 After 1–2 h drainage the molds are turned over.
This first turn is quite critical and failure to turn at
this stage can result in uneven drainage of the cheese
at later stages in the maturing process. The cheeses
are then turned daily for a further 5–7 days, allowing
migration of the salt through the curd and further
whey drainage. During this period the curd becomes
much firmer and, at the end of this period, the cheese
will slide easily within the mold when it is turned.
0014 The mold is then removed and the cheeses are
rubbed with the flat side of a knife to give a smooth
coat over the whole surface. This is thought to
prevent ingress of oxygen at too early a stage in the
ripening process.
0015The temperature and humidity from filling the vat
with milk until the cheeses have been rubbed or
coated are maintained at 26–30
C and 90% relative
humidity (RH). This insures that the curd does not get
cold and does not dry out and become discolored. It
also influences the microflora of the finished cheese
by encouraging the growth of starter organisms,
particularly the slower-growing Lactococcus lactis
biovar. diacetylactis.
0016After coating, the cheeses are transferred to the first
maturing room or ‘white room’, so called because the
cheeses remain in this room for 5–10 days, and at the
end of this time those produced for White Stilton
(without the blue mold being added) may be sold.
Cheeses are turned daily at this stage.
0017The humidity in the white room is maintained at
85–90% RH, but the temperature is reduced to 13–
15
C. This allows the cheese to cool and the coat to
dry. Humidity control at this stage is important as too
low an RH would cause excessive drying and the
coats would crack. Too high an RH would result in
wet coats which would encourage the wrong micro-
flora and could result in off-flavors developing; for
example, Brevibacterium linens frequently occurs on
wet-coated cheese and can cause very uncharacteris-
tic flavors to develop. Also, as the natural coat flora
begins to develop and get thicker, a condition known
as ‘slip coat’ can occur. In this case, proteolysis occurs
just beneath the coat and causes the whole coat to slip
down the cheese and fall off, so making the cheese
unsaleable.
0018After 5–10 days in the white room, the cheeses are
transferred to a blue maturing room where turning
continues daily, but may become less frequent as
the coat develops and the cheeses start to dry out.
The temperature and humidity levels are controlled at
13–16
C and 90% RH in these stores.
0019At approximately 6–7 weeks after production
(from the day of rennetting), the cheeses are pricked,
spiked, or skewered. This operation involves piercing
the cheese with stainless-steel needles to allow air
into the cheese, thus encouraging growth of the Peni-
cillium spores put into the milk.
0020Up to this stage the pH within the cheese has ini-
tially dropped to 4.8–5.0, but, as the mold grows, the
pH rises. In addition, the temperature rises as a result
of the metabolic activity within the cheese. Lipolysis
and proteolysis occur, releasing carbon dioxide and
ammonia. The ammonia can frequently be detected in
the atmosphere in the maturing rooms at levels up to
30–40 p.p.m. When this occurs it is necessary to in-
crease the ventilation in order to reduce it to an
acceptable level.
0021As the maturing process continues, the piercing is
usually carried out twice more with between 100 and
1120 CHEESES/Mold-ripened Cheeses: Stilton and Related Varieties

300 needle insertions at each skewering. In order to
insure a good blue mold development, it is essential to
have created an open-textured curd which will allow
easy penetration of the mold hyphae between the curd
particles. This will give the characteristic blue veining
effect which radiates out from the center of the cheese
where the spike holes are most dense.
0022 After a period of 2–3 weeks from the onset of mold
growth, the blue veining should have radiated out to
the edge of the cheese. At this stage the cheeses are
transferred to a cool store at 2–5
C where mold
growth will be somewhat retarded. Flavor and tex-
ture continue to develop and the byproducts of fat
and protein degradation accumulate in the cheese.
0023 With the advent of the Food Hygiene Amendment
Regulations (1989) and the need to store mold-
ripened cheese at temperatures below 8
C(5
C
from 1993), the flavor development in cold storage
is slowed down, but still continues and can give
a strong mature flavor (and texture) after a further
2–6 weeks of storage.
Grading
0024 Grading usually takes place at 8–9 weeks and in-
volves examination of every cheese for the following
characteristics.
External
.0025 Shape – should be regular and uniform.
.
0026 Coat – should be dry, firm, slightly wrinkled,
intact, drab in color, and free from surface mold
blemishes.
Internal
.0027 Flavor should be clean and mild.
.
0028 Body should be uniform creamy white except for
blue-green mold radiating from the center.
.
0029 Texture should be velvety or flaky and open with
an absence of discoloration, gas holes, or chalki-
ness.
0030 The variability within Stilton makes it necessary to
examine each cheese individually. It is not possible to
take a random sample out of a larger batch, as is
normally done with the other UK hard cheeses.
Modern Approaches to Manufacture
0031 The current trend in the marketplace is towards a
more mature-flavored Stilton, which has been de-
scribed as ‘vintage’ or ‘extra mature.’ This is Stilton
which has been allowed to develop a stronger flavor
either in the maturing stores or in cold stores.
0032In recent years, some manufacturers have moved
away from the manual handling of the curd at the
stage where it is being made in the vat. Fully enclosed
vats have been used which allow mechanical cutting
of the curd followed by very gentle transfer of the
curds and whey into drainers where the curd is separ-
ated. Another alternative involves vats that open
completely at one end, allowing the curd to move on
to draining tables. However, the most successful in-
novation in this area has been the transfer of curds
and whey from vats to drainers through pipes.
0033Mold-turning systems have been tried in vari-
ous forms ranging from very sophisticated pallet-
handling systems to more simple pallet inverters.
They all work on the principle that it is quicker and
cheaper to turn pallets containing 64 cheeses than to
turn each individual cheese by hand.
Packing
0034Traditionally, Stilton was always sold as a whole
cheese wrapped in vegetable parchment. However,
in recent years, the proportion of prepacked cheese
for supermarket sales has increased to the point at
which prepacked Stilton accounts for more than 50%
of sales.
0035After cutting into triangular portions from the
round cheese, prepacked Stilton is almost always
wrapped in polyvinylidene chloride (PVDC) film; it
is always sold with the crust on. In recent years, there
has been some interest shown in alternative packing,
and modified-atmosphere packing (MAP) has been
tried. Alternative films with greater oxygen permea-
bility have also been tried. (See Chill Foods: Effect of
Modified-atmosphere Packaging on Food Quality;
Chilled Storage: Use of Modified-atmosphere Pack-
aging.)
0036The problem with Stilton cheese is that the absence
of oxygen eventually causes the loss of the blue color,
which progressively changes through green to yellow
and then disappears. This means that vacuum
packing in barrier bags has a very limited application.
The other alternative is an oxygen-permeable barrier
or a loose wrap which allows oxygen in and thus
maintains the blue mold. This will also support the
growth of any other aerobic organisms which may be
present; this includes Penicillium roqueforti, which is
quite acceptable as blue veining but is unacceptable as
adventitious growth on the cut surface of the cheese.
This latter growth is usually seen after 4–5 weeks
under refrigeration.
0037The reduction in product temperature during stor-
age has had the effect of extending the shelf-life
slightly, but it only slows the adventitious growth of
the mold, it does not stop it.
CHEESES/Mold-ripened Cheeses: Stilton and Related Varieties 1121

0038 Another method of packing Stilton that has gained
considerably in popularity in recent years is putting it
into ceramic jars with a wax or plastic seal. This
involves breaking the cheese into small pieces and
pushing them into the jars. Alternatively, some
companies are using an extrusion technique to fill
the jars. It has always been found necessary to put a
note on the pot/jar advising the customer that the blue
veining will have disappeared in storage, and that
removal of the wax seal will result in it returning
after about 1 h.
Hygiene
0039 Increased awareness of the need for high standards of
hygiene in food production and distribution has
resulted in a great deal of legislation being intro-
duced. The food industry has also introduced a
number of Codes of Practice to guide manufacturers
through the pitfalls of Listeria and Salmonella.(See
Listeria: Properties and Occurrence.)
0040 Stilton cheese is covered by the Code of Practice for
the Production of Soft and Mould-Ripened Cheese
which has been produced by the UK Dairy Trade
Federation.
0041 The result of manufacturers’ increasing awareness
of the problems of bacterial contamination has had
the effect of making dramatic changes in the construc-
tion of buildings and the training and control of staff.
Some aspects of the manufacturing procedures have
come under very close scrutiny; for example, the last
factory producing cheese from raw milk has now
decided to pasteurize its milk. It is argued that, in
some cases, higher hygiene standards are being
achieved at the expense of a loss of ‘character’ and
‘individuality’ in some of the speciality cheeses, such
as Stilton.
Related Varieties
0042 Although a number of other internally mold-ripened
cheeses can be found worldwide, the most famous are
Roquefort and Gorgonzola. The origins of Roquefort
can be traced back with some degree of certainty to
the fifteenth century, and the name is now inter-
nationally recognized for a cheese made from sheeps’
milk and matured in huge limestone caves in the
region of Aveyron, France. The method of manufac-
ture is broadly similar to that of Stilton, except that
the milk is not pasteurized. The strain of P. roqueforti
may also be unique to the region, but the differences
in flavor between Roquefort and Stilton arise mainly
from the higher content of short-chain fatty acids
associated with sheeps’ milk. (See Sheep: Milk.)
0043Gorgonzola derives its name from a village in Italy
where it is supposed to have originated around 1000
years ago. It is made from cows’ milk, and again
derives its veining from a strain of Penicillium.
0044More recent in origin is Danublu or Danish Blue
cheese, which is extensively manufactured in Den-
mark, North America, and Australia. The process is,
in essence, a more industrial version of Stilton manu-
facture, in that mechanization is heavily involved,
and a more limited ripening period insures a rapid
throughput of the product; as a result, connoisseurs
claim that it lacks the unique character of the more
traditional blue cheeses. (See Cheeses: Dietary Im-
portance.)
See also: Cheeses: Starter Cultures Employed in Cheese-
making; Chemistry of Gel Formation; Chemistry and
Microbiology of Maturation; Dietary Importance; Chill
Foods: Effect of Modified-atmosphere Packaging on Food
Quality; Chilled Storage: Use of Modified-atmosphere
Packaging; Listeria: Properties and Occurrence; Milk:
Processing of Liquid Milk; Sheep: Milk
Further Reading
Davis JG (1976) Cheese, vols 1–4. London: Churchill
Livingstone.
Robinson RK (ed.) (1990) Dairy Microbiology, 2nd edn.
London: Elsevier.
Scott R (1981) Cheesemaking Practice. London: Applied
Science.
Seth RJ and Robinson RK (1988) Factors contributing to
the flavour characteristics of mould-ripened cheese. In:
Robinson RK (ed.) Developments in Food Microbiology.
London: Elsevier.
Surface Mold-ripened Cheese
Varieties
M J Sousa, University College, Cork, Ireland
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
Surface Mold-ripened Varieties
0001Surface mold-ripened cheeses represent a relatively
small proportion of world cheese production, but
they are becoming increasingly popular with con-
sumers. In surface mold-ripened cheese varieties (e.g.,
Brie and Camembert), mold grows as a mat on the
surface, whereas blue-veined varieties (See Cheeses:
Mold-Ripened Cheeses: Stilton and Related Varieties)
are characterized by the growth of Penicillium
roqueforti in fissures throughout the cheese. Hybrid
1122 CHEESES/Surface Mold-ripened Cheese Varieties
mold-ripened cheeses are also produced (e.g., Cam-
bazola); these have a growth of white mold on the
surface and blue mold in the interior.
000 2 Surface mold-ripened cheeses are soft varieties
characterized by the growth of white mould (Peni-
cillium camemberti) on the surface of the cheese
(Figure 1). The first microorganisms that become
established on the surface are yeasts, including
Debaromyces spp., and Kluyveromyces spp. Geotri-
chum candidum also becomes established at this time,
although its growth may be limited if the level of salt
is high. Growth of P. camemberti is observed after
6–7 days of ripening, and this mold forms the charac-
teristic mat on the surface of the cheese. After the
surface of the cheese has been neutralized by yeast
and moulds ( *15–20 days), aerobic bacteria (par-
ticularly micrococci and coryneforms), which are in-
hibited by the low initial pH, begin to grow.
000 3 Surface mold-ripened varieties originated in France
a few hundred years ago; Camembert and Brie, which
originated in the eighteenth century, are prime
examples of this type of cheese. Camembert is a
small flat cylindrical ( *10 cm diameter, 5 cm thick
and *250 g) surface mold-ripened cheese that
originated in Normandy, France; it has a moisture
content of 46–47% and fat-in-dry-matter (FDM) of
at least 40%. Traditionally, Camembert has been
manufactured from raw milk (e.g., Camembert de
Normandie), but nowadays, industrial Camembert
is manufactured from pasteurized cows’ milk in
large, automated factories. Camembert has a close,
smooth texture that usually becomes soft and
spreadable, depending on the degree of maturation.
Young Camembert has a mild, slightly aromatic
taste, but as ripening progresses, it develops a dis-
tinctive, piquant flavor. Brie is a flat cylindrical
surface mold-ripened cheese with a larger diameter
than Camembert, which it resembles closely in flavor,
texture and manufacturing protocol. Carre
´
de l’Est
is a square (10cm side and 2.5cm thick) surface
mold-ripened cheese that originated in eastern
France; it has a moisture content of 50–53% and an
FDM of 45–50%. It resembles Camembert and Brie,
although its flavor is normally milder. Neufcha
ˆ
tel
cheese is manufactured near Rouen, France, at the
farm level, in a wide variety of shapes and dimen-
sions; the ripened cheese has a moisture content of
51–53% and an FDM of 45–51%. Tomme de St.
Marcellin is a flat, cylindrical (8–10 cm diameter
and 2–3cm thick) cheese that was manufactured
traditionally from goats’ milk but is now made from
cows’ or sheep’s milk or a mixture of these milks.
There are many minor goats’ milk cheese varieties
that develop a surface mold growth during ripening,
but the microflora of these minor varieties is often
uncontrolled. The flavor of such cheeses is usually
strong (mainly due to the presence of short-chain
fatty acids), giving the products a characteristic
flavor, and their rinds are often colored as a result of
the growth of bacteria.
Production of Surface-mold Cheeses
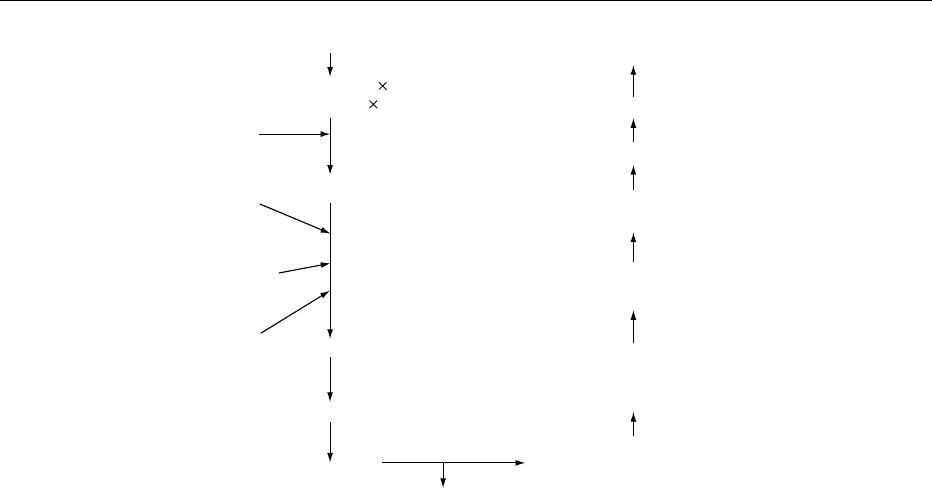
0004There are several basic steps in the manufacture of
cheese. See Cheeses: Chemistry and Microbiology of
Maturation. Acidification, dehydration, shaping, and
salting, in the usual order of occurrence, are common
to most varieties; the reason for the individuality of
each variety is due mainly to differences in detail
(Figure 2).
0005These five operations, along with the chemical
composition of the milk, determine the degree of
dehydration. The flavor, aroma, and texture of the
finished product are determined by the moisture con-
tent, salt level, pH, and microflora, and by regulating
and controlling the biochemical changes that occur
during the ripening process.
0006The manufacture of surface-mold cheese begins by
selecting milk of high quality, both chemically and
microbiologically. Raw milk is still sometimes used
for both commercial and farmhouse cheesemaking;
however, cheese milk is now usually pasteurized or
heat-treated immediately before use. In addition to
killing pathogens, pasteurization eliminates certain
other indigenous microorganisms, and hence cheese
of a more uniform quality can be produced. The
surface microflora is often more complex than that
of the core, particularly in cheeses made from raw
milk by traditional technology.
fig0001 Figure 1 Examples of surface mold-ripened cheeses (Maison
du Lait, Les pate
´
s molles a
`
croute fleurie, Centre Interprofis-
sionaldeDocumentationetd’InformationLaitie
´
res,www.cidil.fr).
CHEESES/Surface Mold-ripened Cheese Varieties 1123
0007 Once the milk has been selected and pretreated
(if desired), the acidification process is started and
continues for up to 24 h. It is now almost universal
practice to use a starter culture of known lactic acid-
producing bacteria, the predominant function of
which is to produce acid at the appropriate rate
during cheesemaking. The lactic starters used for
Camembert and other surface-ripened cheeses are
generally homofermentative mesophiles (e.g., Lacto-
coccus lactis ssp. lactis and Lc. lactis ssp. cremoris)
that produce lactic acid by the hexose diphosphate
pathway. The rate of acidification for Camembert
cheese is slower than for hard varieties (e.g., Cheddar;
See Cheeses: Manufacture of Hard and Semi Hard
varieties of Cheese) owing to the quantity of starter
added to cheese milk, usually *0.1% and 1–2%
starter for Camembert and Cheddar, respectively.
0008 At the same time, the milk can be inoculated with
microorganisms that will later make up the surface
flora (i.e., a suspension of spores of P. camemberti).
Usually, CaCl
2
(0.02%) is added to the milk to
promote coagulation.
0009 Coagulation of the casein component of the milk
protein system involves forming a gel, which entraps
the fat, water, salts, and lactose. Chymosin is the
principal proteinase in traditional rennet used for
cheesemaking, and its main role is to specifically
hydrolyze the Phe
105
–Met
106
bond of the micelle-
stabilizing protein, k-casein, leading to coagulation
in the presence of Ca
2þ
at a temperature > 20
C.
0010 A rennet-induced gel or coagulum is quite stable
until it is cut or broken, which causes syneresis. Brie
and Camembert are high-moisture cheeses (45–55%
moisture), and to prevent excessive syneresis, the co-
agulum is cut or broken into very large pieces, and the
curds are not cooked and only very slightly stirred in
the whey, thus discouraging dehydration. Tradition-
ally, an alternative means of whey and curd separ-
ation, called ‘dipping,’ is practiced, in which the
uncut coagulum is scooped from the vat into perfor-
ated molds, where drainage occurs. To facilitate
industrial-scale manufacture, the coagulum for Brie
or Camembert is first cut into large cubes and then
transferred to molds without cooking.
0011After molding, the body of curds in the molds is
turned at intervals over a period of 3 h and allowed to
cool overnight; Brie and Camembert are pressed
under their own weight only. Shortly after manufac-
ture, the pH of the cheese is low (4.6–4.9).
0012Surface mold-ripened cheeses are generally salted
by immersion in brine for long enough to give an
overall salt content of 1.5–2.5%. Generally, salting
stops the production of acid in the curd, preventing a
further decrease in pH. Along with having a direct
effect on cheese flavor, the salt encourages curd syn-
eresis and therefore has an effect on the moisture
content; it reduces the water activity in the curd and
influences the activity of rennet, indigenous milk
enzymes, and other enzymes. The Na
þ
of the salt
exchanges with the calcium in the curd matrix, caus-
ing dissociation of proteins, and thus enhances the
emulsification of fat by the protein matrix.
0013In surface mold-ripened varieties, mold spores
are introduced as a secondary starter during the
Mesophilic
starter
(0.1−0.25%)
Acidified milk
CaCl
2
(0.02%)
Mold spores
Rennet
(0.015%)
Coagulum
Cutting
Molding
Whey
Mature cheese
Ripening (4 8C)
Packing
Ripening
(10−12 8C, 85−95% RH for 10−12 days)
Drying
(18 8C, 70−80% RH)
Brine salting at 16−18 8C
for a period of time depending on size
(e.g., for 150 g, ~100 min)
Resting and turning
(12 h at 18−20 8C)
Milk
Pasteurization (72 8C
15 s)or
Thermization (63 8C 30 min)
fig0002 Figure 2 Manufacturing protocol for Camembert or Brie cheese.
1124 CHEESES/Surface Mold-ripened Cheese Varieties
cheesemaking process. Generally, P. camemberti
spores are sprayed on to the surface of each newly
shaped cheese, although it is now industrial practice
to inoculate the cheese milk with spores before co-
agulation. Under suitable conditions [10–12
C and
85–95% relative humidity (RH) for 10–12 days],
these spores result in a white mold developing on
the outside of each cheese. This mold gives the cheese
its characteristic appearance and produces enzymes
that play a major role in the hydrolysis of the lipids
and proteins during ripening. After mold develop-
ment, cheeses are packaged in waxed paper and
placed in wooden or cardboard boxes prior to final
ripening at 4
C for a further 7–10 days. In traditional
Camembert, in which ripening continues for up to 12
weeks, the mold is subsequently overgrown by Brevi-
bacterium linens and other coryneform bacteria to
form the yellow crust, a distinct sulfur flavor, and
the very soft texture of extra-mature Camembert.
Biochemical Pathways during Ripening
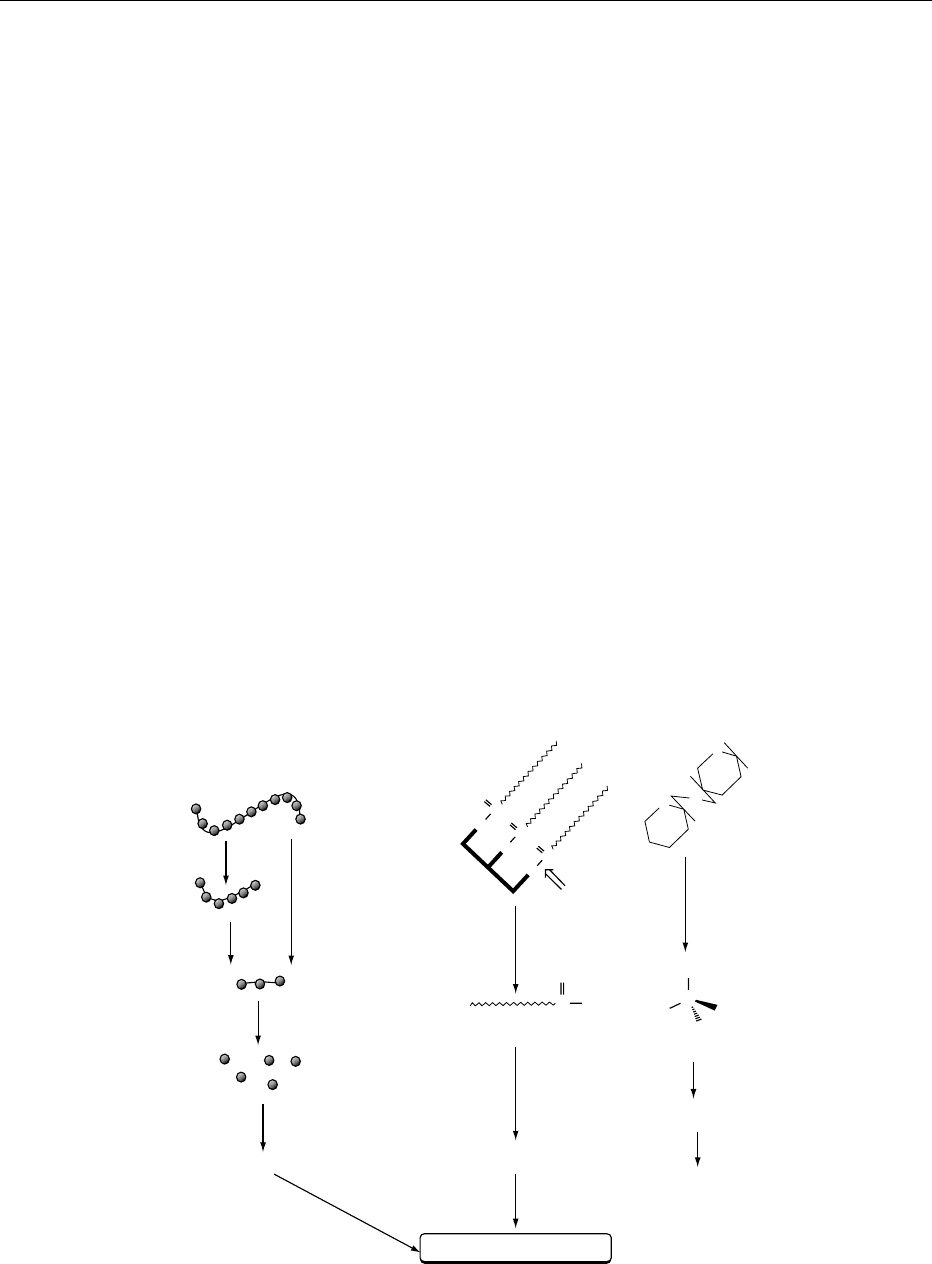
0014 Three main biochemical events occur during cheese
ripening: metabolism of lactose and lactic acid
(generally called glycolysis), lipolysis, and proteolysis
(Figure 3). (See Cheeses: Chemistry and Microbiology
of Maturation.)
0015Cheese ripening can be a relatively slow process,
but in the case of Camembert and other soft cheeses,
ripening occurs very rapidly, owing to their moisture
content and the rapid growth of surface mold.
Metabolism of Lactose and Lactate
0016During the manufacture of cheese curd, the lactose in
the milk is converted mainly to l-lactate by starter
bacteria. In surface mold-ripened cheeses, the lactic
acid produced by the starter culture is utilized by
the secondary microflora, first by G. candidum and
yeast, principally D. hansenii, followed by P. camem-
berti, all of which catabolize lactate to CO
2
and H
2
O
and hence have a major role in the deacidification
of the cheese. There is clear evidence of this event in
the dramatic increase of the surface pH during the
sixth and seventh days, as the mold grows. Deacidifi-
cation occurs initially at the surface, resulting in a pH
gradient from the surface to the core, which causes
lactate to diffuse outwards. Neutralization of the sur-
face causes precipitation of Ca
2þ
at the surface as
Ca
3
(PO
4
)
2
, causing minerals in the cheese curd to
migrate to the surface, developing a gradient within
the cheese, which has a major effect on cheese texture.
This loss of calcium, as a consequence of neutraliza-
tion, leads to considerable softening of the body of
Camembert, as calcium is necessary for the integrity
o
o
o
o
o
o
c
c
c
C
O
OH
o
o
o
Increase in pH
CO
2
+ H
2
O
Volatile flavor compounds
Free amino acids
Enzymatic and chemical
modifications
Volatile flavor compounds
Chymosin
and plasmin
Intermediate-
sized peptides
Proteinases from
Lactococcus
Short peptides
Peptidases of
Lactococcus
and NSLAB
Caseins
(a) (b)
Triglyceride
Lipase
(c)
Lactose
Fermentation by Lactococcus
C
H
3
C
OH
COOH
H
Lactate
Free fatty acid
Volatile flavor compounds
fig0003 Figure 3 Summary of the biochemical pathways involved in the ripening of surface mold cheeses; (a) proteolysis, (b) lipolysis and
(c) glycolysis and their role in flavor biogenesis. Adapted from McSweeney PLH and Sousa MJ (2000) Biochemical pathways for the
production of flavour compounds in cheeses during ripening. A review. Lait 80: 293–324.
CHEESES/Surface Mold-ripened Cheese Varieties 1125