Бунаков П.Ю., Рудин Ю.И., Стариков А.В. Основы автоматизированного проектирования изделий и технологических процессов
Подождите немного. Документ загружается.

151
• чем меньше различных видов карт раскроя, тем быстрее оператор
выполнит задание;
• появляется возможность одновременного раскроя нескольких лис-
тов в том случае, когда это допускает оборудование.
Помимо этого, уменьшение количества одинаковых карт раскроя при-
водит к уменьшению вероятности возникновения субъективных ошибок.
Критерий минимизации общего количества резов имеет особую акту-
альность при раскрое большого количества полноформатных листов, по-
скольку позволяет уменьшить количество раскраиваемых плит.
Минимизация общей длины резов необходима при работе с особо
твердыми или хрупкими материалами, требующими дорогого инструмента.
Все рассмотренные критерии оптимизации связаны с уменьшением
трудоемкости выполнения технологической операции раскроя на имеющемся
оборудовании и сокращением затрат времени.
Совокупность критериев оптимизации карт раскроя представляют со-
бой заведомо противоречивое множество требований. Улучшение карт рас-
кроя по одному из показателей неизбежно приводит к их ухудшению по дру-
гим. Поэтому при автоматизированном раскрое материалов вводится понятие
приоритета действия каждого критерия, которые определяются технологом
в зависимости от типа производства (эксклюзивное, индивидуальное, серий-
ное, массовое) и характеристик раскройного оборудования.
Помимо рассмотренных критериев при формировании карт раскроя
большое значение имеет правильность настройки технологических парамет-
ров оборудования:
• ширины реза (толщины пилы);
• максимальной длины реза на данном станке;
• максимальной ширины отрезаемой полосы.
Еще одной немаловажной характеристикой автоматизированных сис-
тем раскроя является качество оформления карт раскроя, которое имеет
большое значение для сокращения времени его выполнения. Они должны
быть наглядными, понятными оператору и содержать всю необходимую ин-
формацию.
В состав САПР БАЗИС, рассмотренной в подразделе 5.2, входит мо-
дуль оптимизации раскроя материалов БАЗИС-Раскрой, в котором реализо-
ваны все перечисленные выше требования автоматизации данной технологи-
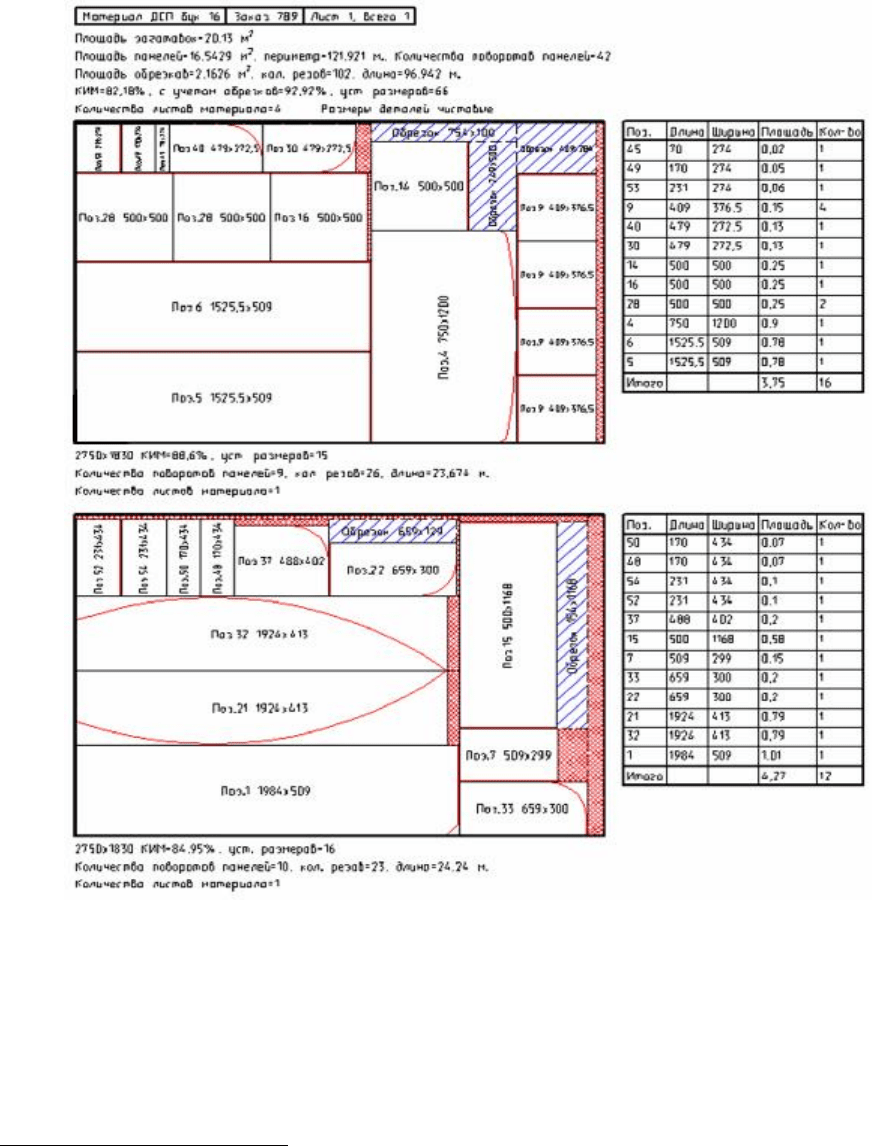
ческой операции. Пример карты раскроя, полученной в этом модуле, показан
на рис. 9.5.
152
Рис. 9.5. Пример карты раскроя материала
9.2. Общие сведения о числовом программном управлении
Числовым программным управлением
8
(ЧПУ или NC – Numerical Con-
trol) называется использование специально закодированной информации для
автоматического управления технологическим оборудованием.
8
Основоположником ЧПУ считается Джон Т. Парсонс, профессор Массачусетского тех-
нологического института (США), который в конце 40-х годов прошлого века разработал
оборудование для кодирования управляющей программы на металлических перфокартах.
Эта программа управляла приводами подач фрезерного станка. Координаты точек в про-
грамме задавались в цифровом виде. В 1948 система была принята в эксплуатацию в во-
енной авиапромышленности США. Первый коммерческий вариант системы ЧПУ появил-
ся в 1952 году. Дальнейшее развитие ЧПУ шло по пути совершенствования аппаратной
части от электронных ламп до современных интегральных схем, а также повышения точ-
ности и функциональности. Параллельно шло развитие специальных языков программи-
рования для оборудования с ЧПУ.
153
Управляющая программа (УП) содержит числовые данные, необходи-
мые для изготовления детали, и представляет собой пошаговый алгоритм
этого процесса. Она считывается и интерпретируется системой управления
станка, поэтому деталь изготавливается автоматически, без участия человека.
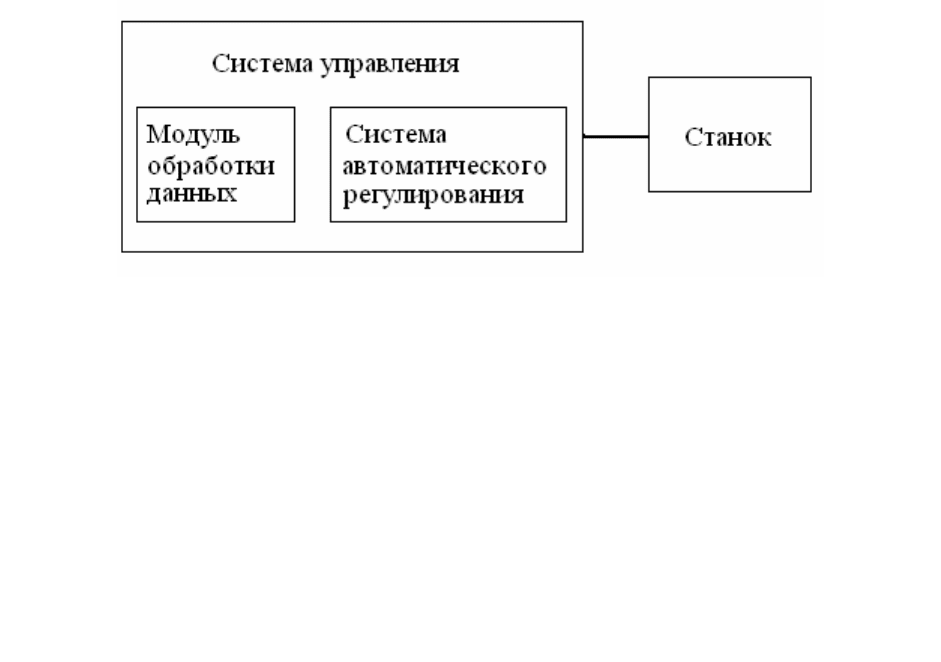
Аппаратная часть системы ЧПУ состоит из блока управления и самого
станка (рис. 9.6).
Рис. 9.6. Аппаратная конфигурация станка с ЧПУ
Система управления реализует две основные функции: считывание
программы обработки детали и управление работой станка. Соответственно
она состоит из двух функциональных блоков:
• модуль обработки данных;
• система автоматизированного регулирования (САР).
В функции модуля обработки данных входит считывание УП с исполь-
зуемого носителя информации, декодирование операторов программы, пре-
образование декодированной информации в команды управления станком и
данные о положении инструмента по каждой из осей станка, направлении его
движения, подаче и т.д., а также передача всех этих данных в САР.
САР, в свою очередь, принимает информацию от модуля обработки
данных и преобразует ее в электрические управляющие сигналы, при помо-
щи которых производится управление приводными механизмами станка.
Помимо этого, она организует прием сигналов обратной связи о реальном
положении инструмента и скорости его движения по каждой из осей и подает
в модуль обработки специальный сигнал на считывание следующего блока
информации. Поскольку траектория движения инструмента задается в циф-
ровом виде, т.е. в виде координат последовательных точек с определенным
шагом, неотъемлемым элементом САР является интерполятор – устройство
выработки команд для непрерывного перемещения инструмента между эти-
ми точками.
Системы ЧПУ классифицируются по характеру движения инструмента
на системы позиционного и контурного управления.
Системы позиционного управления используются в тех случаях, когда
траектория движения инструмента относительно детали не имеет значения,
т.е. инструмент перемещается от одной точке к другой, не касаясь детали.
Типичным примером позиционной обработки является сверление отверстий
в деталях мебельного изделия под установку фурнитуры.

154
Системы контурного управления используется, когда важна траекто-
рия движения инструмента в процессе обработки относительно детали. Такие
системы управления устанавливаются на фрезерных, токарных, шлифоваль-
ных и других станках.
Системы управления первые станков с ЧПУ работали на электронных
лампах и транзисторах, а для считывания УП в них использовались устрой-
ства чтения с перфолент
9
. Они не имели блоков памяти, поэтому обрабатыва-
ли команды по одной. Станки, оснащенные системами управления такого ти-
па, называются станками с ЧПУ типа NC.
Современные системы управления работают на интегральных микро-
схемах и имеют блоки памяти. Они называются станками с ЧПУ типа CNC
(Computer Numerical Control), т.е. станками со встроенным компьютером. Это
позволяет выполнять однократную загрузку УП для обработки всех деталей
партии, а также взаимодействовать с другими элементами системы автомати-
зации производства: промышленными роботами, загрузочными устройствами
и т.д. Дальнейшее развитие систем управления шло по пути расширения воз-
можностей встроенных компьютеров. В современных станках с ЧПУ они
практически полностью соответствуют привычному персональному компью-
теру – имеют монитор, оперативную память, жесткий диск, коммуникацион-
ные порты, графические устройства ввода, а также необходимое программ-
ное обеспечение. Это позволяет вводить УП в диалоговом режиме, использо-
вать заранее запрограммированные последовательности команд (например,
для операций сверления, фрезерования фиксированных торцов и т.д.) и визу-
ально контролировать траекторию движения инструмента.
Наличие встроенных компьютеров позволяет формировать производ-
ственные системы, состоящие из сервера (центрального компьютера), управ-
ляющего работой участка станков с ЧПУ типа CNC. Они получили название
систем ЧПУ типа DNC (Distributed Numerical Control – Распределенное Чи-
словое Управление).
Управляющая программа для обработки деталей на станках с ЧПУ
должна содержать сведения о геометрической форме детали, траектории
движения инструмента относительно заготовки и некоторых дополнительных
технологических действиях, например, выборе нужного инструмента или за-
дании скорости вращения шпинделя. Это требует согласования систем коор-
динат станка и программы. Если УП разрабатывается программистом, то ему
необходимо задавать траектории движения инструмента в системе координат
станка, а если она формируется по данным, полученным из САПР, то систе-
мы координат станка и математической модели должны быть одинаковыми.
Линейные перемещения инструмента определяются осями x, y, z, обра-
зующими правую декартову систему координат. У каждого станка существу-
9
Перфолента (перфорационная лента) – это носитель информации в виде узкой тонкой
ленты из бумаги или пластмассы. Информация на перфоленту записывается пробивкой
отверстий (перфорацией). Перфоленты широко использовались в качестве устройств хра-
нения информации в ЭВМ первых поколения (1950-60-е гг.).
155
ет своя система координат, но все они подчиняются общим правилам, приве-
денным в таблице 9.1.
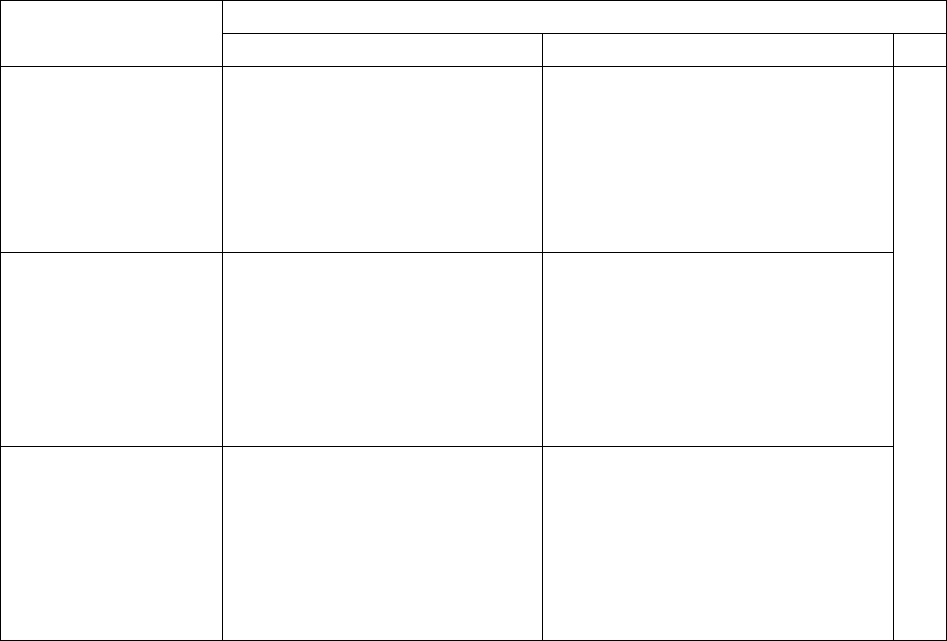
Таблица 9.1. Направления осей координат станков
Направление осей координат Описание типа
станка
Z X
Станки, подоб-
ные токарным, в
которых вра-
щается деталь
Параллельно шпинделю,
положительное направ-
ление соответствует
удалению инструмента
от шпинделя
По направлению переме-
щения инструмента, поло-
жительное направление
соответствует удалению
инструмента от заготовки
Станки, в кото-
рых вращается
инструмент
(фрезерно-
присадочные,
сверлильные)
Параллельно движению
инструмента, положи-
тельное направление со-
ответствует удалению
инструмента от заготов-
ки
Параллельно столу, поло-
жительное направление по
правой руке оператора,
стоящего лицом к столу
Прочие (шли-
фовальные,
прессы)
Перпендикулярно набо-
ру инструментов, поло-
жительное направление
соответствует удалению
инструмента от заготов-
ки
Параллельно столу
По правилу правой руки
Напомним, что правило правой руки применительно к рассматривае-
мой ситуации гласит: если ладонь правой руки расположить таким образом,
чтобы ось z входила в ладонь, а четыре пальца были направлены по оси x, то
отогнутый на 90˚ большой палец укажет направление оси y.
Количество направлений взаимных перемещений инструмента и заго-
товки может быть больше трех. Например, когда инструмент может не толь-
ко перемещаться по любой кривой в пространстве (три степени свободы, со-
ответствующие станки называются 3-координатными), но и менять свою ори-
ентацию в пространстве (поворачиваться). Станки с большим количеством
степеней свободы, или многокоординатные станки, в деревообработке ис-
пользуются сравнительно редко. Основная область их применения – маши-
ностроение, где необходимо изготавливать детали сложной пространствен-
ной формы, например, корпуса, гребные винты, турбинные лопатки и т.д.
Процесс написания программ представляет собой кодирование ин-
формации в соответствии с определенными правилами в виде, который мо-
жет восприниматься системой управления станка.
156
9.3. Управляющие программы для станков с ЧПУ
Система управления станком обрабатывает УП по кадрам (блокам) –
последовательности команд, необходимых для выполнения элементарного
действия (обработки элементарной поверхности, установки скоростей дви-
жения по осям и т.д.). Каждая команда обозначается буквой (идентификато-
ром), за которой следует число, определяющее конкретную команду данного
типа. Например, m03 – команда задания направления вращения шпинделя по
часовой стрелке, или g02 – предварительная команда интерполяции дуги ок-
ружности по часовой стрелке, т.е. подготовка инструмента к обработке дуги .
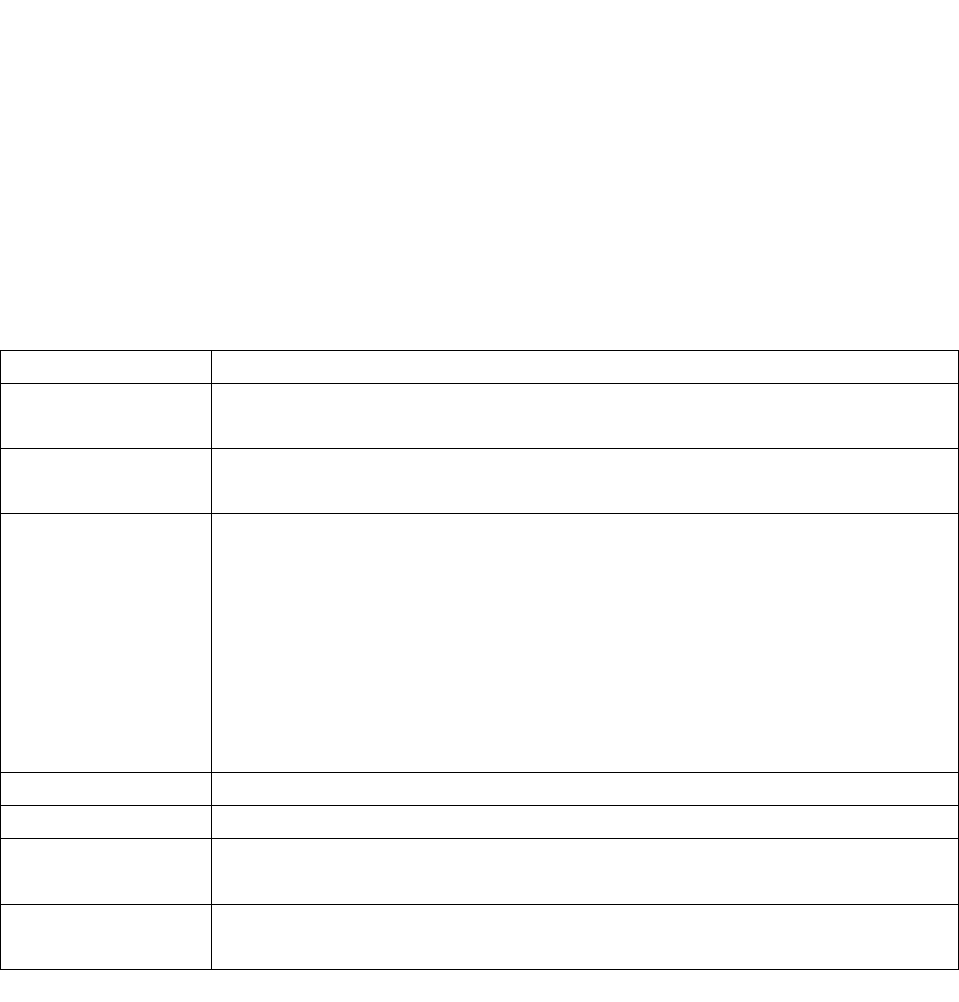
Перечень идентификаторов основных команд приведен в таблице 9.2.
Таблица 9.2. Идентификаторы команд УП
Идентификатор
Описание команды
N Последовательный номер команды, используется для быст-
рой ориентации в программе
G Предварительная команда, которая определяет те или иные
действия при подготовке к перемещению инструмента
X, Y, Z, A, B Координаты инструмента по соответствующим осям и его
ориентация (поворот относительно осей x и y). Значения
координат могут задаваться в миллиметрах или базовых
единицах длины (basic length unit — BLU), определяемые
разрешением (минимально возможным перемещением) по
соответствующей оси. Координата, заданная в единицах
длины, представляет собой целое число – количество шагов
необходимых для перемещения на заданное расстояние.
F Скорость подачи инструмента
S Скорость вращения шпинделя
T Номер инструмента при использовании многоинструмен-
тальных головок
M Прочие команды (смена инструмента, изменение направле-
ния вращения шпинделя и т.д.)
При ручном написании программ необходимо закодировать требуемую
последовательность команд. Это очень трудоемкий процесс и прежде всего
потому, что программа должна описывать движение инструмента, а не кон-
тур детали. Другими словами программист должен рассчитывать координаты
перемещения центра инструмента. Кроме того, ему придется задавать боль-
шое количество вспомогательных точек. Несмотря на то, что в современных
системах управления существуют функции автоматической коррекции кон-
тура детали на режущий инструмент, ручное составление программ остается
трудоемким процессом.
Для облегчения процесса составления УП разработаны специальные
языки высокого уровня. При их использовании программисту достаточно оп-
ределить геометрию детали, общую траекторию движения инструмента и

157
технологические параметры инструмента и режимов резания. Эта информа-
ция кодируется на языке высокого уровня, после чего транслируется (компи-
лируется) в специальный машинно-независимый формат – CL data. Файл с
данными в этом формате, который стандартизован Международной органи-
зацией по стандартизации (ISO) может иметь двоичный или текстовый вид.
Для перевода его в вид, воспринимаемый системой управления конкретного
станка, используются специализированные программы – постпроцессоры,
которые ориентированы на конкретную систему управления.
Существует достаточно большое количество языков программирования
УП для станков с ЧПУ, но наиболее широкое распространение получал язык
АРТ (Automatically Programmed Tools – Автоматически программируе-
мые станки). Он был разработан в Массачусетском технологическом инсти-
туте (МТИ) по контракту с ВВС США группой специалистов под руково-
дством математика Дуглас Т. Росса. Работы по созданию APT начались в
июле 1956 г., а в мае 1957 г. были представлены основы синтаксиса и семан-
тики языка, близкие к английскому языку. В 1959 г. на конференции в МТИ
было сделано первое сообщение о языке АПТ, и в том же году, по-видимому,
он впервые был применен в производственных условиях. В последующие го-
ды были разработаны улучшенные варианты языка – APT 2 и APT 5.
Создатель языка Дуглас Т. Росс в дальнейшем стал инициатором ис-
пользования ЭВМ в проектных работах. Под его руководством начиная с
1959 г. разрабатывался язык AED (ALGOL
10
Extended for Design – язык Ал-
гол, расширенный для проектирования), предназначенный для создания про-
грамм компьютерного проектирования деталей, сборка которых затем произ-
водилась на программно управляемых станках.
Язык APT послужил базой для разработки целого семейства подобных
языков в различных странах мира: ADAPT и UNIAPT – в США, EXAPT,
MINIAPT и TELEAPT – в Германии, АПТ ЕС и АПТ СМ – в Советском Сою-
зе и ряд других.
APT – это не только язык программирования для станков с ЧПУ, но
также и программа, которая выполняет расчеты по определению положений
режущего инструмента в соответствии с операторами языка. Эта система
предназначена для программирования операций обработки заготовок в трех-
мерном пространстве на станках, имеющих до пяти управляемых осей.
APT включает в себя четыре типа операторов:
• геометрические операторы для определения геометрических харак-
теристик детали;
• операторы движения, для описания траектории перемещения ре-
жущего инструмента;
10
ALGOL (ALGOrithmic Language – алгоритмический язык) – семейство языков програм-
мирования высокого уровня, первый из которых был разработан в 1958 году. В свое время
был очень популярен в Европе, в том числе, и в бывшем СССР, где были разработаны
лучшие для того времени компиляторы языков АЛГОЛ-60 и АЛГОЛ-68.

158
• операторы постпроцессора, которые применяются к конкретному
типу станку и его системы управления для задания скорости пода-
чи, скорости резания и других параметров обработки;
• вспомогательные операторы: смена инструмента, задание характе-
ристик обрабатываемых поверхностей и т.д.
Важной особенностью APT является поддержка работы с макроопера-
торами – последовательностями команд, которые можно многократно вызы-
вать на выполнение, что значительно упрощает разработку УП.
Значительную часть УП занимают операторы описания геометрии де-
тали, т.е. именно той информации, которая уже имеется в ее математической
модели, сформированной конструктором. Поэтому в современных САПР
программирование заменяется генерацией файлов в формате CL data непо-
средственно по модели. Последовательность разработки УП в этом случае
следующая:
• на визуальном изображении детали выделяются те элементы гео-
метрии, которые будут определять траектории движения инстру-
мента – при двумерной обработке это контура, а при трехмерной –
поверхности;
• из библиотеки, входящей в состав САПР, выбирается нужный ре-
жущий инструмента;
• определяются траектории подвода, обработки и отвода инструмента
в исходное положение, при этом координаты точек траектории вы-
числяются автоматически с учетом геометрии резца и детали;
• выбор постпроцессора и автоматическая генерация УП;
• виртуальное моделирование движения резца (верификация про-
граммы) и исправление обнаруженных ошибок.
В процессе формирования траектории движения инструмента необхо-
димо обеспечить технологические требования обработки материала, несо-
блюдение которых приводит к искажению геометрических параметров кон-
тура панели, ухудшению качества поверхности реза, а в отдельных случаях и
к выходу из строя станка. По этой причине полностью автоматические алго-
ритмы формирования траектории не всегда могут гарантировать полное и
безошибочное соблюдение всех технологических требований. В состав со-
временных САПР мебельных изделий входит модуль проектирования УП для
станков с ЧПУ, который реализует следующие основные операции:
• автоматическое получение всей необходимой информации из мате-
матической модели изделия;
• интерактивный режим проектирования УП, обеспечивающий реа-
лизацию максимального набора проектных операций;
• автоматическое формирование траекторий движения инструмента;
• автоматическая генерация текста УП для выбранного станка с ЧПУ.
Математическая модель мебельного изделия включает в себя большой
объем разобщенных геометрических данных об отдельных составных эле-
ментах. Это не является критичным при дизайнерском и конструкторском
159
проектировании, но становится таковым при переходе к проектированию
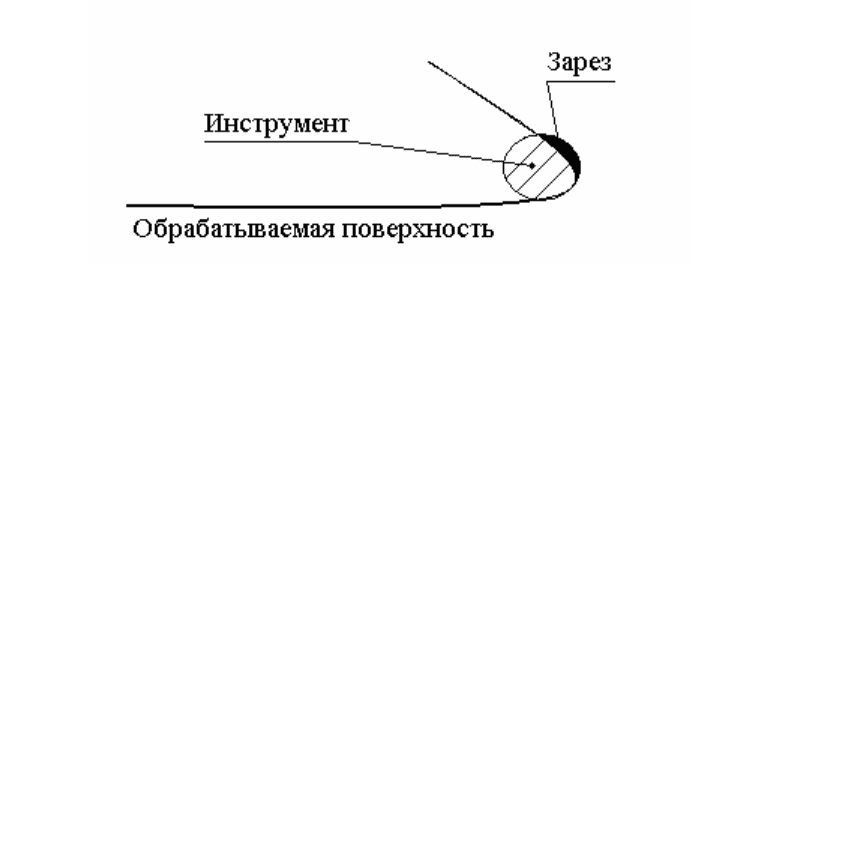
технологических процессов обработки. Для проектирования УП необходимо
в автоматическом режиме выполнить так называемую предпроцессорную об-
работку модели, т.е. выделить обрабатываемые контура и поверхности, а
также найти и локализовать потенциально ошибочные элементы и места их
сопряжения. Один из примеров такой ошибочной ситуации – образование за-
реза, показан на рис. 9.7.
Рис. 9.7. Схема образования зареза
Автоматическое формирование траектории движения инструмента
должно выполняться на основе учета и анализа следующей совокупности
данных:
• геометрические параметры контура обработки и инструмента;
• способ подвода и отвода инструмента: по касательной, нормали или
дуге;
• схемы врезания и движения инструмента: в общем случае траекто-
рия движения инструмента представляет собой последовательность
стандартных фаз: подвод, врезание, черновой проход, чистовой
проход, отвод инструмента;
• наличие в переходе черновой и чистовой обработки: припуск на
чистовую обработку, перекрытие следа фреза на начальном участ-
ке, перебег фрезы;
• режимы резания, определяемые для каждой фазы обработки с воз-
можностью автоматического изменения подачи в зависимости от
типа обрабатываемого участка.
Для автоматической генерации текста УП необходимо задать большое
количество параметров, многие из которых назначаются технологами на ос-
новании собственного опыта. В этом случае траектория движения инстру-
мента может получиться неоптимальной, например, с большим количеством
мест резкой смены движения инструмента, из-за чего приводы станка значи-
тельную часть времени будут находиться в режиме торможения или разгона.
Помимо этого конструкционные свойства основного мебельного материала
(ДСтП) накладывают ряд ограничений на геометрические параметры обраба-
тываемых контуров.
При проектировании УП с использованием математической модели из-
делия, необходимо учитывать такой немаловажный фактор, как уровень ква-
160
лификации конструктора в области технологии. Опыт показывает, что конст-
руктор далеко не всегда интуитивно или осознанно учитывает технологиче-
ские особенности изготовления; очень часто многие параметры деталей вы-
бираются им спонтанно, исходя из субъективных предпочтений или пожела-
ний дизайнера. Поэтому в процессе разработки УП технологу необходимо
убедиться в технологичности конструктивных решений. Это даст дополни-
тельную экономию времени и ресурсов за счет сокращения времени обработ-
ки деталей и количества сменного инструмента, уменьшения времени согла-
сований принятых решений между конструктором и технологом и сокраще-
ния количества технологических переходов, что в конечном итоге приводит к
снижению себестоимости изготовления изделий.
Рассмотрим последовательность работы технолога по проектированию УП для об-
рабатывающего центра Pro Master фирмы HOLZHER-Reich Spezialmaschinen GmbH
(рис. 9.8) в модуле БАЗИС-ЧПУ.
Рис. 9.8. Обрабатывающий центр Pro Master
Обрабатывающий центр Pro Master является многофункциональным устройством,
предназначенным для выполнения операций сверления, пиления и фрезерования. В его
состав входит сверлильный блок с 18 автономными сверлильными шпинделями, блок го-
ризонтального сверления с двумя двойными шпинделями по оси Х и двойным шпинделя-
ми по оси Y и по оси Х, один или два блока фрезерования, один или два пильных блока.
Центр оснащен встроенным компьютером с цветным дисплеем и программным обеспече-
нием с графической оболочкой. Сменные инструментальные магазины включают в себя 6,
12 или 18 позиций для инструмента и обеспечивают быструю наладку и высокую произ-
водительность.
Модуль БАЗИС-ЧПУ предназначен для автоматической передачи информации об
изделии, спроектированном в системе БАЗИС, на обрабатывающие фрезерно-присадочные
центры и станки с числовым программным управлением различных производителей. Он
реализует все основные возможности, перечисленные выше.
Математическая модель, спроектированная в системе БАЗИС (рис. 9.9), передается
в модуль БАЗИС-ЧПУ (рис. 9.10) напрямую, что полностью исключает потери информа-
ции. Параллельно формируется список всех панелей, из которых состоит изделие, с визуа-
лизацией информации о каждой из них, включая контур с нанесенным на нем расположе-
нием отверстий (рис. 9.11).