Батрак А.П. Метрология
Подождите немного. Документ загружается.

ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -51-
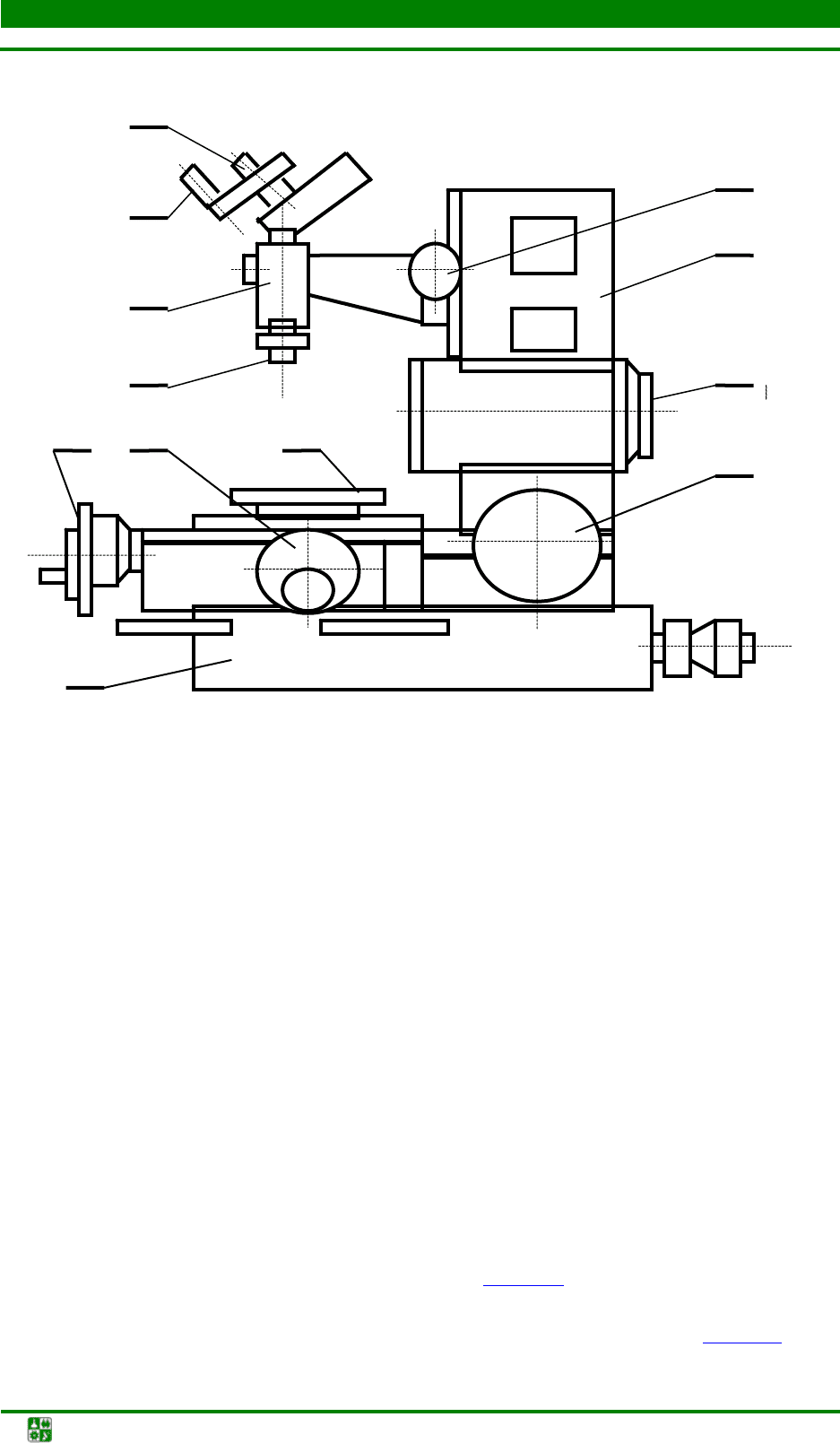
На основании 1 с помощью микрометрических головок 3 перемещается в
двух направлениях координатный стол 2, обеспечивая заданные стандартом
пределы измерения в продольном и поперечном направлениях. Наклон головки
9 вокруг горизонтальной оси осуществляется маховиком 11 наклона колонки.
По колонке 9 с помощью механизма фокусировки 8 перемещается
кронштейн, на котором закреплен тубус 5 визир
ного микроскопа с объекти-
вом 4. Сверху к тубусу крепится окуляр 7 визирного микроскопа и отсчетный
микроскоп угломерной головки 6.
Питание инструментального микроскопа электрическим током осуще-
ствляется через понижающий трансформатор.
К
К
р
р
а
а
т
т
к
к
и
и
е
е
т
т
е
е
о
о
р
р
е
е
т
т
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
с
с
в
в
е
е
д
д
е
е
н
н
и
и
я
я
С
оединения деталей болтами, винтами, шпильками и другими крепеж-
ными деталями при параллельном расположении осей отверстий подразделя-
ются на два типа: тип А и тип В. При соединении типа А в обеи
х соединяемых
деталях предусмотрены сквозные отверстия (рис. 4.2
), предусматривающие га-
рантированный диаметральный зазор S. При соединении типа В в одной из со-
единяемых деталей имеется или резьбовое соединение, или натяг (рис. 4.2
). Ти-
1
3 3 2
11
4
5
10
9
8
6
7
Рис. 4.1. Инструментальный микроскоп
ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -52-
пы соединений А и В характеризуются величиной зазора в соединении S.
Отверстия под крепежные детали могут размещаться на прямых линиях
(координация в прямоугольной системе координат) или на окружностях (ко-
ординация в системе полярных координат).
Диаметры сквозных отверстий под крепежные детали и соответствую-
щие им гарантированные (наименьшие) зазоры S
min
приведены в табл. 4.1.
Рекомендации по выбору диаметров сквозных отверстий в зависимости от
типа соединения, вида расположения отверстий и способа получения отвер-
стий приведены в табл. 4.2
.
Допуски расположения осей отверстий под крепежные детали распростра-
няются на детали, к которым предъявляется требование полной взаимозаменяе-
мости при независимом изготовлении отверстий в соединяемых деталях. Стан-
дарт не распространяется на детали, в которых отверстия для крепежных деталей
изготавливаются совместно с отверстиями в парной соединяемой детали.
Таблица 4.1
Диаметры сквозных отверстий под крепежные де
тали
и соответствующие им гарантированные зазоры
Диаметр
стержня
крепежной
детали, мм
Диаметры сквозных отверстий и наименьшие
(гарантированные) зазоры, мм
1-й ряд 2-й ряд 3-й ряд
D
S
min
D
S
min
D
S
min
1,0 1,2 0,2 1,3 0,3
– –
1,6 1,7 0,1 1,8 0,2 2,0 0,4
2,0 2,2 0,2 2,4 0,4 2,6 0,6
2,5 2,7 0,2 2,9 0,4 3,1 0,6
3,0 3,2 0,2 3,4 0,4 3,6 0,6
4,0 4,3 0,3 4,5 0,5 4,8 0,8
5,0 5,3 0,3 5,5 0,5 5,8 0,8
6,0 6,4 0,4 6,6 0,6 7,0 1,0
7,0 7,4 0,4 7,6 0,6 8,0 1,0
8,0 8,4 0,4 9,0 1,0 10,0 2,0
10,0 10,5 0,5 11,0 1,0 12,0 2,0
12,0 13,0 1,0 14,0 2,0 15,0 3,0
14,0 15,0 1,0 16,0 2,0 17,0 3,0
16,0 17,0 1,0 18,0 2,0 19,0 3,0
18,0 19,0 1,0 20,0 2,0 21,0 3,0
20,0 21,0 1,0 22,0 2,0 24,0 4,0
Примечания: 1. В данной таблице приведены выборочные данные. Полные сведе-
ния даны в ГОСТ 11284. 2. Для заклепочных соединений 3-й ряд отверстий применять не
допускается. 3. Наименьшие зазоры
S
min
соответствуют условно, когда наибольший пре-
дельный диаметр стержня крепежной детали равен номинальному диаметру.
Допуски расположения осей отверстий под крепежные детали могут
устанавливаться одним из двух способов:
а) позиционным допуском (в диаметральном или радиальном выражении);

ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -53-
б) предельным отклонением размеров, координирующих оси отвер-
стий.
Нормирование позиционных допусков осуществляется по ГОСТ 14140.
Таблица 4.2
Выбор сквозных отверстий под крепежные детали
Вид расположения
отверстий
Способ получения
отверстий
Тип
соединения
Ряд
отверстий
Все виды Обработка по кондуктору А и В 1-й
Расположение на прямых
линиях, кроме привязки
к базе в двух плоскостях,
и три или четыре отверстия,
расположенные в два ряда
Пробивка штампами повышен-
ной точности, литье под давле-
нием и литье по выплавляемым
моделям повышенной точности
А
1-й
В 2-й
Обработка по разметке, про-
бивка штампами обычной точ-
ности. Литье нормальной точ-
ности
А
2-й
В 3-й
Расположение по окружно-
сти и прямой при привязке
к базе в двух плоскостях
и при расположении отвер-
стий по прямой в два и бо-
лее ряда по три и более
в ряду
Пробивка штампами повышен-
ной точности, литье под давле-
нием и литье по выплавляемым
моделям повышенной точности
А и В 2-й
Обработка по разметке, про-
бивка штампами обычной точ-
ности. Литье нормальной точ-
ности
А 3-й
Допуски расположения осей отверстий устанавливаются, исходя из
расчетного зазора S
р
, который рассчитывают по формуле
S
р
= КS
min
, (5.4.1)
где K – коэффициент использования зазора для компенсации отклонения
Рис. 4.2. Тип соединения Рис. 4.3. Схема измерения
координат отверстий
L
1 – 2
L
1 – 3
L
2 – 4
L
3 – 4
I
II
III
IV
x
1
y
1
x
2
y
2
x
3
y
3
x
4
y
4
Тип А
Тип В
ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -54-
расположения осей.
K = 1–0,8 для соединений, не требующих регулировки соединяемых
деталей (меньшее значение рекомендуется для обеспечения облегченных ус-
ловий сборки, для соединения винтами с утопленными или потайными кони-
ческими головками).
K = 0,9–0,6 для соединений, в которых необходимо обеспечить регули-
ровку взаимного расположения деталей при сборке.
В зависимости от расчетного зазора по таблицам стандарта (см.
прил. 2
) выбирают величину позиционного допуска. Здесь же даны значения
предельных отклонений размеров, координирующих оси отверстий, для схе-
мы расположения отверстий, приведенной на рис. 4.3
.
Расположение осей отверстий для крепежных деталей можно контро-
лировать либо комплексно, путем определения смещения осей от номиналь-
ного расположения (например, калибрами), либо поэлементно, путем опре-
деления отклонения размеров, координирующих оси отверстий.
В настоящей работе необходимо произвести поэлементный контроль
расположения осей отверстий крепежной детали на большом инструменталь-
ном микроскопе (БМИ).
М
М
е
е
т
т
о
о
д
д
и
и
к
к
а
а
и
и
з
з
м
м
е
е
р
р
е
е
н
н
и
и
я
я
с
с
м
м
е
е
щ
щ
е
е
н
н
и
и
я
я
о
о
с
с
е
е
й
й
о
о
т
т
в
в
е
е
р
р
с
с
т
т
и
и
й
й
д
д
л
л
я
я
к
к
р
р
е
е
п
п
е
е
ж
ж
н
н
ы
ы
х
х
д
д
е
е
т
т
а
а
л
л
е
е
й
й
Номинальное значение межо
севого расстояния и номинальный размер
отверстия определить универсальными измерительными инструментами или
получить у преподавателя. Диаметр сквозных отверстий выбрать по третьему
ряду табл. 4.1
. По этой же таблице определить наименьший гарантированный
зазор S
min
.
Измерение координат осей отверстий в данном случае производим с
помощью окулярной головки двойного изображения, которая позволяет точ-
но визировать ось измеряемого отверстия с главной оптической осью прибо-
ра.
Расстояние между осями определяем косвенным методом. Разность
между одноименными координатами образуют катеты прямоугольного тре-
угольника, а диагональ – действительное расстояние между осями пары от-
верстий.
Условия выполнения измерений:
1. Темпер
атура окружающей среды – 20±5 °С.
2. Относительная влажность окружающего воздуха – 58±10 %.
П
П
о
о
р
р
я
я
д
д
о
о
к
к
в
в
ы
ы
п
п
о
о
л
л
н
н
е
е
н
н
и
и
я
я
л
л
а
а
б
б
о
о
р
р
а
а
т
т
о
о
р
р
н
н
о
о
й
й
р
р
а
а
б
б
о
о
т
т
ы
ы
1. Получи
те у преподавателя следующие данные:
тип соединения (А или Б);
коэффициент К использования зазора;
ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -55-
номинальный диаметр крепежной детали;
способ получения отверстий;
номинальное значение межосевого расстояния.
2. Установите шкалу барабанов микровинтов в интервале от 2 до 4 мм,
повернув рукоятки 3 продольного и поперечного перемещений стола (рис. 4.1
).
3. Измеряемую деталь выставьте от руки на столе 2 прибора так, чтобы
в поле зрения окуляра 7 головки двойного изображения 6 было видно отвер-
стие IV (рис. 4.3
).
4. С помощью механизма фокусировки 8 сфокусируйте микроскоп на
плоскость измеряемой детали так, чтобы резко были видны контуры отверстия.
5. Совместите центр отверстия с главной оптической осью микроскопа.
Для этого, повернув рукоятки 3 продольного и поперечного перемещений
стола, добейтесь того, чтобы два видимых в окуляре изображения одного от-
верстия слились.
6. Снимите показания шкалы микровинтов продольного и поперечного
перемещения и зан
есите в табл. 4.3
.
7. Перемещением стола введите в поле зрения микроскопа отверстие
II и совместите центр отверстия с главной оптической осью. Показания шкал
поперечного и продольного перемещения занести в табл. 4.3
.
8. Аналогичным способом снимите показания координат отверстий I и III.
9. По табл. 4.1
определите диаметр отверстий в крепежной детали и со-
ответствующий гарантированный зазор. Рекомендации по выбору приведены
в табл. 4.2
.
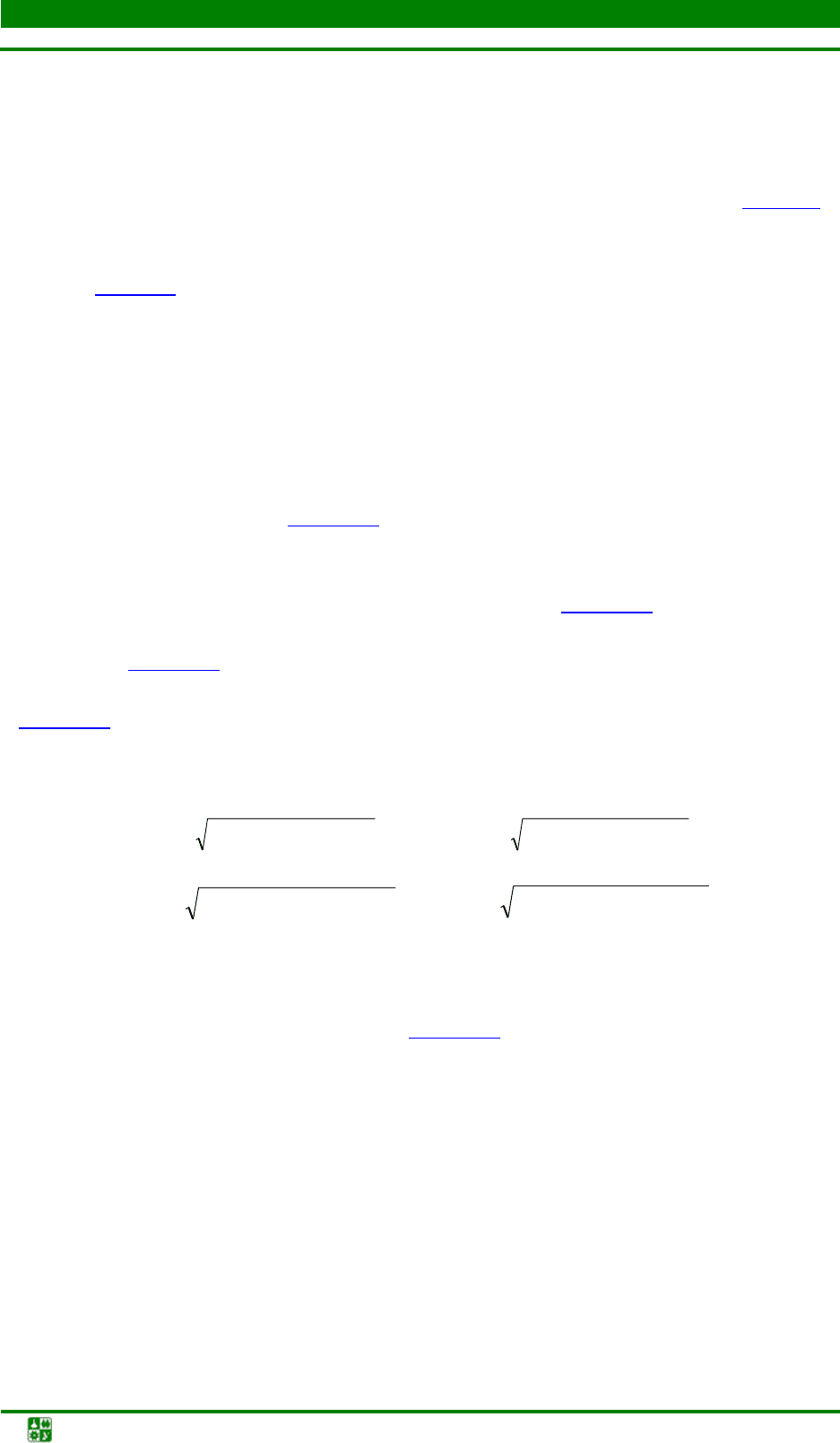
10. Определите действительные межосевые расстояния между всеми
четырьмя отверстиями по формулам:
()()
2
12
2
1221
yyxxL −+−=
−
;
()( )
2
13
2
1331
yyxxL −+−=
−
;
()( )
2
24
2
2442
yyxxL −+−=
−
;
()( )
2
34
2
3443
yyxxL −+−=
−
,
где x
i
– координата i-го отверстия в продольном направлении; y
i
– координата
i-го отверстия в поперечном направлении.
Результаты расчетов занесите в табл. 4.4
.
11. Определите наибольшее действительное отклонение размера, коор-
динирующего оси отверстий:
Δ
= L
max
– L
ном
,
где L
max
– одно из действительных значений межосевого расстояния, имею-
щее наибольшее отклонение от номинального; L
ном
– номинальное межосевое
расстояние.
12. Определите расчетный зазор S
р
. Из таблицы выберите ближайшее
стандартное значение позиционного допуска и соответствующее значение
предельного отклонения размера, координирующего оси отверстий.
ОСНОВЫ ПРАКТИЧЕСКИХ ИЗМЕРЕНИЙ
Лабораторная работа № 4 Измерение смещения осей отверстий на большом инструментальном микроскопе
Метрология. Лаб. практикум -56-
13. Дайте заключение о годности. Деталь считается негодной, если от-
клонение расстояния между любыми осями отверстий (по оси x или по оси y)
превышает предельно допустимую величину.
Отчет о лабораторной работе должен содержать:
1. Название и цель работы.
2. Схему и техническую характеристику используемого прибора.
3. Исходные данные.
4. Заполненную табл. 4.3
.
5. Заполненную табл. 4.4
.
6. Заключение о годности измеряемой детали.
7. Эскиз детали с размерами отклонений.
Таблица 4.3
Координаты осей отверстий по показаниям микрометрических головок
Координаты
Показания прибора
1 отв. 2 отв. 3 отв. 4 отв.
x
y
Таблица 4.4
Результаты обработки измерений
Действительное межосевое расстояние Номинальное
межосевое
расстояние
Действи-
тельное от-
клонение
Предельное
отклонение
1–2 отв. 1–3 отв. 2–4 отв. 3–4 отв.
К
К
о
о
н
н
т
т
р
р
о
о
л
л
ь
ь
н
н
ы
ы
е
е
в
в
о
о
п
п
р
р
о
о
с
с
ы
ы
1. Перечислите основные возможности инструментальных микроскопов.
2. Назовите основные типы инструментальных микроскопов.
3. Какие отсчетные устройства инструментальных микроскопов вы знаете?
4. Приведите пример условного обозначения инструментального мик-
роскопа.
5. Устройство инструментального микроскопа.
6. Приведите основные характеристики используемого в работе инст-
рументального микроскопа.
7. Охарактеризуйте тип А и Б соединен
ий крепежными деталями.
8. Назовите два способа задания допусков расположения осей отвер-
стий для крепежных деталей.
9. Почему межосевое расстояние в данной работе не определяют как
разность показаний прибора по одной координате?
10. Порядок проведения измерений.

Метрология. Лаб. практикум -57-
О
О
Р
Р
Г
Г
А
А
Н
Н
И
И
З
З
А
А
Ц
Ц
И
И
Я
Я
И
И
П
П
О
О
Р
Р
Я
Я
Д
Д
О
О
К
К
П
П
Р
Р
О
О
В
В
Е
Е
Д
Д
Е
Е
Н
Н
И
И
Я
Я
П
П
О
О
В
В
Е
Е
Р
Р
К
К
И
И
С
С
Р
Р
Е
Е
Д
Д
С
С
Т
Т
В
В
И
И
З
З
М
М
Е
Е
Р
Р
Е
Е
Н
Н
И
И
Я
Я
Поверка средств измерений – это совокупность операций, выполняе-
мых органами государственной метрологической службы (другими уполно-
моченными на то органами, организациями) с целью определения и подтвер-
ждения соответствия средства измерений установленным техническим тре-
бованиям.
Поверку средств измерения производят для установления их пригодно-
сти к применению. Пригодными к применению признают средства измере-
ний, поверка которых подтверждает их соответствие метрологическим и тех-
ническим требованиям к данному средству измерений, установленным в
нормативно-технич
еских документах.
Основные требования к организации и порядку проведения поверки
средств измерений, выпускаемых из производства или ремонта, ввозимых по
импорту, а также находящихся в эксплуатации и на хранении, устанавливает
ГОСТ 8.513–84.
Поверка является составляющей частью Госу
дарственного метрологи-
ческого контроля и распространяется:
на здравоохранение, охрану окружающей среды и обеспечения безо-
пасности труда;
государственные учетные организации;
обеспечение обороны государства;
геодезические и гидрометеорологические работы;
испытания и контроль качества продукции в целях определения соот-
ветствия обязательным требованиям государственных стандартов Россий-
ской Федерации;
обязательную сертификацию продукции и услуг и т. п.
Перечни групп конкретных средст
в измерения, подлежащих поверке,
утверждаются Госстандартом России.
В частности, обязательной государственной поверке подлежат:
средства измерений, принадлежащие органам государственной метро-
логической службы;
исходные образцовые средства измерений предприятий;
средства измерений, предназначенные для применения и используемые
в качестве рабочих для измерений, результаты которых применяют для учета
материальных ценностей, топлива и энергии, для защиты природной среды,
обеспеч
ения безопасности труда и т. п.
Поверочная деятельность осуществляется аккредитованными метрологи-
ческими службами юридических лиц и контролируется органами Государствен-
ной метрологической службы по месту расположения этих юридических лиц.
Сама поверка средств измерений осуществляется физическим лицом, аттесто-
ванным в качестве поверителя органом Государственной метрологической служ-
бы.

ОРГАНИЗАЦИЯ И ПОРЯДОК ПРОВЕДЕНИЯ ПОВЕРКИ СРЕДСТВ ИЗМЕРЕНИЯ
Метрология. Лаб. практикум -58-
Положительные результаты поверки результатов измерений удостове-
ряются поверительным клеймом или свидетельством о поверке.
Средства измерений, применяемые для наблюдения за изменением ве-
личин без оценки их значений в единицах физических величин с нормиро-
ванной точностью, поверке не подлежат, на них должно быть нанесено обо-
значение «И». Средства измерений, применяемые для учебных целей, повер-
ке не подлеж
ат, на них должно быть нанесено обозначение «У».
Средства измерений подвергают первичной, периодической, внеоче-
редной, инспекционной и экспертной поверке.
Первичной поверке подлежит каждый экземпляр средств измерений
при выпуске из производства или ремонта или поступающих по импорту.
В отдельных случаях, предусмотренных в нормативно-технических докумен-
тах, допускается пров
одить выборочную поверку. Первичную поверку прово-
дят:
на месте изготовления средств измерений;
на месте применения средств измерений;
частично на месте изготовления и частично на месте применения
средств измерений.
Периодической проверке подлежат средства измерений, находящихся
в эксплуатации или на хранении, через определенные межповерочные интер-
валы, устанавливаемые органами Государственной метрологической службы
с расч
етом обеспечения пригодности к применению средств измерений на
период между поверками. Средства измерений, находящиеся на длительном
хранении в условиях, обеспечивающих их пригодность к применению, пе-
риодической поверке могут не подвергаться.
Внеочередную поверку производят при эксплуатации (хранении)
средств измерений:
при необходимости удостовериться в пригодности к применению
средств измерений;
применении средств измерений в кач
естве комплектующих при исте-
чении половины межповерочного интервала на них;
повреждении поверительного клейма, пломбы или утере документа,
подтверждающего прохождение средствами измерений первичной или пе-
риодической поверки, в т. ч. при их хранении;
вводе в эксплуатацию средств измерений после хранения, в течение ко-
торого не могла быть произведена периодическая поверка в связи с требова-
ниями к к
онсервации средств измерений или изделий, содержащих средства
измерений;
переконсервации средств измерений, а также изделий, в комплекте ко-
торых применяются средства измерений;
передаче средств измерений на длительное хранение по истечении по-
ловины межповерочного интервала на них;
отправке потребителю средств измерений, не реализованных предприяти-
ем-изготовителем по истечении по
ловины межповерочного интервала на них.
Рекомендуется внеочередную поверку производить перед вводом в

ОРГАНИЗАЦИЯ И ПОРЯДОК ПРОВЕДЕНИЯ ПОВЕРКИ СРЕДСТВ ИЗМЕРЕНИЯ
Метрология. Лаб. практикум -59-
эксплуатацию средств измерений, взятых со склада после хранения и транс-
портирования.
Инспекционную поверку производят для выявления пригодности к
применению средств измерений при осуществлении государственного надзо-
ра и контроля за состоянием и применением средств измерений.
Инспекционную поверку можно проводить не в полном объеме, преду-
смотренном нормативно-техническими документами по поверке.
Результаты инспекционной поверки отражают в акт
е проверки состоя-
ния и применения средств измерений.
Государственную инспекционную поверку производят в присутствии
представителя проверяемого предприятия.
Экспертную поверку производят при возникновении спорных вопро-
сов по метрологическим характеристикам, исправности средств измерений и
пригодности их к применению.
Экспертную поверку производят органы государственной метрологи-
ческой службы по письменному требованию (заявлению) суда, прокуратуры,
милиции, государственного арбитража, органов народного контроля, по
письменному заявлению предприятий при возникновении спорных вопросов
по метрологическим характеристикам, исправности средств измерений и
пригодности средств измерений к применению и по прав
ильности эксплуата-
ции средств измерений. В заявлении должны быть указаны предмет, цель
экспертной поверки и причина, вызвавшая ее необходимость.
При осуществлении эксп
ертной поверки средств измерений в необхо-
димых случаях могут присутствовать заявители, а также представители заин-
тересованной стороны.
По результатам экспертной поверки составляют заключение, которое
утверждает руководитель органа Государственной метрологической службы
и направляют его заявителю. Один экземпляр должен храниться в органе Го-
сударственной метрологической службы, проводившем экспертную поверку.
Л
Л
а
а
б
б
о
о
р
р
а
а
т
т
о
о
р
р
н
н
а
а
я
я
р
р
а
а
б
б
о
о
т
т
а
а
№
№
1
1
П
П
о
о
в
в
е
е
р
р
к
к
а
а
ш
ш
т
т
а
а
н
н
г
г
е
е
н
н
ц
ц
и
и
р
р
к
к
у
у
л
л
я
я
Ц
Ц
е
е
л
л
ь
ь
р
р
а
а
б
б
о
о
т
т
ы
ы
Ознако
мление с методикой поверки штангенциркулей. Изучение орга-
низации и порядка проведения поверки средств измерений. Определение
годности штангенциркуля.

ОРГАНИЗАЦИЯ И ПОРЯДОК ПРОВЕДЕНИЯ ПОВЕРКИ СРЕДСТВ ИЗМЕРЕНИЯ
Лабораторная работа № 1 Поверка штангенциркуля
Метрология. Лаб. практикум -60-
Н
Н
а
а
з
з
н
н
а
а
ч
ч
е
е
н
н
и
и
е
е
и
и
у
у
с
с
т
т
р
р
о
о
й
й
с
с
т
т
в
в
о
о
ш
ш
т
т
а
а
н
н
г
г
е
е
н
н
ц
ц
и
и
р
р
к
к
у
у
л
л
я
я
Ш
Ш
Ц
Ц
-
-
I
I
-
-
1
1
2
2
5
5
-
-
0
0
,
,
1
1
-
-
1
1
Штангенциркуль ШЦ-I-125-0,
1-1, ГОСТ 166–89, предназначен для из-
мерения наружных и внутренних размеров. Наличие у штангенциркуля дан-
ного типа глубиномера расширяет его функциональные возможности. Обо-
значение ШЦ-I-125-0,1-1 означает: ШЦ – штангенциркуль; I – тип (двусто-
ронний с глубиномером); 125 – диапазон измерения от 0 до 125 мм; 0,1 – зна-
чение отсчета по нониусу (цена деления) в мм; 1 – класс точности штанген-
циркуля.
Рис. 1.1. Устройство штангенциркуля
Штангенциркуль (рис. 1.1
) состоит из штанги 1, по которой может пе-
ремещаться рамка 2. На рабочей поверхности 3 штанги 1 нанесена основная
миллиметровая шкала. Отсчетным устройством в штангенциркуле является
нониус 4, который нанесен на рамке и позволяет отсчитывать дробные доли
миллиметра. Для стопорения рамка снабжена винтом 5. На штанге и рамке
имеются губки 7 с кромочными измерительными поверхностями для измере-
ния внутренних размеров и губки 8 с плоскими измерительными поверхно-
стями дл
я измерения наружных размеров. С тыльной стороны рамки разме-
щен глубиномер 6.
У
У
с
с
л
л
о
о
в
в
и
и
я
я
п
п
о
о
в
в
е
е
р
р
к
к
и
и
и
и
п
п
о
о
д
д
г
г
о
о
т
т
о
о
в
в
к
к
а
а
к
к
н
н
е
е
й
й
При пров
едении поверки температура воздуха в помещении должна
быть (20±1) °С.
Перед проведением поверки необходимо выполнить следующие подго-
товительные работы:
промыть штангенц
иркуль авиационным бензином по ГОСТ 1012–72,
или бензином-растворителем по ГОСТ 443–76, или моющими растворами,