Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.


ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.2. Технологичность сборочных единиц
Технология конструкционных материалов. Учебное пособие -431-
Рис. 13.4. Деформируемые штифты
Деталь наибольших габаритных размеров должна по возможности быть
базовой и выполнять функции сборочного приспособления. Базовая деталь
не должна деформироваться под действием рабочих нагрузок, ее положение
должно быть устойчивым и неизменным. Для этого нужно, чтобы деталь
имела низко расположенный центр тяжести и явно выраженные базовые
поверхности (плоские − для обеспечения создания установочной базы и
цилиндрические − для образования направляющей и опорн
ой баз или
двойной направляющей базы). Желательно, чтобы при сборке изделия
базовая деталь обеспечила установку присоединяемых деталей, сборочных
единиц и выполнение всех других технологических переходов за одну уста-
новку. Присоединяемые детали должны свободно устанавливаться на базо-
вую сверху простым прямолинейным движением рабочего инструмента, для
чего в кор
пусной детали нужно предусмотреть достаточное пространство.
Всем деталям собираемых изделий необходимо придать конфигурацию,
облегчающую их ориентацию, базирование, транспортирование и соединение.
Для облегчения соединения деталей их сопрягаемые поверхности должны
иметь возможно большие по размерам заходные фаски с малыми углами.
Фаски нужно предусматривать на базовой детали, так как ее испо
льзуют для
установки многих деталей изделия. Не вызывает затруднений получение
заходных фасок на деталях, изготовляемых на металлорежущих станках,
поэтому на таких деталях их необходимо предусматривать в первую очередь.
Угол заходной фаски должен быть 10–15°, если вал устанавливают в металли-
ческую деталь, и около 8°, если его запрессовывают в деталь из пластмассы.
На подшипниках, тонкостенных втулках и кольцах или на сопрягаемых
с ними цилиндрических поверхностях деталей желательно заходн
ые фаски
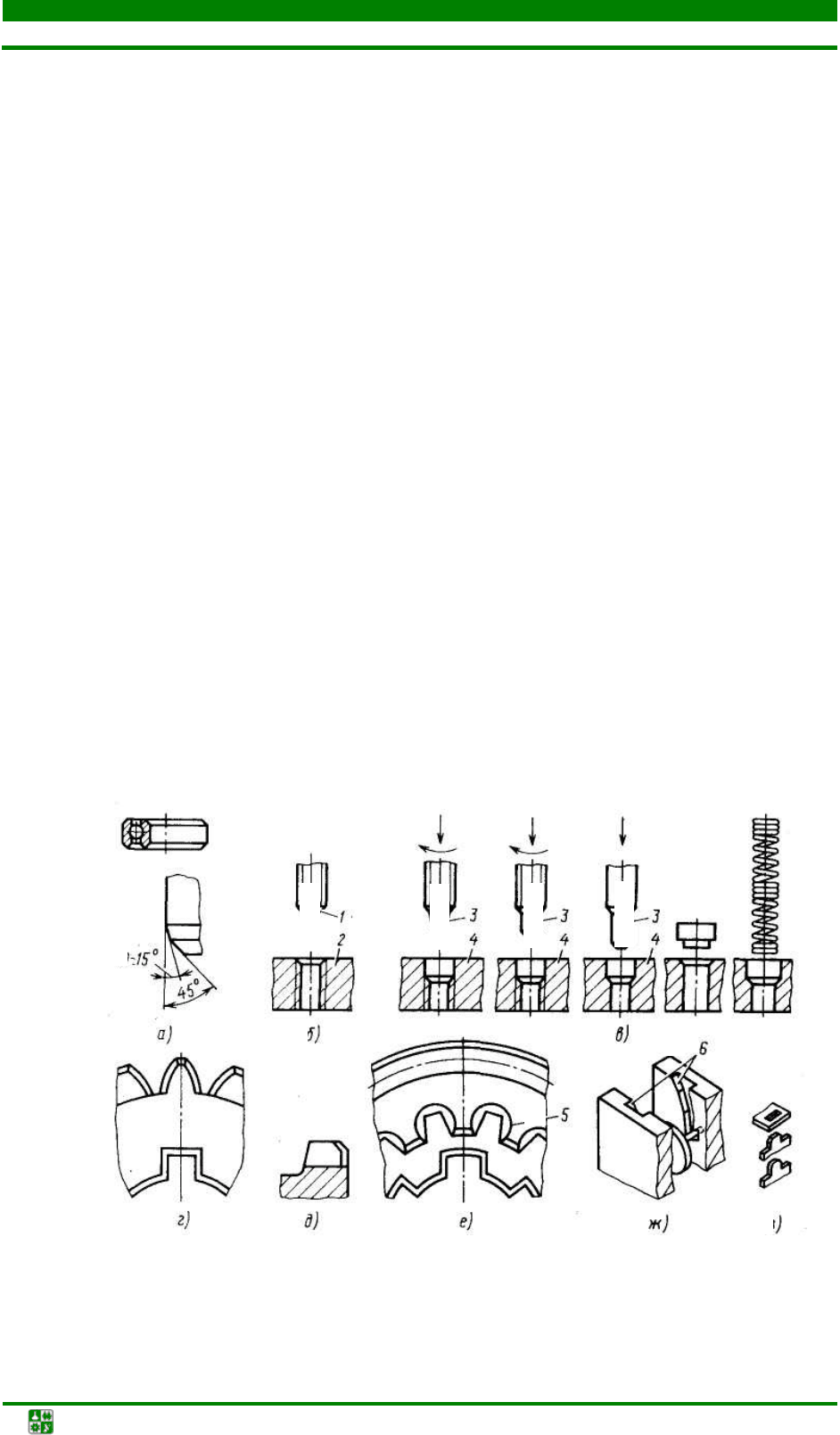
выполнять ступенчатыми (рис. 13.5,
а): вначале с углом 30–45° для облегче-
ния установки детали в отверстие корпуса или посадки их на вал, а затем с
углом 10–15° для уменьшения силы запрессовки и деформаций кольца или
втулки.
Сложность соединения резьбовых деталей связана с тем, что они по
своим конструктивным параметрам и прочностным свойствам не могут быть
завинчены из-за завальцовки захода резьбы у некоторых из них. Особенн
о
часто это происходит при завинчивании гаек и коротких винтов. Количество
брака можно снизить, если торцы винтов
1 выполнять в виде полусферы (рис.
13.5,
б), а в сопряженных деталях предусмотреть заходные фаски 2. При этом
осевая нагрузка в процессе сборки будет распределяться равномерно по
вершинам резьбы в отверстии сопряженной детали и вероятность смятия
захода витка резьбы уменьшится. Затраты времени на сборку снижаются в
среднем на 30 %, производительность повышается на 40–50 %.
При установке пружин, а также соединении деталей с резьбовыми и
цилиндрическими поверхностями сопряжения производительность можно
повысить, если предусмотреть на валу направляющие конические или
цилиндрические цапфы 3 и выточки 4 в корпусе (рис. 13.5, б), которые дают
ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.2. Технологичность сборочных единиц
Технология конструкционных материалов. Учебное пособие -432-
возможность при сборке базировать устанавливаемую деталь непосредст-
венно по базовой детали и тем самым исключить влияние точностных
параметров технологической оснастки автоматической сборочной машины на
процесс соединения деталей.
Для облегчения соединения, отверстия под крепежные детали в
базовой детали должны размещаться равномерно, и точность их положения
необходимо регламентировать. Количество типов посадочных и сопрягаемых
поверхностей, а также применяемых видов соединений деталей должно быть
минимальным.
Для сборки неудобны шпоночные и шлицевые соединения. Их целесо-
образно заменить на цилиндрические или конические соединения деталей с
гарантированным натягом. При соединении деталей по коническим поса-
дочным поверхностям в первоначальный момент их сопрягают со значитель-
ным зазором, который облегчает процесс сборки, а по мере их перемещения
зазор выбирается и создается необходимый натяг. Вследствие этого при
замене одного вида соединения деталей на другой функциональное назначе-
ние изделия не изменяется (обеспечивается передача требуемого крутящего
момента). Если замена конструктивной формы посадочной ступени невоз-
можна, то по контуру шпоночного паза втулки должны быть предусмотрены
заходные фаски достаточно большой ширины (1,5–2 мм), а на шпонке –
скругления на торцах (рис. 13.5, г). Заходные фаски облегчают процесс
соединения деталей и сокращают затраты на его выполнение, так как сборка
оказывается возможной даже при разности относительного углового
положения деталей в несколько градусов.
Рис. 13.5. Технологичные конструкции заходных поверхностей соединяемых
деталей
в
3
4
3
4
3
4
1
2
6
5
10−15°
а
г
д
е
ж
з
б

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.2. Технологичность сборочных единиц
Технология конструкционных материалов. Учебное пособие -433-
Аналогичное явление наблюдается при сборке шлицевых соединений.
При отсутствии фасок по периметру шлицев или закруглений на торцах
шлицевого вала разность относительного углового положения соединяемых
деталей не должна быть больше нескольких минут. Обеспечить такую точ-
ность трудно, а иногда невозможно. С подобными трудностями встречаются
и при сборке зубчатых передач. Для облегчения сборки зубчатых передач с
аксиального направления нужно предусматривать скругления на торцах
зубьев колеса (рис. 13.5, д, е). Выбирают колеса с меньшим числом зубьев,
так как меньшими будут затраты на скругление зубьев. В ряде случаев колеса
имеют скругления на торцах зубьев для облегчения их сцепления при работе
машины. Аналогичные функции они будут выполнять при сборке. Такой же
результат может быть достигнут, если использовать ранее полученные при
зенкеровании углубления 5 на колесах перед прошивкой зубьев.
Для установки присоединяемых деталей удобны разъемные корпусные
и другие базовые детали, отверстия и пазы 6 (рис. 13.5, ж) которых имеют
бóльшую ширину в первоначальный период сборки соединения и требуемую
по служебному назначению изделия в конечном положении. Аналогичный
эффект достигается при снятии фасок и скруглениях на соединяемых деталях
(рис. 13.5, з). Для удобства монтажа всех деталей корпусная деталь должна
иметь технологические базы, обеспечивающие высокую точность ее
установки (базирования и закрепления).
1
1
3
3
.
.
3
3
.
.
Р
Р
а
а
з
з
р
р
а
а
б
б
о
о
т
т
к
к
а
а
п
п
о
о
с
с
л
л
е
е
д
д
о
о
в
в
а
а
т
т
е
е
л
л
ь
ь
н
н
о
о
с
с
т
т
и
и
с
с
б
б
о
о
р
р
к
к
и
и
Для обеспечения получения качественных изделий нужно выявить воз-
можные варианты последовательности их сборки, при которых гарантиру-
ется получение объектов с требуемыми свойствами. Для установления после-
довательности сборки изделий необходимо уточнить их служебное назна-
чение, проанализировать технические требования и выбрать методы
достижения точности замыкающих звеньев, соответствующих условиям
объекта производства.
Желательная последовательность установки деталей в изделие за
ло-
жена конструктором, но при сборке в большинстве случаев она полностью не
выдерживается из-за конструктивного выполнения соединяемых деталей
(соотношения их размеров). На последовательность выполнения сборочного
процесса значительное влияние также оказывают выбранные методы
достижения точности замыкающих звеньев, размерных цепей изделия. Если
качество изделия обеспечивается методами полной или групп
овой взаимо-
заменяемости, то последовательность сборки может быть любой (в соответ-
ствии с расположением деталей на валах или других базовых деталях).
При применении методов неполной взаимозаменяемости, пригонки и
регулировки определяющим фактором при выборе варианта последова-
тельности установки деталей в изделия служит минимальный объем разбо-
рочно-сборочных, пригоночных и регулировочных работ. Если в процессе

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.3. Разработка последовательности сборки
Технология конструкционных материалов. Учебное пособие -434-
сборки применяют метод пригонки в малозвенных (с тремя-четырьмя
звеньями) размерных цепях, то пригонку деталей нужно выполнять до того,
как будут установлены подшипники, манжеты и другие детали собираемого
изделия, с тем чтобы исключить попадание стружки на них. При
использовании методов пригонки и регулировки с применением специальных
подвижных и неподвижных компенсаторов для достижения точности
замы
кающих звеньев изделий вначале необходимо установить все детали,
входящие в эти размерные цепи, а потом компенсатор, который, если это
нужно, фиксируют крепежными элементами, а иногда и крышками.
Для изделий высокой точности, сборка которых должна осуществ-
ляться по методам неполной взаимозаменяемости, пригонки деталей или
регулировки с изменением их положения, сборку следует начинать с уста-
новки деталей той размерной цепи, с помощью которой решает
ся наиболее
ответственная задача. Такой задачей обычно является обеспечение относи-
тельных поворотов исполнительных поверхностей деталей изделия. Далее,
независимо от назначения изделия, сборку надо вести с установки тех
сборочных единиц и деталей, относительные повороты поверхностей и раз-
меры которых являются общими звеньями, пр
инадлежащими наибольшему
числу размерных цепей. Для двухступенчатых редукторов это средний
(промежуточный) вал, воспринимающий и передающий крутящий момент
наибольшему числу других валов редуктора. Затем следует переходить к
установке тех сборочных единиц и деталей, относительные повороты
поверхностей и размеры которых являются общими звеньями,
принадлежащими постепенно уменьшающемуся числу размерных цепей.
Заканчивается сборка изделия обычно установкой крышек, маслоук
азателей,
затяжкой винтов крепления и ввинчиванием сливных пробок.
При применении ЭВМ для определения последовательности установки
деталей в изделия нужно осуществить оптимальную последовательность
кодирования деталей. Кодирование целесообразно начинать с вала
I, на
котором размещено наибольшее число
J деталей и сборочных единиц
собираемого изделия, а затем переходить к кодированию других валов (
I + 1)
с установленными на них деталями в той последовательности, в которой
передается движение.
Последовательность кодирования деталей и сборочных единиц на
базовой детали (валу) нужно выполнять начиная от посадочной ступени
большего диаметра в радиальном направлении от меньшего размера к
большему, а далее последовательно в осевом направлении от одной ступе-ни
к другой справа налево и слева на
право от указанной выше ступени. При
кодировании необходимо указать лишь деталь или сборочную единицу, так
как в памяти ЭВМ хранятся данные о характере соединения, посадочных и
габаритных размерах деталей. Всем деталям одного комплекта, включая
базовый вал, присваивается номер, первая цифра которого соответствует
номеру вала, вторая – порядковому номеру присоединяемой детали в соот-
ветствии с ее поло
жением относительно базового торца вала (ступени боль-
шого диаметра). Валу всегда присваивается первый из очередных номеров.
ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.3. Разработка последовательности сборки
Технология конструкционных материалов. Учебное пособие -435-
Имея исходные данные (чертежи общего вида изделия и рабочие чер-
тежи деталей, технические требования на их изготовление), зная программу
выпуска изделий в год, описывают (кодируют) сборочные единицы и рассчи-
тывают количество узлов по программе выпуска. Полученный в результате
этой работы итоговый документ вводится в вычислительную машину. Таким
образом, в памяти ЭВМ будут храниться данные о всех деталях и их
положениях в со
бираемом объекте, что дает возможность определить
автоматизированным путем последовательность сборки изделия.
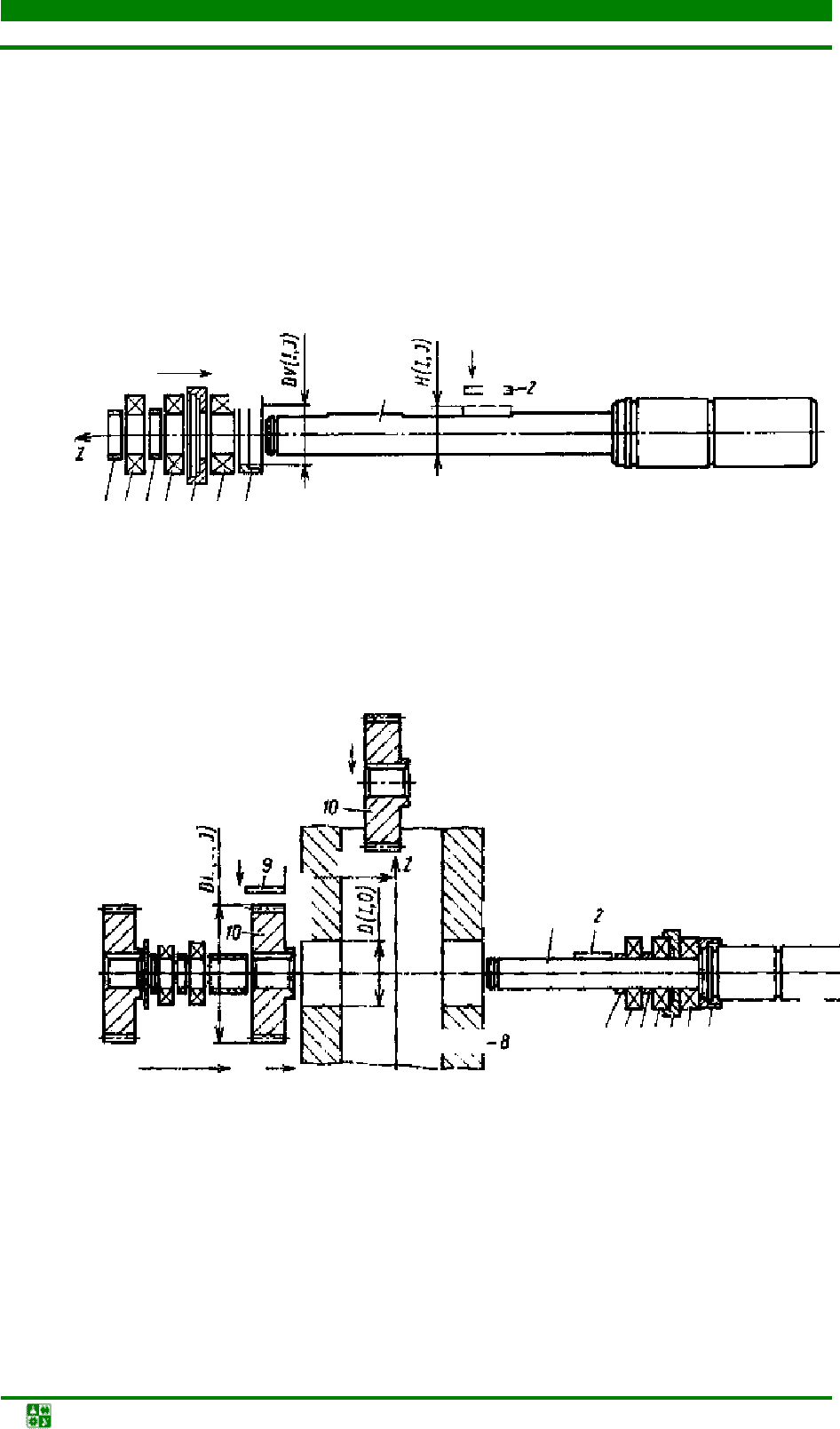
Рис. 13.6. Схема установки присоединяемых деталей:
1 – базовая деталь-вал; 2 – первая присоединяемая деталь-шпонка;
3–7 − последующие присоединяемые детали
Рис. 13.7. Определение направления, с которого возможна установка детали:
1 – базовая деталь; 2 – 1-я шпонка; 3–7 – последующие присоединяемые детали;
8 − корпус; 9 − 2-я шпонка; 10 − шестерня
Кратко алгоритм сборки узла может быть представлен следующим
образом:
1. Устанавливается первая базовая деталь изделия – вал 1,
J = 1.
2. Берется первая присоединяемая деталь и затем все последующие
J =
J + 1.
7 6 7 6 5 4 3
Z
2
H(I, J)
D
V(I, J)
7 6 7 6 5 4 3
1 2
8
9
10
10
Y
D
N(I, J)
D
(I, 0)
Z
1

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.3. Разработка последовательности сборки
Технология конструкционных материалов. Учебное пособие -436-
3. Выполняется проверка: не является ли присоединяемая деталь
шпонкой?
Если данная деталь − шпонка (
SH = 1), то ее необходимо пригнать до
размеров паза вала, а затем запрессовать в него (рис. 13.6).
Такая последовательность обеспечивает удобство выполнения работ и
исключает возможность попадания стружки в подшипники и на другие
детали собираемого изделия. Поэтому пригоночные работы такого вида
целесообразно выполнять в первую очередь.
4. Берется вторая присоединяемая деталь, а затем все последую
щие
детали
J = 2.
5. Проверяется возможность установки второй присоединяемой детали
при запрессованной шпонке
Н(I, J)
<
DV(I, J), где Н(I, J) – диаметр посадоч-
ной поверхности вала вместе со шпонкой;
DV(I, J) – диаметр отверстия уста-
навливаемой детали.
6. Если диаметр посадочной поверхности вала со шпонкой больше,
шпонка удаляется.
7. Берется следующая деталь
J = J + 1. При этом вал с ранее установ-
ленными деталями следует считать комплексной деталью сложной конфигу-
рации (рис. 13.6). Соответственно перерассчитываются размеры (диаметр и
длина ступеней) данной детали.
Аналогично поступают и при установке всех последующих деталей.
8. Только после монтажа деталей на вал (если это возможно исходя из
их конструктивных размеров и размеров корпуса) нужно вновь зап
рессовать
шпонку
2 (рис. 13.6). В разъемный корпус редуктора детали можно устанав-
ливать вдоль оси (с осевого направления) либо в разъем (с радиального
направления). Целесообразна сборка с радиального направления, поскольку
можно заранее установить все детали на вал. После этого устанавливают
собранный комплект в корпус. При сборке с аксиального направления часто
этого сделать не удается, так как га
баритные размеры DV(I, J) устанавлива-
емых на вал деталей
10 (рис. 13.7) могут превышать диаметральные размеры
D(I, J) отверстий под подшипники в корпусе 8. Детали 10, если требуется,
пригоняют по валу
1 к шпонке 2, которую затем удаляют, заводят в корпус 8
через окна и устанавливают на посадочную ступень вала. Детали
3−7,
габаритные размеры которых меньше диаметра
D(I, 0) отверстия в корпусе 8,
целесообразно устанавливать на вал
1 заранее до общей сборки изделия.
Остальные детали следует монтировать на вал
1 после его установки в
корпус
8.
9. Берется вторая присоединяемая деталь 3
J = 2.
10. Проверяется возможность установки деталей через окно
8.
11. Определяется возможность установки детали с аксиального на-
правления в отверстие корпуса
8 под подшипники 6: D(I, J)
<
D(I, 0), где
DN(I, J) – наружный диаметр устанавливаемой детали и т. д.

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
Технология конструкционных материалов. Учебное пособие -437-
1
1
3
3
.
.
4
4
.
.
А
А
в
в
т
т
о
о
м
м
а
а
т
т
и
и
з
з
и
и
р
р
о
о
в
в
а
а
н
н
н
н
о
о
е
е
п
п
р
р
о
о
е
е
к
к
т
т
и
и
р
р
о
о
в
в
а
а
н
н
и
и
е
е
т
т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
и
и
с
с
б
б
о
о
р
р
о
о
ч
ч
н
н
о
о
-
-
м
м
о
о
н
н
т
т
а
а
ж
ж
н
н
ы
ы
х
х
р
р
а
а
б
б
о
о
т
т
Разработка новых изделий во всех областях техники в современных
условиях невозможна без перехода на новые информационные технологии,
базирующиеся на концепции CALS − ИПИ-технологии (ИПИ − информа-
ционная поддержка жизненного цикла изделия). Базовыми компонентами для
создания интегрированных систем на основе концепции ИПИ-технологий
являются системы конструирования (CAD), технологической подготовки
производства (САМ), инженерного анализа (САЕ), управления проектными
данными (PDM),
управления предприятием (ERP). Опыт внедрения
интегрированных систем в промышленную эксплуатацию показывает, что
работы по настройке базовых компонентов и разработка информационного
обеспечения являются сложными и трудоемкими, а затраты на их
реализацию могут значительно превосходить стоимость программного
обеспечения.
Применение информационных технологий на различных этапах проек-
тирования жизненного цикла изделия неравномерно. Наибольшие успехи
достигнуты на предприятиях авиационной п
ромышленности и особенно в
решении вопросов геометрического моделирования, проведения комплекса
проектно-конструкторских расчетов, разработки интерактивных электронных
технических руководств (ИЭТР) и электронных макетов изделия с исполь-
зованием CAD-систем. Однако в области технологической подготовки
производства отставание остается значительным. В настоящее время хорошо
освоены и внедрены в промышленн
ую практику САМ-системы, автомати-
зирующие подготовку управляющих программ для механической обработки
деталей изделия и технологической оснастки на оборудовании с ЧПУ.
Системы, автоматизирующие процессы технологического проектирования по
другим видам работ, используются значительно реже. Большинство из них
носит локальный характер и не соответствует требованиям ИПИ-технологий
прежде всего по интеграционным возможностям. Отсутствие на российских
предприятиях комплекса прикладных сист
ем технологического проектирова-
ния не позволяет решать задачи подготовки производства в соответствии с
концепцией ИПИ-технологий, поскольку не обеспечивается выполнение двух
ключевых требований: полноты электронного определения изделия и
непрерывности информационной поддержки. Отсутствие электронной тех-
нологической документации блокирует возможность реализации сквозных
процессов проектирования – производства и не обеспечи
вает необходимой
оперативной и достоверной информацией производственные подразделения,
значительно снижая эффективность функционирования ERP-систем.
Зарубежные и отечественные маркетинговые исследования прогнози-
ровали данную ситуацию, что позволило принять решение о разработке ком-
плекса прикладных систем технологического проектирования по различным
видам производств, в котором ключевая роль отводится системе автоматизи-

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.4. Автоматизированное проектирование технологии сборочно-монтажных работ
Технология конструкционных материалов. Учебное пособие -438-
рованного проектирования технологических процессов сборочно-монтажных
работ: сборка значительно влияет на другие виды производств, поставляю-
щих комплектующие, средства технологического оснащения, а также на
организацию всего производственного процесса изделия.
Цикловые графики сборки являются организационным стержнем, на
который замыкаются графики работ по другим видам производств. Поэтому
была поставлена задача создания системы, позволяющей не только формиро-
вать в электронном виде технологическую документацию сборочного произ-
водства, но и орга
низовывать в соответствии с концепцией CALS интеллек-
туальную информационную поддержку технологического проектирования,
работу с «большими сборками», интеграцию с информационными системами
предприятия.
Анализ программных продуктов, появившихся на российском рынке за
последние два года, показывает, что поставщики импортных CAD/CAM-
систем не предлагают конечного п
рограммного продукта, адаптированного к
эксплуатации на российских промышленных предприятиях. Кроме того,
предлагаемый ими инструментарий для формирования технологических
приложений по сборке является дорогостоящим.
Ряд базовых решений обеспечивается cозданием комплекса автомати-
зированных систем технологического проектирования и методик проектиро-
вания с учетом развития информационных систем, для перехода авиационной
промышленности на цифровое электронное макетирование и бесплазовую
подгот
овку производства в системе технологического моделирования про-
цессов. Бесплазовый метод проектирования − это метод автоматизирован-
ного построения контура деталей (с помощью компьютера) в трехмерном
виде (плазовый метод дает двухмерное изображение).
Такая информационная поддержка технологического проектирования
осуществляется на всех этапах реализации проекта (от эскизов до техноло-
гического сопровождения на этап
ах производства и эксплуатации) благо-
даря тому, что в системе реализованы механизмы многоуровневого
моделирования технологических процессов, позволяющие реализовать вари-
антное проектирование технологии сборки на всех уровнях, в том числе выбор
принципиальных конструктивно-технологических решений укрупненных и
рабочих технологических процессов.
1
1
3
3
.
.
5
5
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
а
а
я
я
п
п
о
о
д
д
г
г
о
о
т
т
о
о
в
в
к
к
а
а
п
п
р
р
о
о
и
и
з
з
в
в
о
о
д
д
с
с
т
т
в
в
а
а
с
с
е
е
р
р
и
и
й
й
н
н
ы
ы
х
х
и
и
з
з
д
д
е
е
л
л
и
и
й
й
Задачей технологической подготовки производства (ТПП) серийных
изделий является обеспечение технологической готовности производства к
изготовлению указанных изделий, а также изделий, ранее освоенных
другими изготовителями или изготавливаемых по технической
документации иностранных фирм.

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.5. Технологическая подготовка производства серийных изделий
Технология конструкционных материалов. Учебное пособие -439-
Организатором и ответственным исполнителем ТПП серийных изде-
лий является их изготовитель, соисполнителями, при научно-технической
или экономической целесообразности, – специализированные технологи-
ческие организации.
Для проведения ТПП серийных изделий разработчик передает изгото-
вителю:
• комплект рабочей конструкторской документации на изделие;
• документацию, содержащую определяющие технологические и орга-
низационные решения по производству изделия, отработанную при изго-
товлении и испытаниях опытных образцов;
• опытные образцы, прошедшие приемочные испытания. При необхо-
димости, с целью сокращения сроков ТПП, разработчик (изготовитель опыт-
ных образцов) на договорной основе передает изготовителю серийных
изделий:
• документацию на однотипные технологические процессы;
• конструкторскую документацию на однотипные средства технологи-
ческого оснащения, отработанную по результатам изготовления и испыта-
ний опытных образцов;
• управляющие программы для однотипного оборудования;
• средства технологического оснащения, пригодные для использова-
ния;
• ведомости применения материалов и комплектующих изделий;
• расчет трудоемкости изготовления опытных образцов;
• перечень квалификации исполнителей и др.
Изготовитель совместно с соисполнителями разрабатывает план
(график) ТПП серийных изделий в виде самостоятельного документа или в
составе плана (графика) постановки изделия на производство. При этом
учитывают:
сроки освоения серийного производства изделия;
планируемые объемы выпуска изделий по годам освоения;
прогноз устойчивости сбыта в течение нескольких лет;
трудоемкость ТПП;
состояние организационно-технического уровня производства и воз-
можность его повышения с целью обеспечения коммерческой стратегии
изготовителя на рынке;
возможность кооперации и специализации производства для ритмич-
ного обеспечения изготовления изделий качественными материалами,
деталями, сборочными единицами, комплектующими изделиями, средствами
технологического оснащения.
ТПП серийных изделий предусматривает выполнение следующих
основных работ:
• проработку рабочей конструкторской документации на серийное
изделие с учетом технологичности заложенных в нее решений;
• разработку или уточнение (корректировку) с использованием инфор-

ГЛАВА 13. ОСНОВЫ СБОРОЧНЫХ РАБОТ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВ
А
13.5. Технологическая подготовка производства серийных изделий
Технология конструкционных материалов. Учебное пособие -440-
мационных массивов описаний конструкторско-технологических решений:
технологических процессов изготовления серийного изделия в соответствии
с государственными стандартами ЕСТД; специальных средств технологи-
ческого оснащения; управляющих программ для автоматизированного
технологического оборудования.
В задачи ТПП входит:
• приобретение (изготовление) специальных средств технологического
оснащения для производства серийных изделий;
• обеспечение необходимой технологической информацией рекон-
струкции или нового строительства производственной и испытательной баз;
• уточнение технологической документации по результатам изготов-
ления и квалификационных испытаний установочной серии (первой
промышленной партии);
• обеспечение требований ресурсосбережения, экологии и охраны
труда при изготовлении и испытаниях серийных изделий.
Изготовитель серийных изделий по требованию заказчика или
согласованию с разработчиком в целях сокращения сроков постановки
изделий на производство выполняет наиболее сложные и трудоемкие работы
ТПП одновременно с изготовлением и испытаниями опытных образцов.
Критерий завершенности ТПП серийных изделий – фактическое
выполнение работ, предусмотренных планом, подтвержденное оценкой
технологической готовности производства к изготовлению серийных
изделий в соответствии с критерием завершенности ТПП опытных образцов
и единичных изделий.
Таким образом, система разработки и постановки продукции на
производство (СРПП) является установленной государственными стандар-
тами системой организации и управления процессом технологической
подготовки производства.
Основное назначение СРПП заключается в установлении системы
организации и управления процессом технологической подготовки
производства, обеспечивающей:
• единый для всех предприятий и организаций системный подход к
выбору и применению методов и средств технологической подготовки
производства, соответствующих достижениям науки, техники и производства;
• освоение производства и выпуска изделий высшей категории
качества в минимальные сроки, при минимальных трудовых и материальных
затратах на ТПП на всех стадиях создания изделий, включая опытные
образцы (партии), а также изделия единичного производства;
• организацию производства высокой степени точности, допускаю-
щую возможность непрерывного его совершенствования и быструю перена-
ладку на выпуск новых изделий;
• рациональную организацию механизированного и автоматизирован-
ного выполнения комплекса инженерно-механических и управленческих
работ;