Астафьева Е.А. Технология конструкционных материалов
Подождите немного. Документ загружается.

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.8. Обработка заготовок на строгальных и долбежных станках
Технология конструкционных материалов. Учебное пособие -371-
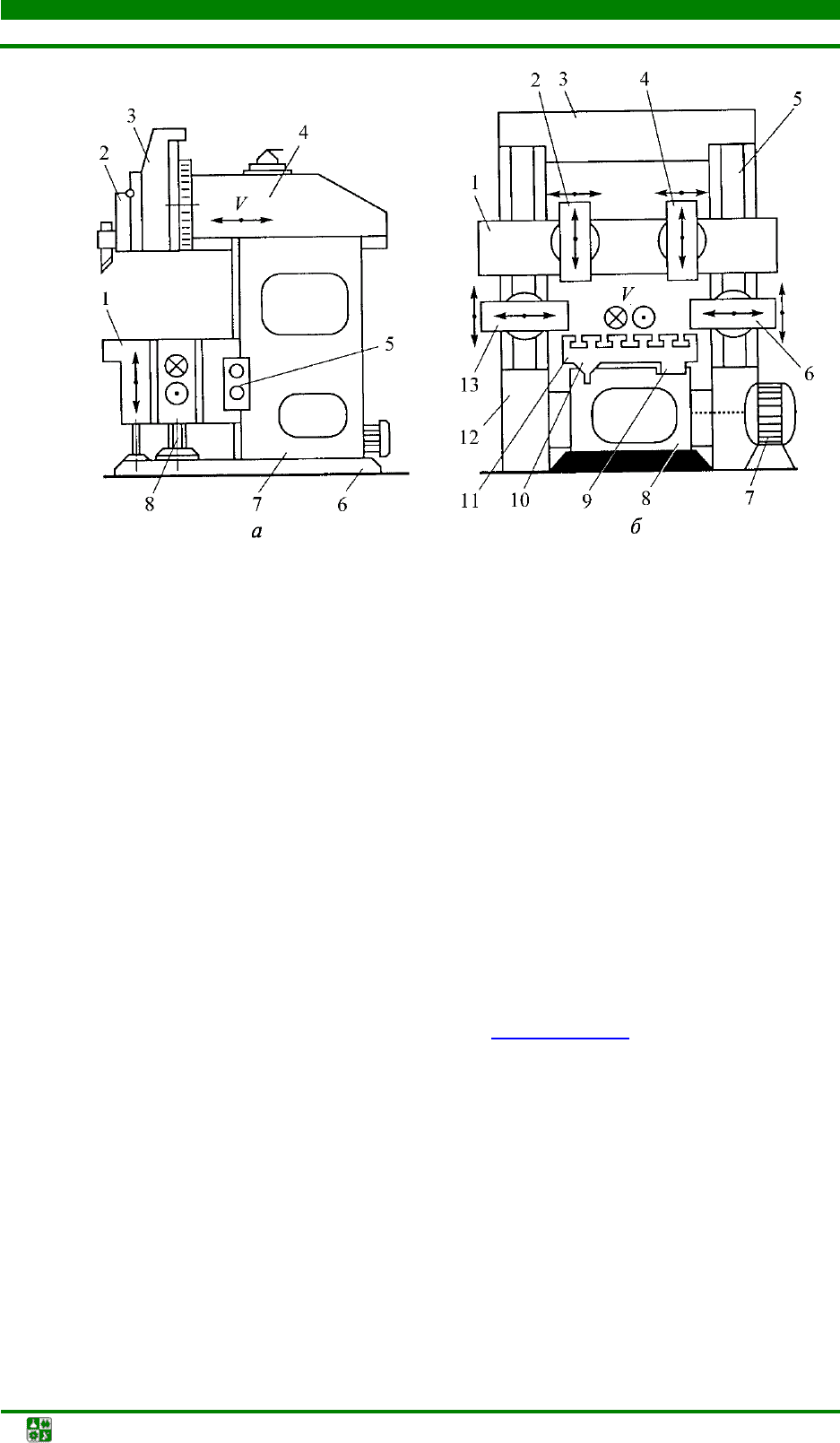
Рис. 10.56. Строгальные станки: а – поперечно-строгальный: 1 – стол; 2 – поворот-
ная плита; 3 – суппорт; 4 − ползун; 5 – траверса; 6 – фундаментная плита; 7 – станина; 8 –
домкрат; б − продольно-строгальный: 1 – траверса; 2, 4 – вертикальные суппорты; 3 –
поперечина; 5, 12 – стойки; 6, 13 – боковые суппорты; 7 – главный электродвигатель; 8 –
станина; 9, 10 – направляющие; 11 – стол; V – движение резания
Вертикальные перемещения стола осуществляются домкратом
8. На
верхнем торце станины выполнены горизонтальные направляющие, по кото-
рым перемещается ползун
4. На переднем торце ползуна выполнены верти-
кальные направляющие, по которым перемещается вертикальный суппорт
3 с
поворотной плитой
2 и резцедержателем. Вертикальный суппорт можно
поворачивать вокруг горизонтальной оси для строгания наклонных плос-
костей. На продольно-строгальных станках обрабатывают крупные, тяжелые
заготовки. Ход стола у этих станков 1,5–12 м, ширина строгания 0,7–4 м.
Продольно-строгальные станки подразделяются на одно- и двух-
стоечные. Двухстоечный станок показан на рис. 10.56,
б. На верхней части
станины
8 расположены направляющие (правая 9 – плоская, левая 10 – V-
образная). По направляющим перемещается стол
11, на котором устанав-
ливают заготовки. Стол приводится в движение от собственного электро-
двигателя постоянного тока
7, что позволяет бесступенчато регулировать
скорости прямого и обратного ходов. Портал станка состоит из правой
5 и
левой
12 стоек, соединенных сверху поперечиной 3. По вертикальным
направляющим стоек перемещается траверса
1 и каретки боковых суппортов:
правого
6 и левого 13. На траверсе размещены левый 2 и правый 4
вертикальные суппорты. Все суппорты снабжены собственными коробками
подач, могут перемещаться в вертикальном и горизонтальном направлениях
и быть повернуты в вертикальной плоскости на угол до 60°.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.8. Обработка заготовок на строгальных и долбежных станках
Технология конструкционных материалов. Учебное пособие -372-
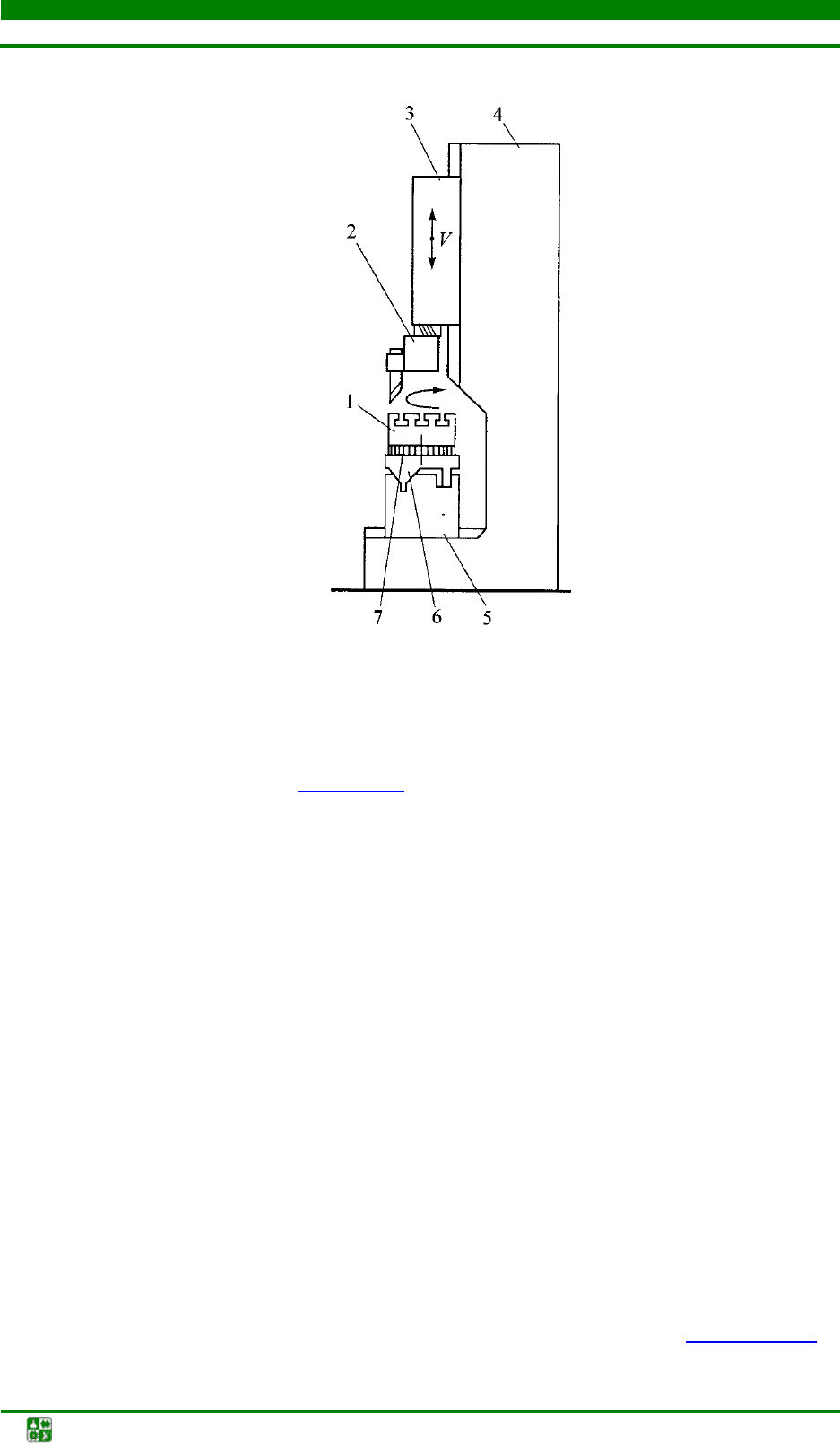
Рис. 10.57. Долбежный станок: 1 – стол; 2 – суппорт; 3 – ползун; 4 – станина;
5 – поперечные салазки; 6 – продольные салазки; 7 – поворотные салазки;
V – движение резания
Долбежные станки (рис. 10.57) характеризуются тем, что главное дви-
жение резания осуществляется в вертикальной плоскости.
На горизонтальных направляющих станины
4 установлены поперечные
5
, продольные 6 и поворотные 7 салазки с рабочим столом 1. По вертикаль-
ным направляющим станины перемещается ползун
3 с суппортом 2 и резце-
держателем.
1
1
0
0
.
.
8
8
.
.
4
4
.
.
Т
Т
е
е
х
х
н
н
о
о
л
л
о
о
г
г
и
и
ч
ч
е
е
с
с
к
к
и
и
е
е
т
т
р
р
е
е
б
б
о
о
в
в
а
а
н
н
и
и
я
я
к
к
д
д
е
е
т
т
а
а
л
л
я
я
м
м
,
,
о
о
б
б
р
р
а
а
б
б
а
а
т
т
ы
ы
в
в
а
а
е
е
м
м
ы
ы
м
м
н
н
а
а
с
с
т
т
р
р
о
о
г
г
а
а
л
л
ь
ь
н
н
ы
ы
х
х
и
и
д
д
о
о
л
л
б
б
е
е
ж
ж
н
н
ы
ы
х
х
с
с
т
т
а
а
н
н
к
к
а
а
х
х
При конструировании деталей, обрабатываемых на строгальных и
долбежных станках, необходимо учитывать следующие требования.
Обрабатываемые поверхности заготовки целесообразно оформлять в
виде плоскостей или их сочетаний. Желательно избегать сложных фасонных
поверхностей, требующих изготовления специальных копиров.
Обрабатываемые поверхности следует располагать в одной плоскости, что
позволит обрабатывать их за один проход. Перед обработкой поверхности
необходимо прострогать фаски со стороны входа и выхода инструмента − это
обеспечит более плавное врезание резца в заготовку и предотврати
т
скалывание края обработанной поверхности при выходе резца (рис. 10.58,
а).
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.8. Обработка заготовок на строгальных и долбежных станках
Технология конструкционных материалов. Учебное пособие -373-
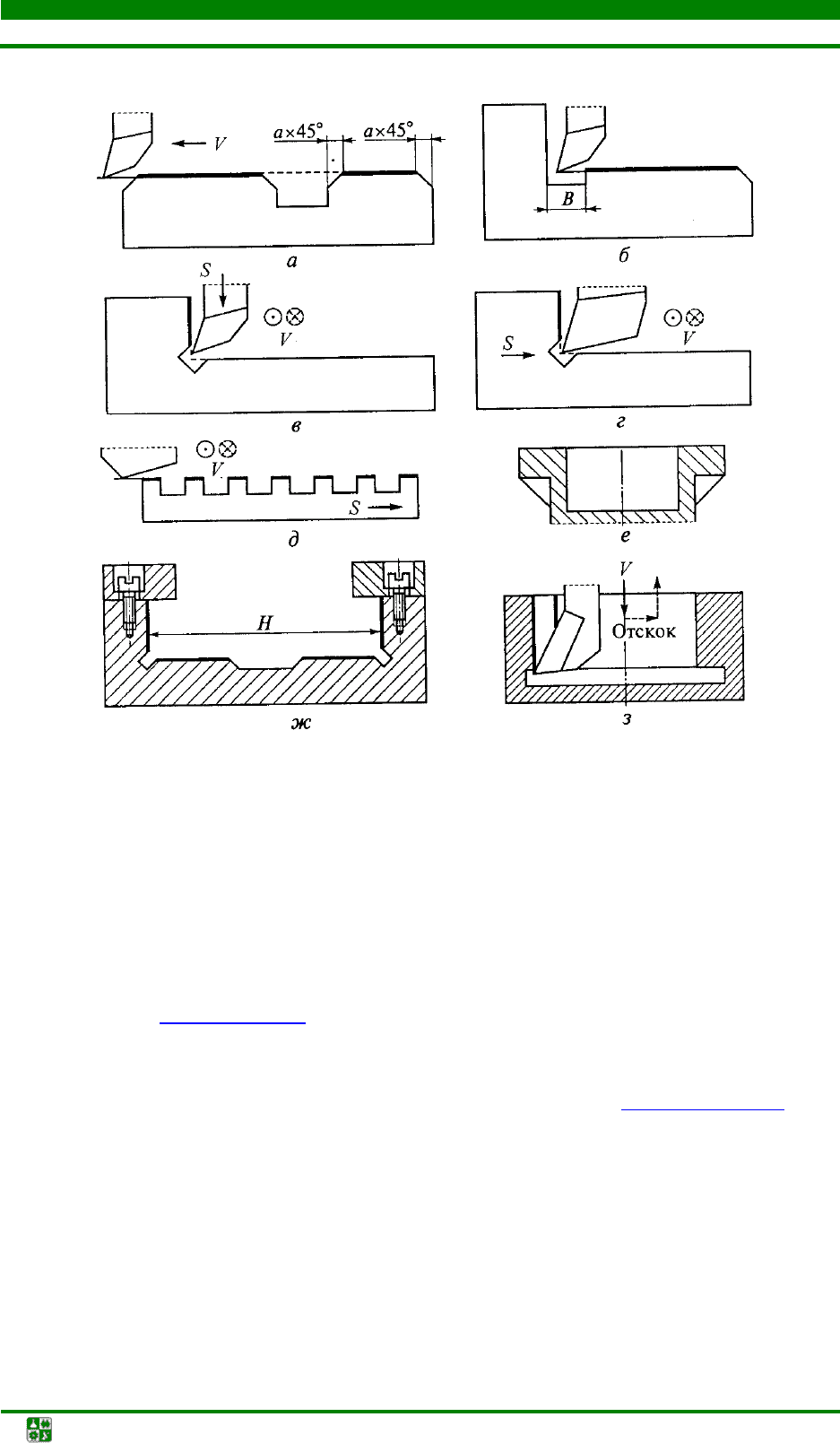
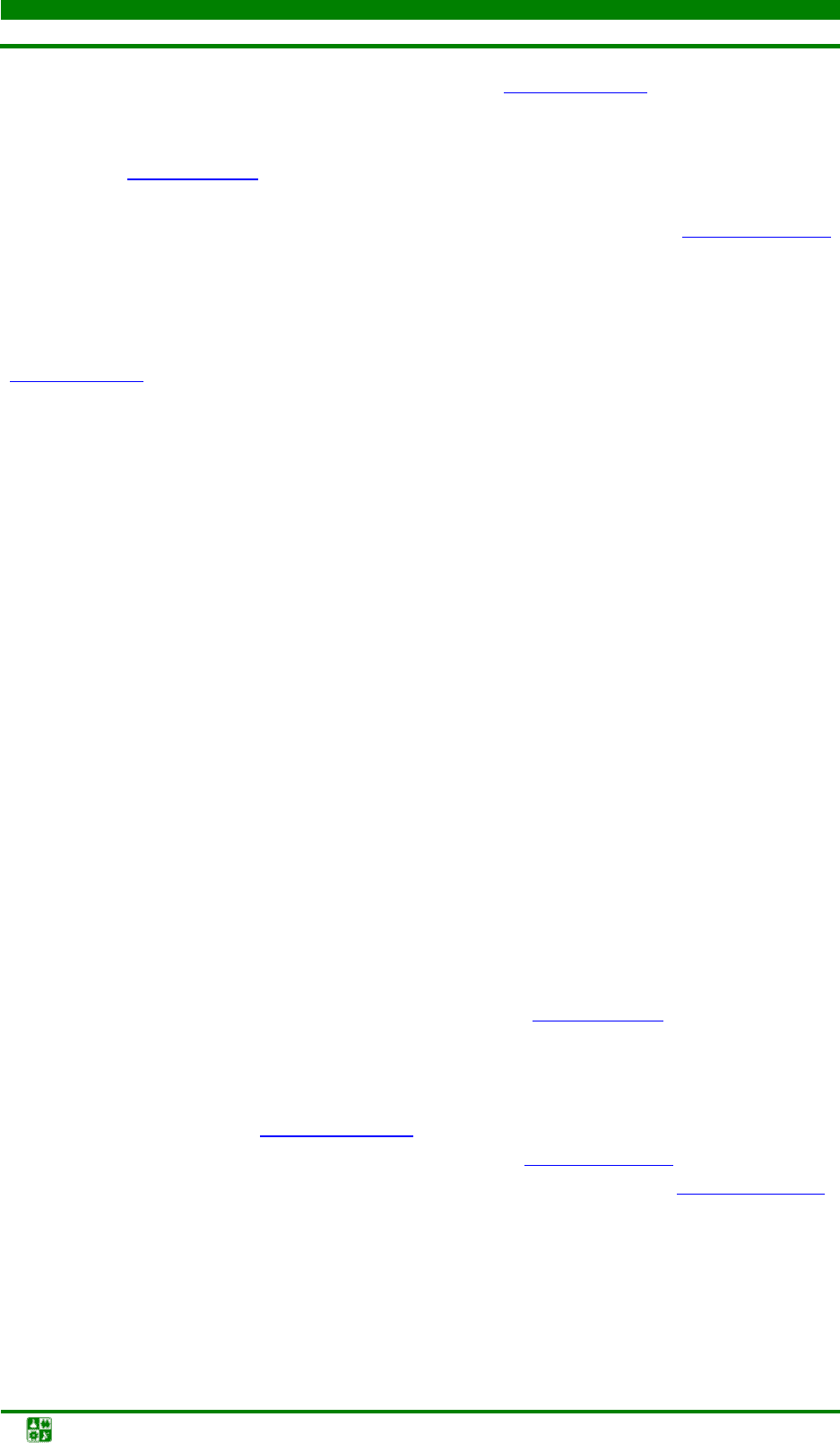
Рис. 10.58. Технологические требования к деталям, обрабатываемым строганием и
долблением: а – прерывистых поверхностей; б–г – горизонтальных и вертикальных
поверхностей с уступами; д – ребристых поверхностей; е – коробчатых нежестких
заготовок; ж – пазов; з – несквозных шпоночных пазов; V – движение резания; а – фаска;
В – ширина канавки для выхода инструмента; S – движение подачи; Н – ширина паза
Обрабатываемые поверхности должны обеспечить свободный выход
резца в конце рабочего хода. При наличии в направлении главного движения
уступов необходимо предусматривать разделительную канавку для выхода
инструмента (рис. 10.58,
б). Для поперечно-строгальных станков ширина
канавки
В = 10–15 мм, для продольно-строгальных станков В = 30–40 мм.
При строгании поверхностей, расположенных под углом друг к другу,
необходимо предусматривать разделительную канавку (рис. 10.58,
в, г) для
выхода инструмента и дальнейшей правильной сборки сопрягаемых деталей
в узле.
Строгание узких длинных поверхностей необходимо проводить в про-
дольном направлении, так как строгание в поперечном направлении с боль-
шим числом двойных ходов в минуту приведет к значительным вибрациям
технологической системы СПИД. Нецелесообразно строгать ребристые,
прерывистые поверхности, поскольку это вызывает значительные вибраци
и
технологической системы СПИД. При необходимости обработки таких
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.8. Обработка заготовок на строгальных и долбежных станках
Технология конструкционных материалов. Учебное пособие -374-
поверхностей их строгают по длине ребра (рис. 10.58, д). При строгании
деталей малой жесткости (например, коробчатые конструкции с тонкими
стенками) необходимо для повышения их прочности предусматривать ребра
жесткости (рис. 10.58,
е). Следует избегать строгания поверхностей, располо-
женных в углублениях. Пазы, обрабатываемые строганием на проход,
должны быть открытыми. Ширина обрабатываемого паза
Н (рис. 10.58, ж)
должна обеспечивать размещение строгального резца. Пазы лучше выпол-
нять сборными. Желательно, чтобы шпоночные пазы, обрабатываемые
долблением, были открытыми. При долблении несквозных шпоночных пазов
необходимо предусматривать кольцевые канавки для выхода инструмента
(рис. 10.58,
з). Нецелесообразно обрабатывать долблением длинные поверх-
ности, так как для этого потребуются резцы с большим вылетом, что
приведет к значительным деформациям и разрушению резца.
1
1
0
0
.
.
9
9
.
.
Р
Р
е
е
з
з
ь
ь
б
б
о
о
-
-
и
и
з
з
у
у
б
б
о
о
н
н
а
а
р
р
е
е
з
з
а
а
н
н
и
и
е
е
1
1
0
0
.
.
9
9
.
.
1
1
.
.
Р
Р
е
е
з
з
ь
ь
б
б
о
о
н
н
а
а
р
р
е
е
з
з
а
а
н
н
и
и
е
е
Нарезание резьбы – одна из распространенных операций в машино-
строении. Наружные и внутренние резьбы наиболее просто выполнять на
токарно-винторезном станке фасонными (резьбовыми) резцами. В крупно-
серийном производстве применяются специальные болторезные станки и
нарезные головки, часто применяют накатку резьб роликами. Точные и
мелкие резьбы нарезают профильными шлифовальными кругами. Резьбы с
большим шагом нарезают резьбофрезерованием. Часто наруж
ные резьбы
нарезают плашками, а внутренние – метчиками.
Резьбонарезной инструмент – сложный фасонный инструмент с остры-
ми углами, требующий тщательной химико-термической обработки и довод-
ки рабочих поверхностей.
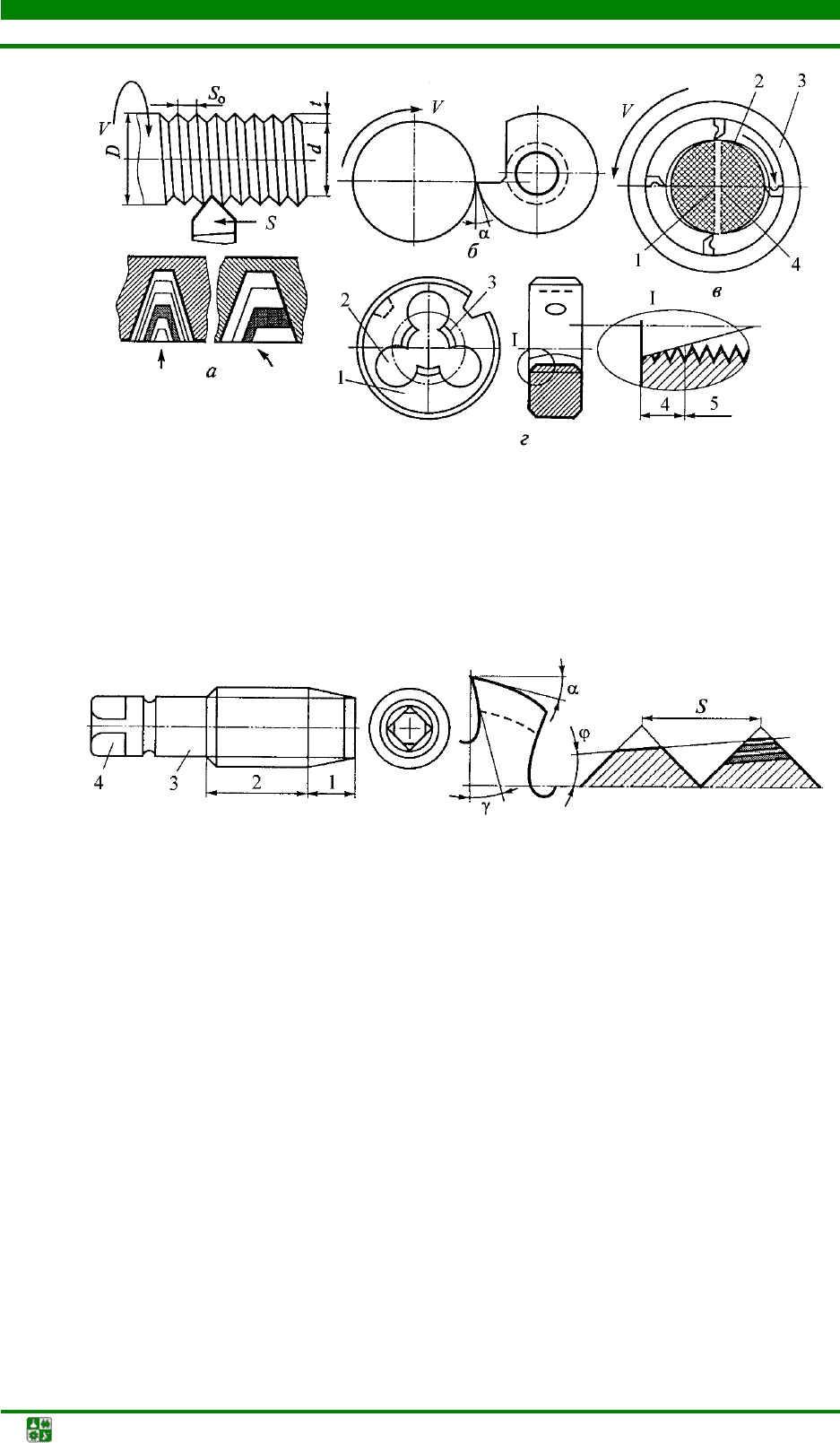
Нарезание резьбы резцами. Резец профиля, соответствующего про-
филю нарезаемой резьбы, устанавливается в резцедержателе в основной
плоскости перпендикулярно оси центров станка (рис. 10.59,
а) по шаблону.
Установка резца выше или ниже линии центров приведет к искажению
профиля нарезаемой резьбы. Скорость движения продольной подачи должна
быть равна шагу резьбы. Для нарезания наружной резьбы применяют прямой
фасонный резец (см. рис. 10.11,
и), для нарезания внутренней резьбы
применяют фасонный расточный резец (см. рис. 10.11,
е). В серийном
производстве часто применяют круглый фасонный резец (рис. 10.59,
б),
позволяющий производить большое число переточек. Нарезание резьбы
производится за несколько рабочих ходов, причем последовательность съема
стружки может быть различной. Чаще всего резец устанавливают перпенди-
кулярно оси центров станка, и оба его лезвия режут одновременно, снимая
симметричные стружки. Для уменьшения числа черновых ходов резец

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -375-
устанавливают под углом 60° к оси центров (за счет поворота верхних,
поворотных салазок). В этом случае работает только одно лезвие, можно
снимать более толстые стружки.
В целях повышения производительности нарезания наружных резьб
применяют охватывающие резцовые головки (рис. 10.59,
в) – вихревое
резание
. Для этого на салазках станка устанавливается электродвигатель с
приводом к четырехрезцовой головке
3. Центр вращения головки 1 не
совпадает с центром
4 заготовки 2. Заготовка устанавливается в центрах
станка. Движение резания придается головке (200–300 м/мин). Центр головки
вращается вокруг центра заготовки; резцы, выполненные из твердого сплава,
срезают серповидную стружку.
Нарезание резьбы плашками. Плашка (рис. 10.59, г) – размерный
многолезвийный инструмент, предназначенный для нарезания наружной
резьбы, – представляет собой гайку, в которой с помощью отверстий
2
образованы режущие зубья 3. Корпус 1 плашки снабжен элементами для ее
базирования и закрепления в патроне станка или в воротке. В сущности,
плашка представляет собой протяжку с режущими зубьями, расположенными
по винтовой поверхности. Рабочая часть плашки имеет режущий
4 и калиб-
рующий
5 участки. Для увеличения стойкости плашки и улучшения точности
обработки рекомендуется очищать впадину между зубьями, для чего после
полного оборота плашки вокруг оси заготовки необходимо произвести
обратный поворот на 120°. Скорость резания выбирается в зависимости от
материала заготовки, шага и диаметра нарезаемой резьбы. При обработке
низколегированных сталей скорость резания принимается 2,3–9,2 м/мин, при
обработке алюмини
евых сплавов и латуни – 30–40 м/мин.
Нарезание резьбы метчиками. Метчик предназначен для нарезания
внутренних резьб и представляет собой винт, снабженный одной или
несколькими продольными канавками, образующими режущие кромки и
передние поверхности на его зубьях. Основными конструктивными
элементами метчика (рис. 10.60
) являются: заборный (режущий) участок 1,
калибрующий участок
2, хвостовик 3 с квадратом 4. В сущности, метчик, как
и плашка, представляет собой протяжку с режущими зубьями, расположен-
ными по винтовой поверхности.
Ручные метчики выпускаются в комплекте (черновой и чистовой).
Серийно выпускаются метчики Ml – М27 с метрической резьбой и с трубной
резьбой.
Гаечные метчики выполнены с более длинной заборной частью, что
позволяет нарезать полный профиль резьбы одним метчиком. Гаечные
мет
чики имеют удлиненный (прямой или изогнутый) хвостовик. Серийно
выпускаются метчики М3 – М30 с метрической резьбой.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -376-
Рис. 10.59. Нарезание наружной резьбы: а – призматическим резцом; б – круглым
резцом; в – резцовая головка: 1 – центр вращения головки; 2 – заготовка; 3 – резцовая
головка; 4 – центр вращения заготовки; г – плашка: 1 – корпус; 2 – отверстия; 3 – режущие
зубья; 4 – режущий участок; 5 – калибрующий участок; V – главное движение; S –
движение подачи; S
o
– подача на оборот; D, d – диаметры резьбы; t – полная глубина
резания; α – главный задний угол
Рис. 10.60. Метчик: 1 – заборный участок; 2 – калибрующий участок;
3 – хвостовик; 4 – квадрат; S – шаг винтовой канавки
Машиноручные метчики охватывают весь диапазон метрических и
трубных резьб. Выпускаются метчики как с правой, так и с левой резьбой,
одинарные или комплектные (две или три штуки в комплекте).
Изготавливаются метчики из быстрорежущих сталей.
1
1
0
0
.
.
9
9
.
.
2
2
.
.
З
З
у
у
б
б
о
о
н
н
а
а
р
р
е
е
з
з
а
а
н
н
и
и
е
е
Обработка заготовок зубчатых колес на зуборезных станках. По
своей кинематике нарезание зубчатого венца является наиболее сложной
операцией, так как в процессе резания необходимо удалить большой объем
металла из впадины между зубьями. Зубчатый венец имеет сложную геомет-
рию и высокие сложные нормы точности (нормы кинематической точности,
плавности работы, бокового зазора, контакта зубьев – всего 24 показателя).
Различают два метода формирования эвольвентного профиля зубьев:
копированием и обкаткой. При обработке копированием профиль зуб
а

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -377-
инструмента должен соответствовать профилю впадины между зубьями
нарезаемого венца. Венцы нарезают модульными дисковыми или
пальцевыми фрезами, круговыми протяжками. При обработке обкаткой
имитируют зацепление зубчатой пары, причем одним из элементов пары
является режущий инструмент, другим – обрабатываемое зубчатое колесо.
Поэтому профиль зуба инструмента должен соответствовать профилю зуба
пары имитируемого зацепления. Для имитации зацепления зубчатой пары
режущему инструменту и/или заготовке, п
омимо основных движений
резания и подачи, необходимо придавать дополнительные (обкатные)
движения. Метод обката обеспечивает непрерывное формообразование
зубчатого венца и имеет высокую производительность обработки.
Применение жестких, точных станков обеспечивает высокую точность
зубонарезания. По методу обката зубчатые колеса нарезают червячными
фрезами, долбяками, резцовыми головками, шевингованием.
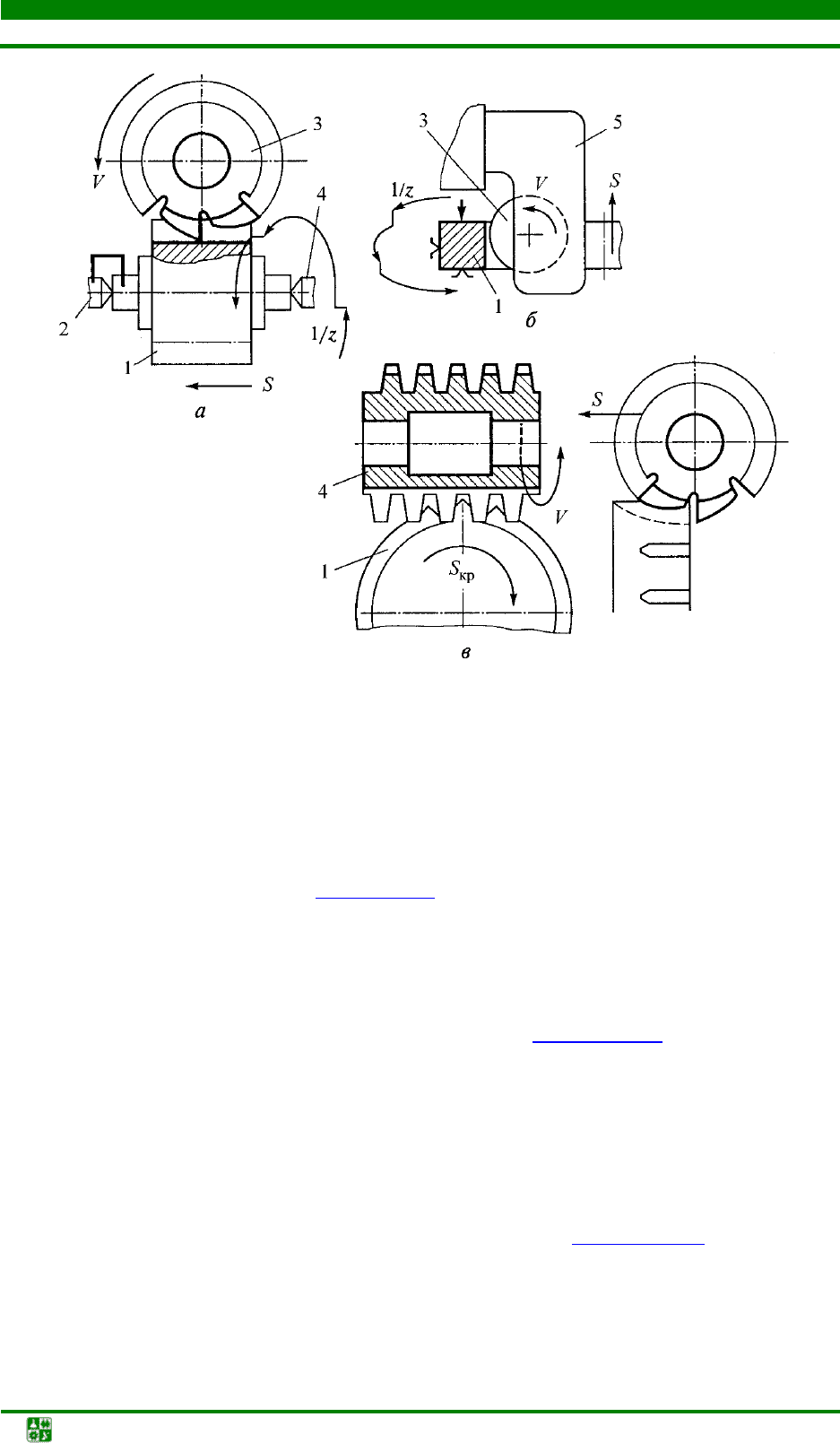
Обработка заготовок зубчатых колес модульными фрезами. Метод
основан на профилировании зубьев фасонным инструментом – модульной
дисковой или пальцевой фрезой. Нарезание колес внешнего зацепления
дисковой фрезой производится на горизонтальных или универсально-
фрезерных станках (рис. 10.61,
а).
Заготовка
1 устанавливается в центрах 2 и 4 универсальной делитель-
ной головки. В процессе фрезерования впадины между зубьями колеса фрезе
3
сообщают вращательное движение резания V, заготовке – движение про-
дольной подачи
S. После прорезания одной впадины заготовка поворачи-
вается на угол, равный шагу между зубьями, 1/
z – делительный поворот.
Нарезание колес внешнего зацепления пальцевой фрезой производится
на вертикально-фрезерных станках, колес внутреннего зацепления – на
горизонтально- или универсально-фрезерных станках, но фреза устанавлива-
ется на шпинделе специальной накладной головки
5 (рис. 10.61, б).
Теоретически для каждого модуля и числа зубьев требуется отдельная
модульная фреза. На практике ограничиваются комплектом модульных фрез,
каждая из которых может быть использована для нарезания колес данного
модуля в определенном интервале зубьев. В комплект входят
8 или 15 фрез.
Профиль зуба нарезаемого венца зависит от модуля, числа зубьев мо-
дульных фрез и коэффициентов коррекции. Применение усредненного (по
числу зубьев) профиля фрезы приводит к большой погрешности нарезаемого
профиля.
Метод малопроизводителен, поэтому используется при нарезании
зубчатых венцов в ремонтных мастерских, в единичном производстве или
при нарезании крупномульных колес.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -378-
Рис. 10.61. Зубофрезерование: а – наружного венца методом копирования; б –
внутреннего венца методом копирования; в – наружного венца методом обката; 1 –
заготовка; 2, 4 – центры; 3 – червячная фреза; 5 – накладная головка; 1/z – делительный
поворот
Обработка заготовок зубчатых колес круговыми протяжками.
Метод основан на профилировании зубьев фасонным инструментом –
круговой протяжкой (см. рис. 10.32
). При нарезании цилиндрических
прямозубых колес используют протяжку с подвижным элементом (ползун,
качалка). При нарезании цилиндрических косозубых колес используют
протяжку без подвижного элемента, но для обеспечения прямолинейности
зуба чистовое резание производят при прямолинейном дополнительном
движении протяжки вдоль образующей зуба (см. рис. 10.3
6, в).
Метод высокопроизводителен, обеспечивает высокую точность
нарезаемого венца 7-й, 8-й степеней и используется в крупносерийном
производстве при нарезании зубчатого венца вала-сошки руля, при нарезании
цилиндрических и конических колес в тракторо- и автомобилестроении.
Обработка заготовок зубчатых колес червячными фрезами. Метод
основан на имитации зацепления «рейка – колесо» (рис. 10.61,
в). Червячная
фреза
3 представляет собой винт с прорезанными перпендикулярно виткам
канавками. В результате образуются режущие зубья, расположенные по
винтовой линии. Профиль режущей части фрезы в ее осевом сечении близок
к профилю рейки. Для кинематического обеспечения имитации реечного

ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -379-
зацепления заготовке 1 придается обкатное движение, а имитация осевого
перемещения рейки обеспечивается за счет вращения фрезы и расположения
режущих зубьев по винтовой линии.
Червячные фрезы изготавливают однозаходными и многозаходными.
Чем больше число заходов фрезы, тем выше производительность, но ниже
точность обработки. При встречном фрезеровании подачу фрезы
осуществляют сверху вниз. Фреза вначале срезает тонкую стружку, затем
постепен
но увеличивает ее толщину к выходу зуба фрезы из заготовки.
Применяется для чернового фрезерования. Попутное фрезерование ведется
при обратном ходе фрезы снизу вверх. При этом можно увеличить скорость
резания на 20–30 %, шероховатость обработанной поверхности снижается на
10–20 %, равномерно нагружаются все зубья фрезы –
чистовое фрезерова-
ние
. Нарезание зубчатых венцов червячными фрезами позволяет получить
колеса 8-й, 9-й степеней точности.
Обработка заготовок зубчатых колес долблением. Метод основан на
имитации зацепления «шестерня – колесо». Долбяк представляет собой
зубчатое колесо, зубья которого имеют эвольвентный профиль. Для
кинематического обеспечения имитации реечного зацепления и заготовке и
долбяку придается обкатное движение встречного направления. Для того
чтобы исключить трение задних поверхностей зуба долбяка об обработанную
поверхность, при обратном ходе долбяк отводят от заготовки на 0,1–0,2 мм
(отскок).
Зубодолбление – на
иболее универсальный метод нарезания цилиндри-
ческих колес. Он позволяет нарезать прямо- и косозубые колеса, колеса
внешнего и внутреннего зацепления, колеса с буртиками, многовенцовые и
шевронные колеса. Точность обработки 7-й, 9-й степеней. Однако по
производительности зубодолбление уступает зубофрезерованию червячными
фрезами.
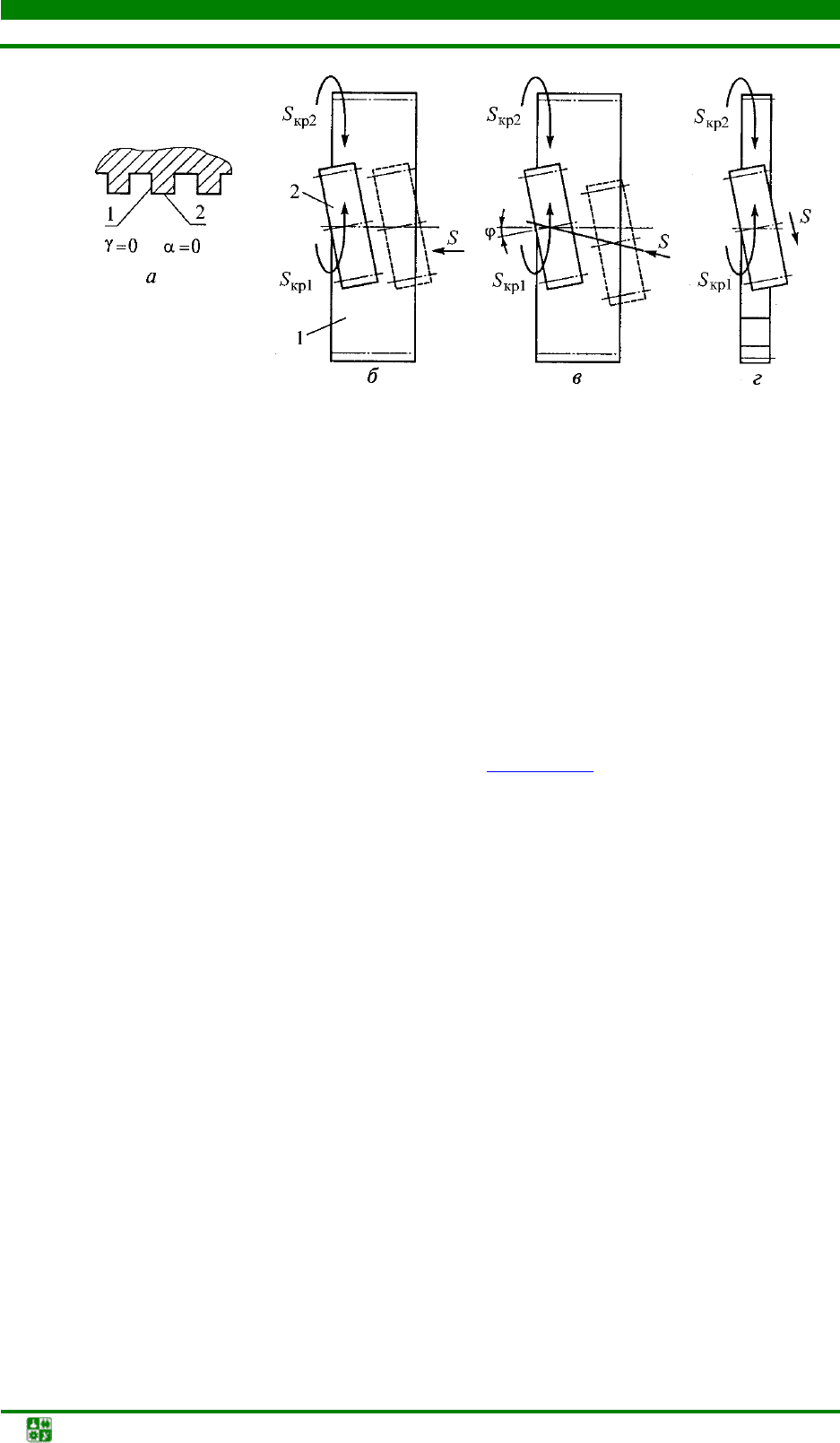
Обработка зубчатых колес шевингованием. Метод основан на
имитации зацепления «шестерня – колесо» на скрещивающихся осях. Шевер
представляет собой зубчатое колесо (угол наклона зубьев
5 или 15°),
изготовленное из быстрорежущей стали, с канавками вдоль профиля зубьев
(рис. 10.62,
а). Главная 1 и вспомогательная 2 режущие кромки образуют
угол резания δ = 90°, поэтому зуб шевера скоблит металл заготовки (бреющее
резание, или шевингование), снимая тонкие (игольчатые) стружки.
Двухстороннее шевингование производят при плотном зацеплении шевера с
заготовкой. Один из элементов этой пары ведущий: он получает вращение от
вала электродвигателя и передает его ведомому элементу. Оси шевера и
заготовки скрещиваются под углом 5–20°.
ГЛАВА 10. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ЗАГОТОВОК В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ
10.9. Резьбо- и зубонарезание
Технология конструкционных материалов. Учебное пособие -380-
Рис. 10.62. Зубошевингование: а – зуб шевера: 1 – главная режущая кромка; 2 –
вспомогательная режущая кромка;
б – шевингование с продольной подачей: 1 – заготовка;
2 – шевер; в – шевингование с диагональной подачей; г – шевингование с поперечной
подачей
Назначение шевингования – повышение точности колеса, снижение
шума в передаче и шероховатости поверхности зубьев. При шевинговании
уменьшаются погрешности профиля, шага зацепления, циклическая
погрешность (волнистость), колебание межцентрового расстояния на оборот
колеса, улучшается пятно контакта по высоте зуба (по этим показателям
обеспечиваются 5-я, 6-я степени точности).
Конические колеса с круговыми зубьями нарезают по методу обката
резцовыми головками. Нарезаемое колесо
5 (рис. 10.63) в процессе обработки
находится в зацеплении с плоским коническим колесом
1 (производящее
колесо) с круговыми зубьями (круговая рейка). Роль зубьев производящего
колеса выполняют резцы
4 резцовой головки 2, вращающейся вокруг оси 3
производящего колеса (обкатное движение S
кpуг2
). При повороте заготовки на
один зуб резцовая головка, размещенная на вращающейся люльке станка,
синхронно поворачивается на угол, соответствующий одному зубу. Люлька
вращается до тех пор, пока не будет закончена обкатка профиля одной
впадины. После этого заготовка отводится от резцовой головки, люлька
начинает вращение в обратную сторону, а заготовка продолжает свое
вращение в том же направлении. Когда люлька займет исходное положение,
заготовка должна будет находиться в угловом положении, соответствующем
следующей впадине. Заготовка подводится к резцовой головке, и цикл
резания повторяется.
Конические колеса с прямым зубом нарезаются фрез
ерованием двумя
спаренными дисковыми фрезами с прямолинейными кромками, строганием
одним резцом с прямолинейными кромками при непрерывном делении
заготовки, строганием по копиру одним или двумя резцами и круговым
протягиванием. Конические колеса с круговым зубом нар
езаются
фрезерованием конической фрезой, круговым протягиванием торцевой
резцовой головкой, врезанием резцовой головкой.