ASM Metals HandBook Vol. 8 - Mechanical Testing and Evaluation
Подождите немного. Документ загружается.

Fig. 21 Response of components in a bolted joint to applied load
The torque-tension testing procedure specifies a generic method for evaluating the effect of different surface
finishes, coatings, or manufacturing processes on the torque versus tension characteristics of threaded fasteners.
Test specifications published by standards organizations and engineering societies are identified in the section
“Selected References.”
Test Equipment
Test Bolts, Nuts, and Washers. Test bolts should be of sufficient length so as to be easily fixtured into the
adapters that are used with the test equipment. Test bolts should have a uniform application of finish, coatings,
or both.
Test nuts should be plated, coated, and lubricated according to the test plan or experimental design.
Test washers should be square torque-tension test washers corresponding to the bolt size being tested. They
should be appropriately hardened, finished, plated, or coated according to the test plan. The test washer
provides the reference surface for contact with the underhead of the nut or bolt element to which torque is
applied. The square shape provides means to prevent the washer from slipping on the test plate when the
friction coefficient between the washer and plate is less than that between the bolt or nut and washer.
Test Equipment. A fixtured direct-current (dc) electric nutrunner or other drive system capable of maintaining
the required constant test speed is used to tighten and remove the test bolt or nut. The nutrunner should have the
capability of producing a torque output greater than the torque values specified for the size and grade of bolts to
be tested and should be capable of reaching the continuous speed required by the test specification. Test
specifications generally require 25 to 100 rpm for most fasteners. For tests that require torque application above
250 N · m, the continuous speed may be reduced to the range of 5 to 25 rpm. Speed should be held constant
within 10% of the specified test rpm. For valid comparison to be made between results obtained by two or more
laboratories, the testing speeds must be specified and controlled.
Torque Transducer. A strain-gage torque sensor is used to measure the torque required for the installation of the
bolt being tested. The torque sensor should have an accuracy of ±2% at the point of measurement (more
information can be found in the section “Measurement Accuracy”). A torque sensor equipped with an angle
encoder is recommended in the event that additional analysis is desired.
Tension Load Cell. A tension load cell is used to hold the test bolt, nut, and washer in position and to measure
the tension generated in the bolt as the test nut is tightened. The recommended accuracy of the tension load cell
is ±2% at the point of measurement. A tension load cell with thread torque measurement capability is
recommended in the event that additional analysis, such as frictional characteristics, is desired.
Data Acquisition and Control Equipment. A multiple channel recorder capable of recording the torque, tension,
and angle and thread torque (if required) data during the entire test cycle should be used. Equipment that can
control the dc electric nutrunner, calculate statistics, and provide graphic plots of the test is highly
recommended.
Procedure
The following procedure can be used as a reference for conducting torque-tension testing. This procedure
assumes that the bolt is secured and the nut is tightened. Some test evaluations of bolt underhead characteristics
require that the nut be secured and the bolt rotated. In that case, the position of the nut and bolt should simply
be reversed:
1. Determine the torque and tension loads that are appropriate for the size of the fastener to be tested.
These are typically specified by the required test standard or special requirements of the customer.
2. Select an appropriately sized nut and test washer. A new nut and test washer should be used with each
bolt that will be tightened.
3. Place the bolt being tested through the test fixture (load cell and adapters) and test washer so that the
bolt extends beyond the test nut approximately six threads after bolt rundown. Make sure that the test
washer is secured so that it does not rotate during testing (Fig. 17).
4. Assemble the nut onto the bolt approximately two threads.
5. Place the nutrunner tool on the bolt and tighten to the specified torque or tension value. Simultaneously
record the torque that is applied and the tension that is achieved.
6. Loosen the nut, and return to the original starting position.
7. Repeat steps 5 and 6 for the specified number of bolts to obtain data that can be statistically analyzed to
produce torque at tension to 3 sigma limits. A new nut and washer is to be used for each test bolt.
Note: In addition to obtaining torque-tension data for previously unused bolts and nuts as described, it is often
desirable to tighten and loosen the same bolt-nut-washer combination multiple times to evaluate the effect of
repeated tightening and loosening on the torque-tension relationship.
Test Report
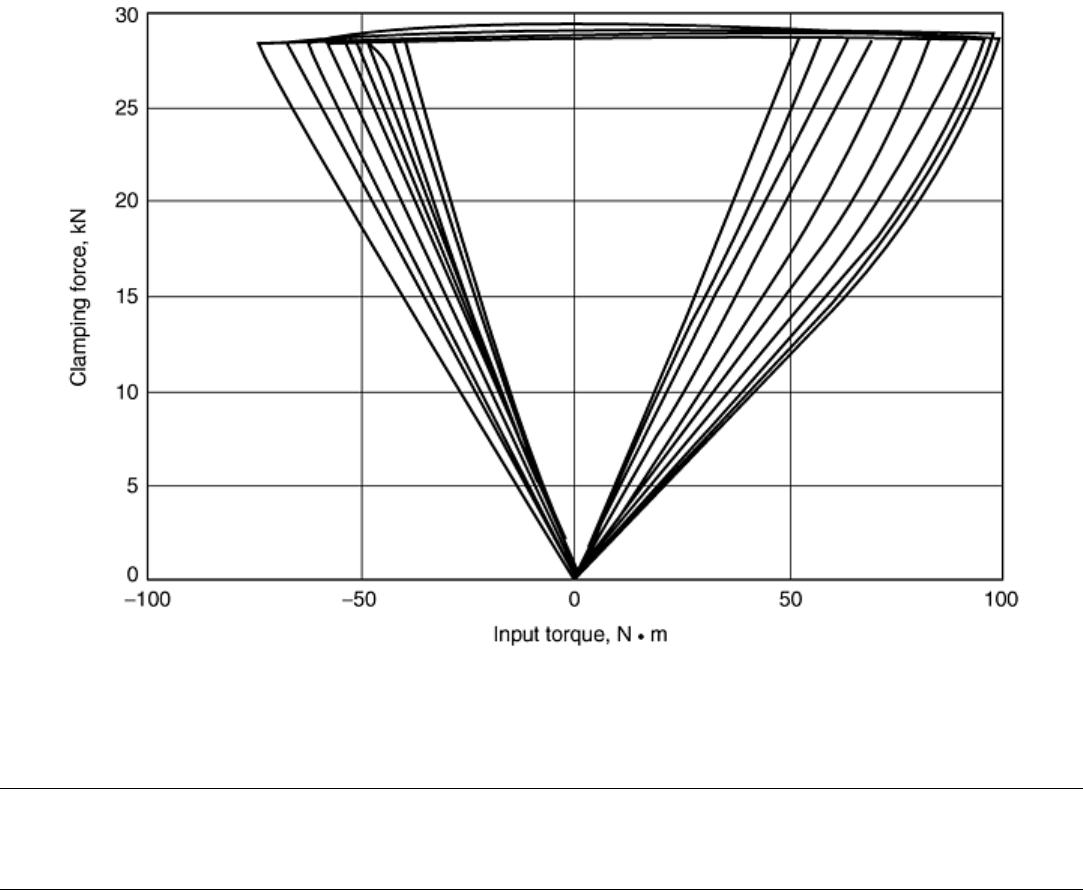
The test report for torque-tension testing generally requires a multiple graphic plot of torque versus tension for
the prescribed number of rundowns, as shown in Fig. 22. A statistical graphic plot of torque at tension also is
desirable. This testing can be further documented by a report of the numerical data to which statistics can be
added.
Fig. 22 Multiple rundown torque-tension plot
Mechanical Testing of Threaded Fasteners and Bolted Joints
Ralph S. Shoberg, RS Technologies, Ltd.
Locknut Testing
A locknut is a device that provides extra resistance to vibration loosening beyond that produced by proper
preload, either by providing some form of prevailing torque or, in free-spinning locknuts, by deforming,
crimping, or biting into mating parts when fully tightened. A locknut counters the back-off torque created by
the inclined planes of the thread. Locknuts and locking mechanisms take many forms. Such forms include
thread interference locknuts, also known as prevailing torque locknuts, that use several different forms, such as
nuts with out-of-round holes, a nylon locking collar in the nut, a nylon patch, or mechanically deformed
dimples or crimps. Another form of locking devices are free-spinning locknuts, such as springhead nuts, beam-
type nuts, and serrated nut bearing surfaces.
Because of the particular characteristics of prevailing torque locknuts, a unique testing process is required for
them. In the past, there has been a wide range of equipment available for prevailing torque locknut testing from
basic hand tool and indicator systems to various semiautomated systems. Test results for locknut prevailing
torque are particularly sensitive to control of testing speed or a lack thereof. Automated testing systems have
been developed with the capability to conduct multiple tightening cycles on production lots or research and
development samples of locknuts, with tests preprogrammed according to Industrial Fasteners Institute (IFI)
100/107 for inch, ISO 2320 and ANSI B818.61.1 for metric, and other common test specifications. Precisely
controlling test speeds, tension shut-off points, and cycle timing is necessary to ensure repeatability of test
results.
The locknut testing procedure specifies a generic method for evaluating the effectiveness of prevailing torque-
locking devices. Test specifications published by standards organizations and others that may apply to these
types of fasteners are listed in the section “Selected References.”
Principle
There are several published standards for testing and evaluating prevailing torque locknut devices. The
standards all generally attempt to determine how well the prevailing torque element works the first time it is
used and how well it holds up when reused a specified number of times. The Industrial Fasteners Institute (IFI)
publishes well-known and widely accepted test specifications. The IFI test is often referred to as a “first-on,
fifth-off” test. In this test, the locknut is torqued on and off the bolt five times. Torque is measured and recorded
the first time on and the fifth time off. On the first cycle, the locknut is tightened to a specified clamp load. The
second through fifth cycles involve installation and removal without achieving clamp load.
Multiple locknut and bolt samples are tested to develop a summary report. On completion of the test batch,
statistical data are generated for the breakthrough torque, where the locking device is first penetrated, the first-
on maximum prevailing torque, the torque to reach the specified clamp load, and the fifth-off minimum
prevailing torque.
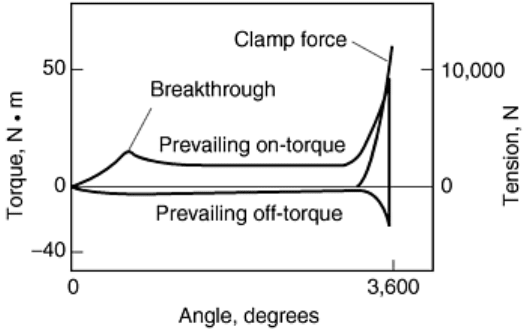
Figure 23 shows a graph of a typical locknut test tightening cycle. The clamp-force-versus-angle curve is
superimposed on the torque curve. The graph indicates the breakthrough torque, prevailing on-torque,
prevailing off-torque, and the clamp force attained.
Fig. 23 Prevailing torque locknut testing cycle
Variations of the IFI test have been developed by other organizations and include the following differences
(users may also specify their own variations):
• Tighten, but do not attain clamp-load cycle test, up to 30 cycles
• Tighten to clamp load each of three or five times on
• Standard torque versus tension cycles, from one time up to 30 cycles
When multiple tightening cycles are required, the user can specify dwell times after each tightening-and-
loosening cycle to permit cooling of the test specimen. This procedure helps to ensure uniform testing
conditions, which are particularly important when testing certain prevailing torque locknuts.
Test Equipment
Test Bolts. Test bolts should be specified to meet the strengths and finish characteristics of the fasteners
intended to be used with the locking device being tested. Bolt length must be sufficient so that at least two
threads are projecting past the nut after tightening. Test bolts should have a uniform application of finish,
coatings, or both. If an applied adhesive is the locking device, its application must be uniform and consistent
throughout the test sample. When production conditions are to be simulated, the maximum thread projection
found in the production assembly must be replicated in the test assembly.
Test Nuts. The test nuts used in this type of testing generally contain the locking device described previously.
However, if the locking device is an adhesive applied to the bolt, the bolt should have the same surface finish
and be of the same size and grade as the bolt normally used in production.
Test Washers. Test washers should be hardened, finish-plated, or coated square torque-tension test washers
corresponding to the surface conditions related to the application for which the locking device is being tested.
Nutrunner. A fixtured nutrunner is used to tighten and remove the test bolt or nut. The nutrunner should have a
capability for producing a torque output greater than the torque values specified for the size and grade of nuts
and bolts to be tested and should be capable of reaching and maintaining the continuous speed required by the
test specification. Test specifications for prevailing torque testing are typically slower than those for torque-
tension testing, around 25 rpm, ±5. However, a number of standards require tests to be run at 100 rpm.
Torque Transducer. A strain gage torque sensor is used to measure the torque required for the installation of the
locknut being tested. The recommended accuracy of the torque sensor is ±2% at the point-of-measurement. A
torque sensor equipped with an angle encoder is required so that the position of the locknut can be used to
establish certain windows of measurement to obtain prevailing on- and off-torque values, as well as the
breakthrough torque value, if required.
Tension Load Cell. A tension load cell is used to hold the test bolt, nut, and washer in position and to measure
the tension generated in the bolt as the test nut is tightened. The recommended accuracy of the tension load cell
is ±2% at the point of measurement.
A tension load cell with thread-torque measurement capability is recommended in the event that additional
analysis, such as thread and underhead frictional characteristics, is desired. The use of a torque-tension research
head is mandatory if the separation of underhead friction torque from thread friction torque is to be achieved for
control of manufacturing tolerances for thread-loading friction.
Data Acquisition and Control Equipment. A multiple-channel recorder capable of recording the torque, tension,
and angle and thread torque (if required) data during the entire test cycle should be used. Equipment that can
control the dc electric nutrunner as well as calculate statistics and provide graphic plots of the test is highly
recommended. Since achieving a specified clamping load is normally a part of the test, the test nutrunner drive
should be capable of being stopped with no more than 2% overshoot once the target tension is achieved.
Excessive overshoot of assembly torque can be a major source of variation in test results.
Procedure
The following procedure can be used as a reference for conducting prevailing torque locknut testing. This
procedure assumes that the test bolt is secured, and the test nut is tightened:
1. Determine the torque and tension loads that are appropriate for the size of the fastener to be tested.
These loads are typically specified by the required test standard or special requirements of the customer.
2. Select an appropriately sized bolt and test washer. A new bolt and test washer should be used with each
locknut that will be tested.
3. Place the bolt being tested through the test fixture (load cell and adapters) and test washer so that the
bolt will extend beyond the test nut approximately six threads after bolt rundown. Be sure the test
washer is secured so that it does not rotate during testing (Fig. 17).
4. Assemble the nut onto the bolt approximately two threads so that the locking device will be ready to
engage the threads.
5. Place the nutrunner tool on the bolt and tighten to the specified torque or tension value. Simultaneously
record the torque that is applied and the tension that is achieved.
6. Loosen the nut and return it to the original position. Simultaneously record the removal torque that is
required and the tension such that once the clamp load has been released, the prevailing off-torque can
be measured in the specified window as the nut is loosened to the starting position.
7. Repeat steps 5 and 6 the indicated number of times to obtain the specified data.
Evaluation
The locknuts are inspected to determine conformance to the specific standard. Inspection procedures may be
designated by the purchaser or may be agreed upon between the purchaser and the supplier prior to the
acceptance of the order.
Test Report
As an example, the illustration in Fig. 24 shows a representative printed locknut analysis according to IFI
specifications. The upper chart indicates the following:
• Measurements for five samples of breakthrough torque for the first cycle (initial angle window
specified)
• Maximum on-torque for the first cycle (generally after the breakthrough is achieved and recorded in a
360° window before any clamp force is generated)
• Clamp load for the first cycle at a verified tension shut-off point
• Maximum off-torque for the first cycle (measured in a 360° window of turn after the clamp force has
been released)
• Minimum off-torque for the first cycle (measured the same as maximum off-torque)
• Maximum off-torque for the fifth cycle (same window as first cycle)
• Minimum off-torque for the fifth cycle (same window as first cycle)
The lower chart provides statistics for the above values including high, mean, low, range, standard deviation,
±3 sigma, and the process capability index, C
pk
.
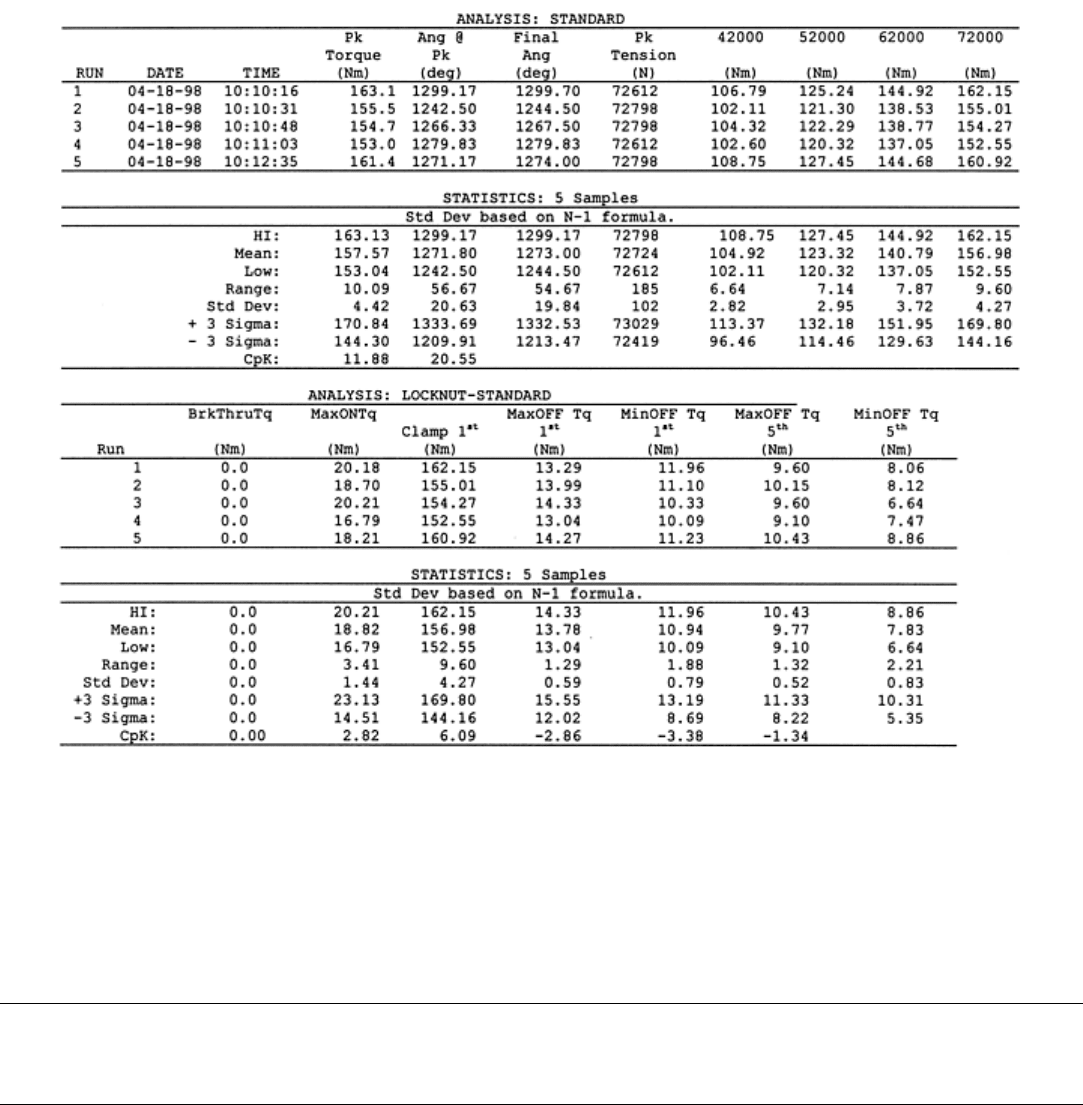
Fig. 24 Representative printed locknut analysis according to IFI specifications
Other test specifications may require that the on- and off-torque be reported for cycles other than those required
by IFI. A common variation of the IFI 101/107 locknut test is to require that the specified clamp force be
achieved on each of three or five loading cycles. The maximum and minimum off-torques are specified and
checked on the last off cycle.
Mechanical Testing of Threaded Fasteners and Bolted Joints
Ralph S. Shoberg, RS Technologies, Ltd.
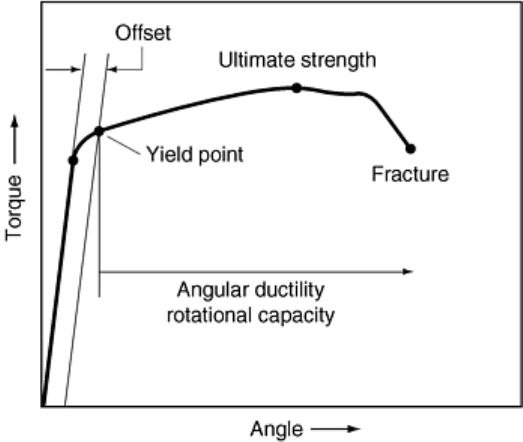
Angular Ductility and Rotational Capacity Tests
The ability of a fastener to provide additional clamping load after it has been taken into yield has been used to
advantage in certain assemblies. The critical challenge has been to determine the point at which the fastener
begins to yield. By measuring and recording torque and clamp load versus angle of turn as a fastener is taken to
failure, the resulting signature can be analyzed to determine the angular ductility or rotational capacity of the
fastener, which is an additional measurement indicative of the overall energy-absorbing capacity of the fastener.
Angular ductility measurements are the torque-tension test equivalents to the reduction-in-area or elongation
measurements made in stress-strain tensile testing.
This section describes a generic method for determining the clamp load at the torque-tension yield point and the
angular ductility of threaded fasteners. Test specifications published by standards organizations and engineering
societies are identified in the section “Selected References.”
Principle
This testing quantifies the ductility of the fastener as it relates to rotational capacity. It locates the point of yield
and determines the fastener rotation from yield to failure. This measurement can then be used to establish the
relative toughness of the fastener.
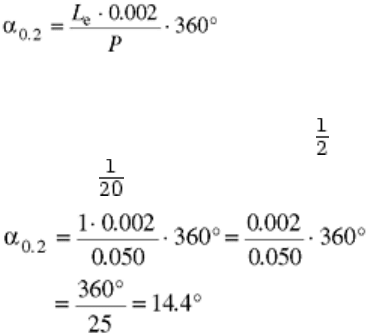
The yield point may be located by offsetting the slope of the elastic tightening curve by an amount established
by the following equation:
(Eq 18)
where L
e
is the effective grip length of the fastener, and P is the pitch of the thread. The constant, 0.002, relates
the angular yield point to the 0.2% offset often used in tensile testing to establish the yield point. For example,
to calculate the offset angle for a –20 × 1 English fastener, the effective grip length is 1 in., and the pitch of the
fastener is or 0.050. Thus, the calculation would appear as follows:
(Eq 19)
Test Equipment
Test Bolts, Nuts, and Washers. Test bolts should be selected from a representative production lot with all
dimensions, finishes, and coatings certified according to the appropriate manufacturing specification.
Test nuts or drilled and threaded test bars should be plated, coated, and lubricated according to the testing plan
or experimental design.
Test washers should be square torque-tension test washers or suitably prepared test bars with holes prepared
corresponding to the bolt size being tested. Test washers should be appropriately hardened, finished, plated, or
coated according to the testing plan.
Nutrunner. A fixtured dc electric nutrunner or other drive system capable of predictable control of test speed
and torque is used to tighten the test bolt or nut. The nutrunner should have a capability for producing a torque
output sufficient to bring the test bolts to failure. Test specifications generally require 25 to 100 rpm, ±10%, for
most fasteners. For tests that require torque application above 250 N · m, the continuous speed may be reduced
to the range of 10 to 25 rpm, ±10%.
Torque Transducer. A strain-gage torque sensor is used to measure the torque required to fail the bolt being
tested. The torque sensor should have an accuracy of ±2% at the point of measurement (more information can
be found in the section “Measurement Accuracy”). The measurement system must be equipped with an angle
encoder with sufficient resolution for determining the yield point and plotting the torque and tension versus
angle of turn.
Tension Load Cell. A tension load cell is used to hold the test bolt, nut, and washer in position and to measure
the tension generated in the bolt as the test nut is tightened. The recommended accuracy of the tension load cell
is ±2% at the point of measurement.
Data Acquisition and Control Equipment. A multiple-channel recorder capable of recording the torque, tension,
and angle data during the test should be used. Equipment that can control the dc electric nutrunner and
construct the required offset for yield determination in graphic form is highly recommended.
Procedure
The following procedure can be used as a reference for conducting angular ductility testing. This procedure
assumes that the nut is secured and the bolt is tightened. Some test evaluations require that the bolt be secured
and the nut rotated. In that case, the position of the nut and bolt are simply reversed:
1. Determine the torque and tension loads that are appropriate for the size of the fastener to be tested.
These loads are typically specified by the required test standard or special requirements of the customer.
2. Select an appropriately sized nut and test washer.
3. Place the bolt being tested through the test fixture (load cell and adapters) and test washer so that the
bolt extends beyond the test nut approximately six threads after bolt rundown. Be sure the test washer is
secured so that it does not rotate during testing (Fig. 17).
4. Assemble the nut onto the bolt approximately two threads.
5. Place the dc nutrunner tool on the bolt and tighten to failure. Simultaneously record the torque that is
applied, the angle of turn, and the tension that is achieved.
6. Repeat steps 3 to 5 for the statistically agreed-upon sample of fasteners.
7. Construct a plot of the data as torque or force versus angle of turn.
8. Using the test-reporting software or by hand, draw a straight-line tangent to the elastic tightening slope
of the curve back to zero torque or force.
9. Draw a line parallel to the line drawn in step 8 at the offset calculated using Eq 18, extending the line
upward so that it intersects the plotted curve. This intersection locates the point of yield in the fastener.
10. Calculate the angular ductility by determining the angle of turn from the yield point to the point of
fracture (Fig. 25).
Fig. 25 Angular ductility calculation
Test Report
The test report for angular ductility generally requires a multiple graphic plot of torque or force versus angle of
turn for the prescribed number of rundowns, as shown in Fig. 26. This testing can be further documented by a
report of the numerical data to which statistics can be added.
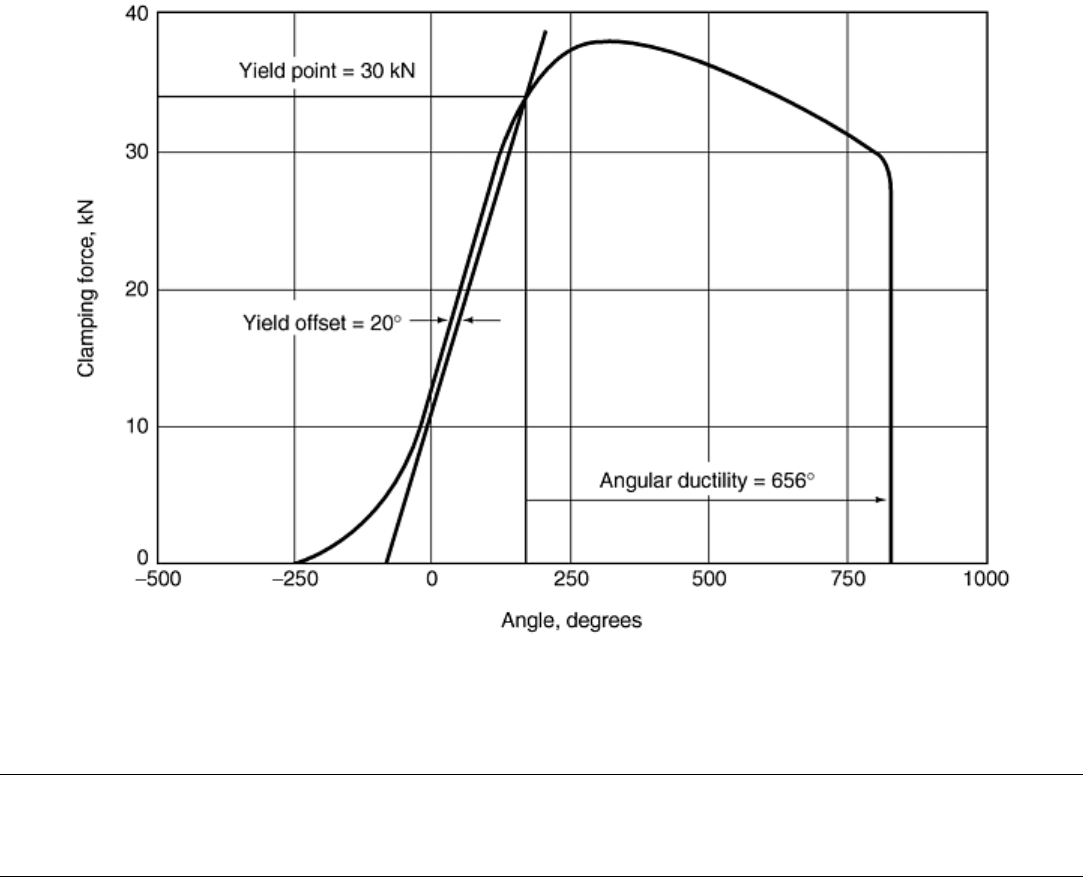
Fig. 26 Angular ductility report
Mechanical Testing of Threaded Fasteners and Bolted Joints
Ralph S. Shoberg, RS Technologies, Ltd.
Torque-Angle Signature Analysis
The factors that must be considered when establishing a threaded-fastener, bolted-joint analysis program are
described in this section. Included are methods for modeling the joint, experimental testing of components and
assemblies, and procedures conducting postassembly audits.
The basic torque-angle signature is used as a starting point for all analysis. As a first example, it can be used to
illustrate the influence of underhead and thread friction on the tightening process. An increase in friction, in
either the thread or underhead regions, results in a proportional increase in the slope of the torque-angle
signature. The study of the slope of the elastic tightening zone is an important element in analyzing the
performance of threaded fasteners in bolted joints.
To apply torque-angle signature analysis, a torque-angle transient recorder is used for measurement and curve
plotting. The transient recorder can provide curves onscreen for analysis as well as print them out for detailed
study. Tightening, audit, and release-angle signatures for a given fastener can be simultaneously displayed and
printed.
Classical Design Concepts: Modeling the Tightening Process
When developing a testing program to correlate the design of a bolted joint and the actual assembly, it is
necessary to document the relationship between torque and turn in the development of tension. Before control
of a tightening process can be gained, it is necessary to become familiar with what actually happens when the
fastener is tightened. The process of tightening a fastener involves turning, advancing the lead screw, and
torque, or the turning moment, so that preload, or tension, is produced in the fastener. The desired result is a
clamping force that holds the components together. A torque-versus-angle signature correlated to the clamp
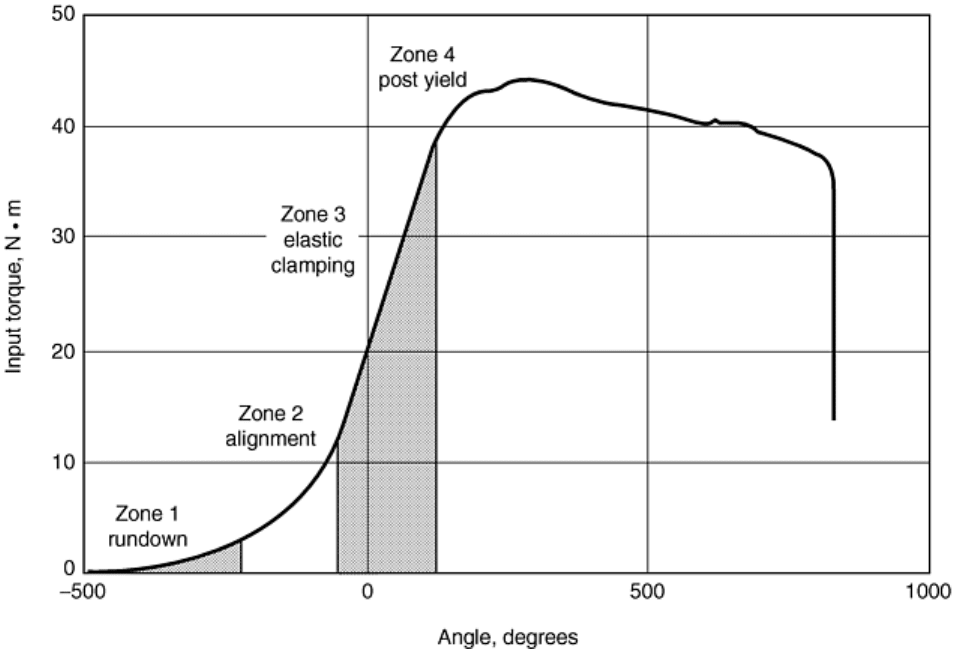
force-versus-angle plot offers the best model that can be used to explain this process. The most general model
of the torque-turn signature for the fastener tightening process has four distinct zones, as illustrated in Fig. 27.
Fig. 27 Four zones of torque-angle tightening
Zone 1: Rundown. The first zone is the rundown, or prevailing torque, zone that occurs before the fastener or
nut contacts the bearing surface. Prevailing torque, due to thread-locking features, such as nylon inserts or
deformed threads, will show up in the rundown zone. Frictional drag on the shank or threads due to
misalignment of parts, chips, or foreign material in the threads, as well as unintended interference due to out-of-
tolerance threads, are additional causes of prevailing torque in the rundown zone.
Zone 2: Alignment. The second zone is the alignment, or snugging, zone wherein the fastener and joint mating
surfaces are drawn into alignment, or a stable, clamped condition. The nonlinear alignment zone is a complex
function of the process of drawing together the mating parts and bending of the fastener as a result of
nonparallelism of the bearing surface to the fastener underhead surface. In addition to the macroeffects related
to the alignment of parts, there are microeffects within the alignment zone. The microeffects include contact
stress-induced deformations of plating and coatings as well as local surface roughness and thread deformations.
These macroeffects and microeffects are illustrated in Fig. 28.