ASM Metals HandBook Vol. 8 - Mechanical Testing and Evaluation
Подождите немного. Документ загружается.

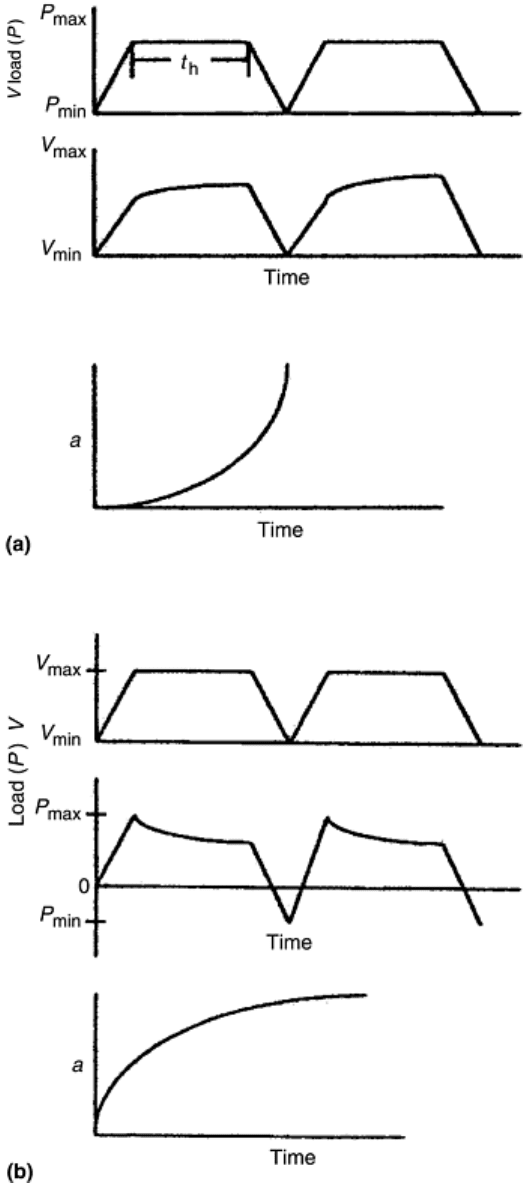
Fig. 4 Schematic comparison of (a) load-controlled and (b) displacement-controlled testing under
trapezoidal loading. Source: Ref 5
Due to matters of convenience, tests are most frequently conducted under load-controlled conditions. However,
there are a few advantages of displacement-controlled testing that should be considered. For instance, due to a
continuous rise in the net section stress ahead of the crack in load-controlled tests during crack growth, K
continually increases as the size of the remaining ligament decreases. Consequently, this means that the scale of
creep in the specimen increases as the test progresses, which causes ratcheting in the specimen as the inelastic
deflection accumulates with the completion of each cycle (Ref 5). Comparatively, as can be seen in Fig. 4(b),
the applied load decreases with crack extension in displacement-controlled tests, so ratcheting is avoided (Ref
44). Also, data can be collected for greater crack extensions in displacement-controlled tests than in load-
controlled tests. Overall, load-controlled tests are more suitable for low crack growth rates, and displacement-
controlled tests are suited for higher crack growth rates (greater than 4 × 10
-6
mm/cycle) and tests with
extensive hold times (Ref 5).
Grips and Fixtures. For the CT specimen, a pin and clevis assembly should be used at both the top and bottom
of the specimen. This assembly will allow in-plane rotation as the specimen is loaded. Materials for the grips
and pull rods should be creep resistant and able to withstand the temperature environment to which they will be
exposed during the test. Examples of current elevated-temperature materials being used include AISI grade 304
and 316 stainless steels, grade A 286 steel, Inconel 718, and Inconel X750. The loading pins should be
machined from temperature-resistant steels, such as A 286, and should be heat treated to ensure that they
acquire a high resistance to creep deformation and rupture.
Heating Devices. Samples are generally heated by means of either an electric resistance furnace or a laboratory
convection oven. Before the application of load and for the duration of the test, the difference between the
temperature indicated by the device and the nominal test temperature is not to exceed ±2 °C (±3 °F) for
temperatures at or below 1000 °C (1800 °F). It is to remain within ±3 °C (±5 °F) for temperatures above 1000
°C (1800 °F). In the initial heating of the specimen, it is important to avoid temperature overshoots that could
potentially affect test results. In order to measure the specimen temperature, a thermocouple must be attached to
the specimen. The thermocouple should be placed in the uncracked ligament region of the sample 2 to 5 mm
(0.08–0.2 in.) above or below the crack plane. If the width of the specimen exceeds 50 mm (2 in.), it is
advisable to attach multiple thermocouples at evenly spaced intervals in the uncracked ligament region around
the crack plane, as stated previously. Thermocouples must be kept in intimate contact with the specimen. In
order to avoid short circuiting, ceramic insulators should cover the individual wires of the temperature circuit.
Fatigue Precracking. In order to eliminate the effects of the machined notch and to provide a sharp crack tip for
crack initiation, it is necessary to precrack creep and/or creep-fatigue test specimens. An extensively detailed
method for the process can be found in ASTM E 399, “Test Method for Plane-Strain Fracture Toughness of
Metallic Materials” (Ref 45). Specimen precracking must be conducted in the same condition as it is going to
be tested. The temperature is to be at or above room temperature and must not exceed the designed test
temperature. For the process of precracking, equipment must be used that is capable of applying a symmetric
load with respect to the machined notch and must be able to control the maximum stress intensity factor, K
max
,
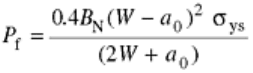
to within ±5%. The fatigue load used during the process must remain below the following maximum value (Ref
23):
(Eq 42)
where B
N
is the corrected specimen thickness, W is the specimen width, a
0
is the initial crack length measured
from the load line, and σ
ys
is the yield strength. While the fatigue precrack is in the final 0.64 mm (0.025 in.) of
extension, the maximum load shall not exceed P
f
or a load such that the ratio of the stress intensity factor range
to Young's modulus (ΔK/E) is equal to or less than 0.0025 mm 1/2 (0.0005 in. 1/2), whichever is less (Ref 23).
In this manner, it is ensured that the final precrack loading will not exceed that of the initial creep or creep-
fatigue crack growth test.
The crack length for the fatigue precrack can be measured using the same methods described in the next
section, “Test Procedure,” for monitoring crack length during crack growth testing. Measurements of the
fatigue precrack must be accurate to within 0.1 mm (0.004 in.). Measurements must be taken on both surfaces,
and their values must not differ by more than 1.25 mm (0.05 in.). If surface cracks are allowed to exceed this
limit, further extension will be required until the aforementioned criteria are met (Ref 5). The total initial crack
length (the starter notch plus fatigue precrack) must be at least 0.45 times the width, but no longer than 0.55
times the width.
References cited in this section
5. R.H. Norris, P.S. Grover, B.C. Hamilton, and A. Saxena, Elevated Temperature Crack Growth, Fatigue
and Fracture, Vol 19, ASM Handbook, ASM International, 1996

22. P.K. Liaw, A. Saxena, and J. Schaefer, Estimating Remaining Life of Elevated Temperature Steam
Pipes, Part I: Material Properties, Eng. Fract. Mech., Vol 32, 1989, p 675
23. “Standard Test Method for Measurement of Creep Crack Growth Rates in Metals,” ASTM E 1457,
American Society for Testing and Materials, 1998
42. A. Saxena, Limits of Linear Elastic Fracture Mechanics in the Characterization of High-Temperature
Fatigue Crack Growth, Basic Questions in Fatigue, Vol 2, STP 924, R. Wei and R. Gangloff, Ed.,
ASTM, 1989, p 27–40
43. “Practices of Load Verification of Testing Machines,” E 4 94, Annual Book of Standards, Vol 3.01,
ASTM, 1994
44. A. Saxena, R.S. Williams, and T.T. Shih, Fracture Mechanics—13, STP 743, ASTM, 1981, p 86
45. “Test Method for Plane-Strain Fracture Toughness of Metallic Materials,” E 399, Annual Book of ASTM
Standards, Vol 3.01, ASTM, 1994, p 680–714
Creep Crack Growth Testing
B.E. Gore, Northwestern University, W. Ren, Air Force Materials Laboratory, P.K. Liaw, The University of Tennessee
Test Procedure
Number of Tests. Data collected during creep crack growth rate testing will inherently exhibit scatter. Values of
da/dt at a given value of C*(t) can vary by as much as a factor of two (Ref 23, 46). This inherent scatter can be
further augmented by variables, such as microstructural differences, load precision, environmental control, and
data processing techniques (Ref 23). It is thus advised that replicate tests be conducted; when this is
impractical, multiple specimens must be tested in order to obtain regions of overlapping da/dt versus C*(t) data.
Assurance of the inferences drawn from the data is augmented by increasing the number of tests conducted.
Test Setup. Prior to testing, it is necessary to take measures to prepare for the measurements of the crack length,
load-line displacement, temperature, and number of completed cycles. As discussed in subsequent sections, the
electric potential drop method, in which fluctuations in potential in a constructed voltage loop are monitored, is
often used to calculate the crack length during testing. In order to prepare for this method, the specimen must be
fitted with current input and voltage leads to the current source and potentiometer, respectively. The fitting can
be conducted either prior to or just after specimen installation according to preference. In order to avoid contact
with other components in the test setup that could potentially skew results, the leads can be covered with
protective ceramic insulators. In order to begin installation of the specimen, both clevis pins must be inserted,
after which a small load of approximately 10% of the intended test load should be applied in order to bolster the
axial stability of the load train. At this point, the extensometer must be placed along the load line of the
specimen in order to monitor load-line displacements. Care must be taken to make sure that the device is in
secure contact with the knife edges. Subsequently, the thermocouples must be attached to the specimen by
being placed in contact with the crack plane in the uncracked ligament region. Lastly, the furnace must be
brought into position, and heating of the specimen should begin. The initialization of the current for the electric
potential system must be in concordance with the point of turning on the furnace. This is because resistance
heating of the specimen will occur as a result of the applied current.
In order to avoid overshoots in temperature exceeding the limits set forth previously, it is recommended that the
heating of the specimen be slow and steady. It may even be desirable to stabilize the temperature at an
increment of 5 to 30 °C (10–50 °F) below the final testing temperature and then make adjustments as necessary.
Once the appropriate test temperature is achieved and stabilized, it should be held for a given amount of time
necessary to ensure that the temperature will be able to be maintained within the aforementioned limits. This
time is to be, at minimum, 1 hour per 25 mm (1 in.) of specimen thickness. After these requirements have been
met, a set of measurements must be recorded while in the initial no-load state for reference. It follows that the
next step is the application of the load. The load must be applied carefully in order that shock loads or inertial
loads can be avoided, and the length of time for the application of the load should remain as short as possible.
The load or K-level chosen depends on the required crack growth rates during the test. For effective testing, the
crack growth rates must be selected to mimic those encountered during the service life of a material. Without
delay, upon the completion of loading the sample, another set of measurements of electric potentials and
displacements must be taken to be used as the initial loading condition (time = 0).
Data Acquisition during Testing. The electric potential voltage, load, load-line displacement, test temperature,
and number of cycles must be monitored and recorded continuously throughout the test if autographic strip
chart recorders or voltmeters are used. If digital data acquisition systems are employed, a full set of readings
must be taken no less frequently than once every fifteen minutes. The resolution of these data acquisition
systems must be at least one order of magnitude better than the measuring instrument (Ref 5).
Crack Length Measurement. When monitoring creep crack propagation, the chosen technique should be able to
resolve crack extensions of at least 0.1 mm (0.004 in.). Surface crack length measurements by optical means,
such as a travelling microscope, are not considered reliable as a primary method due to the fact that crack
extension across the thickness of the specimen is not always uniform. However, optical observation may be
used as an auxiliary measurement method. For the aforementioned reason, the selected crack length
measurement technique must be capable of measuring the average crack length across the specimen thickness.
The most commonly used method for the determination of crack length in creep-fatigue crack growth testing is
the electric potential drop method. This method involves applying a fixed electric current and monitoring any
changes in the output voltage across the output locations. Because any increase in crack length (corresponding
to a decrease in the uncracked ligament) would result in an increase in the electric resistance, the final result is
an increase in the output voltage (Ref 5). The electric potential drop method is considered to be the most
compatible with elevated-temperature creep crack growth testing.
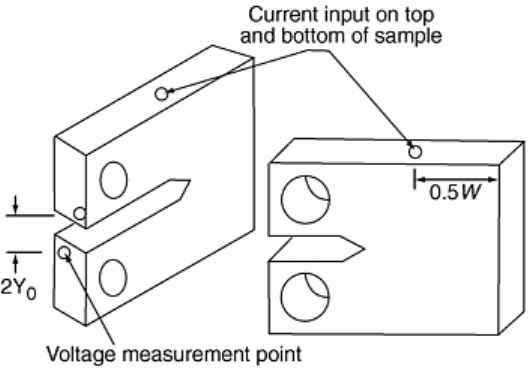
The input current and voltage lead locations for a typical CT specimen are shown in Fig. 5. The leads may be
attached either by welding them to the material or by connecting them to the material with screws. The choice
of the method essentially depends on the material and test conditions. For a soft material tested at relatively low
temperatures, threaded connections are fine, but for harder materials, it is recommended that the leads be
welded, especially for tests conducted at elevated temperatures (Ref 5). The leads must be long enough to allow
current input devices and output voltage measuring instruments to be far enough away from the furnace so as to
avoid excessive heating. In addition, leads should be about the same length to minimize lead resistance, which
contributes to the thermal voltage, V
th
, as described below. Concerning material choice for the leads, 2 mm
(0.08 in.) diameter stainless steel wires have been shown to work very well due to excellent oxidation resistance
at elevated temperatures. Nonetheless, any material that is resistant to oxidation and is capable of carrying a
current that is stable at the test temperature should be suitable. In the past, nickel and copper wires have been
effectively used as a lead material for tests conducted at lower temperatures (Ref 5).
Fig. 5 Input current and voltage lead locations for which Eq 43 applies. Source: Ref 22
In order to calculate the crack size for the setup shown in Fig. 5 from the measured output voltage and initial
voltage values, V and V
0
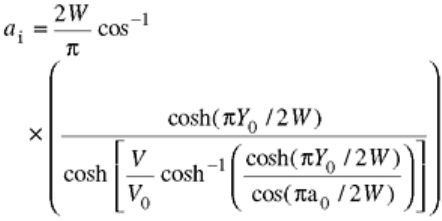
, the following closed-form equation should be used (Ref 47, 48):
(Eq 43)
where a
i
is the instantaneous crack length, W is the specimen width, Y
0
is the half distance between the output
voltage leads, V is the instantaneous output voltage, and a
0
is the reference crack size with respect to the
reference voltage, V
0
. Usually a
0
is the initial crack size after precracking, and V
0
is the initial voltage. Often the
voltages, V and V
0
, used for determining the crack size in the equation differ from their respective indicated
readings when using a direct current technique. This is due to V
th
, which can be caused by many factors,
including differences in the junction properties of the connectors, differences in the resistance of the output
leads, varying output lead lengths, and temperature fluctuations in output leads themselves (Ref 5). Measured
values of V
th
should be recorded before the load application and periodically throughout testing. To make these
measurements, the current source must be turned off; then the output voltage should be recorded. Before
calculations are made, the V
th
value must be subtracted from the respective V and V
0
so that the actual crack
extension length can be established.
When testing materials that have high electrical conductivity, fluctuations in V
th
are often seen. This type of
fluctuation can be of the same magnitude as the fluctuation in voltage that accompanies crack growth and
could, therefore, veil this information. Because of this potential variation, it is recommended that the direct
current electric potential drop method not be the only nonvisual method for crack length measurements chosen.
Other more sophisticated techniques, such as the reversing current potential method, are recommended for use.
The reversing direct current electrical potential drop (RDCEPD) method is simply a variation of the electrical
potential drop method described by Johnson (Ref 47). This method is more sensitive to crack growth near the
specimen surface. In the RDCEPD method, a direct current is used, but the polarity is reversed at a fairly low
frequency (Ref 49). This step compensates for zero drift errors. Refer to Caitlin, et al. (Ref 50) for a more
detailed description of this crack length monitoring method.
It is imperative to keep in mind, while performing creep crack propagation tests, the importance of maintaining
a nearly straight crack front. The initial and final crack lengths must fluctuate no more than 5% across the
specimen thickness. Often the maintenance of a straight crack front depends on the material and the sample
thickness. It has been noted before that thicker specimens sometimes experience crack tunneling, or nonstraight
crack extension. Crack tunneling (thumbnail-shaped crack fronts) is common in specimen configurations that
are not side grooved (parallel-sided) (Ref 5, 7). Side-grooving the specimens can minimize the occurrence of
crack tunneling. Side grooves of 20% reduction have been found to work well in several materials, although
reductions of up to 25% are considered to be acceptable. The included angle of the grooves is usually less than
90° with a root radius less than or equal to 0.4 ± 0.2 mm (0.016 ± 0.008 in.). It is important to perform the
precracking of the specimen before the side grooving, as it is difficult to detect the precrack when located in the
grooves.
Load-Line Displacement Measurements. Load-line displacements can be described as those that occur at the
loading pins due to the crack associated with the accumulation of creep strains. In order to be able to ultimately
determine the crack-tip parameters, it is necessary to continually record the displacement measurements. These
displacement measurements must be taken as close to the load line as possible. The measuring device must be
attached on the knife edges of a CT specimen. Alternatively, for CCT specimens, the displacement should be
measured on the load line at points ±35 mm (±1.40 in.) from the crack centerline (Ref 5). In order to directly
measure the displacement, an elevated-temperature clip gage may be attached to the specimen (strain gages for
up to approximately 150 °C, or 300 °F, or capacitance gages for higher temperatures), and then the entire
assembly should be placed in the furnace. Instead, if the devices mentioned previously are not available, the
displacements can be transferred outside the furnace using a rod and tube assembly. In this case, the
transducer—a direct current displacement transducer (DCDT), linear variable displacement transducer (LVDT),
or capacitance gage—is placed outside the furnace. It is important that the rod and tube be made of materials

that are thermally stable and be fabricated of the same material to avoid any adverse effects caused by
differences in thermal expansion coefficients (Ref 23). The deflection measurement devices should have a
resolution of at least 0.01 mm (0.0004 in.) (Ref 5).
Post-Test Measurements. When the test has been completed, whether due to specimen failure or to the
acquisition of sufficient crack growth data, the load should be removed, and the furnace be turned off. Once the
specimen has cooled down adequately, it should be removed from the machine. The initial crack length (due to
precracking) and the final crack length (resulting from creep crack growth) should be measured at nine points
equidistant from each other along the face of the crack. The collected data can be processed using a computer
program that uses either the secant method or the seven-point polynomial method to calculate the deflection
rates, dV/dt, crack growth rates, da/dt, and the crack-tip parameters. For a more detailed description of these
methods refer to ASTM E 1457 (Ref 23).
References cited in this section
5. R.H. Norris, P.S. Grover, B.C. Hamilton, and A. Saxena, Elevated Temperature Crack Growth, Fatigue
and Fracture, Vol 19, ASM Handbook, ASM International, 1996
7. A. Saxena, “Recent Advances in Elevated Temperature Crack Growth and Models for Life Prediction,”
Advances in Fracture Research: Proc. Seventh Int. Conf. on Fracture, March 1989 (Houston, TX), K.
Salama, K. Ravi-Chander, D.M.R. Taplin, and P. Rama Rao, Ed., Pergamon Press, 1989, p 1675–1688
22. P.K. Liaw, A. Saxena, and J. Schaefer, Estimating Remaining Life of Elevated Temperature Steam
Pipes, Part I: Material Properties, Eng. Fract. Mech., Vol 32, 1989, p 675
23. “Standard Test Method for Measurement of Creep Crack Growth Rates in Metals,” ASTM E 1457,
American Society for Testing and Materials, 1998
46. A. Saxena and J. Han, “Evaluation of Crack Tip Parameters for Characterizing Crack Growth Behavior
in Creeping Materials,” ASTM Task Group E24-04-08/E24.08.07, American Society for Testing and
Materials, 1986
47. H.H. Johnson, Mater. Res. Stand., Vol 5 (No. 9), 1965, p 442–445
48. K.H. Schwalbe and D.J. Hellman, Test Evaluation, Vol 9 (No. 3), 1981, p 218–221
49. P.F. Browning, “Time Dependent Crack Tip Phenomena in Gas Turbine Disk Alloys,” doctoral thesis,
Rensselaer Polytechnic Institute, Troy, NY, 1998
50. W.R. Caitlin, D.C. Lord, T.A. Prater, and L.F. Coffin, The Reversing D-C Electrical Potential Method,
Automated Test Methods for Fracture and Fatigue Crack Growth, STP 877, W.H. Cullen, R.W.
Landgraf, L.R. Kaisand, and J.H. Underwood, Ed., ASTM, 1985, p 67–85
Creep Crack Growth Testing
B.E. Gore, Northwestern University, W. Ren, Air Force Materials Laboratory, P.K. Liaw, The University of Tennessee
Life-Prediction Methodology
In recent years, the subject of remaining-life prediction has drawn considerable attention. The interest in the
issue of remaining-life prediction stems from the necessity to avoid costly forced outages, from the need to
extend the component life beyond the original design life for economic reasons, and from safety considerations
(Ref 7, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, and 62). A closer look at the method of predicting the life
of materials can be found in Ref 61. Here, high-temperature structural components in power plants are
analyzed. Steam pipes, for example, are generally subject to elevated-temperature operating conditions.
Because of the high-temperature exposure and the simultaneous internal-pressure loading, the pipes are prone
to creep damage. Thus, material properties including creep data of in-service or ex-service steels are critical
input parameters for accurate life assessment of steam-pipe systems.
Figure 1, again, shows a schematic of the general remaining-life-prediction methodology for high-temperature
components (Ref 52). The life-prediction methodology can be separated into three steps. In step 1, two kinds of
pertinent material testing are performed (i.e., creep crack growth and creep deformation and rupture
experiments). By combining the results of these two tests and tensile tests, the rates of creep crack propagation,
da/dt, can be characterized by the creep crack growth rate correlating parameter (C
t
) (Ref 9, 31, 51, 52, and 63).
In step 2, the value of C
t
for a structural component containing a defect is calculated and used to estimate the
creep crack growth rate. In step 3, the creep crack propagation rate equation—da/dt versus C
t
—and the
calculated value of C
t
for the structural component are combined to develop residual life curves, such as a plot
of initial crack size versus remaining life. The final life of the structural component can be determined based on
certain failure criteria (e.g., fracture toughness).
References cited in this section
7. A. Saxena, “Recent Advances in Elevated Temperature Crack Growth and Models for Life Prediction,”
Advances in Fracture Research: Proc. Seventh Int. Conf. on Fracture, March 1989 (Houston, TX), K.
Salama, K. Ravi-Chander, D.M.R. Taplin, and P. Rama Rao, Ed., Pergamon Press, 1989, p 1675–1688
9. P.K. Liaw, A. Saxena, and J. Schaefer, Predicting the Life of High-Temperature Structural Components
in Power Plants, JOM, Feb 1992
31. A. Saxena, Creep Crack Growth Under Nonsteady-State Conditions, ASTM STP 905, Seventeenth
ASTM National Symposium on Fracture Mechanics, American Society for Testing and Materials, 1986,
p 185–201
50. W.R. Caitlin, D.C. Lord, T.A. Prater, and L.F. Coffin, The Reversing D-C Electrical Potential Method,
Automated Test Methods for Fracture and Fatigue Crack Growth, STP 877, W.H. Cullen, R.W.
Landgraf, L.R. Kaisand, and J.H. Underwood, Ed., ASTM, 1985, p 67–85
51. P.K. Liaw, A. Saxena, and J. Schaefer, Eng. Fract. Mech., Vol 32, 1989, p 675, 709
52. P.K. Liaw and A. Saxena, “Remaining-Life Estimation of Boiler Pressure Parts—Crack Growth
Studies,” Electric Power Research Institute, EPRI CS-4688, Project 2253-7, final report, July 1986
53. P.K. Liaw, M.G. Burke, A. Saxena, and J.D. Landes, Met. Trans. A, Vol 22, 1991, p 455
54. P.K. Liaw, G.V. Rao, and M.G. Burke, Mater. Sci. Eng. A, Vol 131, 1991, p 187
55. P.K. Liaw, M.G. Burke, A. Saxena, and J.D. Landes, Fracture Toughness Behavior in Ex-Service Cr-
Mo Steels, 22nd ASTM National Symposium on Fracture Mechanics, STP 1131, ASTM, 1992, p 762–
789
56. P.K. Liaw and A. Saxena, “Crack Propagation Behavior under Creep Conditions,” Int. J. Fract., Vol 54,
1992, p 329–343
57. W.A. Logsdon, P.K. Liaw, A. Saxena, and V.E. Hulina, Eng. Fract. Mech., Vol 25, 1986, p 259
58. A. Saxena, P.K. Liaw, W.A. Logsdon, and V.E. Hulina, Eng. Fract. Mech., Vol 25, 1986, p 289

59. V.P. Swaminathan, N.S. Cheruvu, A. Saxerna, and P.K. Liaw, “An Initiation and Propagation Approach
for the Life Assessment of an HP-IP Rotor,” paper presented at the EPRI Conference on Life Extension
and Assessment of Fossil Plants, 2–4 June 1986 (Washington, D.C.)
60. N.S. Cheruvu, Met. Trans. A, Vol 20, 1989, p 87
61. R. Viswanathan, Damage Mechanisms and Life Assessment of High-Temperature Components, ASM
International, 1989
62. C.E. Jaske, Chem. Eng. Prog., April 1987, p 37
63. P.K. Liaw, A. Saxena, and J. Schaefer, Creep Crack Growth Behavior of Steam Pipe Steels: Effects of
Inclusion Content and Primary Creep, Eng. Fract. Mech., Vol 57, 1997, p 105–130
Creep Crack Growth Testing
B.E. Gore, Northwestern University, W. Ren, Air Force Materials Laboratory, P.K. Liaw, The University of Tennessee
Acknowledgments
B.E. Gore is thankful for the support of the University of Tennessee, Knoxville, especially her fellow group
members, Dr. Yuehui He, Bing Yang, Liang Jiang, J.T. Broome, Glen Porter, and Leslie Miller. P.K. Liaw is
grateful for the financial support provided by the National Science Foundation (DMI-9724476 and EEC-
9527527 with Dr. D. Durham and Ms. M. Poats as contract monitors, respectively).
Creep Crack Growth Testing
B.E. Gore, Northwestern University, W. Ren, Air Force Materials Laboratory, P.K. Liaw, The University of Tennessee
References
1. W. Ren, “Time-Dependent Fracture Mechanics Characterization of Haynes HR160 Superalloy,” Ph.D.
dissertation, School of Material Science and Engineering, University of Tennessee, 1995
2. H. Riedel and J.R. Rice, Tensile Cracks in Creep Solids, Fracture Mechanics: Twelfth Conf., STP 700,
ASTM, 1980, p 112–130
3. M. Okazaki, I. Hattori, F. Shiraiwa, and T. Koizumi, Effect of Strain Wave Shape on Low-Cycle
Fatigue Crack Propagation of SUS 304 Stainless Steel at Elevated Temperatures, Metal. Trans. A, Vol
14, 1983, p 1649–1659
4. A. Saxena and P.K. Liaw, “Remaining Life Estimations of Boiler Pressure Parts—Crack Growth
Studies,” Final Report CS 4688 per EPRI Contract RP 2253-7, Electric Power Research Institute, 1986
5. R.H. Norris, P.S. Grover, B.C. Hamilton, and A. Saxena, Elevated Temperature Crack Growth, Fatigue
and Fracture, Vol 19, ASM Handbook, ASM International, 1996

6. A. Saxena, “Life Assessment Methods and Codes,” EPRI TR-103592, Electric Power Research
Institute, 1996
7. A. Saxena, “Recent Advances in Elevated Temperature Crack Growth and Models for Life Prediction,”
Advances in Fracture Research: Proc. Seventh Int. Conf. on Fracture, March 1989 (Houston, TX), K.
Salama, K. Ravi-Chander, D.M.R. Taplin, and P. Rama Rao, Ed., Pergamon Press, 1989, p 1675–1688
8. W.A. Logsdon, P.K. Liaw, A. Saxena, and V.E. Hulina, Residual Life Prediction and Retirement for
Cause Criteria for Ships Service Turbine Generator (SSTG) Upper Casings, Part I: Mechanical Fracture
Mechanics Material Properties Development, Eng. Fract. Mech., Vol 25, 1986, p 259–288
9. P.K. Liaw, A. Saxena, and J. Schaefer, Predicting the Life of High-Temperature Structural Components
in Power Plants, JOM, Feb 1992
10. J.T. Staley, Jr., “Mechanisms of Creep Crack Growth in a Cu-1 wt. % Sb Alloy,” MS thesis, Georgia
Institute of Technology, 1988
11. J.L. Bassani and V. Vitek, Proc. Ninth National Congress of Applied Mechanics—Symposium on Non-
Linear Fracture Mechanics, L.B. Freund and C.F. Shih, Ed., American Society of Mechanical
Engineers, 1982, p 127–133
12. A. Saxena, Fracture Mechanics Approaches for Characterizing Creep-Fatigue Crack Growth, Int. J.
JSME A, Vol 36 (No. 1), 1993, p 15, 16
13. J.D. Landes and J.A. Begley, A Fracture Mechanics Approach to Creep Crack Growth, Mechanics of
Crack Growth, STP 590, ASTM, 1976, p 128–148
14. K.M. Nikbin, G.A. Webster, and C.E. Turner, Relevance of Nonlinear Fracture Mechanics to Creep
Cracking, Cracks and Fracture, STP 601, ASTM, 1976, p 47–62
15. S. Taira, R. Ohtani, and T. Kitamura, Application of J-integral to High-Temperature Crack Propagation,
J. Eng. Mater. Technol. (Trans. ASME), Vol 101, 1979, p 154
16. V. Kumar, M.D. German, and C.F. Shih, “An Engineering Approach to Elastic-Plastic Analysis,”
Technical Report EPRI NP-1931, Electric Power Research Institute, 1981
17. J. Hutchinson, Singular Behavior at the End of a Tensile Crack in a Hardening Material, J. Mech. Phys.
Solids, Vol 16, 1968, p 13
18. J. Rice and G.F. Rosengren, Plane Strain Deformation near a Crack Tip in a Power-Law Hardening
Material, J. Mech. Phys. Solids, Vol 16, 1968, p 1–12
19. N.L. Goldman and J.W. Hutchinson, Fully Plastic Crack Problems: The Center-Cracked Strip Under
Plane Strain, Int. J. Solids Struct., Vol 11, 1975, p 575–591
20. C.P. Leung, D.L. McDowell, and A. Saxena, Consideration of Primary Creep at Stationary Crack Tips:
Implications for the C
t
Parameter, Int. J. Fract., Vol 36, 1988
21. A. Saxena, Creep Crack Growth in Creep-Ductile Materials, Eng. Fract. Mech., Vol 40 (No. ), 1991, p
721
22. P.K. Liaw, A. Saxena, and J. Schaefer, Estimating Remaining Life of Elevated Temperature Steam
Pipes, Part I: Material Properties, Eng. Fract. Mech., Vol 32, 1989, p 675
23. “Standard Test Method for Measurement of Creep Crack Growth Rates in Metals,” ASTM E 1457,
American Society for Testing and Materials, 1998
24. H. Riedel, Creep Deformation at Crack Tips in Elastic-Viscoelastic Solids, J. Mech. Phys. Solids, Vol
29, 1981, p 35
25. K. Ohji, K. Ogura, and S. Kubo, Stress-Strain Field and Modified J-Integral in the Vicinity of a Crack
Tip Under Transient Creep Conditions, Int. J. JSME, Vol 790 (No. 13), p 18, 1979
26. J.D. Bassani and F.A. McClintock, Creep Relaxation of Stress Around a Crack Tip, Int. J. Solids Struct.,
Vol 7, 1981, p 479
27. R. Ehlers and H. Riedel, A Finite Element Analysis of Creep Deformation in a Specimen Containing a
Macroscopic Crack, Advances in Fracture Research: Proc. of the Fifth Int. Conf. of Fracture, ICF-5
,Vol 2, Pergamon Press, 1981, p 691–698
28. J.L. Bassani, K.E. Hawk, and A. Saxena, Evaluation of the C
t
Parameter for Characterizing Creep Crack
Growth Rate in the Transient Regime, Time-Dependent Fracture, Vol 1, Nonlinear Fracture
Mechanics, STP 995, ASTM, 1986, p 7–26
29. H. Riedel and V. Hetampel, Creep Crack Growth in Ductile, Creep Resistant Steels, Int. J. Fract., Vol
34, 1987, p 179
30. D.L. McDowell and C.P. Leung, Implication of Primary Creep and Damage for Creep Crack Extension
Criteria, Structural Design for Elevated Temperature Environments—Creep, Ratchet, Fatigue and
Fracture, Pressure Vessel and Piping Division, Vol 163, July 23–27 1989 (Honolulu), American
Society of Mechanical Engineers
31. A. Saxena, Creep Crack Growth Under Nonsteady-State Conditions, ASTM STP 905, Seventeenth
ASTM National Symposium on Fracture Mechanics, American Society for Testing and Materials, 1986,
p 185–201
32. B.E. Jaske and J.A. Begley, An Approach to Assessing Creep/Fatigue Crack Growth, Ductility and
Toughness Considerations in Elevated Temperature Service, MPC-8, ASTM, 1978, p 391
33. S. Taira, R. Ohtani, and T. Komatsu, Application of J-Integral to High Temperature Crack Propagation,
Part II: Fatigue Crack Propagation, J. Eng. Mater. Technol. (Trans. ASME), Vol 101, 1979, p 162
34. R. Ohtani, T. Kitamura, A. Nitta, and K. Kuwabara, High-Temperature Low Cycle Fatigue Crack
Propagation and Life Laws of Smooth Specimens Derived from the Crack Propagation Laws, STP 942,
H. Solomon, G. Halford, L. Kaisand, and B. Leis, Ed., ASTM, 1988, p 1163
35. K. Kuwabara, A. Nitta, T. Kitamura, and T. Ogala, Effect of Small-Scale Creep on Crack Initiation and
Propagation under Cyclic Loading, STP 924, R. Wei and R. Gangloff, Ed., ASTM, 1988, p 41
36. R. Ohtani, T. Kitamura, and K. Yamada, A Nonlinear Fracture Mechanics Approach to Crack
Propagation in the Creep-Fatigue Interaction Range, Fracture Mechanics of Tough and Ductile
Materials and Its Application to Energy Related Structures, H. Liu, I. Kunio, and V. Weiss, Ed.,
Materials Nijhoff Publishers, 1981, p 263
37. K. Ohji, Fracture Mechanics Approach to Creep-Fatigue Crack Growth in Role of Fracture Mechanics
in Modern Technology, Fukuoka, Japan, 1986
38. K.B. Yoon, A. Saxena, and P.K. Liaw, Int. J. Fract., Vol 59, 1993, p 95