ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

• False positive (FP): No crack exists but one is identified, where M
(A,n) is the total number of false
positives and P(A,n) is the probability of a false positive
• False negative (FN): A crack exists but is not detected, where M(N,a) is the t
otal number of false
negatives and P(N,a) is the probability of a false negative
• True negative (TN): No crack exists and none is detected, where M
(N,n) is the total number of true
negatives and P(N,n) is the probability of a true negative
The interdependence of these matrix quantities can be expressed as:
M(A,a) + M
(N,a) = (TP) and (FN) outcomes giving the total opportunities for positive calls (Total number of
defects)
and
M(A,n) + M(N,n) = Total opportunities for false alarms from the possible (FP) and (TN) outcomes
Fig. 2 Matrix of four possible outcomes from an NDE procedure for flaw detection
Because of the interdependent relationship, only two independent probabilities need be considered to quantify the
inspection/decision task. The probability of detection (POD) or probability for a true positive P(A,a) can be expressed as:
Similarly, the probability of false alarms (POFA) or the probability for a false positive P(A,n) can be expressed as:
Signal/Noise Relationships. The desired results of the application of NDE procedure are crack detection (signal
present) or crack nondetection (signal absent). The basis for detection is that of sensing a signal response and determining
that the signal response is above a predetermined threshold. Both sensing and interpretation are dependent on the signal
(plus noise) and the noise (application background or response to nonrelevant parameters) that are subjected to the
discrimination media (programmed machine discriminator or human operator).
If an NDE procedure is repetitively applied to a single flaw of a given size (in a part with a fixed geometry, surface
condition, and so on), the output responses can be used to plot probability density distributions of both flaw signal and
application noise responses. Under ideal conditions, such as the response from a large flaw, the signal and noise
distributions will be well separated, as shown in Fig. 1(a).
The discrimination of flaw responses from application noise responses is a simple process; POD will be high, and the
POFA will be low. In practical engineering applications, the flaw size is not fixed (and is rarely large), and the
discrimination process is more complex. Indeed, the discrimination process is applied to a continuous range of flaw sizes,
where the capability for discrimination is dependent on the inherent performance characteristic of the NDE procedure and
on the separation of the signal (plus noise) from the noise response of the process.
If the NDE procedure is applied to a single flaw of intermediate size (in a part with the same fixed surface finish,
geometry, and so on), the output responses can be used to generate probability density distributions for signal and noise,
as shown in Fig. 1(b). For this flaw size, the distributions overlap (in part), and the capability for discrimination is
dependent on the response from a single set of output signals within these distributions. If the single set has output signals
that are well separated (that is, signals at the outer extremes of the distributions), the output response will be interpreted as
acceptable (no flaw condition) for those cases where the threshold response acceptance level is located between the signal
and noise signals. If the single set of outputs lies at the inner extremes of the distributions, the output response may be
interpreted as acceptable (no flaw or undetected flaw condition) or may be interpreted as unacceptable (false alarm
condition) for the same threshold response acceptance level. For this condition, the POD will be lower and the POFA will
be higher than for the case of discrimination with positive signal/noise separation margins. If the process is repeated for a
small flaw (under the same operating conditions), the signal and noise response distribution will approach coincidence, as
shown in Fig. 1(c). The POD will be low, and the POFA will be high.
It is clear that the performance capability of a given NDE procedure is dependent on the nature and distribution of the
signal outputs generated under the conditions of application. It is also clear that the threshold acceptance criterion applied
in the discrimination process is an important factor in the successful application of a procedure. Consider the application
of an NDE procedure to a large flaw under conditions that produce a significant separation of probability density
distributions of signal and noise, as shown in Fig. 3. If the threshold acceptance criterion (represented by the vertical
arrow) is placed at too high a level (Fig. 3a), some of the flaws will be missed (reduce POD). If the acceptance criterion is
placed at a proper level (Fig. 3b), clear discrimination will result (high POD). If the acceptance criterion is placed too low
(Fig. 3c), all of the flaws will be rejected; but some false alarms will result, and good parts will be rejected (high POFA).
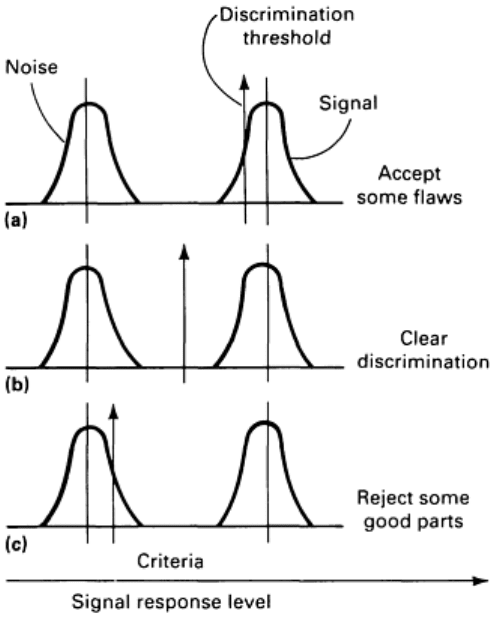
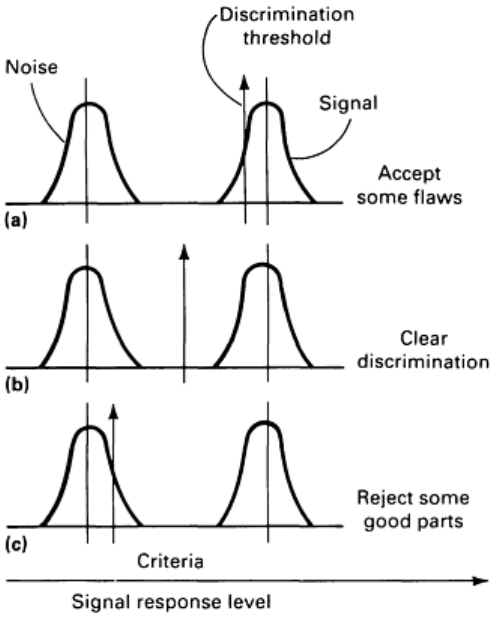
Fig. 3
Influence of acceptance criterion (vertical arrow) on process discrimination. (a) Acceptance criterion too
high. (b) Acceptance criterion at proper level. (c) Acceptance criterion too low
The NDE procedure performance characteristics of primary importance are the signal-to-noise ratio (separation margin)
and the threshold acceptance criteria applied in the discrimination process. Optimum NDE procedure performance can be
obtained by characterizing an NDE procedure and by matching the threshold acceptance criteria to the performance
capabilities of the NDE procedure. Such characterization also enables the assessment and quantification of risks that
result from changes in acceptance criteria.
Reference Standards. Historically, reference standards for NDE methods of defect detection have been used to ensure
the reproducibility of the application of the method(s) and to establish an acceptable quality of the process rather than to
establish the dimensions or other applicable parameter of the defect or anomaly. Some methods (such as those used for
thickness gaging or electrical conductivity determination) were able to provide an extremely accurate measurement of the
appropriate parameter, usually by extrapolation between two known and closely spaced reference standards representative
of the condition to be determined. The remaining methods, as typified by radiography, offer at best only a crude estimate
of the dimensions, orientation, shape, or other characteristics of the detected defects.
The primary reason for not using reference standards for the quantitative evaluation of defects was, and still is, that the
NDE methods respond to most of the parameters of a defect simultaneously; in most cases, there is no way to separate the
response from a single parameter, or there is not an accurate response to a single parameter in other cases. Consider, for
example, the case of penetrant inspection. The indications formed are usually greater in length, width, or area than the
discontinuity present because of the flow of the penetrant material out of the discontinuity during development. When this
excess material is removed and the indication is viewed as it starts to appear again, the full length of the discontinuity, if it
is linear, will initially not be revealed, because the ends provide little or no penetrant for formation of the indication. As
the indication continues to form, it will eventually reach the same length as the discontinuity and will then continue to
grow as additional penetrant flows to the surface. This lack of response to the extremities of a discontinuity is common to
all NDE methods and illustrates the difficulties associated with using NDE methods for sizing defects.
Quantitative NDE, however, requires that a good estimate be made of the defect size that is detected or, more important,
the size of the largest defect that might be left in the part. Because the NDE methods, by the laws of physics, are
inherently inaccurate in sizing, the only available approach is to make a conservative estimate of the size of the defects
that can remain. The approach requires a second type of standard used along with the conventional reference standards.
This second type, called a qualification standard, contains defects that represent the worst case for both flaw detection and
crack growth (generally a surface fatigue crack). Fatigue cracks have the advantages that they can be grown in the
laboratory and, when produced under well-controlled conditions, have predictable geometries. The qualification standards
are then used in sets to define the lower limit of the flaw size that a given NDE process can reliably detect. The
conventional reference standards are used to control the NDE process; therefore, once the qualification standards establish
the process sensitivity, the reference standards can be used to ensure that the sensitivity is maintained. Consequently,
there are certain requirements that reference standards must meet.
First, reference standards must produce a response comparable to that produced by the smallest qualification standard
flaw that is considered reliably detectable. This comparability includes not only response to the flaw itself but also the
geometry in which the flaw is contained. In the ultrasonic method, for example, the response to a fatigue crack located in
the center of a flat plate can be far different from the response to the same size crack that is located in the bore of a large-
diameter hole. Consequently, application of the ultrasonic method for inspection of the two geometries requires
qualification standards as well as reference standards for both geometries.
Second, reference standards for a specific inspection must be relatable to other reference standards used for the same
inspection. That is, when several reference standards are available, the responses for each one must be known, and more
important, the differences in responses for the standards must be known so that adjustments can be made in the inspection
to ensure that a uniform process sensitivity can be maintained. Ideally, the responses of all reference standards for a given
inspection should be identical; however, from a practical standpoint this is impossible to achieve. As stated previously,
the response of the NDE methods is from a multitude of parameters associated with a given discontinuity.
For example, if an electrically discharge machined slot is selected as a defect for a reference standard for an ultrasonic
inspection, exact control over the size of the slot in each standard is not sufficient to guarantee identical responses. Slight
variations in the orientation of the slot with respect to the surface of the standard and in the surface finish of the slot itself
can cause noticeable differences in the ultrasonic response. This is the worst case; other NDE methods vary in their
response to subtle geometric parameters, with the magnetic particle and penetrant methods probably being the most
tolerant. However, even these methods are highly sensitive to the width of the flaw used in a reference standard.
Another important property of reference standards is durability. Both the material and the type of flaw in a reference
standard must be selected so that the standard will not readily deteriorate or change in the environment in which it will be
used. These selections are affected by the NDE method for which the standard is intended. Both ultrasonic and penetrant
methods are very sensitive to the presence of foreign material inside the flaw. For ultrasonics, this can affect the amount
of energy that is reflected from the flaw. For penetrant inspection, the quantity of penetrant that can enter the defect, and
consequently the brightness of the indication, will be reduced. The foreign material may be fluids, soils, or corrosion
products. For these reasons, magnesium, ferritic steels, and aluminum are particularly poor choices for reference
standards for penetrant inspection and require some type of protection if used as ultrasonic standards.
Eddy current methods are not affected by foreign material in the flaw, but are very sensitive to such surface conditions as
scratches, pitting, and corrosion. Magnetic particle methods are sensitive to the width of the defect and to anything, such
as cold working, that may change the magnetic permeability of the standard. Radiographic methods are sensitive to the
thickness of the standard and to changes in the shape of the flaw. In general, a good choice of material for any method is
one that is reasonably hard and forms an adherent, tough, and stable surface oxide layer (such as a titanium or nickel-base
alloy), thus providing protection against mechanical damage and the gradual buildup of corrosion products.
Personnel. Unless the inspection process is fully automated, the proficiency of the inspection personnel is the largest
variable affecting inspection reliability. This proficiency varies widely not only from inspector to inspector but also with
the same inspector, depending on his working environment and his mental condition. For fully automated inspections, the
proficiency of the inspector in operating the equipment is important but has little or no impact on inspection reliability.
The first task in addressing the contribution of the inspector to inspection reliability is to ensure that he is knowledgeable
of the specific techniques to be used and has the basic proficiency to perform the inspection to the required reliability.
Experience has demonstrated that the previous qualifications of the inspector--for example, certification to MIL-STD-
410D (Ref 1)--are not sufficient to ensure the desired performance with a new inspection that must be performed with
high reliability. Therefore, the most straightforward way to assess proficiency is to require inspector participation in the
demonstration of inspection reliability. All inspectors that will be required to perform the inspection should also
participate. This not only establishes the reliability of the proposed inspection but also identifies those personnel requiring
additional training or experience before they can be expected to perform adequately. Careful observation of the inspector
during the demonstration and of the results obtained is necessary to identify the additional training or experience needed.
After training and/or additional experience is acquired, the demonstration effort can be repeated to indicate if the
inspector has become sufficiently proficient in the inspection technique.
After basic inspection proficiency has been demonstrated, it becomes a supervisory task to ensure that this proficiency is
maintained. Control of the work environment of the inspector is important. Distractions such as noise, extremes in
temperature, and other irritants should be eliminated to the extent possible. Break periods should be frequent enough to
reduce fatigue. Personnel who are ill or otherwise physically impaired should be temporarily assigned other tasks to the
extent possible. Other efforts that improve or maintain a good mental attitude are excellent ways to ensure sustained
inspection reliability. These include providing acceptable materials and equipment with which to conduct the inspection.
Finally, when it is not possible to provide a consistently conducive environment for a highly reliable inspection, two
inspectors can perform the same inspection independently to achieve higher reliability than can be obtained with a single
inspector. Two inspectors generally will not make identical mistakes.
Reference cited in this section
1.
"Nondestructive Testing Personnel Qualification and Certification," MIL-STD-410D, 25 June 1974
Applications of NDE Reliability to Systems
Ward D. Rummel, Martin Marietta Astronautics Group; Grover L. Hardy and Thomas D. Cooper, Wright Research & Development
Center, Wright-Patterson Air Force Base
NDE Engineering
The difference between NDE engineering and the classical engineering disciplines result from the variety of problems and
the indirect nature of NDE measurements on engineering system performance. The functional performance of most NDE
methods can be measured, controlling parameters can be documented, and performance output can be modeled; however,
the interaction of the NDE method with the test object necessitates the generation of new response parameters and
characteristics for many new applications. In addition, variations in material properties, geometry, surface condition,
access, or environmental conditions may modify the NDE responses. Therefore, NDE engineering is an essential element
of critical engineering system design, qualification, acceptance, and life cycle management. A critical design is not
complete until the NDE engineering has been performed and NDE system/process performance validated to functional
design requirements and acceptance criteria levels.
Procedure Selection/Development. Trade studies to identify and select candidate NDE procedures are needed for
establishing the most economical and reliable procedure that meets acceptance requirements. The process may be
satisfied by the assessment of prior art and applications to similar problems or may require research and development of
totally new procedures. For demanding applications, a combination of complementary NDE procedures may be required
to meet the acceptance criteria objectives. One or more methods can be further characterized and assessed to ensure that
the performance objectives, NDE performance margins, NDE costs, engineering system performance risks, and the risks
of NDE system/process false alarms can be balanced in overall engineering system management.
System/Process Performance Characteristics. Although care, discipline, and control measures are applied to
ensure a consistent output from an NDE system or process, the output will vary within the established control parameters
and as a result of slight variations in engineering hardware materials properties, geometry, surface condition, and so on. If
repetitive applications are made, a probability density distribution of signal/image output will be generated. This
distribution is similar to that obtained by repetitive measurements of a dimension such as a hole diameter or the length of
a bolt.
Nondestructive measurements are usually indirect, and positive signals may be generated from nonrelevant sources, such
as surface roughness, grain structure, and geometry variations. Such signals constitute the application noise inherent in a
specific NDE process or procedure. Discrimination of NDE signal/image outputs must be derived from those signal
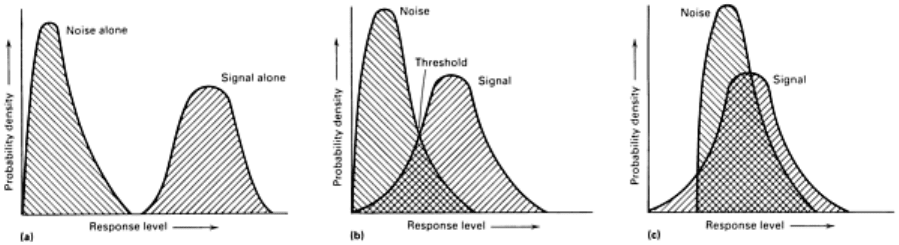
levels/amplitudes that exceed the level of the application noise (Fig. 1). Analysis of signal and signal plus noise are
common in electronic devices, optics, and other discrimination processes. Similarly, the signal-to-noise margin (ratio) is a
primary factor in establishing the level of discrimination of an NDE procedure. Signal/noise reduction procedures can be
used to enhance the overall performance of an NDE procedure. However, it is important to recognize that the dominant
noise source in an NDE process is not electronic noise that may be reduced by filtering, multiple sampling, and averaging
techniques, but is instead the noise due to nonrelevant signals generated in applying the NDE procedure to a specific
hardware element.
Fig. 1 Signal/noise density distribution for a large flaw (a), a medium flaw (b), and a small flaw (c)
Conditional Probability in NDE Discrimination. Nondestructive evaluation involves the measurement of complex
parameters with inherent variations in both the measurement process and the test object. The output from such a
measurement/decision process can be analyzed as a problem in conditional probability. When an NDE assessment is
performed for the purpose of crack detection, the outcome is not a simple accept/reject (binary) process, as is frequently
envisioned. It is actually the product of conditional acceptance due to the interdependence of the measurement and
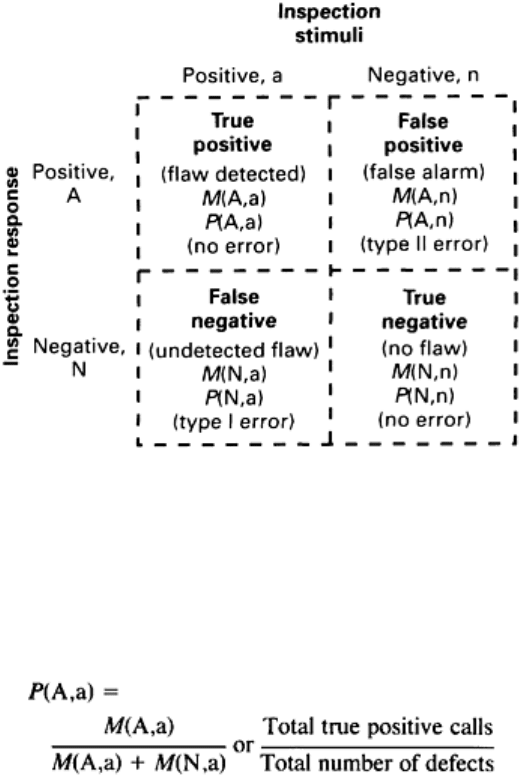
decision responses. Figure 2 shows the four possible outcomes that result from the application of NDE procedure for
crack detection. As shown in Fig. 2, the possible outcomes from an inspection process are:
• True positive (TP): A crack exists and is detected, where M
(A,a) is the total number of true positives
and P(A,a) is the probability of a true positive
• False positive (FP): No crack exists but one is identified, where M
(A,n) is the total number of false
positives and P(A,n) is the probability of a false positive
• False negative (FN): A crack exists but is not detected, where M(N,a) is the total nu
mber of false
negatives and P(N,a) is the probability of a false negative
• True negative (TN): No crack exists and none is detected, where M
(N,n) is the total number of true
negatives and P(N,n) is the probability of a true negative
The interdependence of these matrix quantities can be expressed as:
M(A,a) + M
(N,a) = (TP) and (FN) outcomes giving the total opportunities for positive calls (Total number of
defects)
and
M(A,n) + M(N,n) = Total opportunities for false alarms from the possible (FP) and (TN) outcomes
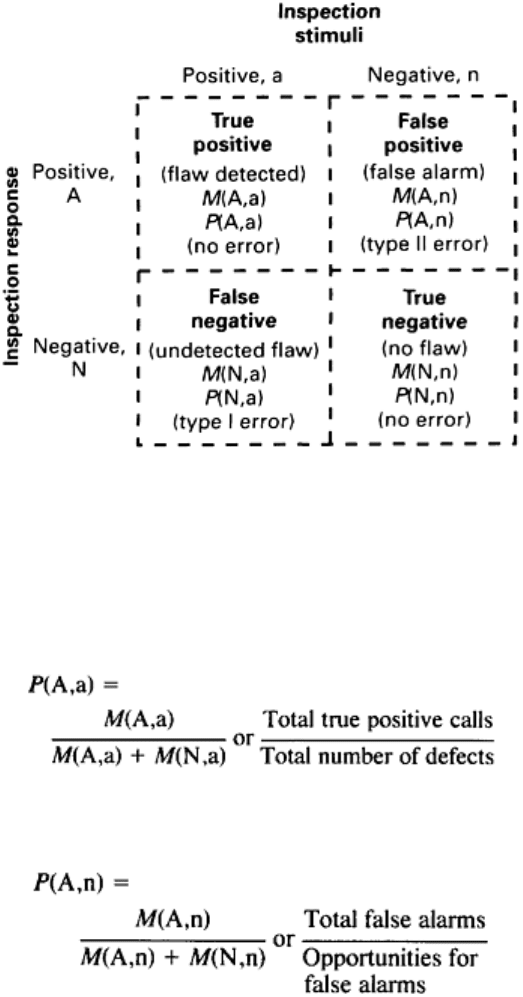
Fig. 2 Matrix of four possible outcomes from an NDE procedure for flaw detection
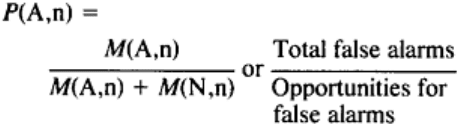
Because of the interdependent relationship, only two independent probabilities need be considered to quantify the
inspection/decision task. The probability of detection (POD) or probability for a true positive P(A,a) can be expressed as:
Similarly, the probability of false alarms (POFA) or the probability for a false positive P(A,n) can be expressed as:
Signal/Noise Relationships. The desired results of the application of NDE procedure are crack detection (signal
present) or crack nondetection (signal absent). The basis for detection is that of sensing a signal response and determining
that the signal response is above a predetermined threshold. Both sensing and interpretation are dependent on the signal
(plus noise) and the noise (application background or response to nonrelevant parameters) that are subjected to the
discrimination media (programmed machine discriminator or human operator).
If an NDE procedure is repetitively applied to a single flaw of a given size (in a part with a fixed geometry, surface
condition, and so on), the output responses can be used to plot probability density distributions of both flaw signal and
application noise responses. Under ideal conditions, such as the response from a large flaw, the signal and noise
distributions will be well separated, as shown in Fig. 1(a).
The discrimination of flaw responses from application noise responses is a simple process; POD will be high, and the
POFA will be low. In practical engineering applications, the flaw size is not fixed (and is rarely large), and the
discrimination process is more complex. Indeed, the discrimination process is applied to a continuous range of flaw sizes,
where the capability for discrimination is dependent on the inherent performance characteristic of the NDE procedure and
on the separation of the signal (plus noise) from the noise response of the process.
If the NDE procedure is applied to a single flaw of intermediate size (in a part with the same fixed surface finish,
geometry, and so on), the output responses can be used to generate probability density distributions for signal and noise,
as shown in Fig. 1(b). For this flaw size, the distributions overlap (in part), and the capability for discrimination is
dependent on the response from a single set of output signals within these distributions. If the single set has output signals
that are well separated (that is, signals at the outer extremes of the distributions), the output response will be interpreted as
acceptable (no flaw condition) for those cases where the threshold response acceptance level is located between the signal
and noise signals. If the single set of outputs lies at the inner extremes of the distributions, the output response may be
interpreted as acceptable (no flaw or undetected flaw condition) or may be interpreted as unacceptable (false alarm
condition) for the same threshold response acceptance level. For this condition, the POD will be lower and the POFA will
be higher than for the case of discrimination with positive signal/noise separation margins. If the process is repeated for a
small flaw (under the same operating conditions), the signal and noise response distribution will approach coincidence, as
shown in Fig. 1(c). The POD will be low, and the POFA will be high.
It is clear that the performance capability of a given NDE procedure is dependent on the nature and distribution of the
signal outputs generated under the conditions of application. It is also clear that the threshold acceptance criterion applied
in the discrimination process is an important factor in the successful application of a procedure. Consider the application
of an NDE procedure to a large flaw under conditions that produce a significant separation of probability density
distributions of signal and noise, as shown in Fig. 3. If the threshold acceptance criterion (represented by the vertical
arrow) is placed at too high a level (Fig. 3a), some of the flaws will be missed (reduce POD). If the acceptance criterion is
placed at a proper level (Fig. 3b), clear discrimination will result (high POD). If the acceptance criterion is placed too low
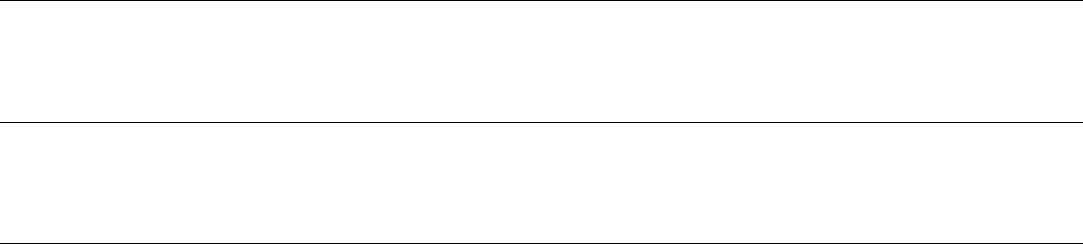
(Fig. 3c), all of the flaws will be rejected; but some false alarms will result, and good parts will be rejected (high POFA).
Fig. 3 Influen
ce of acceptance criterion (vertical arrow) on process discrimination. (a) Acceptance criterion too
high. (b) Acceptance criterion at proper level. (c) Acceptance criterion too low
The NDE procedure performance characteristics of primary importance are the signal-to-noise ratio (separation margin)
and the threshold acceptance criteria applied in the discrimination process. Optimum NDE procedure performance can be
obtained by characterizing an NDE procedure and by matching the threshold acceptance criteria to the performance
capabilities of the NDE procedure. Such characterization also enables the assessment and quantification of risks that
result from changes in acceptance criteria.
Reference Standards. Historically, reference standards for NDE methods of defect detection have been used to ensure
the reproducibility of the application of the method(s) and to establish an acceptable quality of the process rather than to
establish the dimensions or other applicable parameter of the defect or anomaly. Some methods (such as those used for
thickness gaging or electrical conductivity determination) were able to provide an extremely accurate measurement of the
appropriate parameter, usually by extrapolation between two known and closely spaced reference standards representative
of the condition to be determined. The remaining methods, as typified by radiography, offer at best only a crude estimate
of the dimensions, orientation, shape, or other characteristics of the detected defects.
The primary reason for not using reference standards for the quantitative evaluation of defects was, and still is, that the
NDE methods respond to most of the parameters of a defect simultaneously; in most cases, there is no way to separate the
response from a single parameter, or there is not an accurate response to a single parameter in other cases. Consider, for
example, the case of penetrant inspection. The indications formed are usually greater in length, width, or area than the
discontinuity present because of the flow of the penetrant material out of the discontinuity during development. When this
excess material is removed and the indication is viewed as it starts to appear again, the full length of the discontinuity, if it
is linear, will initially not be revealed, because the ends provide little or no penetrant for formation of the indication. As
the indication continues to form, it will eventually reach the same length as the discontinuity and will then continue to
grow as additional penetrant flows to the surface. This lack of response to the extremities of a discontinuity is common to
all NDE methods and illustrates the difficulties associated with using NDE methods for sizing defects.
Quantitative NDE, however, requires that a good estimate be made of the defect size that is detected or, more important,
the size of the largest defect that might be left in the part. Because the NDE methods, by the laws of physics, are
inherently inaccurate in sizing, the only available approach is to make a conservative estimate of the size of the defects
that can remain. The approach requires a second type of standard used along with the conventional reference standards.
This second type, called a qualification standard, contains defects that represent the worst case for both flaw detection and
crack growth (generally a surface fatigue crack). Fatigue cracks have the advantages that they can be grown in the
laboratory and, when produced under well-controlled conditions, have predictable geometries. The qualification standards
are then used in sets to define the lower limit of the flaw size that a given NDE process can reliably detect. The
conventional reference standards are used to control the NDE process; therefore, once the qualification standards establish
the process sensitivity, the reference standards can be used to ensure that the sensitivity is maintained. Consequently,
there are certain requirements that reference standards must meet.
First, reference standards must produce a response comparable to that produced by the smallest qualification standard
flaw that is considered reliably detectable. This comparability includes not only response to the flaw itself but also the
geometry in which the flaw is contained. In the ultrasonic method, for example, the response to a fatigue crack located in
the center of a flat plate can be far different from the response to the same size crack that is located in the bore of a large-
diameter hole. Consequently, application of the ultrasonic method for inspection of the two geometries requires
qualification standards as well as reference standards for both geometries.
Second, reference standards for a specific inspection must be relatable to other reference standards used for the same
inspection. That is, when several reference standards are available, the responses for each one must be known, and more
important, the differences in responses for the standards must be known so that adjustments can be made in the inspection
to ensure that a uniform process sensitivity can be maintained. Ideally, the responses of all reference standards for a given
inspection should be identical; however, from a practical standpoint this is impossible to achieve. As stated previously,
the response of the NDE methods is from a multitude of parameters associated with a given discontinuity.
For example, if an electrically discharge machined slot is selected as a defect for a reference standard for an ultrasonic
inspection, exact control over the size of the slot in each standard is not sufficient to guarantee identical responses. Slight
variations in the orientation of the slot with respect to the surface of the standard and in the surface finish of the slot itself
can cause noticeable differences in the ultrasonic response. This is the worst case; other NDE methods vary in their
response to subtle geometric parameters, with the magnetic particle and penetrant methods probably being the most
tolerant. However, even these methods are highly sensitive to the width of the flaw used in a reference standard.
Another important property of reference standards is durability. Both the material and the type of flaw in a reference
standard must be selected so that the standard will not readily deteriorate or change in the environment in which it will be
used. These selections are affected by the NDE method for which the standard is intended. Both ultrasonic and penetrant
methods are very sensitive to the presence of foreign material inside the flaw. For ultrasonics, this can affect the amount
of energy that is reflected from the flaw. For penetrant inspection, the quantity of penetrant that can enter the defect, and
consequently the brightness of the indication, will be reduced. The foreign material may be fluids, soils, or corrosion
products. For these reasons, magnesium, ferritic steels, and aluminum are particularly poor choices for reference
standards for penetrant inspection and require some type of protection if used as ultrasonic standards.
Eddy current methods are not affected by foreign material in the flaw, but are very sensitive to such surface conditions as
scratches, pitting, and corrosion. Magnetic particle methods are sensitive to the width of the defect and to anything, such
as cold working, that may change the magnetic permeability of the standard. Radiographic methods are sensitive to the
thickness of the standard and to changes in the shape of the flaw. In general, a good choice of material for any method is
one that is reasonably hard and forms an adherent, tough, and stable surface oxide layer (such as a titanium or nickel-base
alloy), thus providing protection against mechanical damage and the gradual buildup of corrosion products.
Personnel. Unless the inspection process is fully automated, the proficiency of the inspection personnel is the largest
variable affecting inspection reliability. This proficiency varies widely not only from inspector to inspector but also with
the same inspector, depending on his working environment and his mental condition. For fully automated inspections, the
proficiency of the inspector in operating the equipment is important but has little or no impact on inspection reliability.
The first task in addressing the contribution of the inspector to inspection reliability is to ensure that he is knowledgeable
of the specific techniques to be used and has the basic proficiency to perform the inspection to the required reliability.
Experience has demonstrated that the previous qualifications of the inspector--for example, certification to MIL-STD-
410D (Ref 1)--are not sufficient to ensure the desired performance with a new inspection that must be performed with
high reliability. Therefore, the most straightforward way to assess proficiency is to require inspector participation in the
demonstration of inspection reliability. All inspectors that will be required to perform the inspection should also
participate. This not only establishes the reliability of the proposed inspection but also identifies those personnel requiring
additional training or experience before they can be expected to perform adequately. Careful observation of the inspector
during the demonstration and of the results obtained is necessary to identify the additional training or experience needed.
After training and/or additional experience is acquired, the demonstration effort can be repeated to indicate if the
inspector has become sufficiently proficient in the inspection technique.
After basic inspection proficiency has been demonstrated, it becomes a supervisory task to ensure that this proficiency is
maintained. Control of the work environment of the inspector is important. Distractions such as noise, extremes in
temperature, and other irritants should be eliminated to the extent possible. Break periods should be frequent enough to
reduce fatigue. Personnel who are ill or otherwise physically impaired should be temporarily assigned other tasks to the
extent possible. Other efforts that improve or maintain a good mental attitude are excellent ways to ensure sustained
inspection reliability. These include providing acceptable materials and equipment with which to conduct the inspection.
Finally, when it is not possible to provide a consistently conducive environment for a highly reliable inspection, two
inspectors can perform the same inspection independently to achieve higher reliability than can be obtained with a single
inspector. Two inspectors generally will not make identical mistakes.
Reference cited in this section
1.
"Nondestructive Testing Personnel Qualification and Certification," MIL-STD-410D, 25 June 1974
Applications of NDE Reliability to Systems
Ward D. Rummel, Martin Marietta Astronautics Group; Grover L. Hardy and Thomas D. Cooper, Wright Research & Development
Center, Wright-Patterson Air Force Base
Applications (Case Studies)
Airframes. In the aerospace industry, the first application of quantitative NDE in a production facility was on airframe
structures. Loss of an F-111 aircraft by the propagation of an undetected manufacturing defect led to the incorporation of
fracture control in the design and qualification of aircraft structure by the United States Air Force. This was first applied
rigorously to the B-1 aircraft and consisted of:
• The identification of critical structural components whose failure would cause the loss of aircraft