ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Advantages also result from the maintenance of a single, unified data base. No longer are engineering changes circulated
about haphazardly from a variety of sources, often in ignorance of other changes being proposed. Instead, all changes are
made directly into one data base for all users to access. Historical data can also easily be filed for reference.
When to Use CAD
Not all die design work is currently suitable for CAD; even if CAD is capable of handling the design work, it is not
always economically feasible to do so. As noted previously, it is often more expensive to design a die with CAD than
manually. However, economies can be achieved for large families of similar parts, for which a library can be maintained
and accessed often. Poor candidates for CAD are unique items, or those requiring a sizable amount of individual attention,
for which library entries do not exist and will not be useful in the future. Ideal candidates are repeat commodities. In the
automotive industry, these include hood inner and outer panels, roofs, fenders, doors, and quarter panels.
Even where CAD is used, only 80 to 90% of the designing is done on-screen. Functions still frequently done manually
include such tasks as double checking and detailing
**
the designs. Computer detailing requires exorbitant amounts of
computer memory, but it is a relatively simple task to perform manually. Thus, there are not enough advantages to justify
performing this operation on the computer. This may change, however, as newer and more powerful software and
hardware become available.
To use CAD, it is necessary to obtain three-dimensional wireframe diagrams (Fig. 3) of the finished part from the
customer. Not all parts are available as wireframes; perhaps 95% of all new outer-skin prints in the automotive industry
have such diagrams available. However, virtually 100% of all new automotive parts can be found in the computer.
Surface data are not required for CAD, although they are necessary for CAM.
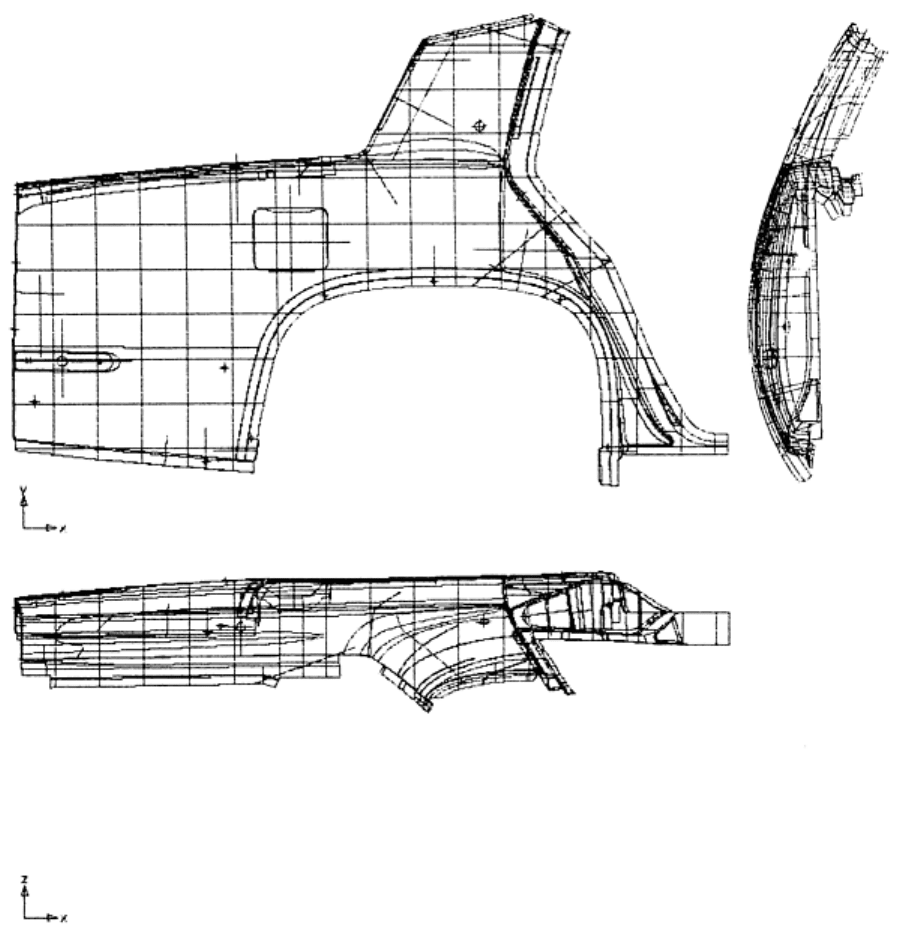
Fig. 3 Wireframe (three-dimensional representation) of an automobile rear quarter panel.
Courtesy of Autodie
Corporation.
Drawing dies require the development of draw-die binder surfaces, the areas used to restrain and clamp the sheet metal
blank during forming (Ref 3). Two methods can be used to generate the binder geometry:
• Creating the geometry on the CRT
• Digitizing the geometry off an actual binder development
In the latter method, a prototype model is NC cut and a binder surface is created. A prototype die is built, tried out, and
altered to make an acceptable panel. The proven binder is then digitized and entered into the computer. The design then
represents a proven development. The digitized data are passed on to the cutter path programs, where cutter paths are
generated. Binder geometries are often complex shapes where the contours cannot be visualized on a CRT, and far less
time and money are spent using the digitizing approach. However, digitizing requires some means of obtaining data from
the prototype and uploading it to the design computer; a computer-controlled coordinate-measuring machine is often used
for this purpose.
Die Design Using CAD
Obtaining and Storing Data. The designing of sheet forming dies for automotive stampings usually begins with a
telephone link to the data center of the automaker. Using the direct link, the die designer can obtain the data necessary to
generate a wireframe of the panel (Fig. 3). Once obtained from the computer of the automaker, the data can be used
immediately or stored on magnetic disk or tape for later reference.
For design work, the wireframe must be in three dimensions. Two-and-one-half dimensions fail to depict sufficient detail
in the third dimension to allow proper design of the entire surface. In addition, when changes are made in one dimension,
the computer is unable to calculate the resulting changes in the remaining dimensions.
When the design is being manipulated on the workstation, the data for the part may require 25 to 30% of the memory. The
operating system occupies about 20%, and the graphics package used may take up another 30%. This leaves about 25 to
30% of available memory capacity. As much as one-half of the data obtained from the automaker are unnecessary for die
design and may be purged.
Laying Up the Design. In the design process, models are summoned from the library and compared to the current
workpiece. The designer enlarges or reduces the size of the details of the standard model to fit the new part. Guide pins,
wear plates, air cylinders, air headers, and other die details are included in the standard model. With the full three
dimensions available, the panel and die representation can be rotated in any direction for a better view of the part.
Because the model is still in a wireframe format, sections initially appear as a series of unconnected dots. The points are
connected by the designer. Currently, there is no automatic routine for connecting the points. Because the computer does
not know which points to connect, a skilled designer is needed. In laying up the design, hidden lines also must be
indicated by the designer. This is done by altering line fonts on each view or section that contains hidden design features.
Creating Views and Detailing. To create a view, the three-dimensional wireframe is dissected in a manner that
allows viewing of specific areas within the die. A three-dimensional image seen on the workstation screen is projected
onto a flat plane. At this time, the designer can remove hidden lines and otherwise enhance the projection (for example,
add dimensions, finish marks, and so on) to suit his needs. When this process is completed, the depiction is transferred to
the plotter. The resulting drawing(s) are then used for manual detailing and checking and filing for future reference. The
final drawing is used as a medium to convey the information from the computer to the shop floor.
References cited in this section
2.
A.J. Medland and P. Burnett, CAD/CAM In Practice, John Wiley & Sons, 1986, p 199
3.
H.O. McCormick, "CAD/CAM for Automotive Die Design," Paper MS77-
768, Society of Manufacturing Engineers,
1977
Note cited in this section
**
Detailing refers to the process of looking at the overall design and subsequently breaking the design down into
individual elements for construction.
CAD/CAM Applications in Sheet Forming
Computer-Aided Manufacture
Computer-aided manufacture is defined as the use of computers (or, in this case, stand-alone workstations) for partial or
complete control of the manufacturing processes; in practice, the term is usually applied only to computer-based
developments or NC technology (Ref 2).
Equipment
Hardware. The equipment used for the computer-aided manufacture of sheet forming dies can be divided into two
categories. First are the workstations used to generate cutter paths for NC machines on the shop floor; these were
described in the discussion "Computer-Aided Design" in this section. The second category is the machine tools
themselves, which are described below.
Software. To establish the cutter paths on outer sheet metal panels, it is necessary to work from a surface model--the
full mathematical equivalent of what the part should be. The main reason for this requirement is to ensure compatibility
between the male punch and the female shoe of the die. As with CAD, two-and-one-half dimensions are insufficient. The
CAM worker must have three dimension to see the details on all surfaces in order to predict cutter behavior, to check for
potential gouging, to avoid interference, and to generate accurate cutter paths.
As part of its own processes, each automaker develops its own surface models for all of its new exterior panels. Die
manufacturers may not have the capability to develop such models and usually use data supplied by the automaker.
However, this can be done only if the software used by the automaker is compatible with that of the die manufacturer. A
common graphics software exchange package is Interactive Graphic Exchange Software (IGES), which was developed by
the National Bureau of Standards. Although wireframe data do not require this intermediary, surface model data (as well
as solid model data) do. Not all of the software used by automakers and CAD/CAM suppliers is IGES compatible, and
not all of the characters are recognized by all systems. A direct data translator for coupling two different systems together
is a faster and more accurate means of communication. This is desirable when data transfer will be frequent, but the
translator must be modified whenever software changes are made.
In cases where surface data are not available, the die manufacturer must generate such models in-house. This is done by
interpolating points between the wires in a wireframe model. At times, additional section cuts are required to define the
surface fully. However, it is preferable to avoid this method of developing surface data when possible because it often
duplicates work already performed by the automaker and represents a potential source for errors and/or
misinterpretations.
There are several different methods by which the automobile companies generate their own surface models, and all of
them involve best-curve interpolation from wire-frames. Among the techniques used are the Gordon method, the Coons
patch method, and the Chebychev method. In some European installations, surfaces are generated directly from original
equations, primarily employing the B-splines, or Bezier, method.
Patches
To handle a surface model efficiently, it is usually necessary to break the panel representation into a series of patches. A
patch is a region on the surface over which a smooth flow for a cutter path can be generated. If a given panel were to be
almost featureless, permitting long, uninterrupted strokes by the machine tool, only one surface patch encompassing the
entire part would be necessary. In practice, even the simplest panel requires a number of patches.
The borders of such patches are determined by the surface geometries involved. A border is created wherever there are
sharp changes in geometry requiring significant changes in cutter path. Each patch is treated independently; even when
the die is actually being machined, the tool will work on one surface patch completely before moving on to another. The
boundaries are common, and there is no overlapping of sections.
The number of patches required for a die is a function of its size and geometric complexity. A roof panel, because of its
comparative simplicity, may be divided into only about 10 patches; a quarter panel, into around 40; and a floor pan, with
all of its convolutions, as many as 100. To handle the entire panel as one model would require data files of enormous
proportions that would be virtually unmanageable with a stand-alone computer. This occurs when it occasionally becomes
necessary to combine adjacent patches on the computer. This practice usually requires a good deal of integration effort by
the CAM programmer and up to seven times the computer space needed by the two former patches separately. In theory,
such combining would help reduce the potential for error in matching adjacent patches; however, the amount of additional
effort required is seldom justified by the marginal benefit. Newer software packages, however, will soon facilitate the
machining of multiple patches.
Cutter Path Generation
Not all CAM work must be run from three-dimensional surface models. Relatively straightforward work such as milling,
profiling, and trim and pierce operations, in which only two-dimensional descriptions are required, typically runs off of
wireframe product data or computer-aided die design data. Complex surface machining dictates the use of three-
dimensional surface models.
In addition, although it is a simple procedure in the design phase to take the mirror image of a right-hand part to create its
left-hand complement, and vice versa, the same is not true for cutter path generation. When the machine tool is reversible,
surfaces can be mirrored, but a conventional cut on one hand is a climb cut on the other.
Postprocessing
During this phase of CAM, the computer takes the cutter path data created at the workstation and translates it into the
appropriate NC machine language. Generally, each type of NC machine tool has its own language; therefore, a routine for
making the data readable to one tool would be different from that required for another. After the translation is complete, a
computer may generate a paper tape containing the machine instructions, or it may download them directly through an
electronic link to the tool. Direct loading of data is preferred; paper tape is very slow to make and to read in and is bulky
and confusing to distribute.
Computer Requirements
The raw wireframe data for a part taken from the computers of the automaker typically require 1 to 2 megabytes of space
(in the case of a roof panel, the figure may be about 1.1 megabytes). In contrast, the surface model may take 2.5 to 4
megabytes of space (for a roof panel, approximately 2.8 megabytes). As with the CAD process, much of the data found in
the files of the automotive company are unnecessary for CAM cutter path generation and are purged.
The size of the NC files sent to the machine tools may range from 1 to 10 megabytes, again depending on part complexity
and the number of patches required. Therefore, the file for any one panel may require up to 30% of the operating storage
space of the workstation.
NC Machine Tools
Controls. It is not necessary to have a different type of controller for each machine tool. For example, one die
manufacturer maintains only three types of controllers for 29 NC machine tools. This is in keeping with a prime rule for
the shop--keep it simple. This low number of controls yields flexibility in the choice of tool to be used. In addition, not all
jobs must be programmed using numerical control. Some tasks are simpler to program manually; numerical control
should be used when the computer can do the programming more accurately and efficiently.
The presence of cutter offsets in the control must be ensured. This is to compensate for cutter size due to grinding, as well
as the changing to different cutter sizes other than those programmed.
On-board machine memory may use paper tape or disk drives. In the case of disk drives, downloading is done directly
from the computer. The time required to load a program may range from 4 to 30 min, depending on the hardware used. In
addition, some machine tool manufacturers are developing routines to allow data downloading while the machine is
already operating, thus saving more time. If paper tape were used to load programs, loading would be up to approximately
30 times slower.
Machine Tools. A wide variety of machines can be used with numerical control. Care should be taken in selecting
machines to be sure that they are able to meet the demands of the jobs typically undertaken. Features such as accuracy,
number of axes, and size of the workpiece that can be handled should be considered to ensure that the tool is suitable for
the intended application.
Cutting Tools. Carbide tools are often used in the machining of sheet forming dies. An advantage of NC machines is
their rigidity, which permits the use of carbide tools. Older machines, without proper holders, could cause shattering of
the carbide tools. The use of carbide tools allows higher speeds and much faster metal removal than other tool materials.
Maintenance. Periodic preventive maintenance is critical to the sustained accuracy and repeatability of the machine
tool. Although such a process may appear costly on a short-term basis, it will more than pay for itself over the longer term
in the form of greatly reduced downtime and consistent superior-quality products that require minimal subsequent hand
work. A rigid maintenance schedule must be established at the outset and followed closely throughout the lifetime of the
tool. Air filters in the control cabinets must be changed regularly because of the sensitive nature of the electronics and the
magnetic properties of the dust.
Costs and Advantages Associated With CAM
Costs. As with CAD, there are significant initial investment costs that are necessary in order to take advantage of CAM.
There is no question that NC machine tools are considerably more expensive to purchase than their conventional
counterparts; even retrofitting is an expensive process. In addition, there is the cost of training skilled tool operators
capable of programming the machines on the shop floor, as well as the higher wages associated with these increased
skills.
Advantages. Again, like CAD, the benefits derived from the use of CAM are difficult, and sometimes impossible, to
quantify. Some stem from the reduction in man-hours required for machining; even more come from the greater accuracy
and product quality achieved from the use of the system. Among the specific advantages are:
• Time savings from the reduction of multiple setups
•
Greater productivity in the cutting process itself (due primarily to the elimination of drag imposed by the tracer
on the model surface; improvements of up to 50% may be achieved)
• Elimination of inaccuracies in models due to warpage
• Accurate cutter paths for profiling from computer data instead of from templates
• Less subsequent handwork required
• Reduction in tryout time due to reduced part errors
• More productive use of employees
Computer-aided manufacturing allows the machine to perform the routine functions, thus enabling the diemaker to
concentrate on more complex tasks. The main theme of the above list of advantages is the avoidance of errors, and this is
what makes the quantification of benefits associated with the use of CAM so difficult. It is difficult to place a value on
errors and slowdowns that never occur.
In addition, the use of true CAM is impossible without CAD. Computer-aided design inputs the data that allow the cutter
paths to be generated by computer. Without CAD, CAM must create all of its own data, slowing the overall process.
Although CAD and CAM operations are described separately in this Section, the system is more appropriately viewed as
a whole.
When to Use CAM
Two-And-One-Half Dimensional Work. Some aspects of die manufacture are relatively straightforward, requiring
only two-dimensional representations for cutter path generation. In the case of casting millwork (flat surfaces that require
simple mill cutting), it remains easier to input much of the data manually, particularly for straight areas. Operators can use
their experience and judgment to determine cutter paths quickly; therefore, it is not economical to use CAM for this
process. However, for angled millwork, the operator would have to perform excessive calculations and programming.
With CAD/CAM, the process is effortless and accurate. The overall is a net reduction in design and manufacturing time.
Computer-aided manufacturing is also useful for the machining of standard die components. These components are used
quite frequently; therefore, much duplication of effort can be avoided. Profiles are also done completely on CAM. For
trim and flange operations, CAM is a must. On pierce dies, CAM is useful for cutting die buttons, keys, and clearances in
die pads. This is examined in more detail below.
Three-Dimensional Work. To program three-dimensional surfaces, data must be available in wireframe; surface data
are more desirable, but are not always available. If a surface model does not exist, it must be created. The more complex
the part geometry, the greater the number of patches required, and the longer it takes to create the surface. If surfaces are
available, a small amount of trimming of the surface patches is required in order to eliminate patch extension and/or
overlap. Outer surface parts have relatively simple geometries with critical surface and dimensional requirements, and
CAM is a must with or without supplied surfaces. Existing CAD/CAM systems can handle the data and create excellent
cutter paths in a timely, efficient manner. On inner parts, where surfaces are complex with multiple patches, the
effectiveness of cutting the shape by CAM is questionable because of the current limitations of surface mathematics. The
surface is seldom supplied. The task of creating a surface on a panel such as a hood inner is an 8-week program before
cutter paths can start to be generated. If the programming for CAM takes too long or creates gouges, the net effect is lost
time and money. A directive cannot be set that all machining be programmed and cut using CAM. Because CAD/CAM is
an emerging technology that does certain items well, it should be used only for those applicable items, such as outer
panels, hoods, and fenders. Applications can be expanded as new software allows.
Machining With CAM
To ensure precise alignment of all machining work and subsequent addition of die components, a reference system should
be used to locate the centerlines of a die. An example of such a system would be two reference holes, which are located
precisely on centerline or an exact distance from centerline. These holes form a precise centerline down the length of the
casting. All points for future work are then referred to in terms of distance traversed along the centerline and distance
away from the centerline.
The location of the panel must be called out in relationship to the centerline of the die. Holes are put into the die post
shape as an aid for roughing or spotting. Kellering heights are also called out for all duplicating. All tips must be called
out in degrees.
Two-And-One-Half Dimensional Work. As described above, much casting millwork is more efficiently performed
by using manual, rather than CAM, programming procedures. However, flange and trim die profiles are often suitable for
CAM programming, specifically on the male and female dies and the die pad. The position of the trim line is generally the
key in deciding whether to use mathematical data or to develop data. If the trim line is in part-print (final) position, there
are no difficulties, and the cutter paths are programmed directly from mathematical data; however, if the trim line is in a
laid-out position, problems often occur. In such a situation, the radius in the drawn panel cannot be adequately simulated;
therefore, the locating of a trim line will be developed incorrectly. Because of this, trim dies often require a trial-and-error
manual process, in which a stamping is laser trimmed (with the trim line used recorded) and put through the flanging
process. Errors in the resulting part are noted, the trim line is adjusted, and the procedure is repeated until a satisfactory
panel results. Once a satisfactory development is determined, the final development is programmed for an NC machine
and the male die, female die, and pad are cut, thus eliminating the welding of trim lines.
Three-Dimensional Work. The first step in cutting a surface is to rough cut the finished part shape using tracers to a
roughing aid. The roughing aid is used to speed the process; acceptable CAM roughing routines are currently unavailable.
On large dies, casting within 13 mm (
1
2
in.) of the final shape is impractical. A roughing aid is inexpensive and quick.
The NC cutter paths are used for the semifinish and finish cuts of the surface.
To maintain part shape integrity through the line of dies, a spotter is made off the draw die. This spotter is fitted against
all subsequent line dies to ensure proper feature alignment. When this process of spotting has been completed, the dies are
ready for tryout.
Reference cited in this section
2.
A.J. Medland and P. Burnett, CAD/CAM In Practice, John Wiley & Sons, 1986, p 199
CAD/CAM Applications in Sheet Forming
Flow of Information
To maximize the efficiency of die production, a series of decisions must be made and communicated to the shop floor. At
the same time, the shop floor operators must have a channel of communication back to the planners to allow their
expertise to influence these decisions. The sequence of decisions should follow a distinct pattern:
• Determination of what can be CAM machined and what should be programmed
•
Setting the location of coordinating and reference holes to ensure that all personnel are working off the same
center line
• Creation and storage of machining data ahead of t
ime, including cutter paths, cutter specifications, and other
relevant information
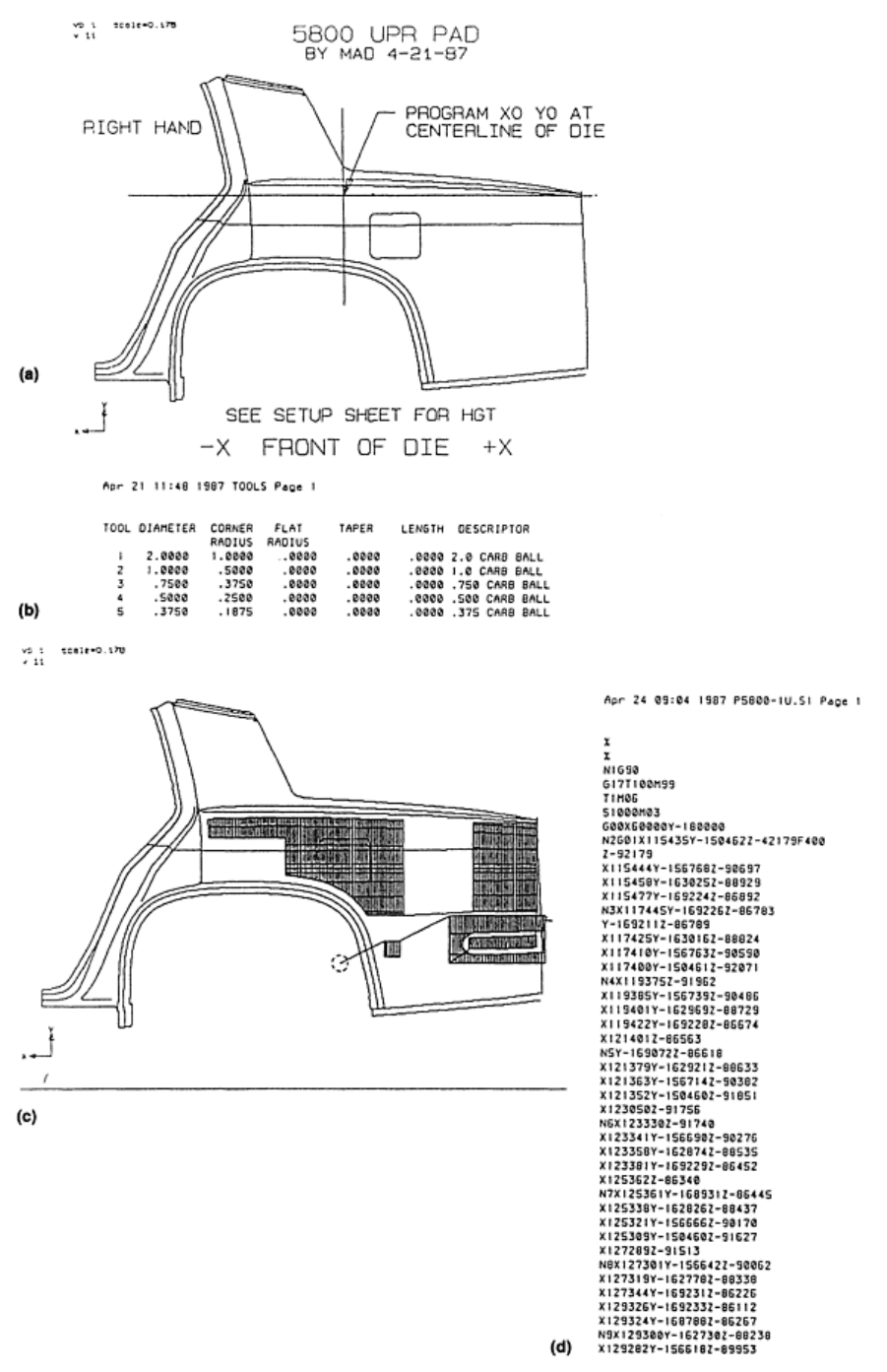
•
Establishment of a distribution manuscript to die leaders that shows and describes the workpiece, the tools
required, the work to be performed, and the machine file (Fig. 4)
• Downloading of programs to machine tools
• Completion and shipment of die(s)
• Disposal of CAM routines. Because ever
y die is unique, there is no value in maintaining a library of CAM
routines

Fig. 4 Distribution manuscript showing the workp
iece (a), tool requirements (b), the work to be performed (c),
and the machining file (d). Courtesy of Autodie Corporation.
CAD/CAM Applications in Sheet Forming
The Future of CAD/CAM
The evolution of CAD/CAM has been rapid, and it is accelerating. Within the next 5 years, CAD and CAM will merge to
become CAE (computer-aided engineering). This has already been achieved on a small scale. The trend toward more
extensive libraries filled with standardized components will also aid this trend. The unfortunate side to this development
is that reinvestment in ever-more-advanced equipment and software will be required to keep pace with the competition;
however, the benefits of such reinvestment will continue to outweigh the costs.
Although reinvestment in equipment is an obvious fact of life, the reinvestment in personnel must not be overlooked.
Shop-floor workers and programmers must be given the ability and knowledge to understand the process as it evolves. At
the very minimum, they should participate in training programs on a continual basis to stay current with the latest
developments.
CAD/CAM Applications in Sheet Forming
References
1. Tool and Manufacturing Engineers Handbook, Volume 2, Forming, Society of Manufacturing Engineers, 1984, p 6-
16
2. A.J. Medland and P. Burnett, CAD/CAM In Practice, John Wiley & Sons, 1986, p 199
3. H.O. McCormick, "CAD/CAM for Automotive Die Design," Paper MS77-
768, Society of Manufacturing Engineers,
1977
Process Modeling and Simulation for Sheet Forming
D. Lee, S.A. Majlessi, and J. H. Vogel, Department of Mechanical Engineering, Rensselaer Polytechnic Institute
Introduction
ALTHOUGH SHEET METAL FORMING is a widely used processing method representing an industry with large
production volumes, an integrated engineering approach was not adopted by the metal forming industry until the 1960s
when the concept of the forming limit diagram (FLD) was introduced by S.P. Keeler (Ref 1) and G.M. Goodwin (Ref 2).
The forming limits, which represent the relationship between limiting major and minor strains in the plane of the
deformed sheet, however, remained a diagnostic tool rather than a predictive method. For example, when a sheet metal
part fails by localized necking and fracture during manufacturing, a common practice is to either redesign the part or
change the processing method so that the strains in the critical region do not exceed the forming limit.
Predicting such a failure in the formed sheet metal part, however, is a difficult task, largely because of the complex
boundary and metal-die interfacial conditions and the difficulty of describing quantitatively the nonuniform deformation
behavior of metals. It was not until the 1970s that important advances were made in the development of localized
plasticity theory that could be used in the modeling of neck initiation and growth behavior. Some of these advances
include constitutive and plasticity relations by J.W. Hutchinson and K.W. Neale (Ref 3), bifurcation and imperfection
growth analysis methods by A. Needleman and J.R. Rice (Ref 4), and a variety of numerical schemes for elastic-plastic
analysis using finite-element analysis methods (Ref 5). The most frequently used method for predicting the limiting
strain, however, is based on the idea that necking develops from local regions of initial non-uniformity, as suggested by Z.
Marciniak and K. Kuczynski (Ref 6). A number of authors have extended the idea of initial flaw, and an entire FLD was
predicted by J.D. Hutchinson and K.W. Neale (Ref 3, 7), D. Lee and F. Zaverl (Ref 8), and Z. Lu and D. Lee (Ref 9).

The purpose of this article is to review various modeling and simulation methods that are available for the sheet metal
forming processes and to outline an integrated process analysis method that may be used to predict the success or failure
of the formed sheet metal part at the design stage. After reviewing various analysis methods, three sample cases will be
examined to illustrate some of the critical points in modeling. Some of the new approaches are outlined to convey the
underlying idea that an interdisciplinary approach can be developed to analyze a manufacturing process at a computer
terminal.
Acknowledgements
A portion of the material presented in this article is based on work supported by the National Science Foundation under
Grant DMC-8415309, and one of the authors, J.H. Vogel, received the graduate fellowship from the National Science
Foundation. A portion of an earlier paper by one of the authors, D. Lee, also was used in this review article.
References
1.
S.P. Keeler, Determination of Forming Limits in Automotive Stamping, Sheet Met. Ind., Vol 42, 1965, p 683-691
2.
G.M. Goodwin, Application of Strain Analysis to Sheet-Metal Forming Problems in the Press Shop, Met. Ital.,
Vol 60,
1968, p 767-774
3.
J.W. Hutchinson and K.W. Neale, Sheet Necking-III. Strain-Rate Effects, in Mechanics of Sheet Metal Forming,
D.P.
Koistinen and N. Wang, Ed., Plenum Press, 1977, p 269-285
4.
A. Needleman and J.R. Rice, Limits to Ductility Set by Plastic Flow Localization, in
Mechanics of Sheet Metal
Forming, D.P. Koistinen and N. Wang, Ed., Plenum Press, 1977, p 237-267
5.
N. Wang and M.L. Wenner, Elastic-Viscoplastic Analysis of Simple Stretch Forming Problems, in Mechanics
of Sheet
Metal Forming, D.P. Koistinen and N. Wang, Ed., Plenum Press, 1977, p 367-402
6.
Z. Marciniak and K. Kuczynski, Limit Strains in the Processes of Stretch Forming Sheet Metal, Int. J. Mech. Sci.,
Vol
9, 1967, p 609-620
7.
J.W. Hutchinson and K.W. Neale, Sheet Necking-II. Time Independent Behavior, in
Mechanics of Sheet Metal
Forming, D.P. Koistinen and N. Wang, Ed., Plenum Press, 1977, p 127-153
8.
D. Lee and F. Zaverl, Jr., Neck Growth and Forming Limits in Sheet Metals, Int. J. Mech. Sci., Vol 24, 1982, p 157-
173
9.
Z.H. Lu and D. Lee, Prediction of History-Dependent Forming Limits by Applying Different Hardening Models,
Int. J.
Mech. Sci., Vol 29, 1987, p 123-137
Process Modeling and Simulation for Sheet Forming
D. Lee, S.A. Majlessi, and J. H. Vogel, Department of Mechanical Engineering, Rensselaer Polytechnic Institute
Generalized Approach
One of the important objectives of process modeling is to predict whether or not a particular sheet metal part can be
formed successfully. In order to accomplish that objective, several data bases and analysis programs are required. A
diagram illustrating the main elements, which may consist of an analysis program, a computer-aided design (CAD)
program, and the computer terminal, is shown in Fig. 1. The analysis program consists of constitutive relations, an FLD
analysis program, and a finite-element analysis program; some of the details of these elements will be covered in the
following sections. The CAD program contains all the information necessary for a full geometric description of the parts
that may be obtained from the engineering drawings. In addition, the material data base as well as details of loading
condition are specified. Brief descriptions of each of the three elements that make up the analysis program are outlined
below.