Антипов С.Т. и др. Машины и аппараты пищевых производств. Книга 2. Том 2
Подождите немного. Документ загружается.

Глава 18 Оборудование для ведения процессов выпечки и обжарки
пищевых сред
191
16 15
<ad§T
Рис.
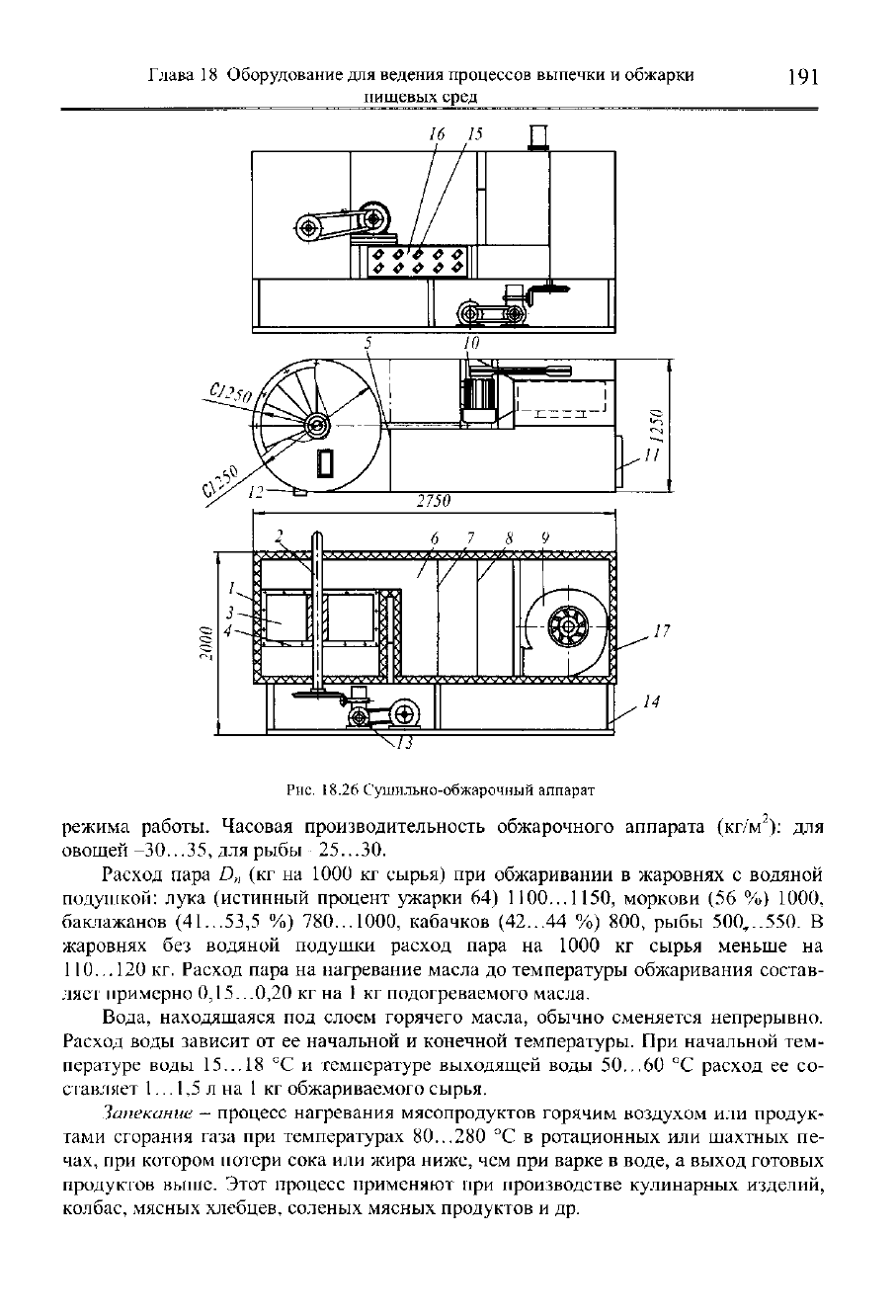
18.26 Сушильно-обжарочный аппарат
режима работы. Часовая производительность обжарочного аппарата (кг/м
2
): для
овощей -30...35, для рыбы -25...30.
Расход пара D„ (кг на 1000 кг сырья) при обжаривании в жаровнях с водяной
подушкой: лука (истинный процент ужарки 64) 1100... 1150, моркови (56 %) 1000,
баклажанов (41...53,5 %) 780...1000, кабачков (42...44 %) 800, рыбы 500,..550. В
жаровнях без водяной подушки расход пара на 1000 кг сырья меньше на
110...
120 кг. Расход пара на нагревание масла до температуры обжаривания состав-
ляет примерно 0,15...0,20 кг на 1 кг подогреваемого масла.
Вода, находящаяся под слоем горячего масла, обычно сменяется непрерывно.
Расход воды зависит от ее начальной и конечной температуры. При начальной тем-
пературе воды 15...18 °С и температуре выходящей воды 50...60 °С расход ее со-
ставляет 1... 1.5 л на 1 кг обжариваемого сырья.
Запекание - процесс нагревания мясопродуктов горячим воздухом или продук-
тами сгорания газа при температурах 80...280 °С в ротационных или шахтных пе-
чах, при котором потери сока или жира ниже, чем при варке в воде, а выход готовых
продуктов выше. Этот процесс применяют при производстве кулинарных изделий,
колбас, мясных хлебцев, соленых мясных продуктов и др.
192
Часть II Машины и аппараты-преобразователи
пищевых сред
.300
.5,2
Техническая характеристика сушилмю-обжарочного аппарата
Производительность, кг/ч:
по готовому продукту 800
по сырому продукту 1200
Установленная мощность привода, кВт:
вентилятора высокого давления 18
ротора 0,5
калорифера 30
Температура перегретого пара в секции, °С 150..
Скорость псевдоожижения, м/с 3,5.
t
Диаметр ротора, м 1,2
Габаритные размеры, мм 2790x1250x2030
Масса, кг 660
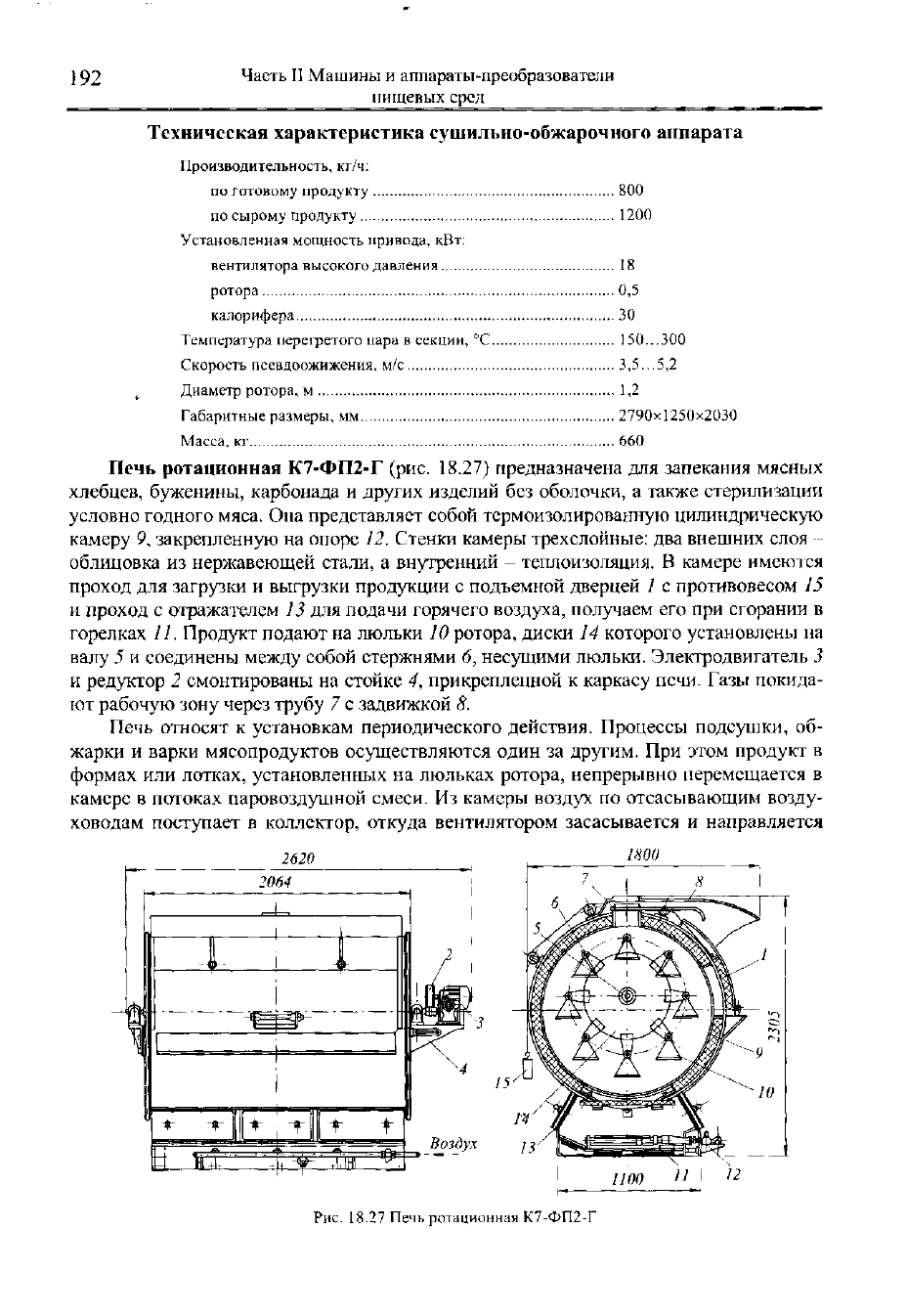
Печь ротационная К7-ФП2-Г (рис. 18.27) предназначена для запекания мясных
хлебцев, буженины, карбонада и других изделий без оболочки, а также стерилизации
условно годного мяса. Она представляет собой термоизолированную цилиндрическую
камеру 9, закрепленную на опоре 12. Стенки камеры трехслойные: два внешних слоя -
облицовка из нержавеющей стали, а внутренний - теплоизоляция. В камере имеются
проход для загрузки и выгрузки продукции с подъемной дверцей 1 с противовесом 75
и проход с отражателем 13 для подачи горячего воздуха, получаем его при сгорании в
горелках 77. Продукт подают на люльки 10 ротора, диски 14 которого установлены на
валу 5 и соединены между собой стержнями 6, несущими люльки. Электродвигатель 3
и редуктор 2 смонтированы на стойке 4, прикрепленной к каркасу печи. Газы покида-
ют рабочую зону через трубу 7 с задвижкой 8.
Печь относят к установкам периодического действия. Процессы подсушки, об-
жарки и варки мясопродуктов осуществляются один за другим. При этом продукт в
формах или лотках, установленных на люльках ротора, непрерывно перемещается в
камере в потоках паровоздушной смеси. Из камеры воздух по отсасывающим возду-
ховодам поступает в коллектор, откуда вентилятором засасывается и направляется
2620 MOO
Рис.
18.27 Печь ротационная К7-ФП2-Г

Глава 18 Оборудование для ведения процессов выпечки и обжарки
пищевых сред
193
на нагревательные элементы, а затем по промежуточному воздуховоду в централь-
ный распределительный воздуховод и дальше к продукту. Для увлажнения среды
используют острый пар.
Техническая характеристика печи ротационной К7-ФП2-Г
Производительность, кг/ч 110
Частота вращения ротора, с"
1
0,06
Установленная мощность, кВт 43,55
Занимаемая площадь, м
2
4,7
Масса, кг 2330
Конвейерная шахтная печь (рис. 18.28) расположена в шахте 1, внутри кото-
рой смонтированы две синхронно движущиеся цепи 2, несущие люльки для уста-
новки на них форм с обрабатываемой продукцией.
Шахта снабжена двумя проемами 3 и 4, в которых смонтированы звездочки 5 и 6.
При обегании этих звездочек люльки выносятся в помещение и позволяют осуществ-
лять операции загрузки и выгрузки в зоне низких температур. Ведущая станция конвей-
ерных цепей, включающая электродвигатель 7, два червячных редуктора 8 и два веду-
щих вала 9 со звездочками 10, снабжена специальными приборами для периодического
включения электродвигателя, сообщающего конвейеру пульсирующее движение. На-
тяжной станцией служит ось с двумя звездочками 11, остальные - направляющие.
Газовые инжекционные горелки 12 в количестве четырех штук смонтированы на
полках 13, расположенных между тяговыми цепями в нижней части шахты. Для мон-
7 Зак 710
Рис.
18.28 Конвейерная шахтная печь
194
Часть II Машины и аппараты-преобразователи
пищевых сред
тажа горелок в стене шахты сделан проем, закрытый монтажной плитой 14, в которой
предусмотрены глазки 75 для ввода переносного запальника 16. Для контроля за хо-
дом процесса предусмотрены: один тягомер 77 на давление О...25ммвод. ст.; три
термометра 18 сопротивления на температуру от 0 до 500 °С; один напоромер 19 на
давление 0.. .400 мм вод. ст.; три логометра 20. Отвод продуктов горения производит-
ся трубой 21 диаметром 500 мм с заслонкой 22, регулируемой тросом 23. Для обслу-
живания горелок предусмотрена площадка 24.
Техническая характеристика конвейерной шахтной печи
Производительность, кг/ч:
по мясным хлебам 800
по буженине 300
по карбонату 420
Средняя скорость цепи конвейера, м/мин 5
Габаритные размеры, мм 5700x3700x15 350
Чанная жаровня Ж-68. Повсеместно распространенным аппаратом для прове-
дения операции влаготепловой обработки мятки, и особенно второго этапа жарения
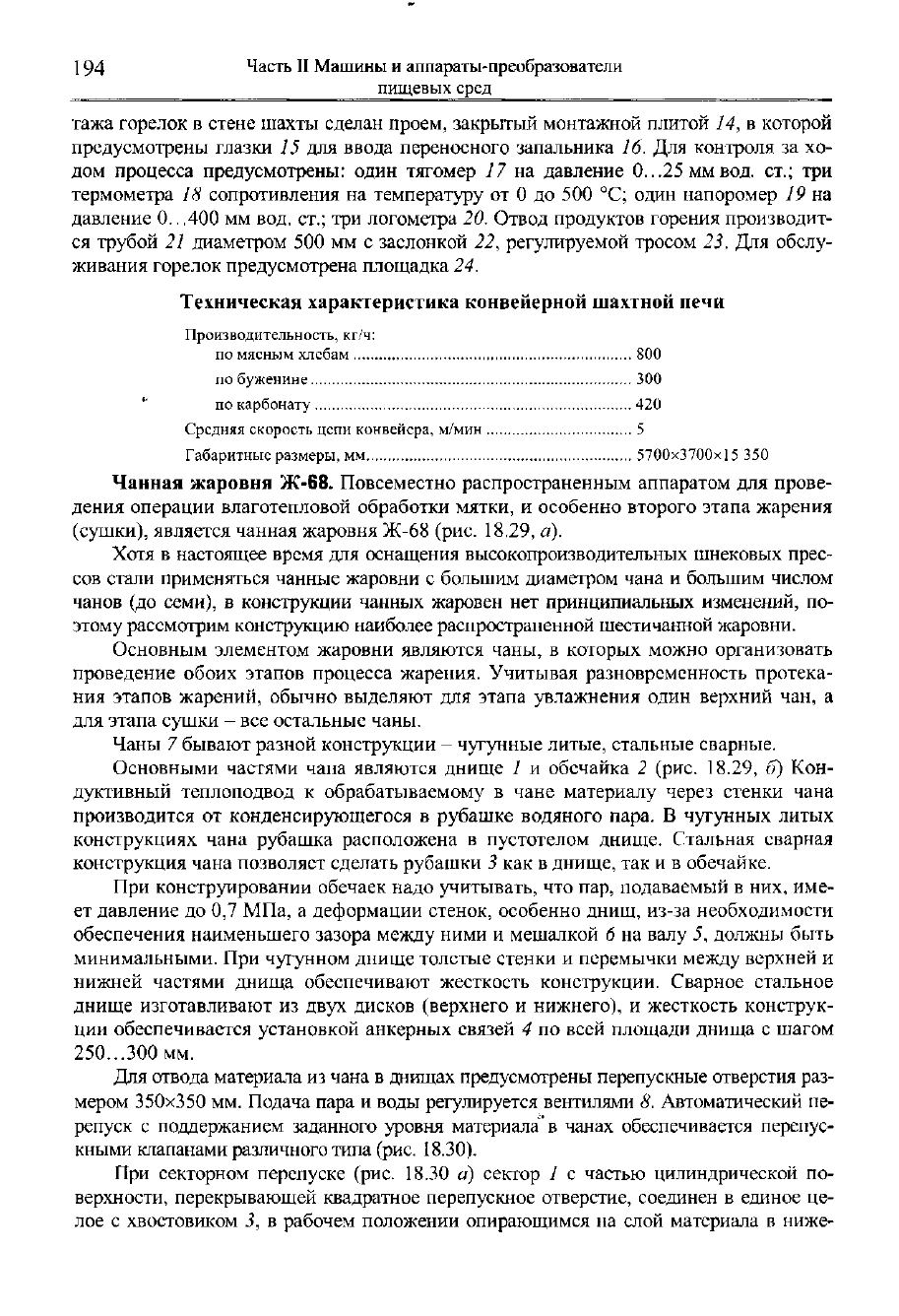
(сушки), является чанная жаровня Ж-68 (рис. 18.29, а).
Хотя в настоящее время для оснащения высокопроизводительных шнековых прес-
сов стали применяться чанные жаровни с большим диаметром чана и большим числом
чанов (до семи), в конструкции чанных жаровен нет принципиальных изменений, по-
этому рассмотрим конструкцию наиболее распространенной шестичанной жаровни.
Основным элементом жаровни являются чаны, в которых можно организовать
проведение обоих этапов процесса жарения. Учитывая разновременность протека-
ния этапов жарений, обычно выделяют для этапа увлажнения один верхний чан, а
для этапа сушки - все остальные чаны.
Чаны 7 бывают разной конструкции - чугунные литые, стальные сварные.
Основными частями чана являются днище 7 и обечайка 2 (рис. 18.29, б) Кон-
дуктивный теплоподвод к обрабатываемому в чане материалу через стенки чана
производится от конденсирующегося в рубашке водяного пара. В чугунных литых
конструкциях чана рубашка расположена в пустотелом днище. Стальная сварная
конструкция чана позволяет сделать рубашки 3 как в днище, так и в обечайке.
При конструировании обечаек надо учитывать, что пар, подаваемый в них, име-
ет давление до 0,7 МПа, а деформации стенок, особенно днищ, из-за необходимости
обеспечения наименьшего зазора между ними и мешалкой 6 на валу 5, должны быть
минимальными. При чугунном днище толстые стенки и перемычки между верхней и
нижней частями днища обеспечивают жесткость конструкции. Сварное стальное
днище изготавливают из двух дисков (верхнего и нижнего), и жесткость конструк-
ции обеспечивается установкой анкерных связей 4 по всей площади днища с шагом
250...300 мм.
Для отвода материала из чана в днищах предусмотрены перепускные отверстия раз-
мером 350x350 мм. Подача пара и воды регулируется вентилями 8. Автоматический пе-
репуск с поддержанием заданного уровня материала'в чанах обеспечивается перепус-
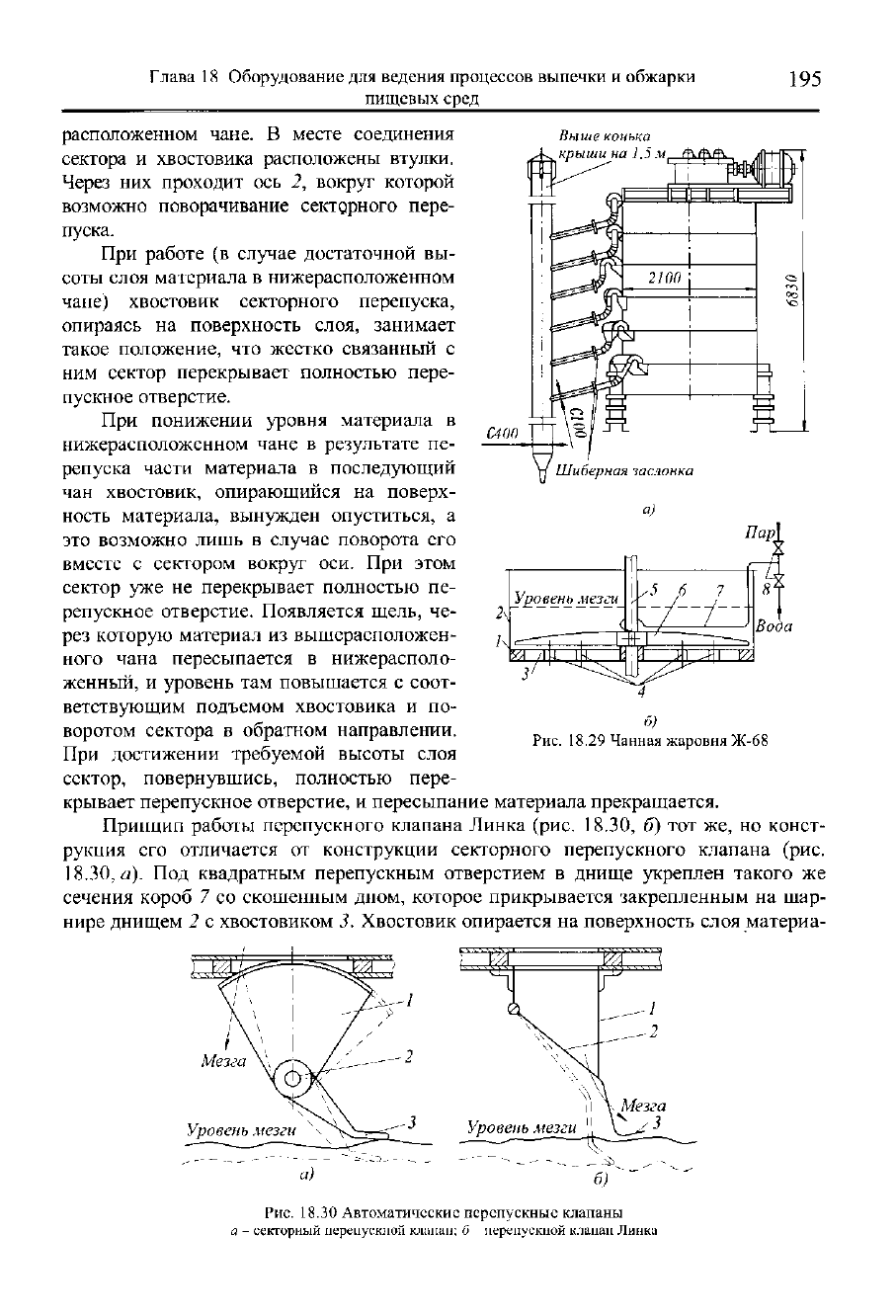
кными клапанами различного типа (рис. 18.30).
При секторном перепуске (рис. 18.30 а) сектор 7 с частью цилиндрической по-
верхности, перекрывающей квадратное перепускное отверстие, соединен в единое це-
лое с хвостовиком 3, в рабочем положении опирающимся на слой материала в ниже-
Глава 18 Оборудование для ведения процессов выпечки и обжарки
пищевых сред
195
Выше конька
крыши на 1,5 м
Шиберн
ая заслонка
расположенном чане. В месте соединения
сектора и хвостовика расположены втулки.
Через них проходит ось 2, вокруг которой
возможно поворачивание секторного пере-
пуска.
При работе (в случае достаточной вы-
соты слоя материала в нижерасположенном
чане) хвостовик секторного перепуска,
опираясь на поверхность слоя, занимает
такое положение, что жестко связанный с
ним сектор перекрывает полностью пере-
пускное отверстие.
При понижении уровня материала в
нижерасположенном чане в результате пе-
репуска части материала в последующий
чан хвостовик, опирающийся на поверх-
ность материала, вынужден опуститься, а
это возможно лишь в случае поворота его
вместе с сектором вокруг оси. При этом
сектор уже не перекрывает полностью пе-
репускное отверстие. Появляется щель, че-
рез которую материал из вышерасположен-
ного чана пересыпается в нижерасполо-
женный, и уровень там повышается с соот-
ветствующим подъемом хвостовика и по-
воротом сектора в обратном направлении.
При достижении требуемой высоты слоя
сектор, повернувшись, полностью пере-
крывает перепускное отверстие, и пересыпание материала прекращается.
Принцип работы перепускного клапана Линка (рис. 18.30, б) тот же, но конст-
рукция его отличается от конструкции секторного перепускного клапана (рис.
18.30,
а). Под квадратным перепускным отверстием в днище укреплен такого же
сечения короб 7 со скошенным дном, которое прикрывается закрепленным на шар-
нире днищем 2 с хвостовиком 3. Хвостовик опирается на поверхность слоя материа-
ла
б)
Рис.
18.29 Чанная жаровня Ж-68
.Мезга
б)"
Рис.
18.30 Автоматические перепускные клапаны
а - секторный перепускной клапан; б - перепускной клапан Линка
196
Часть II Машины и аппараты-преобразователи
пищевых сред
ла в нижерасположенном чане. Как и в описанном выше случае секторного перепус-
ка, при изменении уровня слоя материала в нижерасположенном чане днище пово-
рачивается на оси, и образующаяся щель позволяет материалу из вышерасположен-
ного чана пересыпаться в нижерасположенный.
При кондуктивном теплоподводе наибольшую температуру приобретают слои ма-
териала, примыкающие к греющей поверхности. Если не осуществлять отвод прогрето-
го материала, то интенсивность теплопередачи уменьшится, так как снизится движущая
сила процесса (разность температур), и появится опасность пригорания материала к по-
верхности нагрева. Для устранения указанных отрицательных явлений по геометриче-
ской оси чанов проходит вал, к которому в каждом чане крепятся двухлопастные ме-
шалки, называемые ножами. Нижняя плоскость ножей проходит практически вплотную
к днищу, поверхность которого, в связи с этим, протачивается на станке. Рабочая перед-
няя плоскость ножей, которая при вращении мешалки непосредственно оказывает дав-
ление на слой обрабатываемого материала, наклонена к горизонтальной плоскости под
углом от 28 до 60°. Ножи изготавливают из чугуна или стали в виде двух частей (двух
лопастей), которые соединены на валу с помощью стяжных болтов. В месте закрепле-
ния ножей на валу для предохранения их от проворачивания имеется шпонка.
Если оба этапа жарения проводят в чанной жаровне, то увлажнение осуществ-
ляется в верхнем чане. Применяют различные способы ввода влаги. Наиболее эф-
фективный, но в последнее время не используемый из-за конструктивной сложно-
сти,
осуществляется через лопасти мешалки - ножи.
Применяют подвод через трубу с отверстиями. Если просто разместить трубу
над слоем материала, распределение влаги по всей массе неэффективно, а подача
пара в этом случае не обеспечивает увлажнения. Размещение трубы внутри слоя да-
ет более эффективное увлажнение, но при этом надо помнить о возможности заби-
вания отверстий материалом. В связи с этим отверстия делают диаметром не более
3 мм и располагают их с противоположной стороны трубы по ходу движения мате-
риала. Для закрепления положения трубы в слое она крепится у стенки обечайки с
помощью специального кронштейна, а другой конец трубы заглушён и сгибается
петлей вокруг вертикального вала.
Техническая характеристика чанной жаровни Ж-68
Производительность, т/сут 150
Диаметр чана (внутренний), мм 2100
Высота чана, мм 528
Общая площадь поверхности нагрева чанов, м
2
33,5
Рабочее давление пара, МПа 0,6
Частота вращения мешалки, об/мин 32
Установленная мощность привода жаровни, кВт 30
Общая высота жаровни, мм 6830
Масса, кг 12000
Чаны в жаровне установлены один на другом, и на крышке верхнего чана нахо-
дится рама с приводом, включающим электродвигатель и редуктор. Вся жаровня
смонтирована на трех колоннах. Ведущий вал редуктора и вал жаровни соединены
продольно-свертной муфтой, в заточке которой подвешен вал, проходящий через
подшипники скольжения, расположенные в днищах чанов жаровни. Подшипники
Глава 18 Оборудование для ведения процессов выпечки и обжарки 197
пищевых сред
Производительность, кг/ч 2000
Площадь поверхности нагрева, м
2
45,5
Средняя масса масла в печи, кг 950±50
Расход пара при давлении
1,0...
1,2 МПа, кг/ч 1440
Продолжительность обжарки, мин
5...22
Скорость ленты, м/с 0,005...0,02
Расход воды, поступающей в охладитель, м
3
/ч 2
Суточный коэффициент сменности (расчетный) при
обжаривании кабачков 2
обжаривании баклажанов 6,6
Объем бака, м
3
:
напорного 1,6
фильтрационного 1,6
Установленная мощность электродвигателя, кВт 6,1
Габаритные размеры, мм 12 700x3640x3710
Масса, кг 10 500
Нагревательные камеры и охладители являются теплообменниками, состоящи-
ми из плоскоовальных труб, вваренных в прямоугольные коллекторы.
Разгрузочное устройство представляет собой каркас с размещенными на нем
приводной станцией и щитком, прикрывающим ленту конвейера, защитным кожу-
хом, вибратором и поддоном для стока масла; загрузочное устройство - каркас с
размещенными на нем натяжной станцией и защитным кожухом.
Конвейер состоит из двух валов с двумя цепными блоками каждый, натяжного
устройства, направляющих, двух шарнирных грузовых цепей с прикрепленной к
ним лентой с лотками из перфорированных листов.
Привод жаровни включает электродвигатель, два редуктора и тахогенератор,
привод элеватора «Гусиная шея» - электродвигатель и два редуктора.
Установка для транспортирования и фильтрации масла включает напорный и
фильтрующий баки, фильтр, консольно-моноблочный насос, поплавковый регулятор
и трубопроводы с запорной арматурой.
представляют собой чугунные стаканы с бронзовыми втулками, внутри которых име-
ются каналы для ввода консистентной смазки с помощью колпачковых масленок.
Для отвода паров, образующихся при сушке мезги в чанах жаровни, имеется ас-
пирационная система, которая представляет собой трубу-стояк, соединенную инди-
видуально с каждым чаном. Тяга в аспирационной системе естественная.
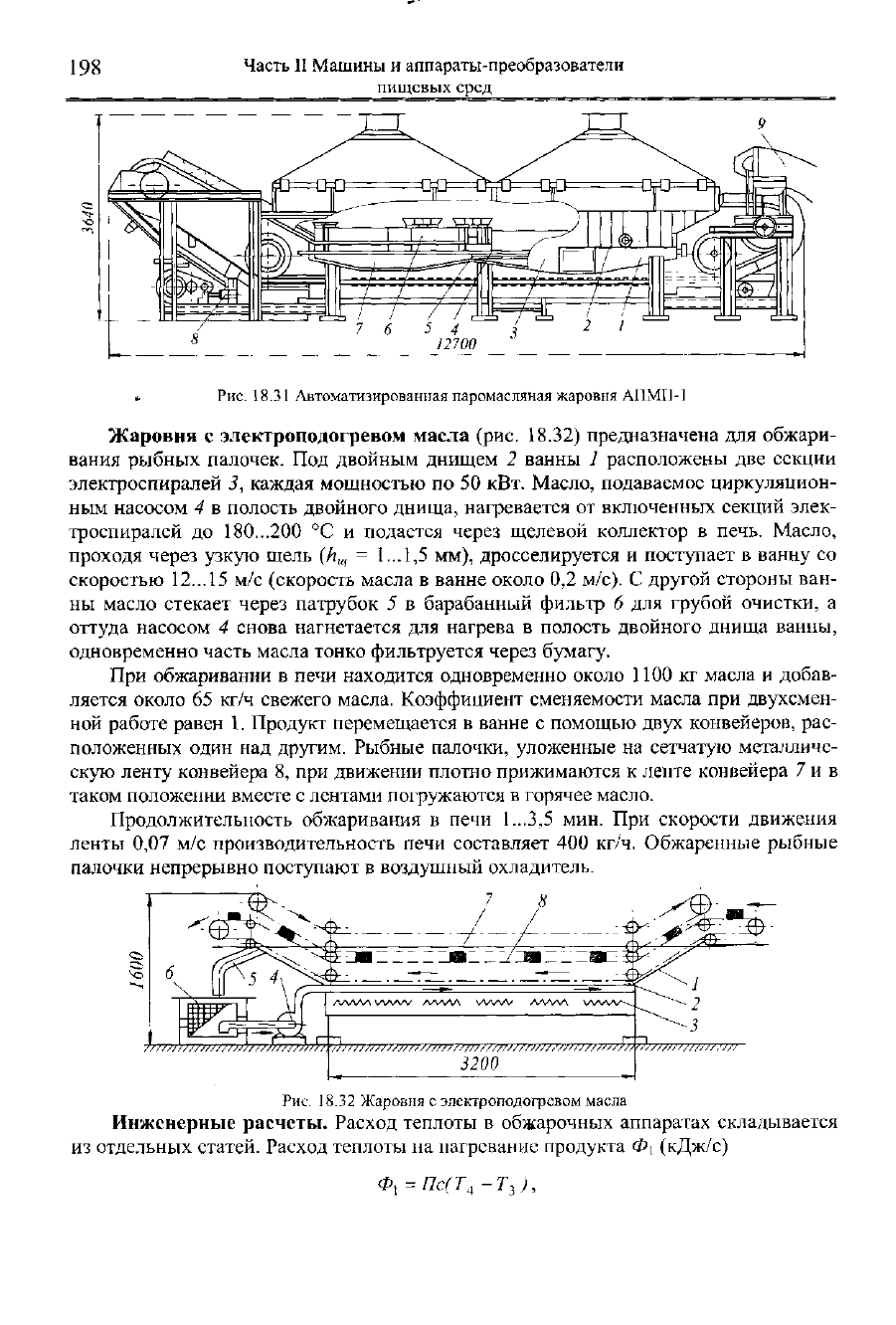
Автоматизированная паромасляная жаровня АПМП-1 (рис. 18.31) с автома-
тическим регулированием процесса обжаривания овощей при производстве овоще-
закусочных консервов состоит из загрузочного конвейера - элеватора «Гусиная
шея» 9, ванны 1, конвейера 2, привода печи 8, установки для транспортировки и
фильтрации масла, трубопроводов масла, пара и воды, помоста. Ванна печи пред-
ставляет собой каркас со стенками и днищем и разделена перегородкой 5 на два от-
сека J и 7. В комплект ванны входят нагревательные камеры 6, охладители 4, коры-
тообразный кожух, барботеры, вытяжные зонты. Снаружи ванна изолирована теп-
лоизолирующим слоем с деревянной обшивкой.
Техническая характеристика паромасляной печи АПМП-1
198
Часть II Машины и аппараты-преобразователи
пищевых сред
t Рис. 18.31 Автоматизированная паромасляная жаровня АПМП-1
Жаровня с электроподогревом масла (рис. 18.32) предназначена для обжари-
вания рыбных палочек. Под двойным днищем 2 ванны 1 расположены две секции
электроспиралей 3, каждая мощностью по 50 кВт. Масло, подаваемое циркуляцион-
ным насосом 4 в полость двойного днища, нагревается от включенных секций элек-
троспиралей до 180...200 °С и подается через щелевой коллектор в печь. Масло,
проходя через узкую щель (к
щ
=
1...
1,5 мм), дросселируется и поступает в ванну со
скоростью 12...15 м/с (скорость масла в ванне около 0,2 м/с). С другой стороны ван-
ны масло стекает через патрубок 5 в барабанный фильтр 6 для грубой очистки, а
оттуда насосом 4 снова нагнетается для нагрева в полость двойного днища ванны,
одновременно часть масла тонко фильтруется через бумагу.
При обжаривании в печи находится одновременно около 1100 кг масла и добав-
ляется около 65 кг/ч свежего масла. Коэффициент сменяемости масла при двухсмен-
ной работе равен 1. Продукт перемещается в ванне с помощью двух конвейеров, рас-
положенных один над другим. Рыбные палочки, уложенные на сетчатую металличе-
скую ленту конвейера 8, при движении плотно прижимаются к ленте конвейера 7 и в
таком положении вместе с лентами погружаются в горячее масло.
Продолжительность обжаривания в печи
1
...3,5 мин. При скорости движения
ленты 0,07 м/с производительность печи составляет 400 кг/ч. Обжаренные рыбные
палочки непрерывно поступают в воздушный охладитель.
3200
Рис.
18.32 Жаровня с электроподогревом масла
Инженерные расчеты. Расход теплоты в обжарочных аппаратах складывается
из отдельных статей. Расход теплоты на нагревание продукта Ф\ (кДж/с)
Ф,
=Пс(Т,-Т
ъ
),
Глава 18 Оборудование для ведения процессов выпечки и обжарки 199
пищевых сред
где П - производительность печи по сырью, кг/с; с
—
удельная теплоемкость продук-
та, кДж/(кгК); Г
3
и
Та
- начальная и конечная температура продукта, К.
Расход теплоты на испарение влаги при обжаривании Ф
2
(кДж/с)
Ф
2
=0,01Пх
и
г,
где х
и
- истинный процент ужарки; г - удельное количество теплоты, расходуемое
на испарение, кДж/кг.
Расход теплоты на нагревание сеток Фз (кДж/с)
Ф
3
=
П/т
пр
т
с
с
1
(Т
2
-Т
0
),
где m
np
- масса продукта в одной сетке, кг; т
с
- масса одной сетки (т
с
=3..
.6 кг); с\ -
удельная теплоемкость стали, кДж/(кг-К); Т
2
- средняя температура активного слоя
масла, К; Т
0
- начальная температура сеток, К.
Расход теплоты на нагревание доливаемого масла Ф
4
(кДж/с)
0
4
=o,omQc
2
(T
2
-T
l
),
где Q - расход масла на обжаривание сырья, % к массе сырья; с
2
- удельная тепло-
емкость масла, кДж/(кг-К); Т\ - начальная температура масла, К.
Расход теплоты на нагревание охлаждающей воды
Ф$
(кДж/с)
Ф
5
= Пс
в
д
в
(Т
6
-Т
5
),
где с
в
- удельная теплоемкость воды, кДж/(кг-К); q
e
- удельный расход охлаждаю-
щей воды, кг на 1 кг сырья; Т
5
и
Ть
- начальная и конечная температура охлаждаю-
щей воды, К.
Потери теплоты в окружающую среду путем конвекции и лучеиспускания
Фб
(кДж/с)
0
6
=F
a
a
o
(T
7
-T
e
),
где F
a
- площадь поверхности аппарата, м
2
;
гхо
- суммарный коэффициент теплоот-
дачи конвекцией и лучеиспусканием, кВт/(м К); Ту - температура на поверхности
аппарата, К; Т
в
- температура воздуха, К.
Общий расход теплоты
Ф
0
б
щ
(кДж/с)
Фовщ =
Ф\
+
Ф
2
+
Ф
3
+ Ф
4
+ Ф
5
+
Ф
6
•
Площадь поверхности нагрева печи F (м
2
)
F = 0
o6ui
/(kAT).
По площади поверхности нагрева устанавливают размеры нагревательной камеры.
Расход пара в обжарочном аппарате D„ (кг/с)
d„
=ф
0
бщ/а-1
к
),
200
Часть II Машины и аппараты-преобразователи
пищевых сред
где / и
i„
- удельная энтальпия пара и конденсата, Дж/кг.
Производительность обжарочного аппарата П (кг/с) может быть найдена из
уравнения общего расхода теплоты:
П
=
[Fk(T
n
-Т
2
)-Ф
6
]/[с(Т
А
-Т
ъ
)
+
0,0\х
и
г
+
т
с
/т
пр
с
х
(Т
2
-Т
0
)
+
+ 0,0lQc(T
2
-T
l
)
+
c
t
q
e
(T
a
-T
5
)J ,
где к - коэффициент теплопередачи, Вт/(м
2
К);
Т„
- температура греющего пара, К.
Производительность печей для запекания П
3
(кг/с) определяется в виде
П
3
=
(zma)/х
3
,
где z - число рам; а - число изделий, навешиваемых на одну раму; т - масса одного
изделия, кг; х
3
- продолжительность запекания, с.
Продолжительность сушки т
с
(с) от начальной W
H
до конечной влажности мез-
ги W
K
определяется по формуле
х
с
=
2,66-10
8
(lgW
H
-lgW
K
)/[r
3
(2,669-/g#X0,554co + l)] ,
где Т - температура греющей поверхности (принимается равной температуре кон-
денсации насыщенного водяного пара и берется из таблиц водяного пара в зависи-
мости от давления греющего пара Ргр), К; Н - высота слоя материала в чане, мм;
со
-
угловая скорость вращения мешалки, с" (со = ли/30, где п - частота вращения ме-
шалки, мин
-1
).
Определение продолжительности жарения в общем случае х
ж
(с) в жаровне
где п
ч
- число чанов в жаровне.
Чтобы определить диаметр и высоту чана жаровни, необходимо вначале опре-
делить продолжительность нахождения мезги в одном чане
Х\
Задаваясь необходимой производительностью жаровни по мятке (Я, т/сут), на-
ходим массу мезги т
ж
(кг), обрабатываемой в одном чане
т
ж
=Ят1000/(24-60).
При принятых Н и р
м
массу материала в чане можно определить как
m
x
=(nD
2
/4)НЛ0-
Ъ
р
м
,
где D
—
диаметр чана жаровни, м; Я - высота слоя материала в чане, мм; p
v
, - объем-
ная масса мезги, кг/м
3
(р„ = 450 кг/м
3
).
Отсюда можно определить диаметр чана жаровни