Анненков Ю.М. и др. Основы электротехнологий: практикум
Подождите немного. Документ загружается.

каф. ЭИКТ ЭЛТИ ТПУ
51
Таблица.
Влияния вида сушки на массу неметаллического материала.
Масса образца, гр Материал
образца
Время
сушки, с
ВЧ сушка Конвекционная
сушка
0
15
30
Кабельая
бумага
…
0
15
30
Керамика
….
2.4. Контрольные вопросы
1. Изложить физические основы ВЧ-нагрева.
2. Привести основные разновидности ВЧ-технологий и их особенности.
3. Перечислить и пояснить преимущества ВЧ-технологий.
2.5. Литература
1. Нетушил А.В., Жуховицкий Б.Я., Кудрин В.Н., Парини Е.П.
Высокочастотный нагрев диэлектриков и полупроводников.- М.-Л.:
Госэнергоиздат, 1959.- 480 с.
2.
Княжевская Г.С., Фирсова М.Г. Высокочастотный нагрев ди-
электрических материалов. Библиотека высокочастотника-термиста.-
Л.: Машиностроение, 1980.- 71 с.
3.
Булюбаш Б.В., Гуревич В.З. Электричество и тепло.- М.:Наука,
1978.- 174 с.
4.
Яковлев П.Б. Электротехнологии: уч. пособие.- М.: МЭИ, 1978.-
174 с.

каф. ЭИКТ ЭЛТИ ТПУ
52
УЛЬТРАЗВУКОВАЯ ПРОШИВКА ТВЕРДЫХ МАТЕРИАЛОВ
1.ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1.1. Характеристики ультразвуковых волн
Раздел физики, в котором рассматриваются свойства звуковых волн,
закономерности их возбуждения, распространение и взаимодействие с
встречными препятствиями, называется акустикой.
Процесс распространения в сплошной среде упругих колебаний зву-
ковой частоты образуют звуковую (акустическую) волну.
В зависимости от частоты различают колебания инфразвуковые
(f колебаний не превышает 10 – 15 Гц и человек его не воспринимает),
звуковые (f = 20 - 18
⋅10
3
Гц, человек воспринимает в форме слышимых
звуков), ультразвуковые (f = 10
4
– 10
7
Гц) и гиперзвуковые (f > 10
7
Гц).
Гармоническое волновое движение, к которому относятся и ультраз-
вуковые колебания, характеризуется длиной волны (λ) и амплитудой
колебаний (А). Длина волны определяется частотой (f) и скоростью
распространения (с):
f
с
=
λ
, (1)
Наиболее значимыми параметрами среды, определяющими распро-
странение ультразвуковых волн, являются плотность и упругость среды.
В зависимости от упругих свойств среды в ней могут наблюдаться
продольные и поперечные звуковые колебания. В жидкостях и газах
распространяются только продольные волны, в твёрдых телах наряду с
продольными возникают и поперечные волны, т.к.
твёрдые тела обла-
дают упругостью формы, т.е. стремятся сохранить свою форму при воз-
действии на них механических сил. Для ультразвуковой обработки
наиболее интересны продольные упругие колебания в твердых телах.
Скорость распространения упругих колебаний в твердых телах опре-
деляют по формуле:
ρ
E
с = , (2)
где Е - модуль продольной упругости, Па;
ρ - плотность среды, кг/м
3
.
Распространение в упругой среде продольных звуковых волн связа-
но с объёмной деформацией. Колебания частиц среды приводят к воз-
никновению в среде меняющегося во времени и пространстве избыточ-
ного давления. Давление, вызываемое деформацией среды, называется
звуковым давлением:

каф. ЭИКТ ЭЛТИ ТПУ
53
⎟
⎠
⎞
⎜
⎝
⎛
−⋅⋅⋅⋅⋅=
c
x
tcosAcP
зв
ωωρ
(3)
где А – амплитуда колебаний;
ω - круговая частота;
R
i
= ρ
i
⋅с
i
- волновое сопротивление среды.
При распространении в материале звуковой волны происходит пере-
нос энергии упругой деформации и отсутствует перенос вещества, т.к.
положения равновесия, около которых совершают колебания частицы,
не перемещаются. Поток энергии звуковой волны определяется суммой
кинетической (колебательное движение частиц) и потенциальной (де-
формация) энергии колеблющихся частиц.
Энергия, переносимая звуковой
волной через единицу площади,
перпендикулярную направлению распространения волны, за единицу
времени, называемая интенсивностью звуковых колебаний или силой
звука:
2
Ac
cEI
22
⋅⋅⋅
=⋅=
ωρ
c2
P
2
max
зв
ρ
=
, [Вт/см
2
]. (4)
Если звуковая волна распространяется в активной среде и попадает
на границу раздела со второй средой, то часть энергии волны будет от-
ражаться в первую среду, а остальная энергия проходит во вторую сре-
ду. Соотношение между значениями отражённой и прошедшей энер-
гии определяется волновым сопротивлением сред и называется
коэф-
фициентом отражения
(R):
2
12
12
0
отр
RR
RR
I
I
R
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+
−
== (5)
где R
1
и R
2
- волновые сопротивления сред.
При отражении волны от граничной поверхности в волновом поле
возникает интерференция, т.е. наложение падающей и отражённой
волн. В результате суперпозиции двух бегущих синусоидальных волн
одинаковой амплитуды и частоты возникает
стоячая волна. В отличие
от бегущей волны стоячая волна не передаёт энергию, а только выделя-
ет её в определённом месте, причём кинетическая энергия колебаний
переходит в упругую (потенциальную) энергию и обратно.
Другая часть звуковой волны поглощается и распространяется в
теле. При распространении звуковой волны в упругой среде, обладаю-
щей сопротивлением, происходят необратимые
потери энергии. В
жидкостях и газах потери происходят из-за внутреннего трения (вязко-
сти) и теплопроводности. В твёрдых телах появляются дополнительные
каф. ЭИКТ ЭЛТИ ТПУ
54
потери на упругий гистерезис и пластическую деформацию. Поэтому
сильно поглощают УЗ газы, меньше – жидкости и ещё меньше – твёр-
дые тела.
Преобразование энергии волны в другие виды энергии, происходя-
щие при распространении волны в среде, называется
поглощением вол-
ны
.
Поглощение звуковой волны характеризуется её затуханием, т.е.
падением интенсивности звука (I) при удалении от источника колеба-
ний, и описывается законом Бугера – Ламберта:
(
)
xк2
0
eR1II
⋅
−
⋅−⋅= , (6)
где I
0
– интенсивность падающей волны;
R - коэффициент отражения;
к - коэффициент поглощения.
Чем больше коэффициент поглощения, тем меньше расстояние х, на
протяжении которого амплитуда колебаний уменьшится в
е раз, т.е. бы-
стрее протекает затухание колебаний.
1.2. Основы ультразвуковой размерной обработки
Ультразвуковыми методами обработки принято называть группу
технологических процессов и операций, разнообразных по своему на-
значению и осуществляемых различными способами, но обязательно в
присутствии механических упругих колебаний УЗ частоты. В одних
процессах УЗ колебания непосредственно используют как средство ин-
тенсификации процессов, протекающих независимо (электрохимиче-
ских или химических процессов осаждения металлов), в других
– для
передачи в зону обработки необходимого количества энергии (размер-
ная обработка твёрдых тел). То есть, под размерной ультразвуковой
обработкой понимают управляемое разрушение обрабатываемого мате-
риала в результате импульсного ударного воздействия на материал в
абразивной среде.
Ультразвуковая размерная обработка применяется для изготовления
и доводки вырубных, высадочных и чеканочных матриц, обработки
твёрдосплавных
фильер, изготовления деталей из хрупких и твёрдых
материалов, клеймения и гравирования деталей и т.д.
Отечественная промышленность производит разнообразные модели
УЗ станков, но, несмотря на различия во внешнем оформлении и разме-
рах, все станки схожи в наличии и расположении основных узлов
(рис.1).
Для питания ультразвуковых преобразователей применяются генера-
торы, преобразующие
напряжение промышленной частоты в напряже-
каф. ЭИКТ ЭЛТИ ТПУ
55
ние УЗ-ой частоты. В качестве источников питания УЗ установок в ос-
новном применяют ламповые и полупроводниковые генераторы с ра-
бочими частотами (килогерцы): 18, 22, 44, 66 и 78.
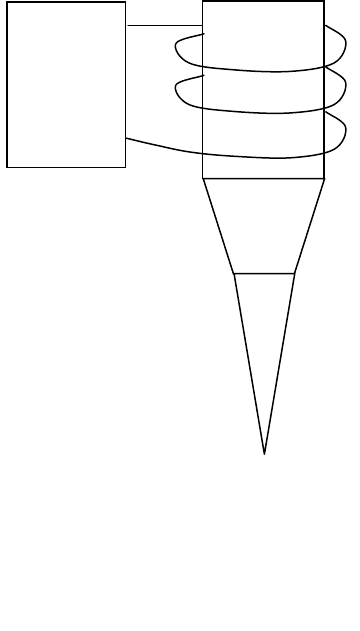
Важнейшей частью ультразвуковых
установок является колебательная систе-
ма, состоящая из электроакустического
преобразователя, концентратора и инст-
румента.
Электроакустические преобразователи
служат для превращения электромагнит-
ной энергии, подводимой
в форме пере-
менного тока некоторой частоты, в меха-
ническую в форме упругих механических
колебаний той же частоты. В УЗ-ом диа-
пазоне применяют в основном магнито-
стрикционные и пьезоэлектрические
преобразователи:
•
магнитострикционные преобразова-
тели, основаны на использовании прямо-
го, продольного магнитострикционного
эффекта, т.е. изменении линейных раз-
меров материала под действием внешне-
го магнитного поля. Магнитострикция,
возникающая при намагничивании кри-
сталла внешним магнитным полем, обусловлена деформацией кристал-
лической решётки в результате смещения границ доменов и вращения
векторов намагниченности. Основные узлы магнитострикционного
преобразователя
- сердечник из магнитострикционного материала и на-
несенная на него обмотка, по которой протекает электрический ток. В
результате вокруг проводника создаётся магнитное поле.
•
пьезоэлектрические преобразователи, основаны на обратном пьезо-
электрическом эффекте, т.е. если к металлическим обкладкам кварцевой
пластины подвести электрическое напряжение (электрическое поле) от
источника тока, то в пластине возникнут механические напряжения, и
она изменит свои размеры, как бы сжимаемая внешней силой.
Обычно удлинение, полученное с помощью преобразователей очень
мало, но в режиме
гармонических колебаний амплитуду последних
можно значительно увеличить, используя явление механического резо-
нанса, т.е. когда частота вынуждающей силы (генератор) совпадает с
собственной частотой колебательной системы (преобразователь, кон-
Генератор
1
2
3
Рис. 1 Основные узлы ульт-
развуковой установки
:
1 – электроакустический преоб-
разователь, 2 – концентратор ,
3 - инструмент
каф. ЭИКТ ЭЛТИ ТПУ
56
центратор, инструмент) и на её длине укладывается чётное число полу-
волн.
Однако, даже в резонансном режиме, амплитуда торца магнитост-
риктора не превышает 5-10 мкм. Чтобы увеличить амплитуду колебания
до необходимого (30-80 мкм), к торцу магнитострикционного преобра-
зователя крепится акустический трансформатор скорости (концентра-
тор), который концентрирует звуковую энергию на конце меньшего
диаметра,
что приводит к увеличению амплитуды. При УЗ обработке
применяют конусный, экспоненциальный, катеноидальный и ступенча-
тый концентраторы. Для каждого из них характерен свой закон изме-
нения сечения по длине и распределение амплитуд смещений. Общим
для всех является трансформация механических колебаний малой ам-
плитуды, подводимых к большой площади, в механические колебания
большой амплитуды
, возникающие на малой площади.
Концентратор соединяет преобразователь энергии с инструментом
.
Концентратор и инструмент можно рассматривать как элементы еди-
ной колебательной системы, а всю систему в целом как трансформатор
упругих колебаний.
В пространство между инструментом и обрабатываемой поверхно-
стью подаётся абразивная суспензия, состоящая из жидкости и абрази-
ва.
В качестве жидкости, несущей абразив, обычно используют воду,
обладающую малой вязкостью, удовлетворительной смачивающей спо
-
собностью и хорошими охлаждающими свойствами. Жидкость приме-
няется для циркуляции суспензии в рабочей зоне, выноса выколотых
частиц и изношенных абразивных зёрен, доставки свежего абразива.
Решающую роль в формообразовании играют зёрна абразива. Зёрна аб-
разива выполняют функцию режущего инструмента, поэтому они по
твёрдости должны не уступать обрабатываемому материалу. Для УЗ
обработки
обычно применяют карбид бора, который хорошо смачивает-
ся водой и благодаря сравнительно небольшой плотности удовлетвори-
тельно переносится жидкостью, карбид кремния и электрокорунд при-
меняют для изготовления изделий из стекла, германия и материалов,
которые хорошо обрабатываются УЗ. Зерна абразива (d
а
=10÷ 300 мкм)
под действием удара вибрирующего инструмента производят обработку
(выкалывание частиц материала). В результате в заготовке копируется
форма рабочего инструмента.
Производительность ультразвуковой обработки, например процесса
прошивки, (Q) определяется амплитудой колебаний, зернистостью абра-
зива, глубиной обработки, величиной усилия подачи:
Q = К(А
2
F)
а .
f
в
.
F, (7)
каф. ЭИКТ ЭЛТИ ТПУ
57
где К- коэффициент, зависящий от концентрации абразивных частиц
в суспензии, твердости обрабатываемого материала и абразива, а также
среднего размера зерна абразива;
А - амплитуда колебаний торца инструмента;
Р- усилие прижима, равное Р
1
/F (Р
1
- постоянное усилие прижима, F-
площадь торца инструмента).
а и в
– коэффициенты, зависящие от условий обработки;
f – частота ультразвука
S – площадь рабочей части инструмента
Чем больше амплитуда и частота колебаний, тем больше производи-
тельность обработки. Амплитуда колебаний максимальна в том случае,
когда в системе наступает резонанс. Настройка частоты генератора на
0,5 процента от резонансной вызывает уменьшение амплитуды колеба-
ний вдвое, а это влечет за
собой уменьшение производительности в 2-4
раза.
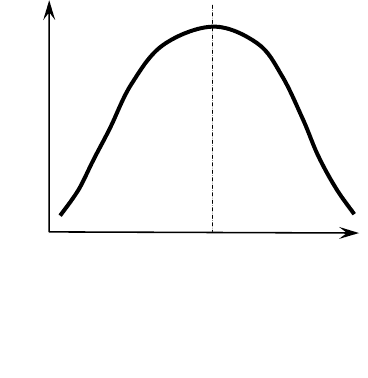
Оптимальная амплитуда колебаний инструмента и производитель-
ность УЗ обработки связаны со средним размером (d
а
) абразивного зер-
на (рис. 1).
Уменьшение размера зерна вызыва-
ет снижение производительности, осо-
бенно если размер зерна меньше ампли-
туды колебаний. С другой стороны,
чем меньше зерно, тем выше точность
обработки. С увеличением размера
частичек абразива растет объём мате-
риала, выкалываемого на детали, сле-
довательно, и производительность об-
работки. Однако при
этом снижается
чистота обрабатываемой поверхности.
По мере углубления инструмента в де-
таль ухудшается доступ частиц абразива под рабочий торец инструмен-
та и производительность обработки падает. В процессе работы проис-
ходит интенсивное дробление абразивных зёрен, поэтому производи-
тельность в начале обработки может быть выше, чем в конце.
На производительность в значительной
степени влияет и концентра-
ция абразива в суспензии. При оптимальной концентрации (массовое
отношение абразива к воде 1:1 ….. 1:2) по всей обрабатываемой по-
верхности укладывается один слой зёрен абразива. При чрезмерной
концентрации абразивной суспензии в рабочей зоне абразив будет рас-
полагаться в несколько слоёв, и эффективность процесса снижается.
100
П
d
a
,мк
Р
ис. 1 Влияние размера абра-
з
ива на производительность
УЗ об
р
аботки
каф. ЭИКТ ЭЛТИ ТПУ
58
Производительность процесса определяется также механическими па-
раметрами обрабатываемого материала – прочностью, хрупкость.
2. ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
2.1. Цель и задачи работы
- Закрепить теоретические знания по ультразвуковой обработке ма-
териалов, ознакомиться с устройством установки ультразвуковой обра-
ботки и принципом ее работы, уяснить основные закономерности про-
цесса ультразвуковой прошивки материалов.
- Определить производительность ультразвуковой прошивки мате-
риала в зависимости от
зернистости абразива,
твердости материала и
мощности ультразву-
кового воздействия.
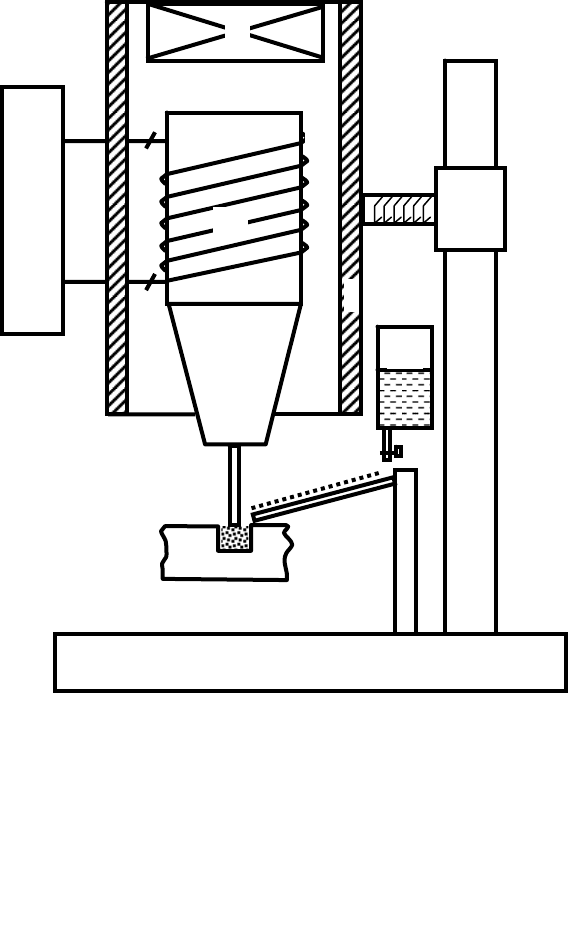
2.2. Принципиаль-
ная схема экспери-
ментальной установ-
ки.
Установка (рис. 2)
предназначена для
ультразвукового свер-
ления пластин различ-
ных твердых материа-
лов (металлов, камней,
стекол, ферритов и т.п.)
с применением абра-
зивных порошков и со-
стоит из ультразвуко-
вого генератора (1),
магнитострикционного
преобразователя (3) с
обмоткой (2), вентиля-
тора (4), концентратора
колебаний (5), инстру-
мента (6). Колебатель-
ная система укреплена
в корпусе (7), закреп-
ленном на
стойке (8)
1
2
5
6
8
11
10
12
3
4
9
7
Рис.2. Принципиальная схема ультразвуковой
установки: 1 – источник питания, 2 – магнитост-
рикциионный преобразователь, 3 – обмотка,
4 – вентилятор, 5 – концентратор колебаний,
6 – инструмент, 7 – корпус, 8 – стойка,
9 – станина, 10 – лоток с абразивом, 11 – бак с
водой
,
12 – об
р
абатываемый мате
р
иал.
каф. ЭИКТ ЭЛТИ ТПУ
59
станины (9). Абразивная суспензия создается на лотке от емкости водой
(10).Ультразвуковое сверление происходит следующим образом: элек-
трический ток ультразвуковой частоты от ультразвукового генератора
поступает на обмотку нагрузки - преобразователя , в ферритовом сер-
дечнике которой создаются магнитные потоки. Для предохранения маг-
нитостриктора от перегрева он охлаждается струей воздуха от вентиля-
тора (4). Под
действием этих потоков ферритовый сердечник изменяет
свои линейные размеры, механические колебания передаются акустиче-
скому концентратору , выполненному в виде экспоненциального конуса
из малоуглеродистой стали, а затем рабочему инструменту. В место со-
прикосновения рабочего инструмента с материалом (11) подается с лот-
ка от емкости водно-абразивная смесь, которая совместно с рабочим ин-
струментом
и совершает прошивку материала.
Технические данные установки:
Мощность генератора, кВт
выходная 0,75
потребляемая 0,85
Напряжение, В
выходное регулируемое 150
питающее сетевое 220
Частота, Гц
генератора регулируемая (18-24)
.
1000
питающее сетевое 50
Габаритные размеры, мм
генератора 200
.
150
.
350
трансформатора со стойкой 300
.
300
.
500
Масса, кг 8
Скорость сверления в зависимости от твердости
и вязкости материала, см/мин 0,1-3
2.3. Порядок работы
Прежде чем включить генератор, необходимо произвести следующие
подготовительные работы:
- соединить нагрузку-преобразователь с генератором при помощи ка-
беля, идущего вместе с генератором;
- подготовить к работе материал, подлежащий сверлению;
- убедиться в том, что рабочий инструмент хорошо впаян в переход-
ник, а последний плотно соединен с концентратором;
- резиновый носик лотка от
емкости с водой прижать к середине уз-
кой части переходника;
- насыпать в лоток абразив;
каф. ЭИКТ ЭЛТИ ТПУ
60
- отрегулировать подачу водно-абразивной смеси в рабочую зону та-
ким образом, чтобы с рабочего инструмента были частые капли или
тонкая струйка;
- включить штепсельную вилку питания генератора в сеть с напряже-
нием 220 В, 50 Гц, при этом должны заработать вентилятор генератора
и вентилятор нагрузки.
Собственно работа заключается в следующем:
- перевести
тумблер «сеть» в верхнее положение и нажать кнопку
«С». При этом лампочка над кнопкой должна перестать мигать.
- нажать кнопку «1», что означает выбор минимальной мощности
электрического сигнала.
- ручками генератора «Регулировка частоты- грубо/плавно» подоб-
рать рабочий режим, обеспечивающий эффективную работу по про-
шивке материала (состояние резонанса системы). Этому режиму будет
соответствовать появление с кончика переходника «зонтик» из водно-
абразивной пыли.
- по прибору для регистрации частоты ультразвуковых колебаний
осуществлять постоянный контроль за сохранением системой резонанс-
ного состояния.
- поднести к рабочему инструменту материал № 1 и начать его про-
шивку.
- зафиксировать в рабочем журнале время прошивки.
- поочередно нажатием кнопок «2», «3», «4», «5» изменяя мощность
ультразвукового воздействия, произвести прошивку этого же материала
с фиксацией времени прошивки.
- аналогично произвести прошивку материалов № 2, 3 при использо-
вании мощности генератора, соответствующей нажатию кнопок «1»,
«2», «3», «4», «5». Данные по времени прошивки записать в журнал.
- при мощности генератора, соответствующей нажатию кнопки № 3,
вывести систему из резонанса (на 1 % от значения резонансной частоты)
поворотом одной
из ручек настройки частоты на панели генератора и
прошить материалы № 1, № 2, № 3 с фиксацией времени обработки.
- для окончания работы выключить генератор тумблером «Сеть» и
отключить от розетки шнур питания - перекрыть подачу воды.
2.4. Оформление результатов работы
По результатам измерения заполнить таблицу.
Построить зависимость скорости прошивки материалов от мощности
генератора и установить зависимость эффективности прошивки от на-
личия резонансной частоты.