Журнал - The Engine Yearbook 2005
Подождите немного. Документ загружается.

Leon Lau – Technician
Component Maintenance
Tony Silva – Supervisor
Engine Maintenance
Brian Dunn – Technician
Component Maintenance
Joanne Borg – Supervisor
Engine Maintenance
Henry Clemings – Technician
Component Maintenance
©2004 United Air Lines, Inc. All Rights Reserved.
You’re not just getting a part.
You’re getting a partner.
You need avionics and component repairs you can count on: High-tech services that provide
precision repairs and testing performed by highly skilled technicians. You need components serviced
promptly, because down-time is something no one can afford—no matter where your aircraft happens to
be. Think of it: A global network of avionics, components, and parts, expertly and safely maintained to meet
your needs.
You need United and our host of avionics and component support solutions, from loans and exchanges
to repair services for your B777/747/ 767/757/737 and A320/319 fleets.
As an MRO business, we are driven to deliver operational reliability, superior cycle times, and the most
competitive prices available in our industry.
United parts and United people: It’s a partnership designed to keep you flying at your best.
So visit unitedsvcs.com or call 650-634-7977 today. And meet a few more people who want
to work for you.
–GregHall
Senior Vice President
United Services
ATE&M_Components 8/2/04 2:06 PM Page 1
30 minutes or less. The goal is to be
able to replace all LRUs within 15
minutes, by the time the engine enters
service.
At the customer focus events, Pratt
introduced airline and lease company
representatives to the way engine
controls and externals could be
replaced quickly. Demonstrations
included replacing a number of
externals, such as the igniter plug,
fuel filter, starter speed sensor and
hydraulic case drain filter.
Replacement times for these LRUs
and others in the demonstrations
ranged from three to 11 minutes. At
these hands-on events, airline
engineering and maintenance
representatives were able to make
suggestions during actual
maintenance procedures. During
these sessions, customer
representatives offered upwards of 50
requests for improvements in the
design.
Consequently, Pratt engineers went
back to the drawing board to
incorporate many enhancements to
improve maintainability, such as the
following:
■ No requirement to rig the variable
vanes, TCC actuator or the 2.5 bleed
system: a typical feature of past
engine designs;
■ Modular, compact gearbox and
cored gearbox passages which
reduce the amount of external
plumbing;
■ Fuel pump and fuel control
mounted on single fuel manifold,
eliminating fuel inlet and outlet
tubes for quick replacement;
■ External arrangement identical for
left- or right-hand engine
installation;
■ All borescope inspection ports on
high-pressure compressor optimised
for easy access from the ground;
■ Reusable face seals at all LRU
interfaces;
■ Flex joints to be employed in the
starter and ECS ducts to allow
removal of LRUs without removing
the ducts; and
■ Fuel, oil and hydraulic filters should
be located in same area and be
accessible from the ground.
In addition, an innovative approach
to engine diagnostics provides engine
monitoring reports that are printed in
clear language for efficient
troubleshooting on the flight line.
Messages printed in the cockpit use the
same abbreviations as seen in the
engine manual and engine maintenance
manual. Reports will provide the
suspect component’s name and
functional identification number as part
of the message. Instead of using a code,
such as ‘En-4004EN,’ for example, the
message says, ‘OIL TEMP SNSR.’
Maintenance costs will also be lower
because of the uniformity of the life
spans of the major rotating parts. All
life-limited parts (LLPs) have a uniform
life span of 25,000 flight cycles. On
competitors’ engines, various LLPs need
to be replaced at different times — one
at 10,000 cycles and another at 15,000
cycles. But on the PW6000, all of the
LLPs are designed to last until 25,000
cycles, simplifying maintenance and
fleet management for operators.
Another key factor contributing to
lower maintenance costs is the high
debris rejection rate of 95 per cent. A
number of design features prevent
10
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
layer, which means they do not have
to be removed to swap a part. The
configuration of the LRUs means that
most of them can be replaced in 15
minutes or less using a minimum
number of hand tools. At a customer
focus event at Bradley International
Airport in Pratt & Whitney’s home
state of Connecticut, the company
demonstrated that 75 per cent of the
LRUs could be replaced in 15 minutes
or less - and that 90 per cent required
The PW6000 series is designed to
provide robust engines for
aircraft operating in the
demanding shorthaul, quick-
turnaround environment.Aircraft
powered by the PW6000 will
make one- to two-hour flights as
many as 10 to 12 times a day.
EYB2005_1 7/9/04 8:44 am Page 10
11
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
debris from entering the core of the
engine and causing parts to wear
prematurely. As a result, the high debris
rejection rate maximises time on-wing.
A number of design features contribute
to the high debris rejection rate. The fan
blade design incorporates high root
stagger to prevent debris from entering
the engine core, and a low aspect ratio
and wide-chord design provide
resistance to foreign object damage. In
addition, the full annual bleed provides
maximum opportunity for core dirt
rejection, and the bleed’s position
behind the rotor takes advantage of low-
pressure compressor centrifuging of dirt
for maximum debris rejection.
Time on-wing is also extended
because the PW6000 runs at lower
temperatures than other P&W engines.
The cooler operating environment in
the high-pressure turbine means key
parts will last longer. This section of the
engine runs cooler by as much as 300˚F
(149˚C) than the same section in other
P&W engines. Another factor affecting
time on wing is the exhaust gas
temperature (EGT). The ability of the
PW6000 to retain ample EGT margin
over an extended time period is one of
the features that allow the engine to
reach 12,000 flight cycles before being
pulled off wing for overhaul. The
engine will effectively never be pulled
off wing for reaching the EGT limit
during typical operation.
As a result of these improvements,
maintenance costs will be considerably
lower than for engines competing with
the PW6000. Costs are projected at 30
per cent less per engine flight hour
than the competing engine on the A318
and 40 per cent less per engine flight
hour than the competing engine on the
Boeing 717. These calculations are
based on the engines flying at their
design mission.
Another money-saving factor for
aircraft operators is the environmentally
responsible design of the PW6000.
Advancements in the control of noise
and emissions will have a positive
impact on operating costs while
responding to societal concerns. The
engine meets all current and planned
noise and emissions requirements of the
International Civil Aviation
Organisation (ICAO). Cleaner-burning
engines will enable aircraft to escape
emissions-related surcharges and avoid
premature retirement from failure to
meet future standards. In fact, emission
levels are not only below the ICAO
requirement for December 31, 2003, but
are also well below the requirement to
take effect December 31, 2007.
The PW6000 will meet Stage 4 noise
requirements, which become effective
in January 2006, with substantial
margin. This means the engine will
enable operators to continue to comply
with noise regulations for a long time to
come. A number of design features are
responsible for controlling the noise,
including a long-duct nacelle with a
forced mixer.
The PW6000 will enter service as a
mature engine due to an unprecedented
amount of development testing. This
accumulated testing will be equivalent
to four years of airline operation.
Through June 2004, PW6000
development engines had successfully
completed more than 560 hours of
flight tests aboard Pratt & Whitney’s
Boeing 720 flying test bed and more
than 350 hours on two Airbus A318
aircraft. By late 2005, development
engines with the entry-into-service
configuration will exceed 12,000 cycles
of testing.
During flight tests on A318 aircraft in
2002 and 2003, all planned test
objectives were achieved and engine
reliability was excellent. No engine
removals were required throughout the
A318 flight test programme. PW6000-
powered A318s have flown at several
major and regional air shows: the
Berlin, Farnborough and Malta air
shows in 2002; and Mexico’s Aeroexpo
and the Paris Air Show in 2003.
The development programme has
applied the lessons learned from
developing engines for stringent
ETOPS (extended twin-engine
operations) requirements. The PW6000
has benefited from the development of
the PW4084 for the Boeing 777, which
earned 180-minute ETOPS approval
before entry into service. “The
PW6000 is being built to ETOPS
standards to boost its first-time
quality,” says Dennis Enos, vice
president for commercial development
programmes at Pratt & Whitney. “This
demanding level of testing will result
in exceptional reliability, ensuring low
cost of ownership over the lifetime of
the engine.”
In addition to soliciting input from
customers during development, Pratt
& Whitney has worked closely with
key suppliers to address
manufacturing issues. Howmet
produces turbine exhaust,
intermediate and diffuser cases as well
as compressor airfoils. Hamilton
Sundstrand is manufacturing the
FADEC and gearbox. One risk-sharing
partner, MTU Aero Engines, is
responsible for the low-pressure
turbine and high-pressure compressor,
and another, Mitsubishi Heavy
Industries (MHI), produces the
diffuser and associated hardware.
“We’re enthusiastic about the
capabilities that the PW6000 will bring
to the 100-passenger aircraft market,”
Enos says. “We have designed,
developed and tested the engine based
on customer input and
recommendations. This effort has
produced an engine that will set a new
standard for maintainability, durability
and low cost of ownership.” ■
EYB2005_1 7/9/04 8:46 am Page 11
12
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
Reducing maintenance
costs on the V2500
The reduction of direct
operating costs has been a
key focus for the airline
industry for some time and
in today’s environment its
importance is even more
pronounced. Engine
operating costs in general
and engine maintenance
costs in particular are prime
movers in this regard. Chris
Davie, director of aftermarket
business planning for IAE,
discusses the company’s
total maintenance cost-
reduction programme.
I
n the 20 years since the launch of
the V2500 engine programme, IAE
has launched many initiatives to
sustain the competitive advantage of its
engines. Regular operator conferences
organised by IAE have provided an
excellent forum for V2500 customers to
discuss ideas for improvements in
operating practices with the OEM and
other operators.
Against the backdrop of an airline
industry battered by the post-9/11
slump, war in the Middle East and
SARS, cost reduction has become even
more important to airlines, and
operators have consequently sought
IAE’s assistance in optimising V2500
maintenance costs. The advent of low-
cost carriers has also spurred the
process. IAE’s increased focus on
maintenance cost has resulted in the
total maintenance cost reduction
(TMCR) programme for the V2500
engine series, which was initiated in
2000 to address the growing customer
need for lower cost of ownership.
TMCR is a significant programme that
identifies key maintenance cost drivers
and addresses these issues through a
prioritised system that delivers
substantial, tangible and timely benefits
to its expanding fleet of airline
operators. It is not only existing
customers who benefit from TMCR,
since IAE’s customer-focused initiatives
are of considerable interest and potential
benefit to new customers such as the
low-cost carriers, 70 per cent of whom
have selected the V2500 for the A320.
The following highlights the
framework of the TMCR programme,
outlines some of its achievements so far
and explains IAE’s vision in going
forward:
What is TMCR?
TMCR is a continuous improvement
programme designed to make the V2500
engine easier to maintain and to give it
longer on-wing life. The programme
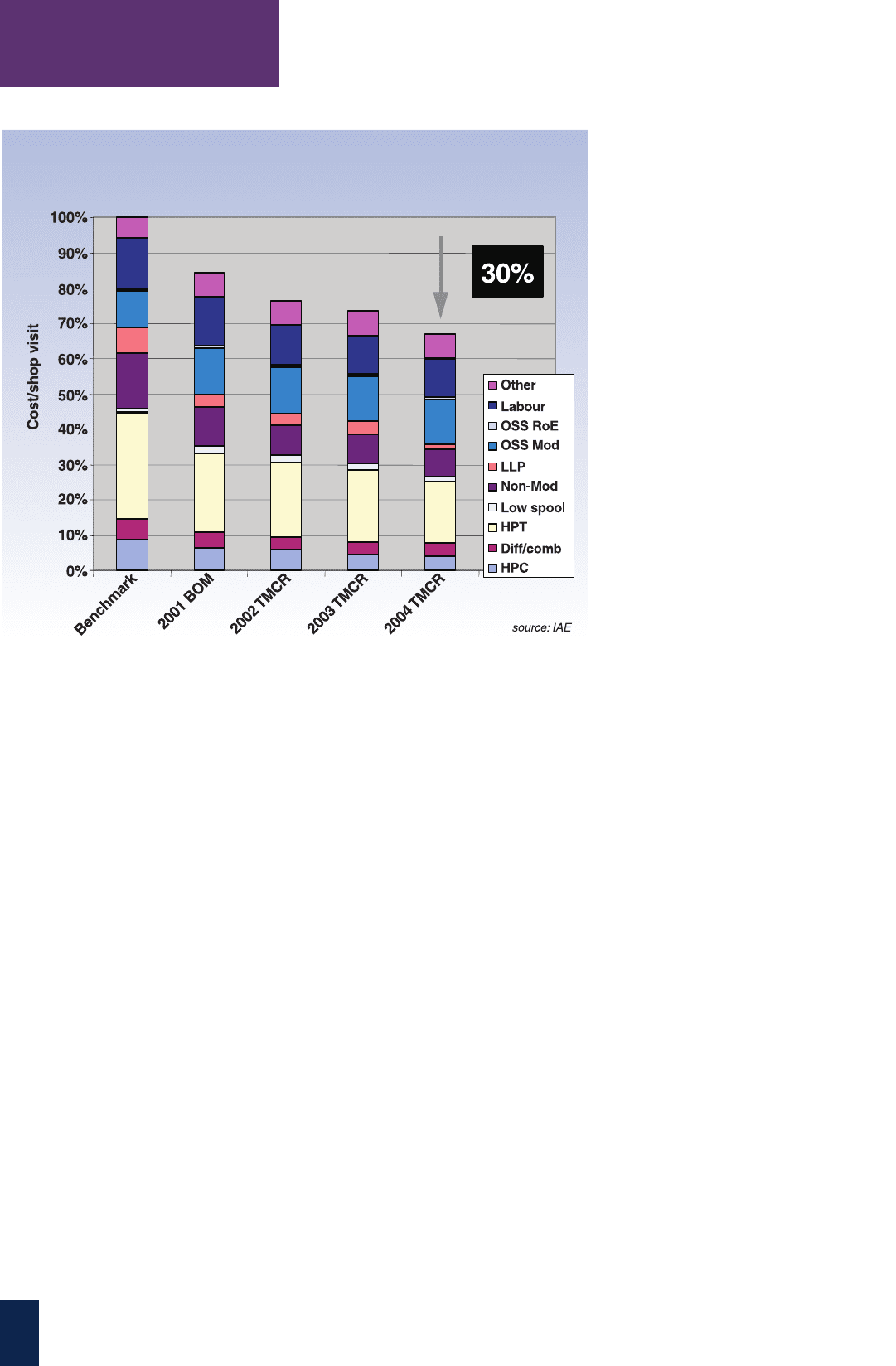
was launched in 2000 and has resulted
in an estimated 25-30 per cent
reduction in average first shop visit
costs for new engines being delivered
today. Since the TMCR initiative came
about through discussions between IAE
and its customers, operator input plays
a key role in the programme. A project
team comprising members from each of
IAE’s shareholder companies — Pratt &
Whitney, Rolls-Royce, the Japanese
Aero Engines Corporation and MTU
Aero Engines — along with a dedicated
IAE programme management resource
has guided the TMCR initiative over the
past three to four years.
The partnership between the V2500
operators and IAE is the basis for the
success of the TMCR initiative and,
during regular powerplant maintenance
advisory group (PMAG) meetings and
telephone conference calls, customers
were involved in the definition of the
project to: ensure the right focus to
reduce maintenance costs, improve
bottom lines and understand customer
needs.
Elements of the TMCR initiative
To identify, understand and prioritise
the key maintenance cost drivers the
TMCR team uses three sources of
information: a sophisticated computer
analysis of invoices to understand
where customers incur the greatest
maintenance costs; visits to engine
workshops and strip reviews; and
annual feedback from the PMAG.
Invoice analysis has been the
cornerstone of dissecting and
EYB2005_1 7/9/04 9:29 am Page 12

THE TEAM THAT STAYS IN
THE AIR LONGEST WINS.
Every person, every service, every process at Pratt & Whitney Aftermarket Services is dedicated to keeping your
planes in the air. Because at the end of the day, the measure of a great maintenance partner is its ability to lower
operational costs. Call us. We can create a program that works for your needs and keeps your business flying.
Pratt & Whitney.
SMART SERVICES FOR A TOUGH WORLD.
www.pw.utc.com
021300 PWLCE rel cgs 2/6/04 1:54 PM Page 1
14
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
understanding exactly how the costs for
overhauling a V2500 engine arise. A
significant volume of invoices from
many V2500 customers have been used
to determine the key cost drivers,
thereby permitting priorities to be
established in order to address those
issues that give ‘the biggest bang for
your buck’. IAE has developed its own
IT tools to assist in this, and is focused
on extending this activity in the future.
Engine strip reviews have also been
undertaken in order to identify the
components and system-level distress
modes that have either caused or
contributed towards engine removal or
have resulted in the scrapping of parts.
Furthermore, maintenance practices
have been studied in relation to specific
workscopes, and acceptance limits for
wear and damage have also been
assessed.
PMAG is an annual conference at
which airlines, lessors, MRO providers,
IAE’s own technical community, Airbus,
Boeing and key accessory and nacelle
suppliers meet to discuss the subject of
maintenance costs. It has proved useful
to obtain feedback from conference
participants on the prevalent issues and
thereby determine where IAE should be
focusing its attention. Additionally,
PMAG allows IAE to brief powerplant
engineers on its progress in reducing
maintenance costs, at the same time
obtaining direct feedback from front-
line customers.
The annually-updated milestone plan,
jointly developed with IAE’s customers,
defines the next steps in the
programme, and the following ‘levers’
have been identified as those that can
reduce maintenance cost:
■ Repair development — reducing the
quantity of new material required;
■ Acceptance limit extension —
optimising the strip levels required;
■ Workscope development —
minimising labour hours spent
during overhaul;
■ Engine hardware improvements —
improving reliability, time on wing
and scrap rates;
■ Maintenance management tools —
optimising the timing and level of
maintenance activity (eMMP); and
■ Spare parts — optimising pricing
structures in cooperation with
suppliers.
The prioritised list includes budgeted
activities and completion milestones for
each TMCR project. Over the last three
to four years, IAE has concentrated on
prioritising these projects so that
overhaul shop cost reductions can be
realised now while time on wing is
improved. All these levers have been
employed to drive down maintenance
costs and bring a real $ per engine
flying hour benefit to the customer.
TMCR achievements to date
IAE projects a 25 to 30 per cent
reduction in first shop visit cost relative
to what it would have cost without the
benefit of the TMCR programme for
engines delivered today. These engines
benefit from all the significant bill-of-
material changes developed and
implemented over the past several years
in conjunction with all the other
improvements that are available to the
existing in-service fleet. Considering
different engine configurations and
workscope application of engines
already in service today, IAE’s
calculations show a potential TMCR
benefit of up to 20 per cent over
previous overhaul costs for a first shop
visit.
Most of the projects in the first phase
of the TMCR initiative focused on the
core engine; the high-pressure
compressor (HPC); and the combustor
and the high-pressure turbine (HPT).
HPC — new repairs and new parts
Historically the V2500 HPC module
was a key driver for engine
maintenance costs. Bill-of-material
improvements addressing these drivers
are now available and new production
engines are now capable of longer
engine runs which translates into
significant cost savings. Significant
progress has also been made in reducing
HPC module repair costs, both through
repair development and acceptance
limit extensions.
Combustor — new hardware and
new limits
To increase engine on-wing life IAE
sought to introduce new combustor
wear limits, since many engine
removals were combustor driven due
to a combination of aircraft
EYB2005_1 7/9/04 8:51 am Page 14
15
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
maintenance manual (AMM)
exceedence and convenience engine
removal when repeat inspection was
monitoring distress. To extend the
reliable on-wing life of the V2500
engine, IAE issued revised AMM
borescope limits on all standards of
combustor hardware in July 2002.
These new limits essentially doubled
the amount of allowable guide burn-
back, which triggers the initial ‘on
watch’ repeat inspection condition,
and increased the time intervals
between borescope inspections
specified for particular levels of
distress of fuel nozzle guides
(deflectors) and burner liner
segments. IAE further relaxed these
combustor limits in 2002, permitting
greater burn back on specific fuel
nozzle guides (non-igniter positions).
Additional activity was completed in
2003 which included sea-level and
altitude testing to further relax limits
on the combustor (including igniter
positions of the fuel nozzle guides)
thereby allowing improved on-wing
time.
HPT — new airfoils and new repairs
HPT blades are the focus of
improvement in HPT module
maintenance cost. Ongoing
improvements to HPT blades result in
better performance in harsh
operations as well as improved stress
corrosion resistance. Furthermore, in a
joint project with Pratt & Whitney’s
Connecticut Airfoil Repair Operations
(CARO), the largest provider of V2500
turbine airfoil repairs, IAE has
developed new repairs resulting in
significant scrap reduction. IAE also
plans to release a new configuration
stage 1 HP turbine blade in 2004
which will significantly improve the
on-wing life of engines operated in
severe conditions, such as 33,000lb
takeoff thrust and/or operations in
harsh environments. It will also offer
further improved
repairability/reduced scrap rate for
lower-thrust applications.
Going forward
The improvements described show
IAE’s commitment to continuously
reduce the maintenance costs of the
V2500 engine in cooperation with its
partners, customers and operators.
Many projects have already delivered
benefits, but there are still many other
opportunities to be explored. Projects
in the 2004 programme include a new
HP compressor stage three blade,
relaxed chordal width limits on the
existing blades and the development of
a new plasma spray repair process on
the HPC drum.
Another major part of the 2004
project plan is to validate the
estimated TMCR cost reductions. The
work involved in validating the
benefits of TMCR projects such as
new repair schemes, acceptance
limits and so on can be arduous since
much data is required to obtain
trends that reflect a true picture,
recognising the variations between
different airline operations and
overhaul shops. Validation of many of
the benefits has been achieved as
outlined above, but IAE is
determined to fully realise the
projected benefits and is pursuing a
rigorous validation approach both at
the micro and macro levels.
Essentially, IAE will continue to
gather and analyse invoices, send
engineers to overhaul shops and host
PMAG forums in order to further
reduce maintenance cost at every level.
In partnership with the industry an
ongoing substantiation of what has and
has not worked well is in essence IAE’s
determined approach. From the analysis
carried out to date, measured invoice
costs are coming down, engines are
having fewer premature removal causes
and proactive approaches to engine
management are being implemented
with great success
While there may be a limit to the
potential to remove cost from
maintenance because of the law of
diminishing returns, IAE still expects to
identify many more projects. Where
much of the activity to date has centred
on driving down the cost associated
with the first shop visit of V2500
engines, more can be gained from
looking forward and widening the
scope of current activity.
IAE is working ever more closely
with its suppliers of engine accessory
units and nacelles components in order
to achieve $ per engine flight hour
reductions across the whole
powerplant. Similarly, increased activity
is being undertaken to proactively
reduce the cost of second, third and
subsequent shop visits through a
programme of soft-life extension and
repair development on low-spool
modules. In addition, the next
generation of IAE eMMP will deliver
further substantial benefits to help
airlines optimise their maintenance
activity.
The success of the TMCR initiative
has initiated a continuous
maintenance cost improvement
process that will be followed by new
activities to support IAE’s vision of
offering the leading and most
advanced powerplant solution in the
150-seater market sector. Helping
airlines to meet their targets in terms
of reduced operating cost improves
relationships with existing customers
and helps grow the V2500 customer
base. Today more than 100 customers
rely on the V2500. World-class
reliability and low maintenance cost
combined with low fuel consumption
should ensure IAE’s leading market
position. From 1998 to 2003 IAE won
nearly 60 per cent of all the engine
orders from customers buying Airbus
A320 family aircraft. This might be
the best proof of the effectiveness of
IAE’s TMCR initiative at a time when
the majority of orders come from low-
cost carriers. ■
Many projects have already
delivered benefits, but there are
still many other opportunities
to be explored.Projects in the
2004 programme include a new
HP compressor stage three
blade,relaxed chordal width
limits on the existing blades
and the development of a new
plasma spray repair process on
the HPC drum.
EYB2005_1 7/9/04 8:52 am Page 15
16
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
Managing the costs of
engine ownership
While engine overhaul costs
will normally be the largest of
any airline direct maintenance
costs, other costs associated
with engines need to be
carefully considered if total
airline expenditure is to be
minimised. Rudiger Urhahn,
vice president engine services
centre, SR Technics gives
valuable insight into the
elements, drivers and
management tools used in
managing engine life cycle
costs.
E
ngine overhaul is the largest segment
of the commercial MRO market,
currently valued at $12.4 billion and
predicted to rise to more than $20 billion
by 2013 (source: AeroStrategy). But these
costs, though substantial, are not the only
costs associated with engine ownership. At
a time when airline fuel costs are rising
and fare margins falling, the lowering of
engine life-cycle costs can make a huge
contribution towards airline profitability.
In order to support operators and
owners alike in achieving the lowest costs,
most MROs have extended the scope of
engine maintenance cost management to
‘life-cycle cost management’. The term
covers all relevant cost factors associated
with aero-engines and is an approach
intended to manage such costs
comprehensively — a distinct change from
previous optimisation models which
focused on only a limited number of cost
elements.
Engine ownership cost elements
Life-cycle cost management
addresses all cost elements that add up
to the overall cost of owning and
operating engines, aiming to minimise
overall cost while maximising spend
predictability. It is intended to
include the following:
■ The cost of acquiring and financing
operational engines, spare engines
and spare parts;
■ Operational costs such as those
associated with fuel burn as well as
the engine maintenance costs
incurred on-wing and in the
overhaul shop as required by
specified engine management
programmes and defined asset
management policies.
■ A financial provision for unplanned
events which cannot be anticipated
by airlines.
There is no rule of thumb for simple
inter-airline comparison of these costs, as
major differences apply even amongst
operators of similarly sized fleets.
Although various elements can be assessed
individually, it does not usually make
sense to add these together and then
compare the bottom lines, since a number
of operator-specific factors can distort the
actual costs. And, in view of the complex
relationships between cost elements and
parameters, life-cycle cost management
cannot be considered an exact science.
Nevertheless, with careful consideration
and individual assessment of different,
often operator-specific circumstances, an
accurate prediction of cost does become
possible.
While the cost of financing may be
incurred before the equipment is brought
into operation, the operational costs kick in
at the time of entry into service.
Operational costs are derived from the fuel
burn, engine maintenance costs, inventory
costs (including spare engines) and the costs
associated with the performance of line
maintenance activities. Other costs, such as
those associated with engineering and
logistics support are incurred in the day-to-
day management of airline fleets and these
too must be included in the total cost.
Newly designed life cycle cost
programmes give operators and owners
the choice of outsourcing most operational
elements to independent partners — but
what exactly are the cost elements, what
are the drivers, and which tools exist to
reap the benefits from these programmes?
Financing costs
Whereas operational costs include both
‘fixed’ and ‘variable’ elements, the cost of
financing is basically fixed and determined
when a particular fleet is selected and
EYB2005_1 7/9/04 8:52 am Page 16

17
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
financing and depreciation options are
chosen. Here, the leasing of aircraft and
engines is an alternative to the purchasing
and financing of assets. Operator-specific
policies on depreciation and cash-flow do
vary between operators but they do not
usually vary substantially within the
timescales that an engine is with an
operator. Furthermore, the financing of
engines is most normally part of an aircraft
deal. Nevertheless, when selecting an
engine type, careful consideration must be
given to the refurbishment costs.
Spare engines
Spare engines may or may not be
included in the fleet acquisition deal,
and several arrangements are available
to satisfy the need for such engines. The
number of spare engines required to
support a fleet and the subsequent
investment required depend on a
number of different factors including:
the on-wing time which can be achieved
for a particular engine type, the average
turnaround time that is required by the
engine maintenance provider, and the
supplemental costs associated with
‘exchange material’ to further reduce
turnaround times. The ‘pooling’ of
airline engine fleets can significantly
reduce spare engine requirements.
Furthermore, it allows operators and
owners to enjoy an additional source of
income if they provide engines to MRO
managed pools when they have no need
for them.
Maintenance reserves
The costs of planned off-wing engine
maintenance may be considered
variable over the lifetime of an engine,
gradually increasing and then levelling
out with increasing engine maturity.
Such costs should be provided for by
reserves. While aircraft and engine lease
contracts will normally specify that
such reserves must be accrued, they do
not necessarily limit the exposure of the
operator, which might therefore have to
consider putting aside additional
provisions. The actual cash drawn down
for off-wing maintenance will depend
on the structure of ownership
agreements and internal management
philosophies.
Additionally, an operator will need to
consider provisioning for the
unforeseeable, which may result from
foreign object damage, in-flight shut
down, outstation engine removal or
mandatory modification campaigns. These
usually occur randomly, but may give rise
to substantial costs that can threaten the
financial health of an operator. Here, an
operator will need to allow an appropriate
‘insurance’ coverage depending upon the
profile of its operating network, engine
characteristics and the relevant reliability
programmes.
Fleet size
The size of a fleet matters when
determining costs since economies of
scale will apply. However, for many
operators the question becomes ‘How
can my costs be best leveraged to reflect
any economies of scale that might
apply?’ With the exception of volume
rebates, the cost of financing may simply
mount up with increasing fleet size.
Operational cost may vary significantly
from small to larger fleets. Fleet size and
homogeneity define the optimum
organisational set-up to manage fleets
within an operation. As a general rule,
mixed fleets cause significant complexity
at higher cost, whereas a varying age of
engines of one type within a fleet may
not increase costs substantially. As a core
benefit to its customers, an MRO may
bundle the fleets of its airline operators
together, thereby making best use of the
economies of scale and offering the best
possible prices.
Maintenance contract options
Often quoted and discussed, ‘by-the-
hour’ maintenance agreements comprise
well-defined service and maintenance
packages, for which the financial
exposure is, to a large extent, transferred
to the MRO provider. MROs may utilise
economies of scale to offer attractive rates
that provide an added value to the
operator. The benefits though, can be
applied to all fleet sizes, starting from
single aircraft fleets to ‘pool’ fleets,
which combine the operational fleets of
more than one operator. They clearly
address the requirement of operators and
owners of the equipment and their
financiers and lessors for accurate
financial predictability. Alternatively,
operators may also choose
straightforward time and material
arrangements for their engine
maintenance, in which case they have to
put aside and manage suitable provisions.
It is important to realise that life-cycle
cost management programmes do not
necessarily equate to a ‘by-the-hour’
maintenance arrangement, since a ‘by-the-
hour’ programme usually addresses only
the operator-relevant maintenance cost
aspect. A life-cycle cost programme
comprises a combination of service
elements and may go far beyond the scope
of maintenance cost.
Purchase and lease of assets
When choosing to lease or purchase
a used aircraft fleet, an operator
needs to select the best engines with
respect to their physical condition,
performance margins, modification
and technical records status. An
operator will also need to make sure
that appropriate access to
maintenance reserve funds is granted.
Additionally, it is important to be
aware of return conditions agreed
The effective management of life-
cycle costs does not necessarily
require the lowest possible shop
visit rate. Instead,it is more
important to ensure that
hardware costs are minimised by
targeting a balance between on-
wing time and shop visit cost.
EYB2005_1 7/9/04 8:53 am Page 17
with a lessor since they can have
significant impact on the cost of
ownership, driving certain provisions
which need to be put aside.
Furthermore, operational costs need
to be predetermined in light of
reliability and maintenance cost
guarantees. Appropriate attention
also needs to be given to the ongoing
management of these warranties and
guarantees, which is a service also
provided by MROs.
Sourcing
It is essential not to give away
leverage too early by, for example,
entering into a long-term
maintenance agreement that is linked
to a fleet purchase. Instead, a careful
assessment of the options available
with various different MRO partners
is recommended. An operator may
consider leveraging economies of
scale with an expert provider and
minimising organisational costs by
sourcing services out to qualified
partners. Apart from the case of very
large fleets, economies of scale that
apply to maintenance usually result
in a preference towards sourcing
from an MRO. The MROs seek the
very best in terms of managing
turnaround times, exchange pools,
spare engine pools, materials and
labour efficiency. The costs for
unplanned events are more balanced
with larger fleets. When considering
the sourcing of MRO capabilities it is
important to find partners who can
manage fleets along proven reliability
concepts and who can provide
maintenance programmes which
combine workshop and on-wing
experience. In order to reduce
operational risk it is important for an
operator to establish that an MRO
provider has an appropriate track
record before making a final
selection.
Balancing on-wing time and shop
visit costs
The effective management of life-
cycle costs does not necessarily
require the lowest possible shop visit
rate. Instead, it is more important to
ensure that hardware costs are
minimised by targeting a balance
between on-wing time and shop visit
cost. The determination of this
optimum requires both workshop
experience and an understanding of
operator-specific information. Whilst
an operator’s environment and
utilisation are difficult to change,
costs may be lowered by swapping
aircraft between routes to ensure that
they are all subject to the same
variety of operational conditions. The
careful application of takeoff de-rate
and other de-rate power settings
definitely helps to reduce operational
costs. Furthermore, engine lives can
be extended when pooling options
are exercised with other aircraft
fleets, when it is possible to lower
takeoff power settings and
accumulate additional flight hours.
MROs can facilitate such pooling
when they maintain several airline
fleets some of which use an engine
type at a high takeoff power setting
and others a low power setting.
Trend monitoring
The determination of the optimum
removal time for an engine can be
made easier by using sophisticated
trend monitoring software. It may be
used in conjunction with engine
stagger and modification policies
thereby considering the entire cost
envelope and all opportunities to
reduce cost. MROs now base their life
cycle programmes on experience-
validated on condition concepts.
These concepts can be customised to
target the optimum balance of on-
wing time and shop visit costs and
can add significant experience to
18
ENGINE YEARBOOK 2005
ENGINE YEARBOOK 2005
standard off-the-shelf monitoring
concepts.
Maintenance programmes
Maintenance programmes influence
the operational reliability and
efficiency of engines by addressing
EGT margin, fuel burn and optimum
on-wing times in relation to life limits,
cost and utilisation. The MROs will
offer specific maintenance programmes
and the operator’s choice of MRO can
therefore significantly affect overall
costs.
Turnaround times
Shop turnaround times (TATs)
directly influence the cost of engine
ownership, since they drive the
requirement for investment in spare
engines both in the short- and long-
term. Today, MROs are prepared to
offer specified turn-around time
programmes with balanced spare part
exchange costs. These programmes
usually cover dedicated fleets and
require planned, staggered inputs
which enable advanced planning to
support a reduction in TAT to about
35 to 40 calendar days for narrowbody
engines and 40 to 50 calendar days for
widebody engines.
Selecting MRO support
Today, life-cycle programmes are
offered by many MROs, and they
address all of the aforementioned cost
elements and normally provide access
to the required tools. In order to
provide efficient life-cycle cost
management, financial acumen is
essential and providers of such
solutions need to be able to influence
the entire cost envelope of engines,
their line replaceable units and spare
parts inventories. Furthermore, such
programmes need to be customised to
address the needs of the individual
operator.
Depending on the operator or
owner requirements, the scope of
such programmes can range from
assistance in selecting an aircraft or
engine and associated services and
end when an aircraft or fleet of
aircraft is phased-out and re-
marketed. Life-cycle programmes are
of particular interest to engine
EYB2005_1 7/9/04 8:53 am Page 18