Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.

61
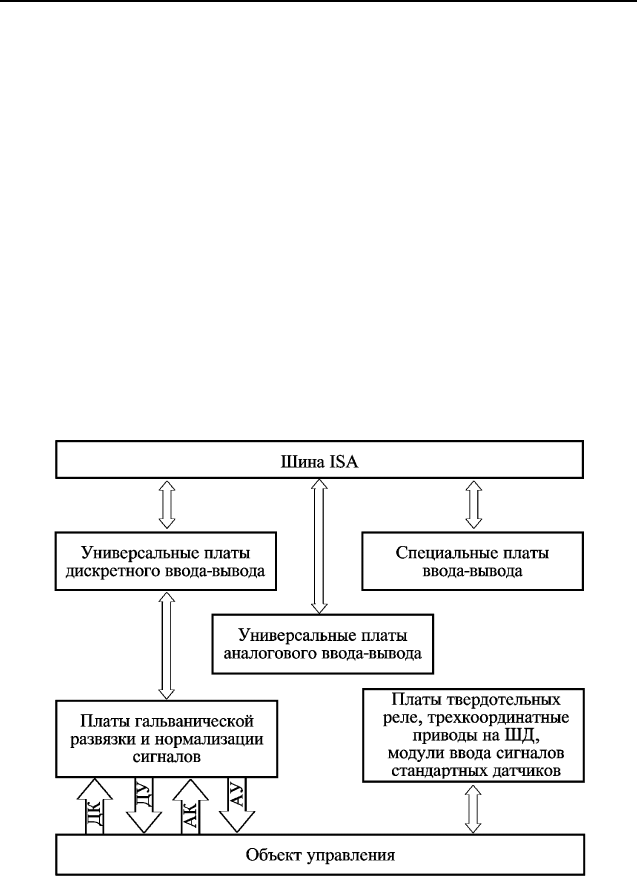
Функциональная схема устройства связи САУ (контроллера) с объ-
ектом управления показана на рис. 1.29. Обмен информацией с объектом
возможен в дискретном (Д) либо аналоговом (А) представлении. Кон-
троллер должен принимать контрольные сигналы с объекта и выдавать
управляющие сигналы. Таким образом, возможно четыре вида сигналов
обмена: ДУ – дискретное управление (включить, выключить); ДК – дис-
кретный контроль (включено? выключено?); АУ – аналоговое управление
(например, задать число оборотов двигателя); АК – аналоговый контроль
(каково напряжение с выхода вакуумметра, контролирующего давление в
технологической вакуумной камере?).
Все платы связи с объектом можно разделить на две большие
группы: универсальные и специальные. Универсальные платы дискрет-
ного, аналогового либо комбинированного обмена (ввода-вывода)
предназначены для обмена нормализованными по уровню сигналами.
Для последующей связи с объектом эти сигналы необходимо дополни-
тельно усилить и защитить от помех. Эти функции выполняют платы
Рис. 1.29. Устройство связи САУ с объектом управления:
ШД – шина данных
СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ

62
развязки и нормализации сигнала. Специальные платы ввода-вывода ин-
формационно, а иногда и энергетически связывают промышленный ком-
пьютер с каким-либо типовыми элементами объекта управления, напри-
мер с линейными или вращательными шаговыми двигателями, стандарт-
ными датчиками и др.
Программное обеспечение САУ также имеет свою специфику. Глав-
ное здесь также надежность работы, но не в ущерб быстродействию. Не-
обходима работа программы в так называемом "жестком" реальном вре-
мени. Управляющая программа строится как ряд последовательных
взаимодействующих команд, например:
- снять показания датчика температуры в печи;
- рассчитать требуемую температуру и рассогласование с задан-
ным уровнем;
- по данным рассогласования вычислить управляющее воздейст-
вие;
- выдать последнее на объект (нагревательные устройства печи);
- ждать некоторый интервал времени, например 1 мин, до сле-
дующего цикла регулирования.
За 1 мин температура сильно не изменится, так что квантование с
таким интервалом здесь вполне допустимо, чего не скажешь, например, о
регулировании давления или иных быстропротекающих процессов. Про-
цессор поочередно перебирает такие кванты регулирования, т.е. парал-
лельно решает ряд задач.
Работает управляющая программа обычно от многозадачных опера-
ционных систем, но не WINDOWS или UNIX, а от специализированных
операционных систем жесткого реального времени.
Характерная особенность рассмотренных трех электронных систем:
несмотря на различия основного функционального назначения, каждая
предыдущая входит как функциональный блок в последующую.
Так, цветной телевизор как дисплей входит почти неизменно в со-
став УВвВ информации ПК, меняются в основном устройства ввода ин-
формации (не используются антенна, видеомагнитофон и др.). В свою
очередь, ПК с соответствующими изменениями являются ядром про-
мышленного компьютера и всей САУ.
Аналоговые САУ на основе механических (кулачки, копиры, упоры)
или пневмогидравлических устройств помимо низкой дистанционности и
гибкости при переналадках имели еще один серьезный недостаток – ог-
раниченный перечень функций управления. Он сводился к цикловому
управлению (последовательность, величины и скорости перемещений)
Глава 1. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ И ИХ АВТОМАТИЗАЦИЯ
63
для машин дискретного действия, поддержанию стабильности процессов
при непрерывном действии, контролю и блокировке.
Микропроцессорные САУ обладают несравненно более широким и
разнообразным диапазоном функций. Можно выделить следующие их
группы.
1. Основные целевые функции: выполнение директивной техноло-
гии и заданной циклограммы действий (см., например, рис. 1.19 и 1.22).
2. Сервисные функции: контроль работоспособности по выполне-
нию команд и параметров функционирования; сигнализация об отказах
(причина, место возникновения).
3. Фискальные функции: отслеживание во времени параметров ра-
ботоспособности с их архивированием, условий функционирования и
работы обслуживающего персонала (температура и загазованность окру-
жающей среды, сбросы и выбросы, связанные с работой оборудования).
4. Функции коррекции цели: изменение программы управления по
последовательности команд, технологических режимов и т.д. при перена-
ладке оборудования на производство иной продукции.
Несмотря на всю прогрессивность микропроцессорных управляю-
щих систем, вариантность и альтернативность САУ сохраняется. Для
независимо работающих машин-автоматов, действующих без перенала-
док или с редкими переналадками, но с большим числом функциональ-
ных элементов дискретного действия (например, многопозиционные ав-
томаты; см. рис. 1.18 – 1.23) применение аналоговых САУ рационально.
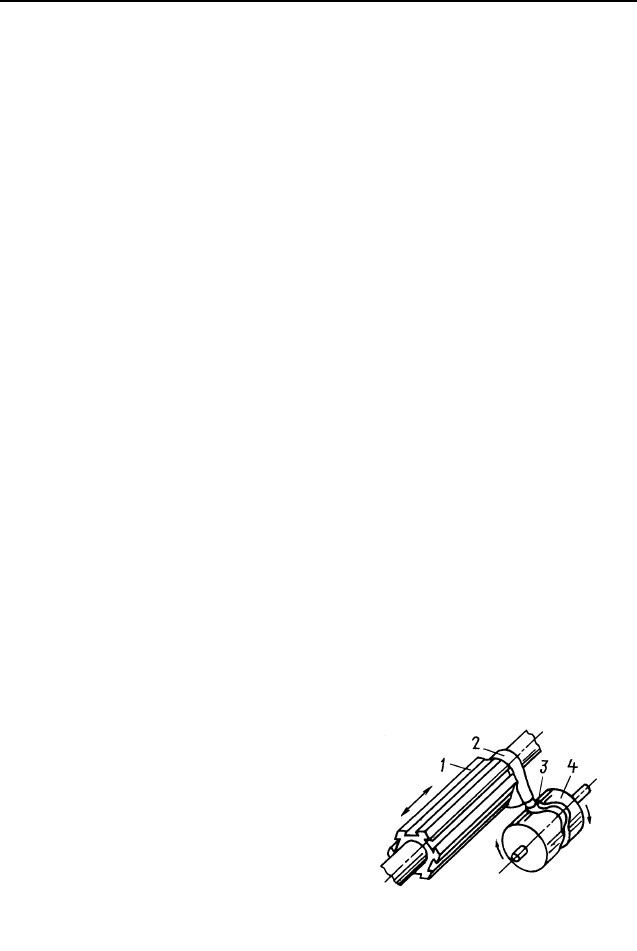
Вращающийся кулачок 4 своим профилированием 3 обеспечивает и ве-
личину, и скорость перемещения суппорта 1 (рис. 1.30), и передачу необ-
ходимых сил обработки посредством рычажной системы 2. Все кулачки
располагаются на едином вращающемся распределительном валу, что
обеспечивает координацию работы всех управляемых механизмов и уст-
ройств (суппорты, механизмы упора и зажима материала, поворота и фик-
сации шпиндельного блока и т.д.).
Для циклового управления про-
ще и надежнее такой системы нет.
Однако для контроля и блокировки
требуются дополнительные устройст-
ва, переналадка связана с частичным
демонтажем станка для замены ку-
лачков и перерегулирования звеньев,
фискальные функции невозможны.
СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
Рис. 1.30. Конструкционная схема
механизма перемещения суппорта

64
1.7. ВАРИАНТНОСТЬ ТЕХНИЧЕСКИХ РЕШЕНИЙ
ПРИ АВТОМАТИЗАЦИИ. КРИТЕРИИ СРАВНИТЕЛЬНОЙ ОЦЕНКИ
Неавтоматизированное производство маловариантно; оно включает
в себя универсальное технологическое оборудование, ручную или меха-
низированную транспортировку; средства управления основными и
вспомогательными процессами отсутствуют.
Все универсальные токарные станки в мире по принципу действия и
компоновке похожи друг на друга, различаясь лишь конструктивным
исполнением функциональных узлов. Их технические решения длитель-
но формировались и отрабатывались по единому критерию: наибольше-
му благоприятствованию, удобству действий того, кто за этим станком
работает.
Горизонтальное положение оси центров и обрабатываемой заготов-
ки на токарном станке гораздо удобнее для токаря, нежели вертикальное.
Более слабой левой руке отводятся несиловые функции: включения и
выключения станка, переключения рукояток коробок скоростей и подач;
правая рука вращает рукоятки продольного и поперечного движений
суппорта, закрепляет заготовку в патроне. Поэтому шпиндельная бабка
токарного станка всегда располагается слева, задняя бабка – справа; заго-
товка вставляется движением справа налево – так удобнее правой руке.
Вращение шпинделя – против часовой стрелки, иначе наблюдать сход
стружки по передней грани резца и вести его размерную настройку было
бы некомфортно.
В машинах-автоматах перечень и трудоемкость ручных действий
резко сокращаются, необходимость "привязки" всех действий машины к
особенностям человека отпадает. Поэтому автоматическое оборудование,
как правило, радикально отличается от неавтоматизированного того же
технологического назначения (см. разд. 1.4). Токарные автоматы и полу-
автоматы строятся как с горизонтальной, так и с вертикальной осью, при
этом заготовки на полуавтоматах всегда загружаются справа налево или
сверху вниз.
Токарный многошпиндельный автомат, на котором можно обраба-
тывать те же детали, как и на универсальном станке (валы, кольца, флан-
цы и т.п.), не имеет с токарным станком ни одного идентичного конст-
руктивного решения! Здесь нет коробок скоростей и подач, вместо них –
гитары сменных шестерен или регулируемые электродвигатели; коробка
привода располагается не слева, а справа; задняя бабка отсутствует; суп-
порты однокоординатные и т.д., не говоря уже о множестве новых меха-
Глава 1. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ И ИХ АВТОМАТИЗАЦИЯ

65
низмов и устройств: шпиндельном блоке с механизмами поворота, фик-
сации и подъема, механизмах автоматической подачи и закрепления ма-
териала и, наконец, САУ на механической или электронной основе (см.
рис. 1.27 – 1.30).
"Раскрепощенность" конструкций и компоновок автоматизирован-
ного оборудования, отсутствие тесной привязки их к особенностям и
возможностям человека обусловливают огромное разнообразие техниче-
ских решений, а следовательно, необходимость серьезного анализа вари-
антов при проектировании или покупке оборудования.
При производстве конкретной продукции существует, прежде всего,
технологическая вариантность.
Так, кольца подшипников можно изготовлять:
- отрезкой трубы, черновой и чистовой токарной обработкой
(см. рис. 1.18), шлифованием, полированием;
- раскатыванием поковки, отделочной токарной обработкой, шли-
фованием, полированием.
Нанесение тонкопленочных защитных покрытий может быть вы-
полнено гальваническими методами, вакуумным осаждением и т.д.
Вариантность автоматизированного оборудования одинакового тех-
нологического назначения (токарная обработка, сварка, вакуумное осажде-
ние тонких пленок, термообработка и т.д. и т.п.) проявляется в принципах
действия, структурно-компоновочных и конструктивных решениях.
Структура машины – это состав ее основных компонентов и взаи-
мосвязь между ними в рамках выбранного принципа действия машины.
Компоновка машины – это взаимное пространственное располо-
жение ее компонентов с привязкой к главной оси машины (геометриче-
ской).
Перечень вариационных признаков очень велик. Рассмотрим его
применительно к одно- и многопозиционным технологическим машинам
и их системам (АЛ и т.п.).
Однопозиционное оборудование одинакового назначения имеет
следующие вариационные признаки:
- технологические методы и маршруты (способы и последователь-
ность воздействий);
- принцип действия (непрерывный или дискретный);
- расположение геометрической оси (горизонтальное или верти-
кальное);
- степень автоматизации (с ручным управлением, полуавтомат, ав-
томат);
ВАРИАНТНОСТЬ ТЕХНИЧЕСКИХ РЕШЕНИЙ
66
- универсальность (универсальное, специализированное и специ-
альное);
- число выполняемых операций (одно- или многооперационное).
Многопозиционное оборудование помимо перечисленных призна-
ков отличается: числом позиций; расположением позиций (в линию, по
окружности и т.д.); способом взаимодействия между позициями (после-
довательный, параллельный, последовательно-параллельный).
Системы машин с конструктивной связью между ними для выпол-
нения функций транспортировки, изменения ориентации, накопления
межоперационных заделов и т.д. отличаются в основном видом встраи-
ваемого оборудования со всеми перечисленными ранее вариационными
признаками, а также имеют следующие системные отличия:
- общее число позиций;
- число потоков обработки (одно- и многопоточные, с ветвящими-
ся потоками и т.д.);
- вид межагрегатной связи (с жесткой связью, с разделением на
участки, с гибкой связью);
- число межоперационных накопителей заделов;
- тип межагрегатного транспортирования (сквозное, боковое,
верхнее; непрерывное или дискретное.
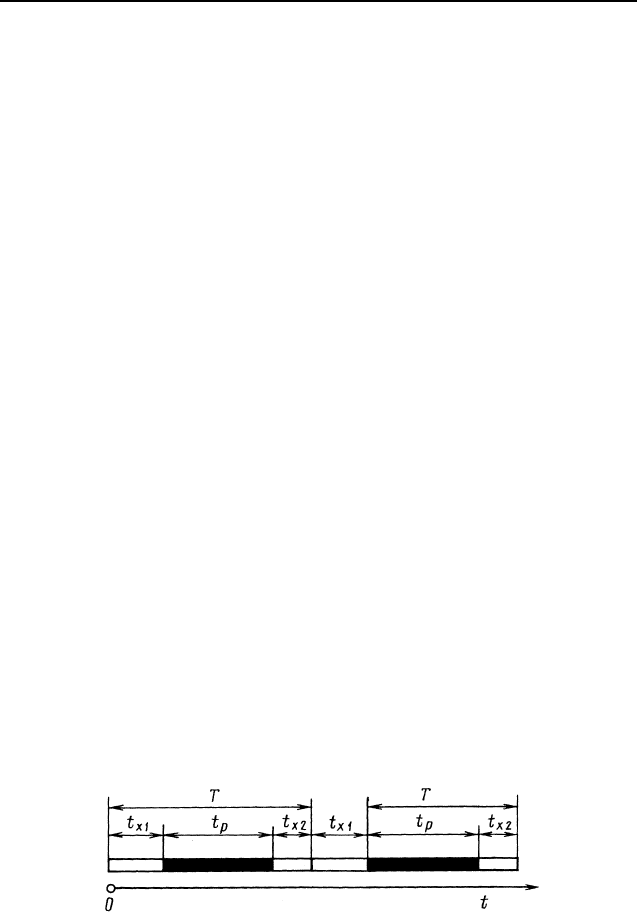
Большая часть оборудования, обрабатывающего и сборочного, –
дискретного действия, с чередованием во времени несовмещенных рабо-
чих и холостых ходов (рис. 1.31).
Пример 3. Рассмотрим цикл работы установки вакуумного нанесения
тонких пленок, взяв за начало отсчета момент удаления предыдущей партии под-
ложек (при поднятой камере). Вначале выполняются вспомогательные операции,
предваряющие обработку, с длительностью t
x1
: загрузка очередной партии под-
ложек, герметизация камеры, вакуумирование камеры, нагрев подложек и т.д., в
это время рабочего процесса нет. По завершении подготовительных работ начи-
нается процесс осаждения пленок, который включает в себя: предварительную
очистку поверхностей подложек, осаждение пленки, стабилизацию ее свойств,
остывание и т.д. – с общей длительностью рабочих ходов t
p
. После завершения
процесса происходят разгерметизация камеры и удаление партии изделий с об-
щей длительностью t
x2
.
Рис. 1.31. Структура рабочего цикла автомата дискретного действия
Глава 1. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ И ИХ АВТОМАТИЗАЦИЯ
67
Тогда рабочий цикл Т – отрезок времени, когда совершается полный
набор рабочих и холостых ходов и выдается одна штука или порция из-
делий
.
хрх2рх1
tttttT +=++= (1.2)
где t
р
– суммарное время несовмещенных рабочих ходов цикла;
t
х
– суммарное время несовмещенных холостых ходов цикла.
Такая ситуация характерна для любых однопозиционных машин
дискретного действия.
Дискретность действия однопозиционных машин связана, как пра-
вило, с дискретностью транспортирования, а именно: в интервал времени
t
x1
изделия вводятся в рабочую зону; в интервале t
р
они находятся в этой
зоне (неподвижно или с необходимыми технологическими перемеще-
ниями, например вращении шпинделя токарного автомата); в интервале
t
x2
изделия выводятся из рабочей зоны. Таким образом, транспортные и техно-
логические перемещения в машинах дискретного действия разделены.
В машинах непрерывного действия транспортные перемещения яв-
ляются непрерывными и одновременно технологическими. Так, в терми-
ческой тоннельной печи непрерывного действия изделия проходят не-
прерывно сквозь все рабочие зоны, в каждой из которых поддерживается
определенный диапазон температуры (зоны нагрева, выдержки, охлажде-
ния). Длина зоны и скорость транспортирования определяют технологи-
ческое время обработки.
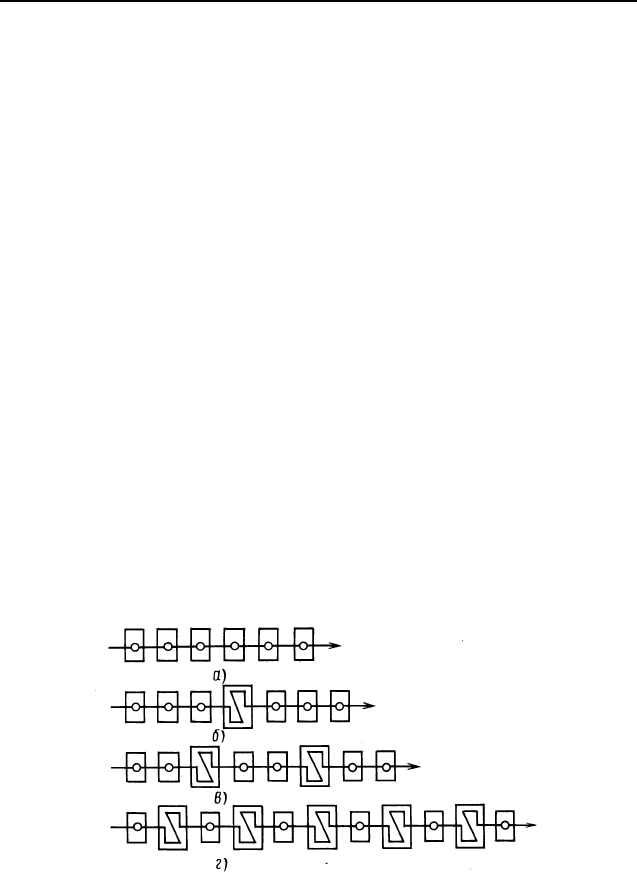
Рис. 1.32. Структурные схемы АЛ с различными вариантами
межагрегатной связи
ВАРИАНТНОСТЬ ТЕХНИЧЕСКИХ РЕШЕНИЙ

68
Рассмотрим такие вариационные параметры, как число потоков и
участков в АЛ. Простейший вариант – однопоточная линия с жесткой
межагрегатной связью (см. рис. 1.32, а), где все машины связаны воедино
межагрегатным транспортером. Здесь, как и в однопозиционной машине,
имеется рабочий цикл Т, который складывается из времени рабочего хода
t
р
и холостого хода t
x
.
Так как длительность технологического воздействия в каждой из
встроенных в линию машин, как правило, неодинакова,
t
р
есть время тех-
нологического воздействия на лимитирующей позиции. При каждом ходе
конвейер перемещает изделия в следующие позиции, где они закрепля-
ются и фиксируются, получают технологическое воздействие, затем от-
крепляются; далее следует очередной ход конвейера. Время t
х
есть время
транспортирования, закрепления и открепления изделий и т.п.
Линии данного типа конструктивно наиболее просты, однако менее
надежны, так как отказ в работе любого элемента в любой позиции вызы-
вает останов всей линии. Поэтому пользуются расчленением линии на
участки-секции с установкой межоперационных накопителей (см.
рис. 1.32, б и в). Теперь при отказе одной из позиций, например на вто-
ром участке, первый продолжает работать, передавая изделия в накопи-
тель, суммарные простои снижаются почти во столько раз, на какое чис-
ло участков разделена линия.
В предельном случае, когда число участков равно числу машин, мы
имеем линию с гибкой межагрегатной связью (см. рис. 1.32, г); это самый
высокопроизводительный и надежный, но и самый дорогой вариант.
Если оборудование, встраиваемое в линию, имеет существенно раз
личную длительность технологического воздействия, а следовательно,
собственную производительность и требования к ней высоки, целесооб-
разно применять многопоточные линии, в том числе разделенные на уча-
стки с различным числом потоков на участках.
Такие линии конкурентны с несколькими независимыми АЛ.
Каждый из возможных вариантов построения машин-автоматов
и их систем – это неповторяемое сочетание вариационных призна-
ков. Данные признаки и варианты в целом подлежат сравнительному
анализу и выбору на ранних этапах принятия технических решений, рав-
ным образом при покупке готового оборудования или проектировании
нового.
Выбор осуществляется по качественным и количественным крите-
риям.
Глава 1. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ И ИХ АВТОМАТИЗАЦИЯ

69
Важнейшими критериями сравнительной оценки, а следова-
тельно, выбора вариантов существующих или проектируемых техноло-
гических машин являются:
- параметры качества получаемой продукции в принятых единицах,
например точность обработки при съеме или наращивании материала;
- производительность – количество годной продукции, выдавае-
мой в единицу времени;
- надежность в работе – степень использования потенциальных
возможностей, заложенных в машине;
- трудоемкость обслуживания;
- универсальность – диапазон возможной переналадки на произ-
водство различных изделий;
- мобильность – быстрота перехода с одной продукции на другую;
- сроки поставки, включая сроки создания нового оборудования;
- занимаемая площадь;
- энергопотребление;
- экологичность – условия труда и степень влияния функциониро-
вания машины на рабочих и окружающую среду;
- длительность жизненного цикла, сроки службы;
- экoнoмичecкиe показатели – капитальные затраты на приобрете-
ние или создание оборудования, общие эксплуатационные затраты, при-
быль от использования, сроки окупаемости и т.д.
Именно экономические характеристики являются решающим дово-
дом в пользу того или иного варианта.
Большинство показателей имеют количественные оценки. Среди ка-
чественных показателей можно выделить универсальность, здесь разли-
чают:
- универсальное оборудование, которое может быть переналаже-
но на производство самых разнообразных изделий (в пределах техноло-
гических возможностей), например универсальные токарные станки и
другое металлообрабатывающее оборудование;
- специализированное оборудование, которое может быть пере-
налажено на определенный диапазон однотипных изделий (например,
установки вакуумного нанесения тонких пленок, где можно менять диа-
метры подложек, виды покрытий, но не более);
- специальное оборудование, способное выполнять лишь опреде-
ленные операции обработки, контроля, сборки только одного вида изде-
лий (например, роторные машины и линии для производства изделий
типа колпачков; разлива, укупорки, маркировки напитков).
ВАРИАНТНОСТЬ ТЕХНИЧЕСКИХ РЕШЕНИЙ

70
Не всегда поддаются количественной оценке и экологические пока-
затели, например условия труда рабочих, степень влияния машины на
окружающую среду и работников (уровни шума, вибрации, электромаг-
нитных излучений и т.д.).
Технико-экономические показатели условно можно разделить на те-
кущие (мгновенные) и суммарные (интегральные). Текущие показатели
можно выразить количественно в каждый момент времени, суммарные
характеризуют определенный период жизненного цикла машины или
цикл полностью.
Оценка вариантов с последующим выбором проводится по комплек-
су критериев; при однозначности оценок – некий вариант по всем показа-
телям хорош – конкурентность исчезает и задача выбора легко и безоши-
бочно решается благодаря опыту и интуиции тех, кто этот выбор должен
сделать.
Однако в большинстве случаев оценки по критериям противоречи-
вы. Так, агрегатный станок при обработке системы отверстий намного
производительнее, чем радиально-сверлильный (см. разд. 1.4), но более
дорогой и менее надежный в работе. Переналадки на другую продукцию
радиально-сверлильного станка происходит быстро и без дополнитель-
ных затрат, а агрегатного – долго и дорого. Поэтому выигрыш в произво-
дительности и иные достоинства агрегатных станков проявляются в ус-
ловиях крупномасштабного выпуска однородной продукции. В единич-
ном и серийном производстве, когда работают по разовым заказам, высо-
кая производительность не нужна, а универсальность и мобильность
приобретают первостепенное значение, выгоднее использовать радиаль-
но-сверлильные станки.
Реплика. Сочетание органических достоинств и недостатков конкретных
вариантов применительно к конкретным условиям производства предопределя-
ет многие типовые решения. Поэтому в реальных производственных условиях
обширный анализ и выбор вариантов при наличии опытных профессионалов да-
леко не всегда необходим – ведь конкурентным для человека может быть лишь
то, что для него неоднозначно и противоречиво.
В процессе инженерной подготовки следует еще на студенческой скамье
научить будущих специалистов именно таким оценочным подходам; как ни па-
радоксально – научить их так считать, чтобы в будущей деятельности они
делали это пореже. Еще один довод в пользу того, что у будущих инженеров
надо формировать в первую очередь эрудицию и аналитическое мышление, а
рецептурные методы излагать как иллюстрацию. Построение и содержание
учебных дисциплин не всегда должно воспроизводить технологию принятия ин-
женерных решений в реальных условиях.
Глава 1. ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ И ИХ АВТОМАТИЗАЦИЯ