Вербицкий Е.И. Добровольский И.Г. Курсовое проектирование по горячей штамповке
Подождите немного. Документ загружается.

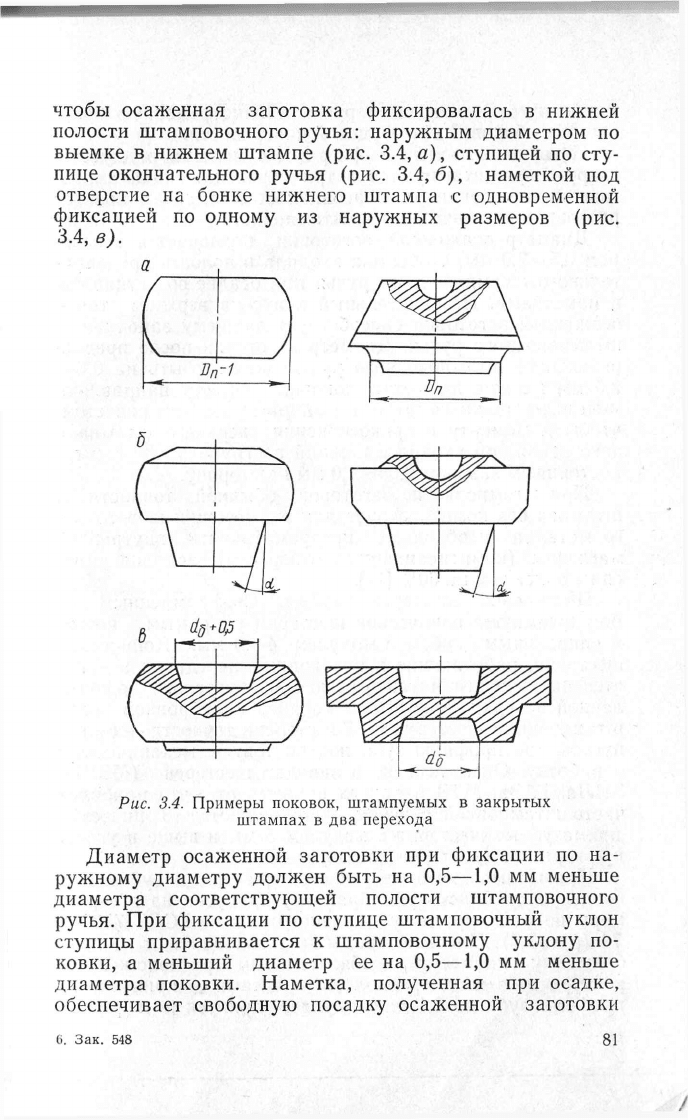
чтобы осаженная заготовка фиксировалась в нижней
полости штамповочного ручья: наружным диаметром по
выемке в нижнем штампе (рис. 3.4, а), ступицей по сту-
пице окончательного ручья (рис. 3.4,6), наметкой под
отверстие на бонке нижнего штампа с одновременной
фиксацией по одному из наружных размеров (рис.
3.4, в).
Пп-1
Рис. 3.4. Примеры поковок, штампуемых в закрытых
штампах в два перехода
Диаметр осаженной заготовки при фиксации по на-
ружному диаметру должен быть на 0,5—1,0 мм меньше
диаметра соответствующей полости штамповочного
ручья. При фиксации по ступице штамповочный уклон
ступицы приравнивается к штамповочному уклону по-
ковки, а меньший диаметр ее на 0,5—1,0 мм меньше
диаметра поковки. Наметка, полученная при осадке,
обеспечивает свободную посадку осаженной заготовки
6. Зак. 548
81
на бонку штамповочного ручья и одновременную фик-
сацию по боковой или торцовой поверхности.
Поковки сложной формы с малыми радиусами
закругления штампуются в три перехода: сначала про-
изводится плоская или фасонная осадка, затем предва-
рительная и окончательная штамповка.
Диаметр осаженной заготовки назначается с зазо-
ром 0,5—2,0 мм, чтобы она входила в полость предвари-
тельного штамповочного ручья при осадке со ступицами
и наметками. Незначительный конус на верхнем торце
осаженной заготовки способствует лучшему заполнению
штамповочного ручья. Диаметр заготовки после предва-
рительного штамповочного ручья должен быть на 0,5—
2,0 мм меньше диаметра поковки. Высоту направляю-
щей части нижнего штампа выбирают с таким расчетом,
чтобы к моменту соприкосновения верхнего штампа с
заготовкой он входил в нижний на глубину 3—5 мм с
постоянным зазором 0,08—1,0 мм на сторону.
При штамповке из заготовок обычной точности в
штампах без компенсаторов для размещения избыточно-
го металла необходимо предусматривать внутренние
магазины (компенсационные отверстия), заполняющие-
ся не более чем на 60% [12].
Штамповка шестерен с зубом. С оформленным зу-
бом штампуют конические шестерни с прямым, косым
и спиральным зубом с модулем 4—8 мм. Конические
шестерни, работающие в тихоходных передачах 9—10-й
степени точности, штампуются с окончательно оформ-
ленной поверхностью зуба с горячей калибровкой после
штамповки, а шестерни 6—7-й степени точности — с при-
пуском по профилю зуба под чистовую механическую
обработку. Опыт Минского завода шестерен (МЗШ),
ЗИЛа, ГАЗа, М'ГЗ и других показывает, что наиболее
часто штамповкой с зубом изготовляются конические
прямозубные шестерни с модулем 5 мм и выше и углом
при вершине делительного конуса 40—90°.
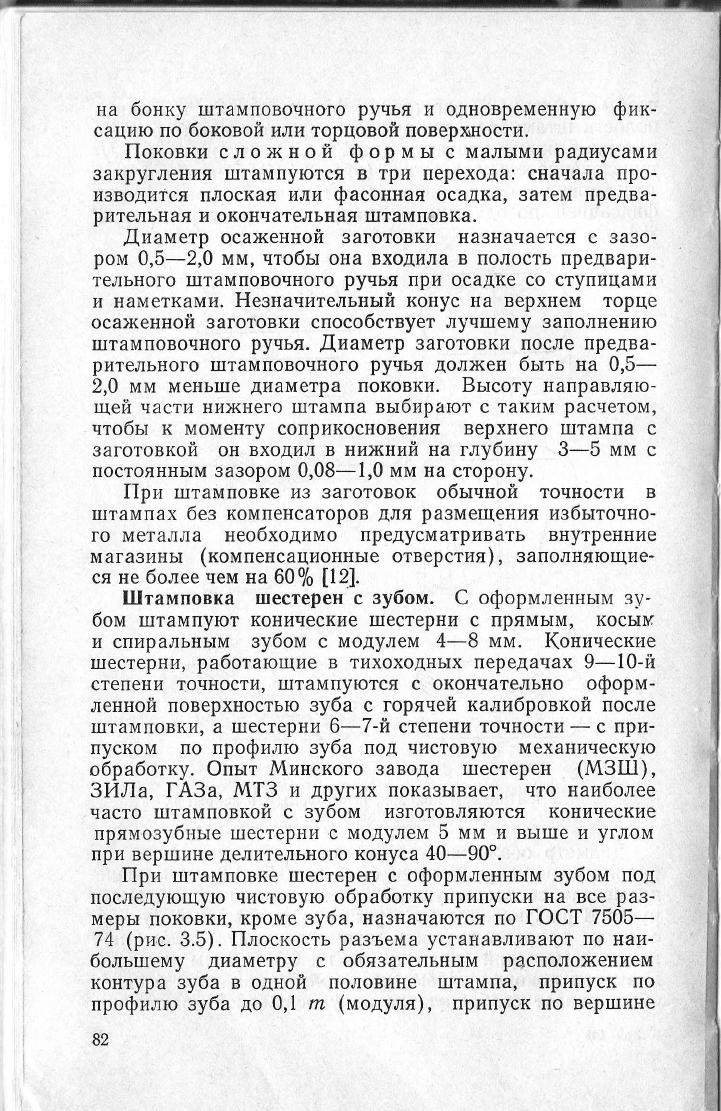
При штамповке шестерен с оформленным зубом под
последующую чистовую обработку припуски на все раз-
меры поковки, кроме зуба, назначаются по ГОСТ 7505—
74 (рис. 3.5). Плоскость разъема устанавливают по наи-
большему диаметру с обязательным расположением
контура зуба в одной половине штампа, припуск по
профилю зуба до 0,1 т (модуля), припуск по вершине
82
зуба 0,8—1,5 мм, увеличение высоты ножки зуба (за-
глубление) относительно ножки зуба детали 0,15 т,
расстояние от перемычки между зубьями до зуба 1,2—
1,5 мм, толщина перемычки 2—4 мм.
Правила графического построения профиля зуба по-
ковки по опыту МЗШ приведены в [15].
Применяются два варианта штамповки шестерен с
зубом.
1. Осадка, предварительная штамповка без оформле-
ния зубьев, окончательная штамповка с оформлением
зубьев. Оформление зубьев осуществляется в верхнем
штампе. Этот способ штамповки используется для кони-
ческих шестерен с углом при вершине делительного ко-
нуса более 90°. В предварительном ручье оформляется
ступица, по которой производится дальнейшее центриро-
вание заготовки.
2. Осадка, предварительная штамповка с оформле-
нием зубьев, окончательная штамповка с зубьями.
Зубья предварительного ручья могут располагаться в
верхнем штампе, что обеспечивает их повышенную стой-
6'
83
кость, но снижает производительность, и в нижнем.
Предварительный штамповочный ручей отличается от
окончательного более плавными переходами по конту-
ру зуба и наметками, поэтому для предварительных
ручьев могут использоваться зачищенные изношенные
вкладыши окончательных ручьев.
3.3. Разработка технологических процессов
штамповки поковок класса Б.
Выбор переходов штамповки
Основные сведения. В целях уменьшения усилия
штамповки заготовку следует нагревать до верхних пре-
дельных температур ковочного интервала. Степень де-
формации [е=
(Ро—/)//
г
о-ЮО%]
для катаных загото-
вок назначается в пределах 15—95%, для литых — 20—•
25%. Скорость истечения (выдавливания) металла
(а
=
Р
0
-У/{)
для углеродистых сталей не должна пре-
вышать 5,5 м/с, для легированных конструкционных
—
4,5 м/с, для высоколегированных—1,8 м/с; коэффици-
ент обжатия (К=Ро!1) за одну операцию — не более 15;
угол захода матрицы 2у^120°. При штамповке в два
перехода для устранения возможной утяжки при выдав-
ливании пуансон первого перехода следует выполнять
со сферическим или коническим торцом.
Основные преимущества штамповки выдавливанием
описаны в работах [6, 12, 16, 22].
Группа III. Поковки этой группы, в зависимости от
сложности формы головки и стержня, могут штампо-
ваться в один, два, три перехода [18].
В один переход осуществляется выдавливание
в закрытом ручье, штампуются поковки: типа гладкого
стержня с головкой простой формы при /«7,5 (рис.
3.6, а), ступенчатого стержня, у которого К =
8—10
на
каждой ступени К\, 2<4 с головкой простой формы
(рис. 3.6,6), типа развилин с небольшой разницей пло-
щадей поперечного сечения гладкого стержня и разви-
лины (рис. 3.6, в). При этом варианте штамповки из-
быточный объем заготовки идет на увеличение длины
стержня, поэтому необходимо предусмотреть подрезку
стержня после штамповки.
Размеры перехода (рис. 3.6, г) определяются по
формулам:
84
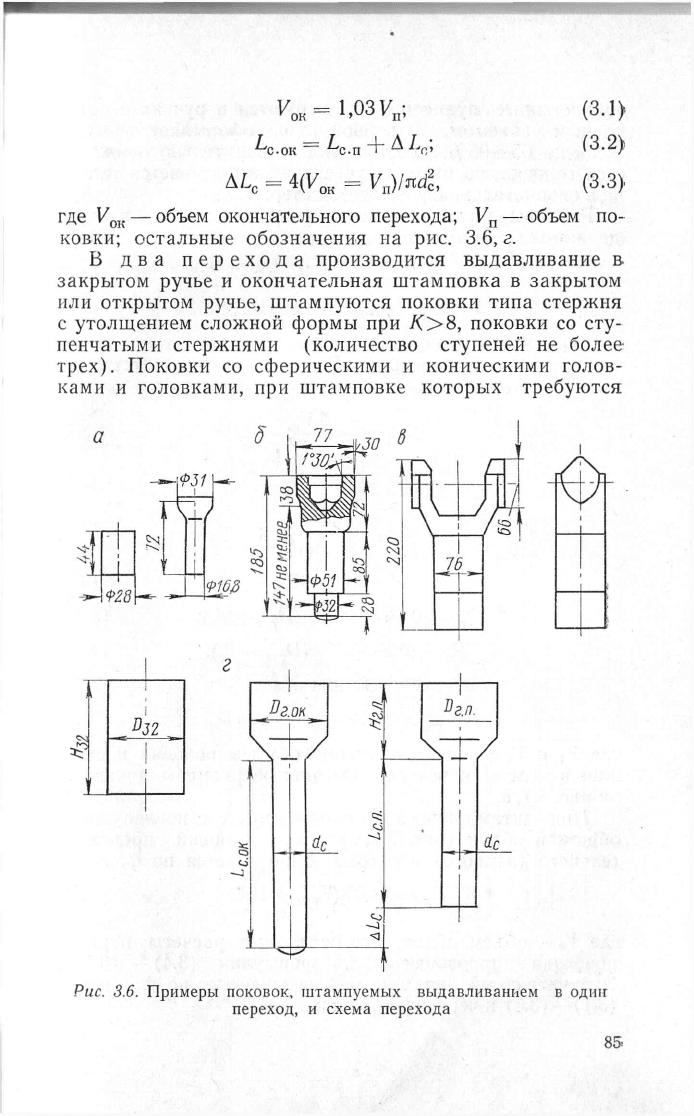
Уок=1>03У
п
;
(3.1)
= + (3.2)
М
с
= 4(У
0К
= У
Л
)Ш1 (3.3)
где К
ок
—
объем окончательного перехода; У
п
— объем по-
ковки; остальные обозначения на рис. 3.6, г.
В два перехода производится выдавливание в
закрытом ручье и окончательная штамповка в закрытом
или открытом ручье, штампуются поковки типа стержня
с утолщением сложной формы при К>8, поковки со сту-
пенчатыми стержнями (количество ступеней не более
трех). Поковки со сферическими и коническими голов-
ками и головками, при штамповке которых требуются
Рис. 3.6. Примеры поковок, штампуемых выдавливанием в один
переход, и схема перехода
85
тонкостенные пуансоны, штампуются в ручьях с попе-
речным разъемом. В первом ручье оформляется стер-
жень на 65—95% по длине и предварительно осажива-
ется головка, во втором ручье доштамповывается голов-
ка и окончательно оформляется стержень.
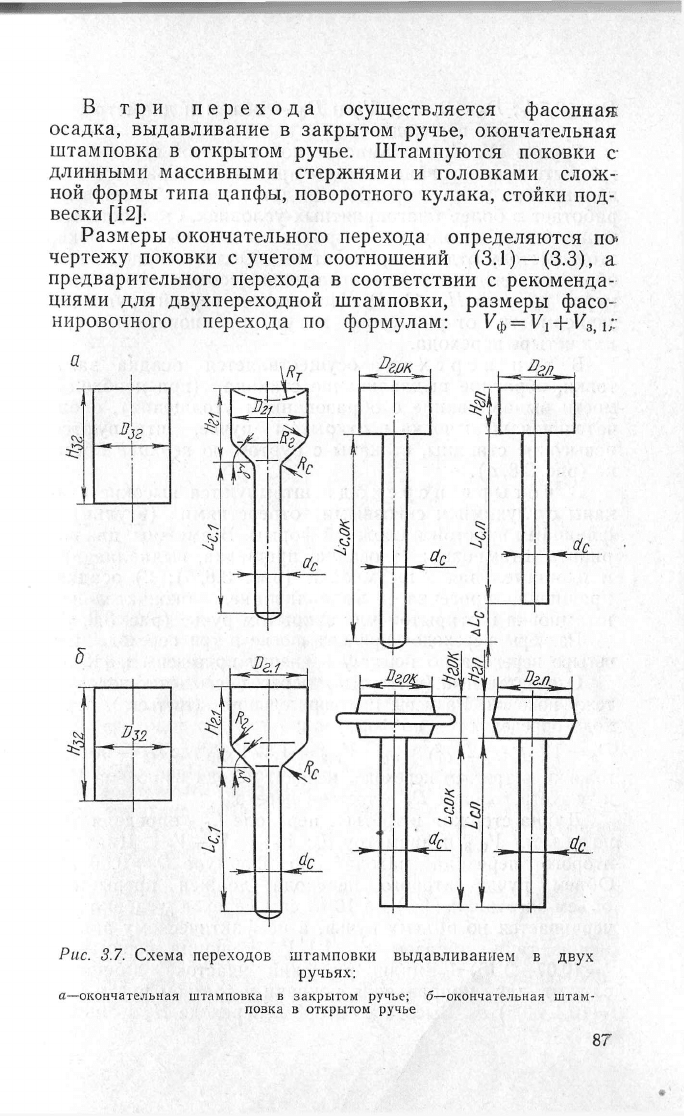
Размеры предварительного (первого) перехода опре-
деляются по формулам:
1^=1,051/^; (3.4)
Я
гД
= (0,95- 0,85) Я
г
.
п
, (3.5)
где У
г
.
п
и У
г
,
1
— соответственно объемы головки по-
ковки и первого перехода; -О
гп
и
А\
1
•—соответственно
диаметры головки поковки и первого перехода;
41/ ,
=
П
Г
2
И
; (з-б)
Я 1/
г
_ 1
= (3-7)
41/
.(3.8)
яа
с
у' = 30
—
45°; (3.9)
#
р
= (0,15-0,25) (О
гЛ
-а
с
)- (3.10)
Я
с
= (0,3-0,5)ф
г>1
-<У; (3.11)
а = 180 или 150°; (3.12)
Я
т
= (0,2-0,3 )й
гЛ
, (3.13)
где У\ и 1/
с
,
1 —-
соответственно объемы поковки и стер-
жня в первом переходе. Остальные размеры показаны
на рис. 3.7, а.
При штамповке в открытом ручье с последующей
обрезкой облоя (рис. 3.7,6) объем головки предвари-
тельного (первого) перехода определяется по формуле
У
гЛ
= 1,05(У
Г
.
П
+ У
3
), (3.14)
где У
3
— объем облоя. Все остальные расчеты первого
перехода производятся по формулам (3.4) — (3.13).
Окончательный переход рассчитывается по формулам
(3.1)
—
(3.3) и чертежу поковки.
36
В три перехода осуществляется фасонная
осадка, выдавливание в закрытом ручье, окончательная
штамповка в открытом ручье. Штампуются поковки с
длинными массивными стержнями и головками слож-
ной формы типа цапфы, поворотного кулака, стойки под-
вески [12].
Размеры окончательного перехода определяются по>
чертежу поковки с учетом соотношений (3.1) —(3.3), а
предварительного перехода в соответствии с рекоменда-
циями для двухпереходной штамповки, размеры фасо-
нировочного перехода по формулам:
Уф
= + У
3г
ь
-
;
Рис. 3.7. Схема переходов штамповки выдавливанием в двух
ручьях:
а—окончательная штамповка в закрытом ручье; б—окончательная штам-
повка в открытом ручье
87
О7с1
с
; Я
Ф
<Д где Уф и Оф — объем и диаметр фа-
сонировочного перехода.
Группа IV. При штамповке поковок этой группы мо-
гут быть использованы методы прямого и обратного вы-
давливания. При прямом выдавливании прошивень
работает в более благоприятных условиях, стойкость его
выше, можно получать короткие и длинные поковки,
этому методу отдают предпочтение. Область применения
обратного выдавливания ограничена соотношением раз-
меров полости Я
0
^1,5Д. Поковки четвертой группы, в
зависимости от размеров, могут штамповаться в три
или четыре перехода.
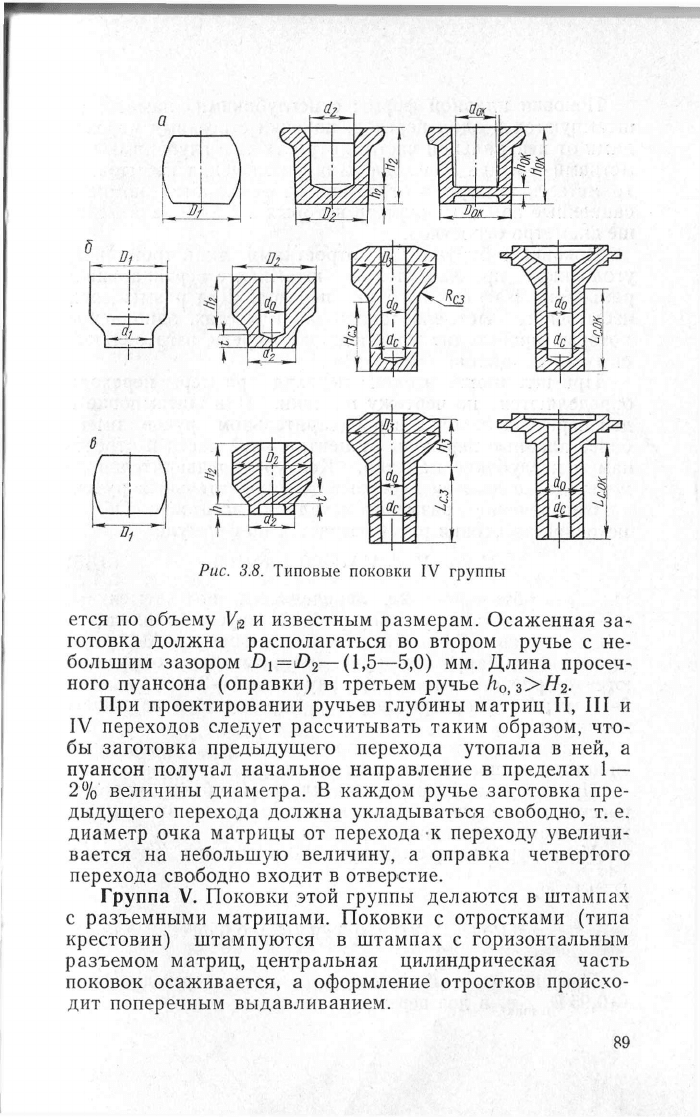
В три перехода осуществляется осадка заго-
товки, обратное выдавливание стакана (при необходи-
мости выдавливание с образованием утолщения), окон-
чательная штамповка в открытом ручье, штампуются
невысокие стаканы, стаканы с буртом по верхней кром-
ке (рис. 3.8, а).
В четыре перехода штампуются высокие ста-
каны с глухими и сквозными отверстиями (втулки) с
фланцами простой и сложной формы. Возможны два ва-
рианта штамповки: 1) осадка, прошивка, выдавливание
и окончательная штамповка (рис. 3.8,6); 2) осадка,
прошивка, просечка и выдавливание, окончательная
штамповка в открытом или закрытом ручье (рис. 3.8, в).
Размеры переходов при штамповке в три перехода и в
четыре перехода по первому варианту приведены в [12].
Окончательный (четвертый) переход соответствует чер-
тежу поковки. Размеры предварительного (третьего) пере-
хода определяются по формулам:
А = V К
((%
—
<%)
+
<!о;
=
1
.
12
УР.
п
. где Я
3
—
высота
головки в третьем переходе, находят исходя из объема У
г 3
и диаметр головки Д в третьем переходе.
Длина стержня в третьем переходе Ь
с< 3
определяется
по объему У
с
,
з
и диаметру й
с
\ У
с
, з =Уз—Уг,
з-
Диаметр
второго перехода находят по формуле
/>2
= 0,96 Д.
Объем ручья второго перехода должен превышать
объем заготовки (У
зг
) на 10%, сам переход условно вы-
черчивается по объему ручья, а не фактическому запол-
нению, таким образом, У
2
=1,1 У
3
г, толщина перемычки
/= (0,07—0,15) цилиндрический участок длиной Н
служит для направления поковки в третьем ручье к —
= (0,4—0,5) Высота во втором переходе Н
2
вычисля-
88
ется по объему
V®
и известным размерам. Осаженная за-
готовка должна располагаться во втором ручье с не-
большим зазором 01=Л
2
—(1.5—5,0) мм. Длина просеч-
ного пуансона (оправки) в третьем ручье Н
0>
з>#
2
.
При проектировании ручьев глубины матриц II, III и
IV переходов следует рассчитывать таким образом, что-
бы заготовка предыдущего перехода утопала в ней, а
пуансон получал начальное направление в пределах 1—
2% величины диаметра. В каждом ручье заготовка пре-
дыдущего перехода должна укладываться свободно, т. е.
диаметр очка матрицы от перехода -к переходу увеличи-
вается на небольшую величину, а оправка четвертого
перехода свободно входит в отверстие.
Группа V. Поковки этой группы делаются в штампах
с разъемными матрицами. Поковки с отростками (типа
крестовин) штампуются в штампах с горизонтальным
разъемом матриц, центральная цилиндрическая часть
поковок осаживается, а оформление отростков происхо-
дит поперечным выдавливанием.
89
Поковки плавной формы с неглубокими наметками
штампуются в один переход, поковки с резкими перехо-
дами от центральной части к отросткам и глубокими на-
метками — в два перехода. Для размещения избыточно-
го металла в торцах отростков изготовляются компен-
сационные полости, диаметр которых в 1,5—2 раза мень-
ше диаметра отростков.
Поковки с буртами и отростками типа тройников,
угольников производятся в штампах с вертикальным
разъемом матриц в один переход. Для размещения
избыточного металла заготовки в местах, заполнение
которых происходит в последнюю очередь, изготовляют-
ся компенсационные отверстия.
При штамповке в один переход размеры перехода
определяются по чертежу поковки. При штамповке в
два перехода поковка в предварительном ручье имеет
более плавные переходы от центральной части к отрост-
кам и неглубокие наметки. Контур предварительного
перехода не должен перекрывать окончательный ручей.
Определение размеров исходной заготовки. Объем
исходной заготовки рассчитывается по формуле
У
ар
= (У
п
+ УзМЮ0 + 6)/100, (3.15)
где У
п
— объем поковки, определяется по элементам,
пленка под пробивку и внутренний заусенец входит в
объем поковки; У
г
-—объем облоя по формуле (3.1), при
штамповке в закрытом ручье потери в облой определя-
ются из расчета: толщина заусенца 1—3 мм, высота
3—5 мм; б — угар при нагреве, определяется по общим
правилам.
Размеры заготовки для поковок класса А назначают-
ся исходя из штамповки на молотах.
При штамповке поковок класса Б объем поковки
рассчитывается по элементам с учетом половины поло-
жительного отклонения на размер.
Например, для цилиндрического участка размерами
+х +у
У
п
= ~ (О + 0,5 X)
2
(Я + 0,5 у). (3.16)
При штамповке без осадки в один переход Г>
зг
=
=0,951>
пшах
, в два перехода
80
Ь
^