Вербицкий Е.И. Добровольский И.Г. Курсовое проектирование по горячей штамповке
Подождите немного. Документ загружается.

7505—74 для данного типа оборудования, заходные углы
Р
= Наружный и внутренний диаметры большего
основания конической части равны соответствующим
диаметрам поковки. Высота предварительной поковки
#1 определяется по формуле (2.8). Остальные разме-
ры — геометрическим построением.
При штамповке поковок шестерен со смещенным дис-
ком размеры поковки предварительной формы устанав-
ливают в зависимости от способа получения оконча-
тельной формы каждого элемента (рис. 2.8, в). В приве-
денном примере окончательные размеры обода будут
получены обжимом, следовательно, 0\=0
п
, =
Окончательные размеры ступицы будут получены раз-
дачей, поэтому Д1с=^п.с, с1
ю
=
^п.с-
Радиусы закругле-
ния поковки предварительной формы равны радиусам
закругления поковки, определяются по ГОСТ 7505—74.
В качестве заготовительного ручья при штамповке
поковок предварительной формы следует применять пло-
щадку для осадки, при необходимости с неглубокими
наметками для удобства центрирования в окончательном
штамповочном ручье.
2.7. Масса падающих частей штамповочного молота
С целью получения максимальной производительно-
сти в массовом и крупносерийном производстве при
штамповке в открытых штампах массу падающих частей
паровоздушного молота двойного действия следует
определять по следующим формулам [12, 22]:
для круглых в плане поковок
т
0
= 5,6.10-%(1 — 0,0005С
П
) [з,75 ^Ь + ^ х
X (75 + 0,00
Ш
п
2
)
+ О
п
+ + X
2 4 50
Х'й
1
2,5 (75 + 0,00Шд)-|
для поковок некруглой формы
т
м
= 5,6- 10~
3
ст
(1 —
0,00050
пр
) (з,75 ( Ь + х
51
X (75 + 0,00 Шп
Р
) +
Опр
(у + + Е-)
х
где т
0
, т
м
—
масса падающих частей, кг;
—
диаметр
поковки, мм; Ь,
Н
3
—
соответственно ширина и высота мос-
тика заусенечной канавки, мм; /
п
—
длина поковки, мм;
О
пр
= 1,13 УР
П
— приведенный диаметр некруглой в плане
поковки, мм; Ь
ср
=
Р
П
/1
П
— средняя ширина поковки, мм;
о
—
предел прочности материала поковки при температуре
штамповки, Н/м
2
; Р
п
— площадь поковки в плане, мм
2
.
В мелкосерийном производстве допускается приме-
нение штамповочных молотов с меньшей массой падаю-
щих частей, при условии увеличения количества ударов.
При штамповке в закрытых ручьях (безоблойной штам-
повке) круглых в плане поковок масса падающих частей
молота может быть найдена
по
формуле т=
10
(1—0,0050
п
)х
X (0,75 4- 0,001 1>п)О
п
а, где т
—
масса падающих частей,
т; Ь
п
—
диаметр поковки, см; а
—
предел прочности мате-
риала при температуре штамповки, Н/м
2
;
В действующем производстве массу падающих час-
тей можно определять по опыту штамповки аналогич-
ных поковок (метод аналогии) или с помощью эмпири-
ческих формул [6, 16].
2.8. Конструирование ручьев молотового штампа
Общие сведения. Ручьи молотового штампа разде-
ляются на штамповочные и заготовительные. Штам-
повочные ручьи служат для получения поковки
требуемой формы и размеров в соответствии с черте-
жом. Заготовительные ручьи необходимы для
предварительного формоизменения исходной заготовки
с учетом поперечных сечений и формы поковки в плане.
В работах [12, 6, 20] детально разобраны конструктив-
ные особенности штамповочных и заготовительных
ручьев молотового штампа, приведены основные расчет-
ные соотношения и размеры, определено их положение
на зеркале штампа. Поэтому в настоящей работе осве-
щены только основные положения конструирования
ручьев, на которые необходимо обратить внимание.
52
Основные положения конструирования штамповоч-
ных ручьев. В зависимости от формы поковки широкое
распространение получили окончательный штамповоч-
ный ручей, окончательный и предварительный штампо-
вочные ручьи, окончательный и заготовительно-предва-
рительный штамповочные ручьи.
Окончательный штамповочный ручей
служит для получения поковки в соответствии с требо-
ваниями чертежа, его изготовляют по чертежу поковки
для изготовления штампа (чертеж горячей поковки).
Правила составления чертежа горячей поковки приведе-
ны в главе 1. Вокруг окончательного штамповочного
ручья делается заусенечная канавка, а в передней части
клещевая выемка и литниковая канавка.
Предварительный штамповочный ру-
чей создает форму поковки, близкую к окончательной,
улучшает условия течения металла и повышает стой-
кость окончательного штамповочного ручья. Применяет-
ся при штамповке поковок сложной формы типа шату-
нов, с тонкими полотнами типа гаечных ключей, поко-
вок с отростками и штамповке поковок «валетом».
Изготовляется, как и окончательный, по чертежу
горячей поковки. В глубоких труднозаполнимых местах
штамповочные уклоны увеличиваются на 1—3°, радиусы
закругления на 2—5 мм. Вокруг предварительного штам-
повочного ручья заусенечная канавка не изготовляется.
Если расстояние между предварительным штампо-
вочным ручьем и заусенечной канавкой окончательного
ручья меньше двух ширин мостика канавки, то заусенеч-
ная канавка окончательного ручья открывается в пред-
варительный. Вблизи труднозаполнимых участков пред-
варительного штамповочного ручья рекомендуется
изготовлять канавки для торможения металла и умень-
шения размеров облоя [12]. Участки перегиба и резкого
перехода одного сечения в другое должны быть сопря-
жены по большому радиусу, сглажены.
Заготовительн о-п редварительный ру-
чей применяется при штамповке поковок с развилина-
ми, таврового и двутаврового сечения с высокими ребра-
ми и отростками. Для поковок с развилинами требуется
рассекатель. При штамповке двутаврового профиля в
зависимости от отношения высоты полки к ее ширине
используется ручей трапецеидального сечения или более
53
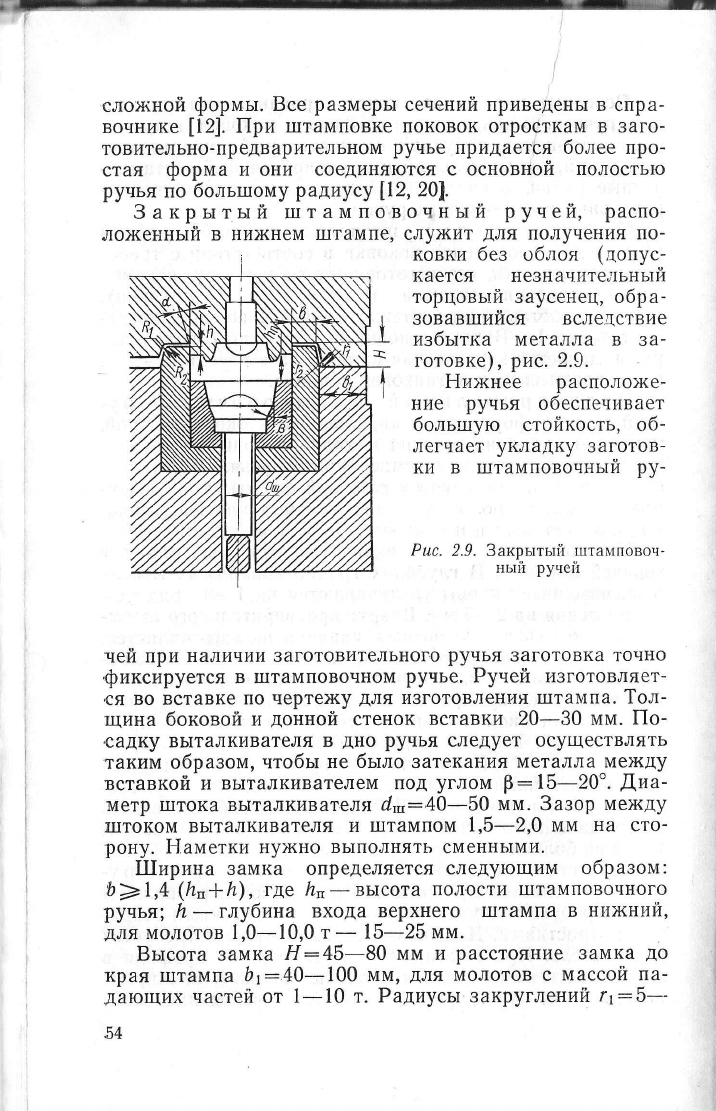
чей при наличии заготовительного ручья заготовка точно
фиксируется в штамповочном ручье. Ручей изготовляет-
ся во вставке по чертежу для изготовления штампа. Тол-
щина боковой и донной стенок вставки 20—30 мм. По-
садку выталкивателя в дно ручья следует осуществлять
таким образом, чтобы не было затекания металла между
вставкой и выталкивателем под углом
р
= 15—20°. Диа-
метр штока выталкивателя 40—50 мм. Зазор между
штоком выталкивателя и штампом 1,5—2,0 мм на сто-
рону. Наметки нужно выполнять сменными.
Ширина замка определяется следующим образом:
(к
п
+
к), где к
а
— высота полости штамповочного
ручья; к — глубина входа верхнего штампа в нижний,
для молотов 1,0—10,0 т — 15—25 мм.
Высота замка Н—45—80 мм и расстояние замка до
края штампа ^ =
40—100
мм, для молотов с массой па-
дающих частей от
1 —10
т. Радиусы закруглений г
х
=
Ъ—
сложной формы. Все размеры сечений приведены в спра-
вочнике [12]. При штамповке поковок отросткам в заго-
товительно-предварительном ручье придается более про-
стая форма и они соединяются с основной полостью
ручья по большому радиусу [12, 20].
Закрытый штамповочный ручей, распо-
ложенный в нижнем штампе, служит для получения по-
ковки без облоя (допус-
^ кается незначительный
торцовый заусенец, обра-
зовавшийся вследствие
избытка металла в за-
готовке), рис. 2.9.
Нижнее расположе-
ние ручья обеспечивает
большую стойкость, об-
легчает укладку заготов-
ки в штамповочный ру-
Рис. 2.9. Закрытый штамповоч-
ный ручей
54
10 мм, г
2
=
4—8
мм,
7?!
= 10 мм,
^2
=
8
мм. Угол наклона
боковых стенок замка а= 1°.
Выталкиватель приводится в движение пневматиче-
ским цилиндром, закрепленным на фундаменте молота
через рычаг, проходящий в пазе хвостовика штампа
(пневматический цилиндр на рис. 2.9 не показан).
Клещевая выемка штамповочных ручьев предназна-
чена для размещения части заготовки и клещей, кото-
рыми удерживается заготовка в процессе штамповки, и
для облегчения удаления поковки из ручья. Клещевая
выемка соединяется с гравюрой штамповочного ручья
литниковой канавкой, служащей для воспроизведения
фигуры ручья из материала, дающего малую усадку с
целью контроля размеров ручья. Конструкция и разме-
ры клещевой выемки и литниковой канавки определяют-
ся в зависимости от способа штамповки [12]. При штам-
повке поковок в торец осадкой, когда не требуется удер-
живать заготовку в клещах применяется клещевая
выемка в виде лыски, обеспечивающей удобство захва-
та отштампованной поковки за облой [12].
Основные положения конструирования заготовитель-
ных ручьев. Заготовительные ручьи по назначению мо-
гут быть разбиты на следующие виды: 1) ручьи, предна-
значенные для изменения формы исходной заготовки в
соответствии с поперечными сечениями поковки; 2) за-
готовительные ручьи, изменяющие форму заготовки с
учетом формы поковки в плане; 3) заготовительные
ручьи, увеличивающие площади поковки (или части по-
ковки) в плане за счет уменьшения ее высоты. В табл.
2.3 приведены классификация заготовительных ручьев
и штампуемые в них поковки.
Заготовительные ручьи первого вида могут быть от-
крытые (со стороны боковой грани штампа) и закры-
тые. Открытые ручьи прямоугольного сечения, закры-
тые — овального. Закрытые гюдкатные ручьи дают боль-
шую производительность, более интенсивный набор
металла. Их следует применять при многоштучной
штамповке с целью интенсификации подкатки и лучше-
го оформления элементов поковки. Несимметричный
подкатной ручей применять взамен формовочного при
/(>1,2. Смешанный подкатной ручей обеспечивает ин-
тенсивную подкатку. Прямоугольная форма головок
заготовки, полученная в открытой части ручья, наибо-
55
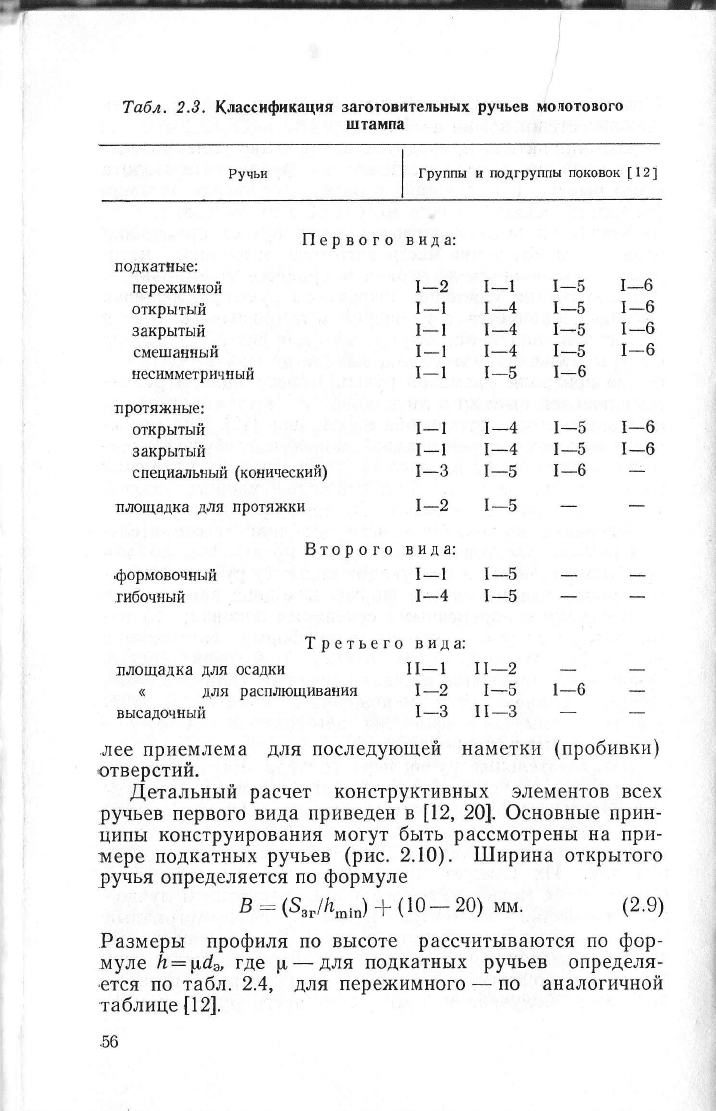
Табл. 2.3. Классификация заготовительных ручьев молотового
штампа
Ручьи
Группы и подгруппы поковок [12]
Первого вида:
подкатные:
пережимной
1—2 1 — 1 1—5 1—6
открытый
1—1 1—4 1-5 1-6
закрытый 1—1 1—4 1-5 1—6
смешанный 1—1 1—4 1-5 1—6
несимметричный 1—1 1—5 1-6
протяжные:
открытый
1—1 1—4 1—5 1-6
закрытый
1-1 1—4 1—5 1—6
специальный (конический) 1—3 1—5 1-6
—
площадка для протяжки
1—2 1—5 —
—
Второго
вида:
•формовочный
1 — 1
1—5
— —
гибочный 1-4 1—5
—
—
Третьего вида:
площадка для осадки
II—1 II—2
— —
« для расплющивания 1—2 1—5 1-6
—
высадочный 1—3 II—3
—
—
лее приемлема для последующей наметки
(пробивки)
отверстий.
Детальный расчет конструктивных элементов всех
ручьев первого вида приведен в [12, 20]. Основные прин-
ципы конструирования могут быть рассмотрены на при-
мере подкатных ручьев (рис. 2.10). Ширина открытого
ручья определяется по формуле
В = (5
зг
/А
Ш
1П) + (10-20) ММ. (2.9)
Размеры профиля по высоте рассчитываются по фор-
муле
Н
=
\ай
э
,
где
р,
— для подкатных ручьев определя-
ется по табл. 2.4, для пережимного — по аналогичной
таблице [12].
56
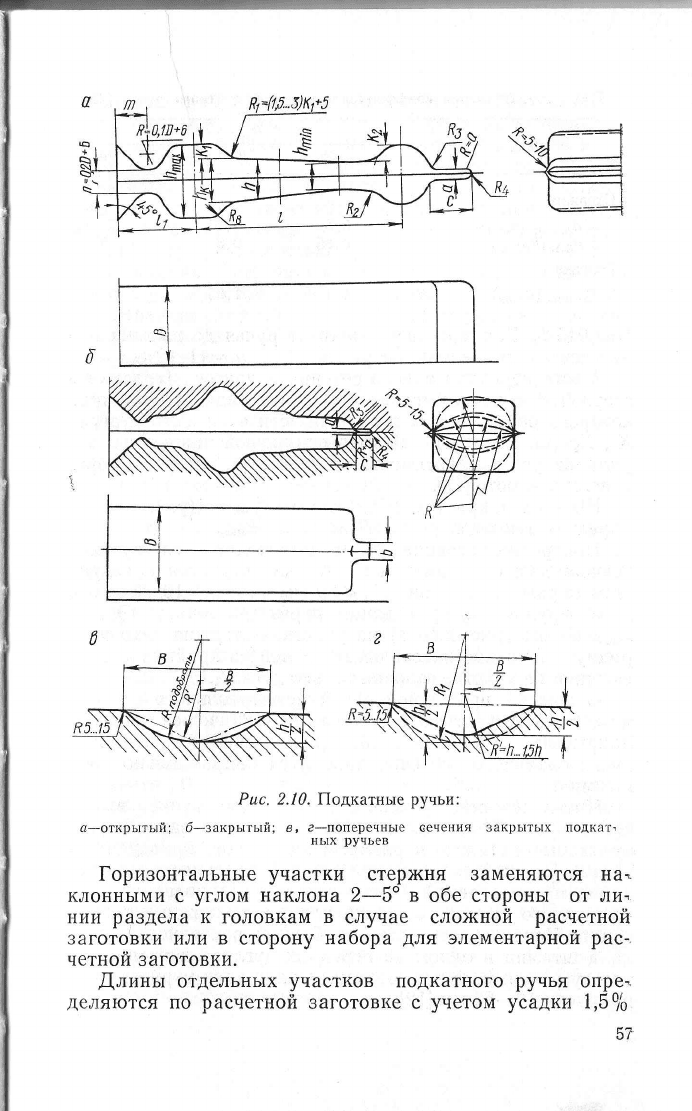
Рис. 2.10. Подкатные ручьи:
а—открытый; б—закрытый; в, г—поперечные сечения закрытых подкат-
ных ручьев
Горизонтальные участки стержня заменяются на^-
клонными с углом наклона 2—5° в обе стороны от ли-
нии раздела к головкам в случае сложной расчетной
заготовки или в сторону набора для элементарной рас-
четной заготовки.
Длины отдельных участков подкатного ручья опре--
деляются по расчетной заготовке с учетом усадки 1,5%
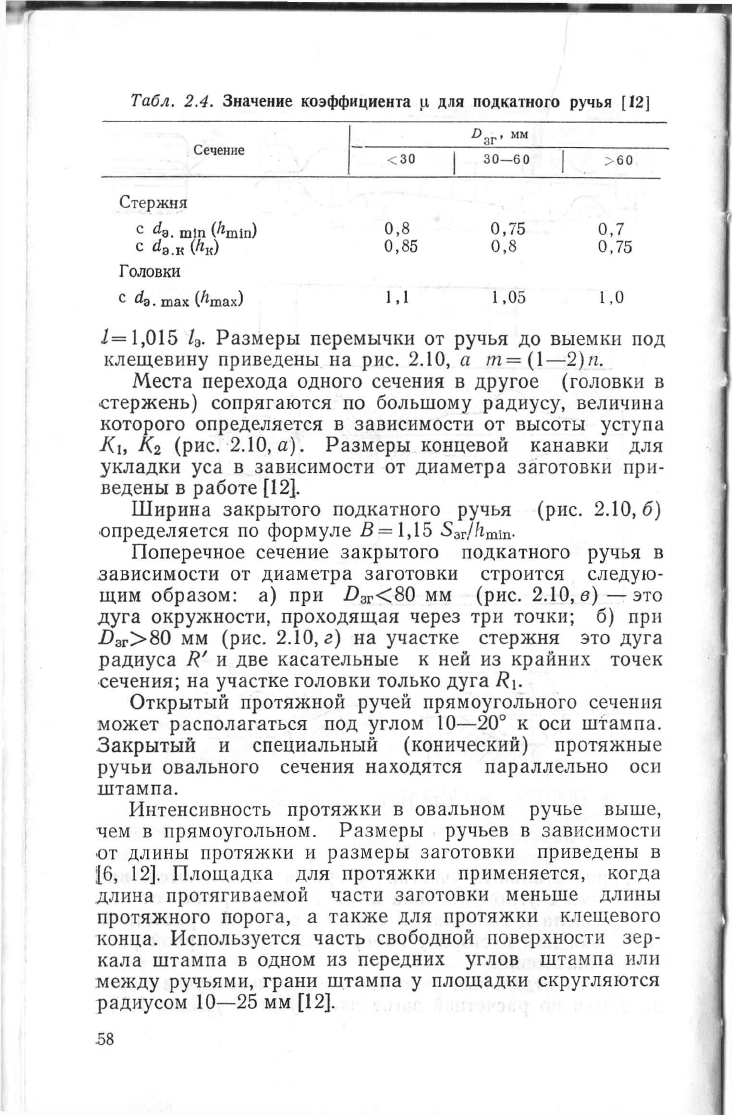
Табл. 2.4. Значение коэффициента и для подкатного ручья [12]
Сечение
Д
зг
. мм
Сечение
<30
| 30—60
>60
Стержня
с
^э. т1п С
г
тт)
0,8
0,75 0,7
с ^э.к (
А
к)
0,85 0,8 0,75
Головки
с
^э. шах С
г
тах)
1,1
1,05
1,0
2=1,015 /
э
. Размеры перемычки от ручья до выемки под
клещевину приведены на рис. 2.10, а т=(
1—2)п.
Места перехода одного сечения в другое (головки в
стержень) сопрягаются по большому радиусу, величина
которого определяется в зависимости от высоты уступа
Ки К2 (рис. 2.10, а). Размеры концевой канавки для
укладки уса в зависимости от диаметра заготовки при-
ведены в работе [12].
Ширина закрытого подкатного ручья (рис. 2.10,6)
определяется по формуле
.6
= 1,15 5
зг
//1
т1п
.
Поперечное сечение закрытого подкатного ручья в
зависимости от диаметра заготовки строится следую-
щим образом: а) при -0
ЗГ
<80 мм (рис. 2.10, в) —это
дуга окружности, проходящая через три точки; б) при
В
3
г>80 мм (рис. 2.10, г) на участке стержня это дуга
радиуса Я' и две касательные к ней из крайних точек
сечения; на участке головки только дуга
Открытый протяжной ручей прямоугольного сечения
может располагаться под углом 10—20° к оси штампа.
Закрытый и специальный (конический) протяжные
ручьи овального сечения находятся параллельно оси
штампа.
Интенсивность протяжки в овальном ручье выше,
-чем в прямоугольном. Размеры ручьев в зависимости
от длины протяжки и размеры заготовки приведены в
16, 12]. Площадка для протяжки применяется, когда
длина протягиваемой части заготовки меньше длины
протяжного порога, а также для протяжки клещевого
конца. Используется часть свободной поверхности зер-
кала штампа в одном из передних углов штампа или
между ручьями, грани штампа у площадки скругляются
радиусом 10—25 мм [12].
58
Построение профиля формовочного и гибочного ручь-
ев заключается в отыскании такой фигуры, которая бы
вписывалась в контур поковки с зазором 2—-10 мм в за-
висимости от массы падающих частей молота [12]. За
исключением участков гибочного ручья в местах резкого
перегиба, где возможно образование складок, контур
гибочного ручья перекрывает контур поковки. Высту-
пающие над плоскостью разъема зубья гибочного
ручья должны быть равнопрочны и выступать над пло-
скостью разъема примерно одинаково, заготовка в ручей
укладывается горизонтально и центрируется в фикси-
рующих желобах. Ширина формовочных и гибочных
ручьев определяется по формуле (2.9), размеры клеще-
вой выемки такие же, как у ручьев первого вида. Кон-
структивные размеры этих ручьев приведены в [12].
Размеры площадки для осадки и размеры штампа
без замка следует определять путем графического по-
строения (рис. 2.11). Для этого из центра штамповоч-
ного ручья (точки пересечения оси шпонки и оси хво-
стовика) радиусом
Я
=
Дп/2
+ +
25
мм, где Б
т
й —
соответственно диаметры поковки и осаженной заготовки,
провести дугу, которая является линией положения цен-
тров площадки для осадки. Расстояние от центра пло-
щадки для осадки до передней и боковой граней штам-
па с?/2+15 мм. При расчете размеров штампа надо,
пользоваться следующими соотношениями:
а = е + с
+
+
5
мм; с>.Оп/2-И;
е
=
л:
+ с?/2+15 мм;
Ь
=
Н +
с+5 мм;
;
/г
= /С+й?/2+15 мм, где х=Я соз а, К=Н зш а. Все обо-
значения приведены на рис. 2.11, а.
Размеры штампа выбираются ближайшими по раз-
мерам штамповых кубиков [12] и согласуются с разме-
рами штампового пространства молота с учетом зазора
(не менее 20 мм) между штампом и станиной молота..
Угол наклона оси площадки для осадки, проходящей
через центр штампа к оси шпонки, а= 15—45°.
На рис. 2.11, а приведено два варианта расположе-
ния площадки для осадки, размеры первого без индек-
сов, размеры второго с индексом 1. Для уменьшения га-
баритов штампа при размещении площадки для осадки
можно использовать часть площади штамповочного,
ручья в зоне заусенечной канавки (рис. 2.11,6), при
этом необходимо предусмотреть плавный переход от
канавки на зеркало штампа.
59

Рис. 2.11. Площадка для осадки