Вербицкий Е.И. Добровольский И.Г. Курсовое проектирование по горячей штамповке
Подождите немного. Документ загружается.

поковки, плюс 0,3—0,5 мм. Если пуансон не охватывает
всей поверхности поковки, то прилегающая к ней часть
пуансона располагается по возможности ближе к конту-
ру обрезаемого облоя.
Размеры рабочей части пуансона сложной формы
принято для упрощения изготовления задавать от услов-
но показанной на рабочем чертеже линии разъема по-
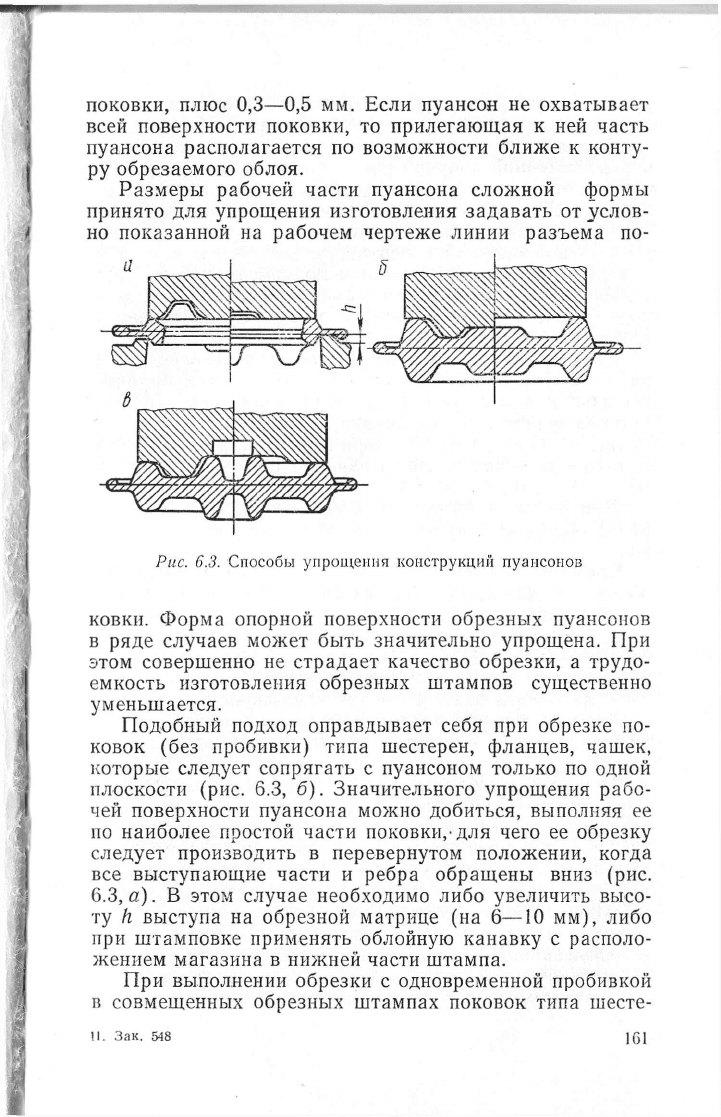
Рис.
6.3.
Способы упрощения конструкций пуансонов
ковки. Форма опорной поверхности обрезных пуансонов
в ряде случаев может быть значительно упрощена. При
этом совершенно не страдает качество обрезки, а трудо-
емкость изготовления обрезных штампов существенно
уменьшается.
Подобный подход оправдывает себя при обрезке по-
ковок (без пробивки) типа шестерен, фланцев, чашек,
которые следует сопрягать с пуансоном только по одной
плоскости (рис. 6.3, б). Значительного упрощения рабо-
чей поверхности пуансона можно добиться, выполняя ее
но наиболее простой части поковки,-для чего ее обрезку
следует производить в перевернутом положении, когда
все выступающие части и ребра обращены вниз (рис.
6.3, а). В этом случае необходимо либо увеличить высо-
ту к выступа на обрезной матрице (на 6—10 мм), либо
при штамповке применять облойную канавку с располо-
жением магазина в нижней части штампа.
При выполнении обрезки с одновременной пробивкой
в совмещенных обрезных штампах поковок типа шесте-
II. Зак. 548
101
реи достаточно опорную поверхность пуансонов сопря-
гать с поковкой по двум плоскостям (рис. 6.3, в).
Поковки с двутавровым профилем сечения при нали-
чии достаточной опорной поверхности по тавру (ребру)
сопрягают с пуансоном по одной плоскости. Уменьшение
высоты ребра при износе бобышек ковочного штампа не
приводит к короблению поковки, в то же время при не-
достаточной опорной поверхности (например, при сече-
нии двутавра со скругленными полками) пуансон тща-
тельно подгоняют по контрольной отливке с окончатель-
ного ручья, а соответствующие комплекты обрезных и
ковочных штампов клеймят.
Крепление пуансонов осуществляется непосредствен-
но в ползуне пресса только в случае обрезки крупных
поковок; для мелких и средних поковок пуансоны кре-
пятся в переходных державках с помощью клина, на
шлице и винтах, в гнезде державки с помощью винтов,
с помощью пуансонодержателя, зажимными колодками
и т.д. [2, 12, 19].
Для совмещения операции клеймения поковок с го-
рячей обрезкой в пуансоны вставляются сменные клей-
ма.
Съемники. Съемники для снятия облоя с пуансона не-
обходимы при малых зазорах между пуансоном и мат-
рицей. В штампах с режущим пуансоном они применя-
ются при холодной обрезке для зазоров 6<0,5 мм и при
горячей
—
для 6<1 мм. Обязательно также применение
съемников в штампах для пробивки отверстий.
Если зазоры более 1 мм или используется при обрез-
ке высоких поковок, толкающий пуансон, облой остают-
ся на матрице и его удаление вручную не вызывает ни-
каких затруднений.
Проектируя штампы, следует иметь в виду, что съем-
ники значительно усложняют штамп, увеличивая его
закрытую высоту, и затрудняют работу прессовщика.
При выборе типа съемника, кроме чисто конструктив-
ных соображений [2, 18—20], необходимо помнить, что
простые конструкции, закрывая полностью или частично
режущий контур матрицы, создают неудобства при ук-
ладке поковок, поэтому и применяются они в основном
в мелкосерийном производстве. В массовом производст-
ве становятся оправданными более сложные конструк-
ции раздвижных, пружинных и других съемников.
162
При обрезке облоя у круглых в плане поковок вместо
съемника применяют проточку на пуансоне, облегчаю-
щую съем вручную.
Конструирование основных типов обрезных шта,мпов.
Различают следующие разновидности обрезных штам-
пов: простые, последовательные и совмещенные.
В типовых конструкциях простых штампов при
холодных обрезных работах применяют низкие башмаки.
В этом случае поковка удаляется на провал через отверг
стия в подштамповой плите и столе пресса. Матрицы
горячих обрезных штампов крепятся в высоких башма-
ках с окнами для извлечения обрезанных поковок. При-
менение направляющих колонок и втулок в обрезных
штампах необходимо при зазорах между пуансоном и
матрицей менее 0,5 мм.
Наличие направляющих элементов существенно упро-
щает наладку штампов, снижает износ рабочих частей,
устраняет зарубание режущих кромок инструмента и по-
ковок, повышает точность и качество резки. Отсюда ста-
новится ясной целесообразность применения штампов с
направляющими колонками в условиях крупносерийного
и массового производства.
В штампах типовых конструкций все детали, кроме
пуансона и матрицы, должны быть нормализованными,
это касается также и элементов крепления самих штам-
пов—[2, 3, 12, 19].
При конструировании штампа важно правильно выб-
рать его закрытую высоту и рассчитать размеры деталей
штампа. Закрытую высоту штампа Лшт устанавливают
в пределах: при работе без съемника не менее Я
шт
=
= Я
П
р. тт—Я
пл
— (15—20) мм, при работе со съемником
не более Я
Ш
т = Я
пр
.
тах
—Я
пл
—(15—20) мм, где значения
закрытой высоты штампового пространства пресса
Н
П
р.
шах
и Я
пр
. тт определяются по его паспортным дан-
ным; Я
пл
—
толщина подкладной плиты.
Выбрав закрытую высоту штампа в указанных пре-
делах, вычерчивают штамп в закрытом положении, при
этом сумма размеров всех деталей по высоте, за вычетом
величины сдвига поковки пуансоном, будет равняться
закрытой высоте штампа.
Высота таких деталей, как башмак (Нц), матрица
(Я
м
), державка (Я
д
), устанавливается конструктивно
или подбирается по соответствующим нормалям.
II
163
Расчетная высота пуансона
Н„
определяется из выра-
жения Н
п
=(Н
шг
+ е)—(Нб
+ Н
м
+ Н
я
), где е — величину
углубления нижней кромки пуансона в матрицу (сдвига
поковки) находят с учетом требований к качеству среза,
форме поперечных сечений поковки, состояния режущей
кромки матрицы. Обычно е колеблется в пределах от
трех до пяти толщин срезаемого облоя.
При обрезке высоких поковок следует проверить воз-
можность укладки их в матрицу. Для этого ход ползуна
пресса должен быть больше высоты поковки не менее
чем на 10—20 мм, при использовании высокого башмака
на такую же величину по отношению к поковке должна
быть больше высота выгреба.
В штампах с направляющими колонками к моменту
соприкосновения пуансона с поковкой колонка должна
войти во втулку на глубину не менее 12 мм, а при нижнем
положении пуансона между верхним торцом колонки и
ползуном пресса необходимо расстояние не менее 15 мм.
В практике часто встречаются поковки, требующие,
кроме обрезки облоя по наружному контуру, выполнения
ряда других операций (пробивки перемычек, гибки, прав-
ки, т.д.). При малых масштабах производства они мо-
гут производиться на самостоятельных раздельных
штампах, причем для правки обрезанная поковка часто
возвращается на ковочный штамп. Подобный метод об-
работки является малопроизводительным.
Обычно указанные выше операции выполняют на од-
ном и том же обрезном прессе с использованием после-
довательных или совмещенных штампов. Первые приме-
няются для поковок сложной конфигурации, для кото-
рых нельзя применить более совершенные конструкции.
В последовательных штампах рабочий инст-
румент устанавливается рядом для двух операций (об-
резка—пробивка, обрезка—правка, обрезка—гибка), ко-
торые производятся либо последовательно для одной по-
ковки, либо же одновременно для двух поковок. Во вто-
ром случае за каждый ход пресса получается готовая
поковка, обработанная за две операции, для чего, есте-
ственно, требуется пресс, развивающий большее усилие.
Рабочие вставки для каждой операции крепятся и регу-
лируются самостоятельно, обеспечивая при этом удобст-
во изготовления и наладки штампов. Ввиду сложности
настройки раздельных ручьевых вставок подобные штам-
164
пы конструируются в общем специальном блоке, снаб-
женном направляющими колонками. При расчете закры-
той высоты штампа учитывается ограниченность или не-
возможность одновременного регулирования по высоте
обеих пар инструмента.
Все шире в практику кузнечно-штамповочного произ-
водства внедряется горячая малоотходная штамповка
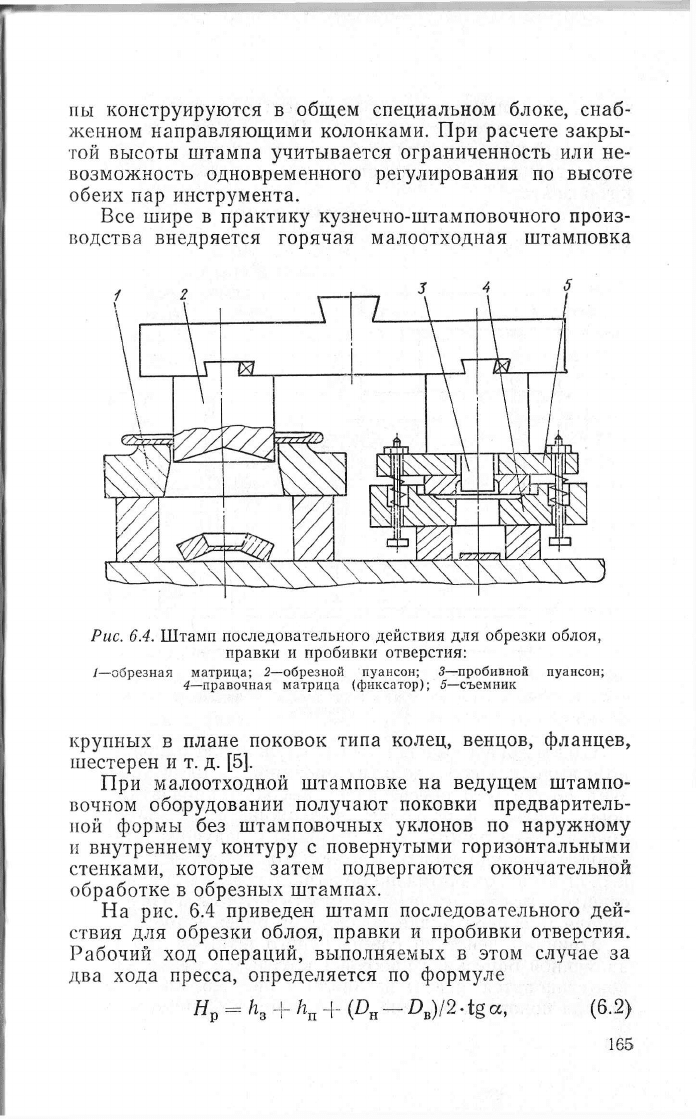
Рис. 6.4. Штамп последовательного действия для обрезки облоя,
правки и пробивки отверстия:
/—обрезная матрица; 2—обрезной пуансон; 3—пробивной пуансон;
4—правочная матрица (фиксатор); 5—съемник
крупных в плане поковок типа колец, венцов, фланцев,
шестерен и т. д. [5].
При малоотходной штамповке на ведущем штампо-
вочном оборудовании получают поковки предваритель-
ной формы без штамповочных уклонов по наружному
и внутреннему контуру с повернутыми горизонтальными
стенками, которые затем подвергаются окончательной
обработке в обрезных штампах.
На рис. 6.4 приведен штамп последовательного дей-
ствия для обрезки облоя, правки и пробивки отверстия.
Рабочий ход операций, выполняемых в этом случае за
два хода пресса, определяется по формуле
Я
р
= К + К + (А, - Л»)/2
• 18
а, (6.2)
165
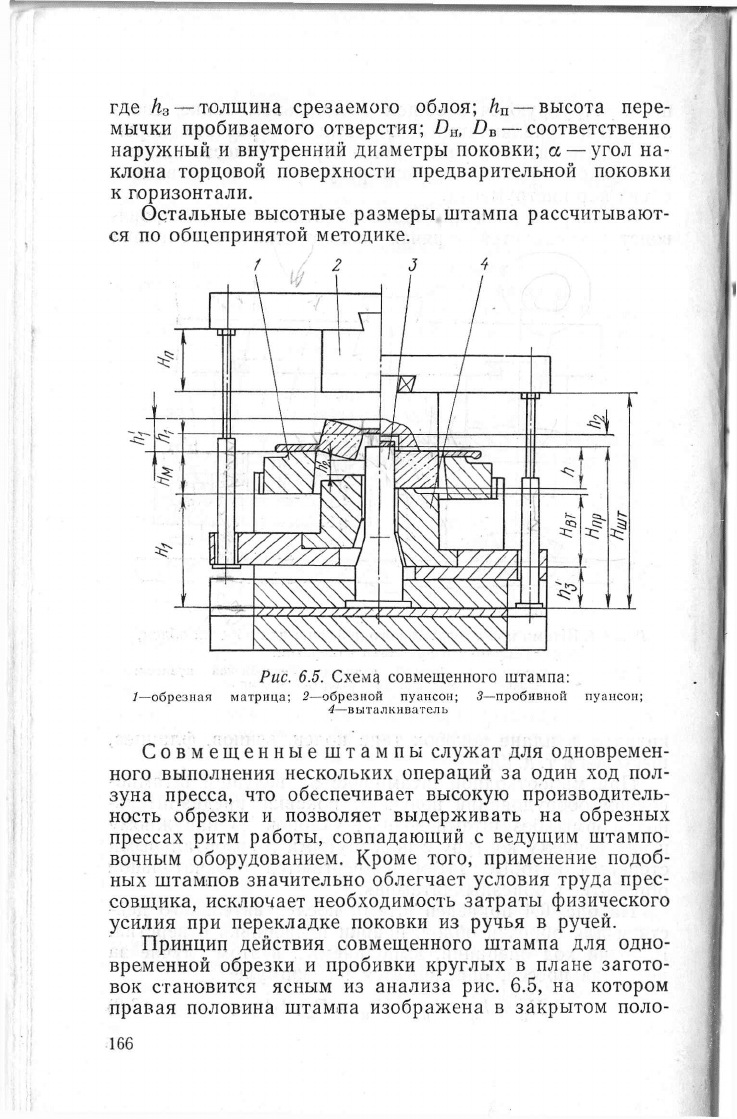
где Н
3
—
толщина срезаемого облоя; Н
п
—
высота пере-
мычки пробиваемого отверстия; О
н
,
-Ов —
соответственно
наружный и внутренний диаметры поковки; а
—
угол на-
клона торцовой поверхности предварительной поковки
к горизонтали.
Остальные высотные размеры штампа рассчитывают-
ся по общепринятой методике.
Рис. 6.5. Схема совмещенного штампа:
1—обрезная матрица; 2—обрезной пуансон; 3—пробивной пуансон;
4—выталкиватель
Совмещенные штампы служат для одновремен-
ного выполнения нескольких операций за один ход пол-
зуна пресса, что обеспечивает высокую производитель-
ность обрезки и позволяет выдерживать на обрезных
прессах ритм работы, совпадающий с ведущим штампо-
вочным оборудованием. Кроме того, применение подоб-
ных штампов значительно облегчает условия труда прес-
совщика, исключает необходимость затраты физического
усилия при перекладке поковки из ручья в ручей.
Принцип действия совмещенного штампа для одно-
временной обрезки и пробивки круглых в плане загото-
вок становится ясным из анализа рис. 6.5, на котором
правая половина штампа изображена в закрытом поло-
166
женин (конец обрезки и пробивки), а левая — в откры-
том (в момент укладки поковки на штамп).
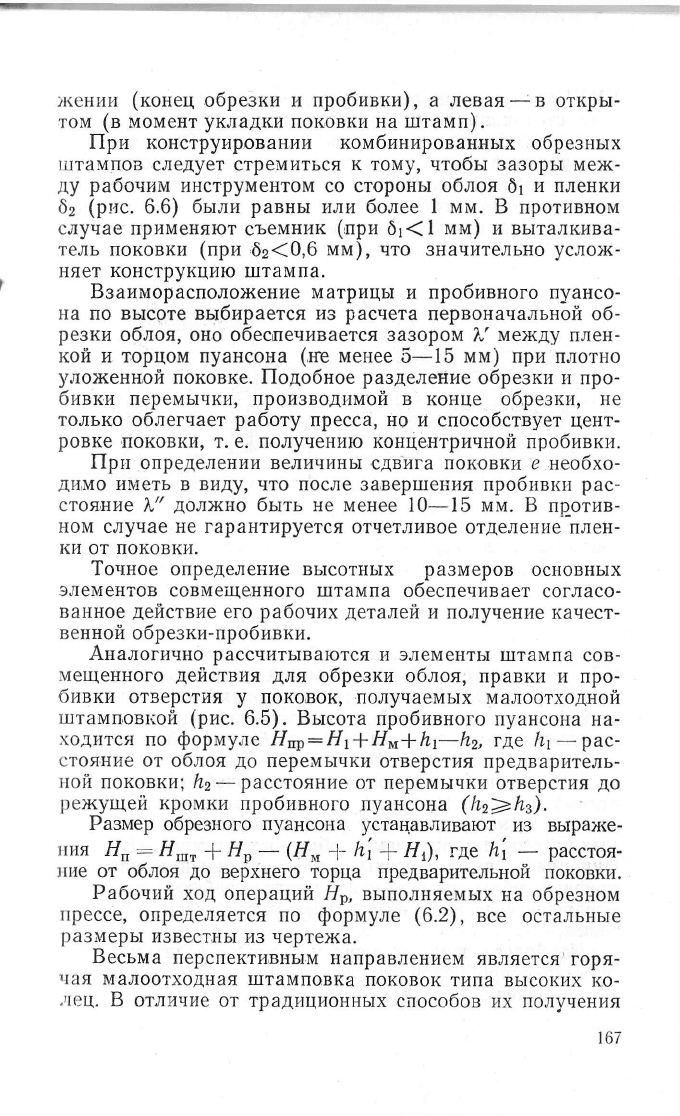
При конструировании комбинированных обрезных
штампов следует стремиться к тому, чтобы зазоры меж-
ду рабочим инструментом со стороны облоя 61 и пленки
6
2
(рис. 6.6) были равны или более 1 мм. В противном
случае применяют съемник (при б1<1 мм) и выталкива-
тель поковки (при бг<0,6 мм), что значительно услож-
няет конструкцию штампа.
Взаиморасположение матрицы и пробивного пуансо-
на по высоте выбирается из расчета первоначальной об-
резки облоя, оно обеспечивается зазором К' между плен-
кой и торцом пуансона (не менее о—15 мм) при плотно
уложенной поковке. Подобное разделение обрезки и про-
бивки перемычки, производимой в конце обрезки, не
только облегчает работу пресса, но и способствует цент-
ровке поковки, т. е. получению концентричной пробивки.
При определении величины сдвига поковки е необхо-
димо иметь в виду, что после завершения пробивки рас-
стояние X" должно быть не менее 10—15 мм. В против-
ном случае не гарантируется отчетливое отделение плен-
ки от поковки.
Точное определение высотных размеров основных
элементов совмещенного штампа обеспечивает согласо-
ванное действие его рабочих деталей и получение качест-
венной обрезки-пробивки.
Аналогично рассчитываются и элементы штампа сов-
мещенного действия для обрезки облоя, правки и про-
бивки отверстия у поковок, получаемых малоотходной
штамповкой (рис. 6.5). Высота пробивного пуансона на-
ходится по формуле Я
пр
= Я
1
+ Я
м
+/г
1
—к
2
, где
1ц
— рас-
стояние от облоя до перемычки отверстия предваритель-
ной поковки; к
2
—
расстояние от перемычки отверстия до
режущей кромки пробивного пуансона (к
2
~^к
3
).
Размер обрезного пуансона устанавливают из выраже-
ния Я
п
= Я
шт
+ Я
р
— (Я
м
+ /г,' + Я
4
), где к\ — расстоя-
ние от облоя до верхнего торца предварительной поковки.
Рабочий ход операций Я
р
, выполняемых на обрезном
прессе, определяется по формуле (6.2), все остальные
размеры известны из чертежа.
Весьма перспективным направлением является горя-
чая малоотходная штамповка поковок типа высоких ко-
лец. В отличие от традиционных способов их получения
167
ГМШ предусматривает операцию отбортовки для разво-
рота стенок поковки, совмещаемую с обрезкой облоя,
пробивкой перемычки и правкой поковки. Эту операцию
выполняют в матрице, имеющей режущую кромку для
обрезки облоя, коническую и цилиндрическую части, не-
обходимые для отбортовки и калибровки поверхности
кольца. Для поковок с малой относительной толщиной
Рис. 6.6. Схема зазоров при Рис. 6.7. Схема совмещенного про-
комбинированной обрезке-про- цесса обратной отбортовки, об-
бивке резки и пробивки:
/—пуансон обрезки; 2—пуансон про-
бивной; 3—матрица отбортовки (об-
резки); 4—выталкиватель; 5—коро-
мысло
стенки применяется способ обратной отбортовки (рис.
6.7), со значительной толщиной-—способ прямой отбор-
товки (рис. 6.8). Поковки типа высоких колец с наруж-
ным фланцем и гладкой цилиндрической внутренней по-
верхностью подвергаются обрезке облоя, пробивке и раз-
даче коническим пуансоном (рис. 6.9).
Конструкции высокопроизводительных штампов об-
резных прессов. Производительность штамповочных аг-
регатов во многом зависит от производительности обрез-
ных прессов и применяемых обрезных штампов. Интенси-
фикация горячих обрезных работ, улучшение качества
поковок, облегчение условий труда требуют широкого
внедрения высокопроизводительных совмещенных штам-
пов.
Наиболее конструктивными являются штампы для
обрезки с пробивкой круглых в плане (или близких к
ним) поковок. Конструкция подобного штампа с вытал-
168
кивателем на тягах с коромыслом была рассмотрена вы-
ше (см. рис. 6.5). Подобное исполнение с расположением
матрицы и пробивного пуансона в нижнем башмаке
штампа может быть рекомендовано для пробивки отвер-
стий большого диаметра.
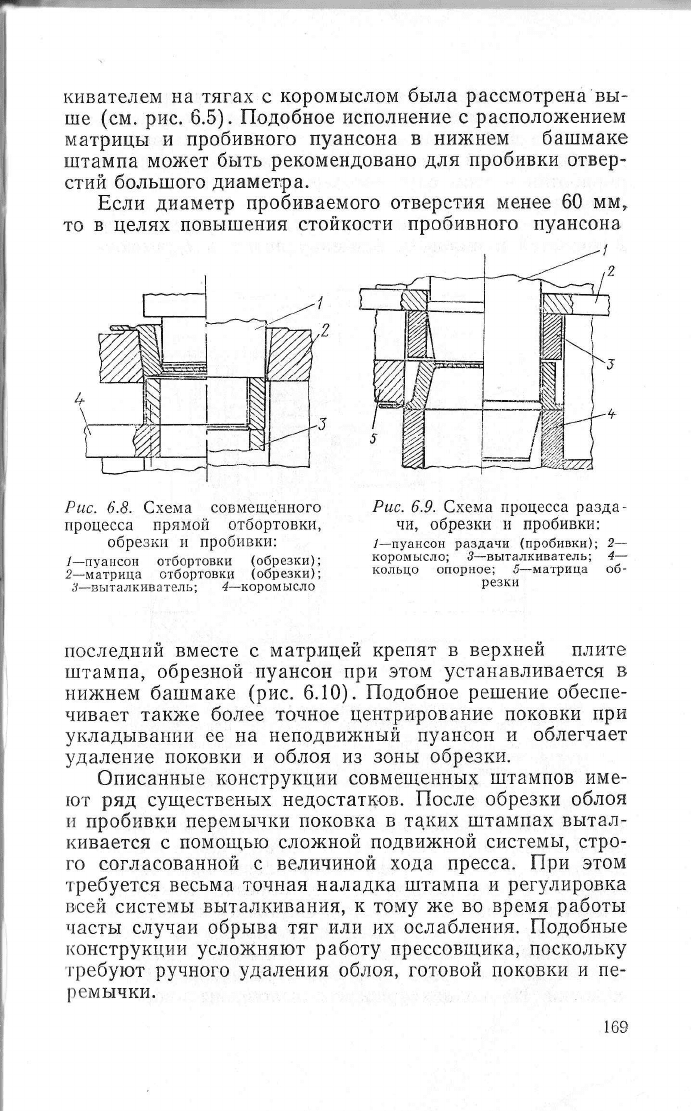
Если диаметр пробиваемого отверстия менее 60 мм,
то в целях повышения стойкости пробивного пуансона
Рис. 6.8. Схема совмещенного
процесса прямой отбортовки,
обрезки и пробивки:
/—пуансон отбортовки (обрезки);
2—матрица отбортовки (обрезки);
3—выталкиватель; 4—коромысло
Рис. 6.9. Схема процесса разда-
чи, обрезки н пробивки:
/—пуансон раздачи (пробивки); 2—
коромысло; 3—выталкиватель; 4—
кольцо опорное; 5—матрица об-
резки
последний вместе с матрицей крепят в верхней плите
штампа, обрезной пуансон при этом устанавливается в
нижнем башмаке (рис. 6.10). Подобное решение обеспе-
чивает также более точное центрирование поковки при
укладывании ее на неподвижный пуансон и облегчает
удаление поковки и облоя из зоны обрезки.
Описанные конструкции совмещенных штампов име-
ют ряд существеных недостатков. После обрезки облоя
и пробивки перемычки поковка в таких штампах вытал-
кивается с помощью сложной подвижной системы, стро-
го согласованной с величиной хода пресса. При этом
требуется весьма точная наладка штампа и регулировка
всей системы выталкивания, к тому же во время работы
часты случаи обрыва тяг или их ослабления. Подобные
конструкции усложняют работу прессовщика, поскольку
требуют ручного удаления облоя, готовой поковки и пе-
ремычки.
169
Указанных недостатков лишены штампы с рычажным
выталкивателем (рис. 6.11), которые могут устанавли-
ваться на любом обрезном прессе, обладающем необхо-
димой закрытой высотой. Выталкивание поковки после
обработки в этом случае совершенно не зависит от ве-
личины хода ползуна.
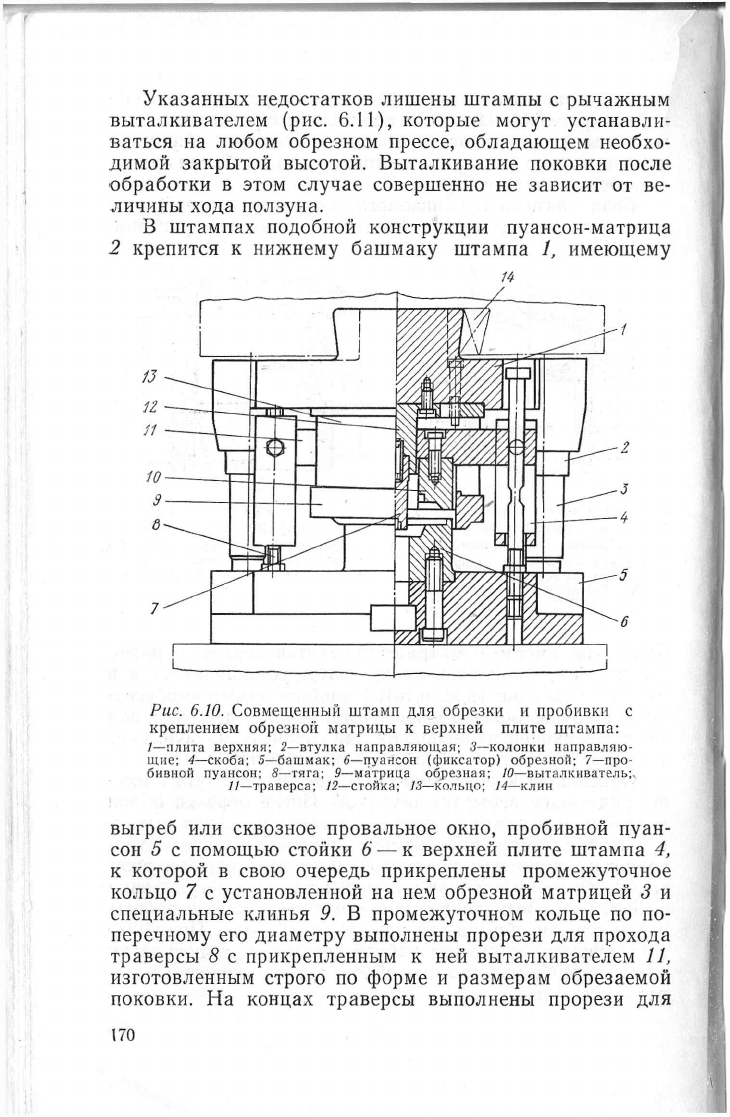
В штампах подобной конструкции пуансон-матрица
2 крепится к нижнему башмаку штампа 1, имеющему
и
Рас. 6.10. Совмещенный штамп для обрезки и пробивки с
креплением обрезной матрицы к верхней плите штампа:
1—плита верхняя; 2—втулка направляющая; 3—колонки направляю-
щие; 4—скоба; 5—башмак; 6—пуансон (фиксатор) обрезной; 7—про-
бивной пуансон; 8—тяга; 9—матрица обрезная; 10—выталкиватель;,
траверса; /2—стойка; 13—кольцо; 14—клин
выгреб или сквозное провальное окно, пробивной пуан-
сон 5 с помощью стойки
6 —
к верхней плите штампа 4,
к которой в свою очередь прикреплены промежуточное
кольцо 7 с установленной на нем обрезной матрицей 3 и
специальные клинья 9. В промежуточном кольце по по-
перечному его диаметру выполнены прорези для прохода
траверсы 8 с прикрепленным к ней выталкивателем 11,
изготовленным строго по форме и размерам обрезаемой
поковки. На концах траверсы выполнены прорези для
170