Вербицкий Е.И. Добровольский И.Г. Курсовое проектирование по горячей штамповке
Подождите немного. Документ загружается.

с отделением поковки от последнего. Таким образом^
штамповка поковок со сквозными отверстиями является
как бы заключительным этапом штамповки поковок типа,
стержня с концевым утолщением.
5.1. Разработка технологического процесса штамповки;
Общие сведения. Технологический процесс штампов-
ки на горизонтально-ковочных машинах существенно от-
личается от процесса, осуществляемого на молотах и
прессах. При многоручьевой штамповке на ГКМ наибо-
лее часто применяют наборные, формовочные, прошив-
ные и пробивные переходы.
Наборные переходы, являясь заготовительными, слу-
жат для увеличения толщины деформируемой части за-
готовки перед последующей формовкой и прошивкой,
Осуществляются они высадкой, так же, как и формовка,,
придающая утолщенной части поковки требуемую фа-
сонную форму. Обычно формовку и прошивку произво-
дят одновременно, при этом пробивку сквозных отверс-
тий в поковках, как правило, совмещают с отделением
последних от прутка.
Кроме указанных переходов, при штамповке на гори-
зонтально-ковочных машинах осуществляют обрезку об-
лоя, отрезку негодного под штамповку конца прутка,
пережим прутка на меньшее сечение, гибку, штамповку
выдавливанием и другие специальные переходы.
Наборные переходы и правила высадки. Для сосредо-
точения требуемых объемов металла на участках исход-
ной заготовки применяется высадка, осуществляемая в.
наборных ручьях.
При изготовлении поковки в несколько переходов на-
бор металла производят в коническом пуансоне, посколь-
ку характер течения и условия заполнения полости при
высадке в матрице хуже. Однако при штамповке осесим-
метричных поковок с удлиненной осью в ряде случаев
оказывается целесообразным располагать последний на-
борный переход в полости матрицы с целью создания
более благоприятных условий деформирования заготов-
ки в последующих ручьях штампа.
В том случае, когда в окончательном ручье штампа
заготовки высаживаются частично в полости матрицы,
121
а частично в полости пуансона, то и наборные переходы
получаются соответственно смешанного типа.
При разработке технологического процесса штампов-
ки поковок на ГКМ необходимо руководствоваться сле-
дующими основными правилами набора металла.
1. Высадку заготовки необходимого диаметра можно
производить за один переход без дефектов (искривления
заготовки, смещения металла в сторону, зажимов) толь-
ко в том случае, если длина высаживаемой части прутка
не превышает трех ее диаметров (т = 1/с1^.3). Такое со-
отношение может быть соблюдено только при ровном
торце заготовки и плоском пуансоне.
При отклонениях от указанных условий длину выса-
живаемой за один ход части заготовки / следует прини-
мать в следующих пределах: при скошенном торце среза
заготовки или после высадки с пережимом плоским пу-
ансоном
/
=
2,5 &
(т^2,5); при высадке пуансоном с на-
меткой отверстия под пробивку и при небольшом скосе
торца заготовки
/
= 2й (т^2); при высадке пуансоном
с наметкой под пробивку и при большом скосе торца или
после высадки с пережимом и сдвигом прутка 1=1,Ъй
(т^ 1,5).
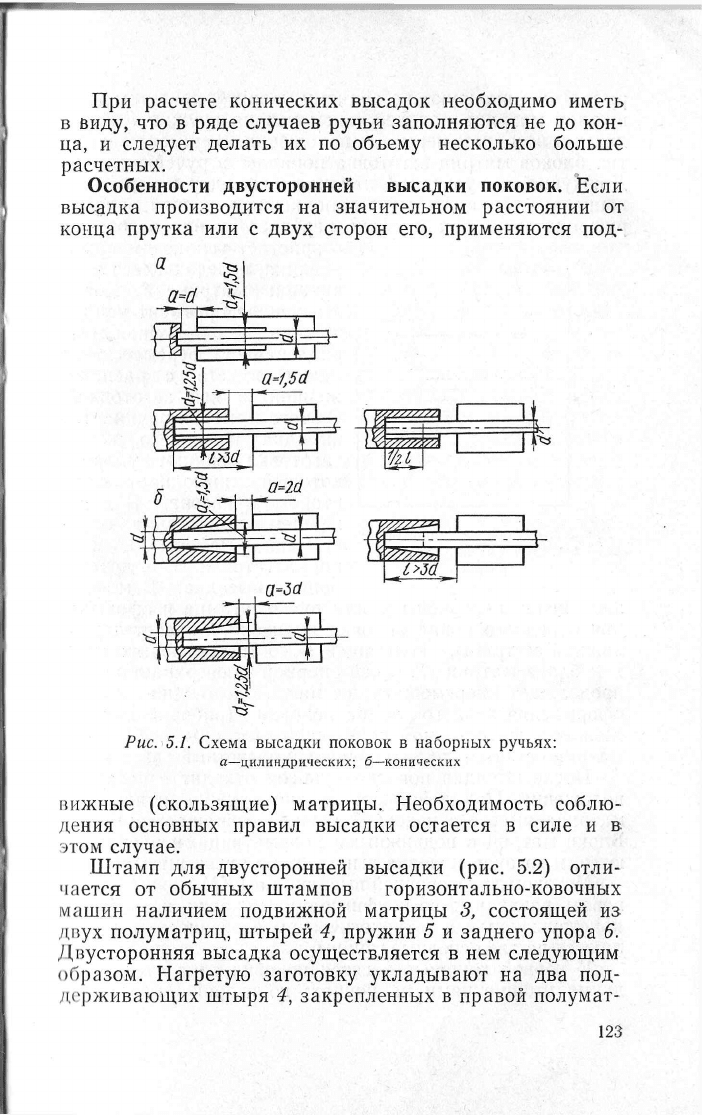
2. При длине высаживаемой части заготовки 1>Ы
можно высадить поковку за один ход только при условии,
что наибольший диаметр полости пуансона или матрицы
не превышает \,Ъй (рис. 5.1). Промежуток между пуансо-
ном и матрицей а в момент начала высадки не должен
превышать величины й при диаметре полости матрицы
или пуансона ^ = 1,56 и а<\,Ьй при й\=\,2Ъй (рис. 5.1,
а); при высадке в конической полости пуансона с мень-
шим диаметром конуса, равным примерно диаметру
прутка й, промежуток а может быть увеличен до 2й, если
больший диаметр конуса равен 1,5й, и до Зс?, если боль-
ший диаметр конуса равен 1,25с? (рис. 5.1, б).
При многократном наборе металла в конических по-
лостях пуансонов до получения заготовки длиной I, рав-
ной трем средним диаметрам конуса й
ср
, величину про-
межутка между пуансоном и матрицей (осадки) устанав-
ливают исходя из среднего диаметра конуса. Учитывается,
что высаживаемый конец прутка начинает изгибать-
ся посередине: внутри пуансона или матрицы распола-
гают больше половины длины высаживаемой части (рис.
5.1,б).
122
При расчете конических высадок необходимо иметь
в виду, что в ряде случаев ручьи заполняются не до кон-
ца, и следует делать их по объему несколько больше
расчетных.
Особенности двусторонней высадки поковок. Если
высадка производится на значительном расстоянии от
конца прутка или с двух сторон его, применяются под-
г?
Хз
1
[
1
I
!
ч>за
Рис. 5.1. Схема высадки поковок в наборных ручьях:
а—цилиндрических; б—конических
вижные (скользящие) матрицы. Необходимость соблю-
дения основных правил высадки остается в силе и в:
этом случае.
Штамп для двусторонней высадки (рис. 5.2) отли-
чается от обычных штампов горизонтально-ковочных
машин наличием подвижной матрицы 3, состоящей из
двух полуматриц, штырей 4, пружин 5 и заднего упора 6.
Двусторонняя высадка осуществляется в нем следующим
образом. Нагретую заготовку укладывают на два под-
держивающих штыря 4, закрепленных в правой полумат-
123
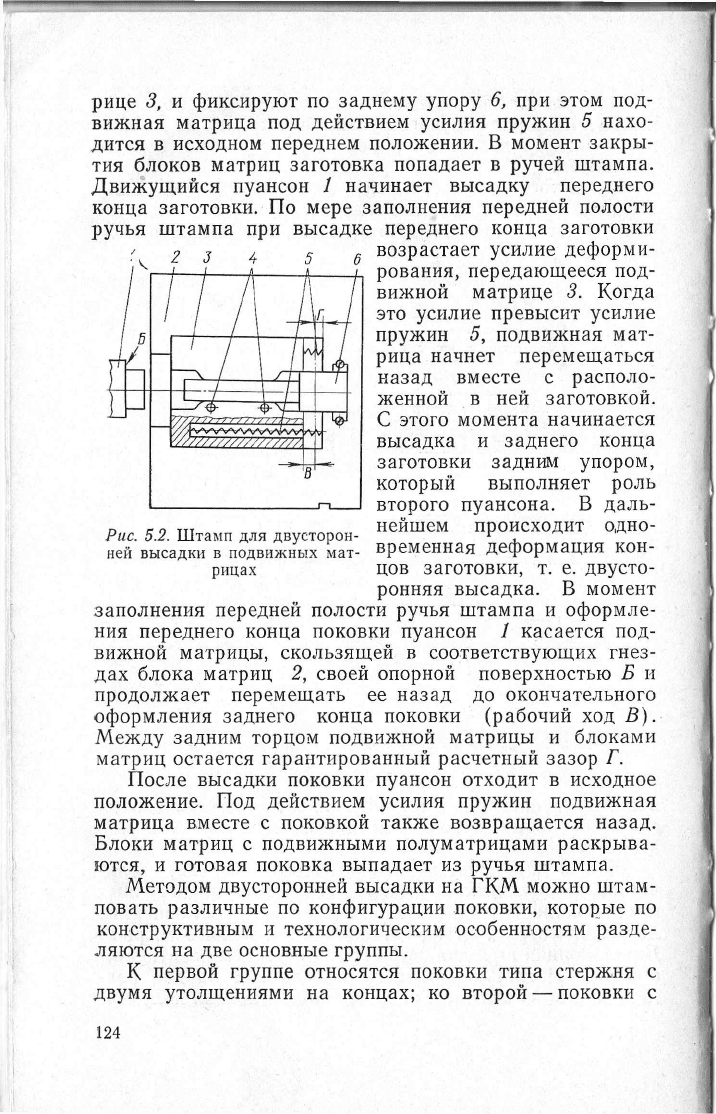
рице 3, и фиксируют по заднему упору 6, при этом под-
вижная матрица под действием усилия пружин 5 нахо-
дится в исходном переднем положении. В момент закры-
тия блоков матриц заготовка попадает в ручей штампа.
Движущийся пуансон 1 начинает высадку переднего
конца заготовки. По мере заполнения передней полости
ручья штампа при высадке переднего конца заготовки
возрастает усилие деформи-
рования, передающееся под-
вижной матрице 3. Когда
это усилие превысит усилие
пружин 5, подвижная мат-
рица начнет перемещаться
назад вместе с располо-
женной в ней заготовкой.
С этого момента начинается
высадка и заднего конца
заготовки задним упором,
который выполняет роль
второго пуансона. В даль-
нейшем происходит одно-
временная деформация кон-
цов заготовки, т. е. двусто-
ронняя высадка. В момент
заполнения передней полости ручья штампа и оформле-
ния переднего конца поковки пуансон 1 касается под-
вижной матрицы, скользящей в соответствующих гнез-
дах блока матриц 2, своей опорной поверхностью Б и
продолжает перемещать ее назад до окончательного
оформления заднего конца поковки (рабочий ход В).
Между задним торцом подвижной матрицы и блоками
матриц остается гарантированный расчетный зазор Г.
После высадки поковки пуансон отходит в исходное
положение. Под действием усилия пружин подвижная
матрица вместе с поковкой также возвращается назад.
Блоки матриц с подвижными полуматрицами раскрыва-
ются, и готовая поковка выпадает из ручья штампа.
Методом двусторонней высадки на ГКМ можно штам-
повать различные по конфигурации поковки, которые по
конструктивным и технологическим особенностям разде-
ляются на две основные группы.
К первой группе относятся поковки типа стержня с
двумя утолщениями на концах; ко второй
—
поковки с
Рис. 5.2. Штамп для двусторон-
ней высадки в подвижных мат-
рицах
124
утолщением в средней части стержня. В свою очередь
каждую группу можно подразделить на ряд подгрупп в
зависимости от технологической сложности утолщений.
В отдельную группу можно выделить полые поковки,
штампуемые из трубных заготовок.
Для высадки поковок первой группы применяются
штампы с относительно слабыми пружинами, которые
возвращают подвижную матрицу в исходное положение
после высадки, а для второй группы необходимы силь-
ные пружины, удерживающие до определенного момен-
та подвижную матрицу в процессе высадки и возвраща-
ющие ее в исходное положение.
Общим для процесса двусторонней высадки является
использование штучных заготовок. При разработке тех-
нологического процесса в этом случае необходимо рас-
считывать положение заготовки относительно ручья
штампа, величину рабочего хода подвижной матрицы
и начальное положение заднего упора относительно под-
вижной матрицы (при условии того, что торец заготовки
касается заднего упора).
Для всех поковок первой группы характерны следую-
щие основные положения. Чертеж поковки разрабаты-
вают, исходя из условия, что стержневая ее часть не
деформируется. Диаметр стержня выбирают равным диа-
метру прутка из сортамента профилей проката. Припус-
ки, напуски и допуски назначают в соответствии с дейст-
вующим стандартом. Объем и длину заготовки опреде-
ляют по обычным правилам. Отдельно рассчитывают
длину каждого конца заготовки, необходимую для высад-
ки концевых утолщений.
В общем случае меньшее по объему утолщение целе-
сообразно высаживать задним упором, чтобы ход под-
вижной матрицы был минимальным.
В случае двусторонней высадки поковок, стержневую
часть которых невозможно зажать матрицами, заготовка
сначала проталкивается пуансоном до заднего упора,
после чего начинается высадка. Таким образом заготов-
ку можно укладывать с зазором по отношению к задне-
му упору.
При высадке поковок с длинной стержневой частью
можно нагревать только концы заготовки (например, на
индукционных установках или в специальных печах с по-
ристыми излучающими блоками). В этом случае также
125
не обязательно зажимать холодную стержневую часть
поковки, а заготовку можно укладывать с зазором отно-
сительно заднего упора.
При зажиме стержневой части поковки заготовка в
ручье не будет проталкиваться, и ее следует укладывать
вплотную к заднему упору. Для заготовок с косым сре-
зом торца рабочий ход подвижной матрицы нужно уве-
личивать на половину величины скоса торца.
Для поковок первой группы может быть несколько
вариантов высадки утолщений: а) оба утолщения выса-
живаются в полостях подвижной матрицы; б) одно утол-
щение высаживается в полости пуансона, другое
—
в по-
лости заднего упора; в) одно утолщение высаживается
в полости пуансона и матрицы, другое
—
в полости мат-
рицы и заднего упора; г) разнообразные комбинации
этих вариантов высадки.
Указанные варианты могут применяться как для
окончательной штамповки, так и для предварительного
набора металла.
Поковки первой группы типа стержня с простыми
утолщениями на концах (подгруппа 1) штампуются дву-
сторонней высадкой за один переход. Для них после
определения общей длины заготовки рассчитывается не-
обходимая длина высадки каждого конца и определяется
положение заднего упора относительно ручья штампа и
рабочий ход подвижной матрицы.
Поковки с двумя утолщениями, одно из которых мо-
жет быть получено за один переход, другое
—
за несколь-
ко переходов (подгруппа 2), подвергаются двусторонней
высадке только в первом ручье штампа, имеющем под-
вижную матрицу. В последующих ручьях обычной конст-
рукции производится окончательная высадка сложного
утолщения.
Поковки с двумя сложными утолщениями, каждое из
которых может быть получено в обычных штампах за
несколько переходов (подгруппа 3), изготовляются в
штампах с несколькими подвижными матрицами или с
одной подвижной матрицей, имеющей несколько ручьев
(по числу переходов менее сложного утолщения). В пос-
леднем случае необходимо при расчете высадки заднего
утолщения принять одну и ту же величину хода матри-
цы для каждого ручья.
На ГКМ с вертикальным разъемом матриц заготовку
126
укладывают на штыри или удерживают клещами. На
ГКМ с горизонтальным разъемом заготовку укладывают
непосредственно в ручей штампа.
Оформление утолщений в средней части поковок
(группа 2) имеет свои особенности, обусловленные
характером течения металла при односторонней высад-
ке в полость. В этом случае только в первый момент де-
формирования образуется симметричное утолщение, ана-
логичное бочке в процессе обычной осадки (высадки).
В дальнейшем бочка становится несимметричной ввиду
поступления металла с одной стороны полости. В резуль-
тате происходит несимметричное заполнение полости
металлом, причем передняя ее часть заполняется в пос-
леднюю очередь.
Аналогично происходит процесс односторонней высад-
ки в полость с шейкой, при котором образование несим-
метричной бочки прекращается в тот момент, когда бо-
ковая поверхность заготовки коснется шейки ручья
штампа. После этого практически приостанавливается
течение металла в заднюю часть полости и происходит
заполнение только ее передней части.
При постепенном уменьшении высоты полости процесс
высадки переходит в процесс бокового выдавливания в
щель, причем резкую границу между ними провести
нельзя. Условно можно считать, что при высоте полости
больше 0,8—0,9 диаметра заготовки имеет место высад-
ка, а при высоте кольцевой щели меньше 0,3—0,4 диа-
метра заготовки
—
боковое выдавливание. В промежутке
между этими значениями процесс обладает признаками
высадки и бокового выдавливания.
Выбор заготовки, определение объема и длины выса-
живаемой части. Исходной величиной для определения
размеров заготовки является объем прутка, подвергаю-
щегося высадке, который равен сумме объема высажи-
ваемой поковки (определяется по окончательному фор-
мовочному переходу), потерь металла на угар и отхода
на облой, если он неизбежен.
Штамповку заготовок типа стержня сплошного сече-
ния с одним или несколькими утолщениями производят,
как правило, из прутка диаметром, равным диаметру
наименьшего поперечного сечения поковки. Поковки это-
го типа в основном изготовляются из штучных загото-
вок и только наиболее мелкие из них штампуются от
127
прутка с последующим отделением их в отрезных ручь-
ях штампов [12].
Выбор диаметра прутка по меньшему диаметру по-
ковки иногда приводит к чрезмерно большому количест-
ву переходов и необходимости дополнительного подогре-
ва заготовки. В этих случаях выгоднее идти на утолще-
ние отдельных мест поковки и использовать пруток боль-
шего сечения.
Зная высаживаемый объем заготовки и задаваясь
диаметром прутка, определяют длину высаживаемой
части. Общая длина заготовки при этом будет представ-
лять собой сумму длин, идущих на высадку отдельных
мест (фланцев или утолщений) и длин частей прутка,
не подвергающихся высадке.
Если штампуемая поковка имеет отверстие, которое
в процессе высадки прошивается, то объем металла, вы-
тесняемого для образования последнего, необходимо вы-
честь из объема высаживаемой части заготовки. При про-
бивке отверстия объем отделяемого металла прибавля-
ется к объему высаживаемой части.
При двусторонней высадке поковок с утолщением в
средней части технологический процесс разрабатывают
с учетом вышеописанного характера течения металла при
односторонней высадке в полость. Объем металла несим-
метричной бочки, необходимый для заполнения полости
ручья штампа до касания со стенками, рассчитывается
из условия его высадки за счет переднего конца заготов-
ки.
После касания заготовки стенок штампа оставшиеся
(передний и задний) незаполненными объемы должны
заполняться соответственно за счет переднего и заднего
концов заготовки, т. е. задний упор высаживает только
длину заготовки, необходимую для окончательного за-
полнения задней части ручья. Соответственно, рабочий
ход подвижной матрицы также равен этой величине.
Таким образом, принимают, что подвижная матрица
начинает двигаться за счет сил трения, возникающих в
месте контакта заготовки со стенками штампа по макси-
мальному диаметру.
Недостаточное усилие пружин вызывает движение
подвижной матрицы назад еще до контакта бочки со
стенками штампа за счет сил, возникающих на задней
торцовой поверхности ручья. В этом случае заполнение
128
полости последнего будет происходить за счет высадки
обоих концов еще до контакта бочки со стенками штам-
па. Для штампов с такими пружинами затруднительно
точно рассчитать необходимые объемы высадки перед-
него и заднего концов заготовки. В этом случае неизбеж-
на корректировка штампа в процессе отладки.
При оформлении утолщения, имеющего шейку, рас-
считывают объем металла бочки, необходимый для час-
тичного заполнения полости до контакта в месте ее су-
жения, считая, что высадка происходит за счет переднего
конца заготовки. После контакта заготовки со штампом
в месте «шейки» процесс его заполнения разделяется на
два самостоятельных односторонних процесса. Передняя
полость до «шейки» заполняется за счет переднего кон-
ца заготовки, задняя (после сужения ручья)—за счет
ее заднего конца. В частности, для симметричной поков-
ки с малой разницей размеров «шейки» и заготовки дли-
ны переднего и заднего концов, необходимые для окон-
чательного заполнения, будут одинаковы после контакта
«бочки» с сужением ручья штампа.
Двусторонняя высадка поковок различных типов мо-
жет быть осуществлена как с образованием облоя, так
и без него. В случае безоблойной двусторонней высадки
учитываются общие требования, предъявляемые к безоб-
лойной штамповке.
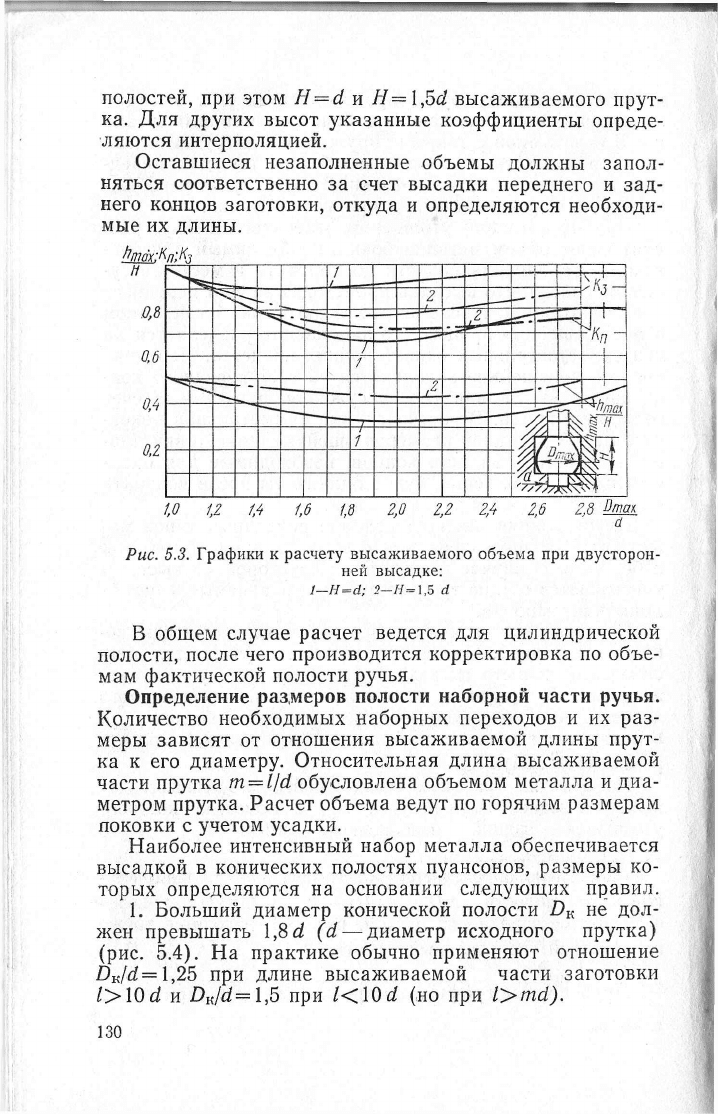
Порядок расчета объемов при двусторонней высадке по-
ковок следующий. По чертежу поковки определяется мак-
симальный диаметр высадки -О
шах
. Затем по приведенным
на рис. 5.3 графикам устанавливается положение этого
диаметра в случае оформления несимметричной бочки (/г
тах
).
В ЭТОТ момент объем задней части цилиндрической полости
равен (яйша
Х
/4)/1
таг
По этим же графикам можно найти коэффициент за-
полнения задней части полости К
3
, с помощью которого
уточняется задний заполненный .объем У
зв
= К
3
Х
X (яЯ*
ах
/4)й
тах
.
Аналогично определяется объем передней цилиндричес-
кой части полости (пОтх/4) (Н
—
Н
тах
). С учетом коэф-
фициента ее заполнения К
и
(см. рис. 5.3) находится также
и передний заполненный объем У
п Б
= К
п
(п
^тах/4)
X
X (Я
—
Л
ти
).
Приведенные графики построены для цилиндрических
(/. Зак. 548
129
полостей, при этом
Н
=
с1
и Н=\,Ъй высаживаемого прут-
ка. Для других высот указанные коэффициенты опреде-
ляются интерполяцией.
Оставшиеся незаполненные объемы должны запол-
няться соответственно за счет высадки переднего и зад-
него концов заготовки, откуда и определяются необходи-
мые их длины.
1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6
2,8
Ваш
а
Рис. 5.3. Графики к расчету высаживаемого объема при двусторон-
ней высадке:
1—Н=с{; 2-Я-1,5 й
В общем случае расчет ведется для цилиндрической
полости, после чего производится корректировка по объе-
мам фактической полости ручья.
Определение размеров полости наборной части ручья.
Количество необходимых наборных переходов и их раз-
меры зависят от отношения высаживаемой длины прут-
ка к его диаметру. Относительная длина высаживаемой
части прутка
т=1/с1
обусловлена объемом металла и диа-
метром прутка. Расчет объема ведут по горячим размерам
поковки с учетом усадки.
Наиболее интенсивный набор металла обеспечивается
высадкой в конических полостях пуансонов, размеры ко-
торых определяются на основании следующих правил.
1. Больший диаметр конической полости Б
к
не дол-
жен превышать
1,8 с!
(й
—
диаметр исходного прутка)
(рис. 5.4). На практике обычно применяют отношение
Ь
к
1й=\,2Ь при длине высаживаемой части заготовки
/>10
с?
и /)
К
/Й=1,5 при К
10 с?
(но при 1>тй).
130