Василенко В.А. Ткаченко Т.И. Производственный (операционный) менеджмент
Подождите немного. Документ загружается.

101
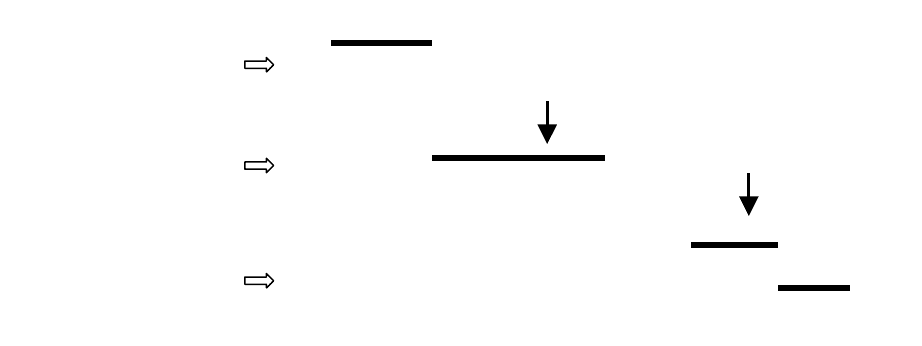
Рис. 2.3. Типичные фазы создания нового продукта [4]
На первых двух фазах – разработка концепции и планирование продукции – проводится
комплексный анализ информации о возможностях рынка сбыта, условиях конкуренции, тех-
нических возможностях и требованиях к новому товару. На основе такого анализа определя-
ется структура нового продукта. В структуре учитывается концептуальный замысел, емкость
рынка, ожидаемый уровень совершенства продукта, инвестиционные требования и финансо-
вые последствия вывода на рынок нового товара. Кроме того, прежде чем принять програм-
му разработки новой продукции, компании обычно стараются получить подтверждение пра-
вильности новой концепции, прибегая к пробной продаже этой продукции на небольших
рынках. Такое тестирование может предусматривать изготовление опытных моделей и обсу-
ждение их качеств с потенциальными потребителями.
Составление концептуального проекта, или эскиза, будущего продукта, возможно, яв-
ляется наиболее творческой стадией процесса. Как и мозговую атаку, составление концепций
лучше всего проводить в более-менее спокойной атмосфере, без лишней критики, и только
по окончании оценивать осуществимость проектов. Лучший из них переходит на стадию
разработки рабочего проекта, когда составляются чертежи, перечни деталей и комп-
лектующих, технологические процессы, технические условия на проведение испытаний и так
далее.
После одобрения проект создания новой продукции вступает в фазу детальной ин-
женерной разработки. Ее основной задачей является конструирование, проектирование и из-
готовление действующих опытных образцов, а также разработка инструментов и оборудова-
ния, которые будут использоваться для производства данной продукции в коммерческих
масштабах.
Чем меньше деталей, технологических процессов и технологий используется в про-
изводстве, тем более рентабельными будут операции. При наличии некоторого числа про-
цессов, применимых ко всем продуктам, повышается загрузка, как производственных мощ-
ностей, так и рабочей силы, улучшаются навыки работников и появляется потенциал для ин-
вестиций в проектирование рабочих процессов с целью максимизации эффективности.
Когда для производства различных продуктов требуется большое число различных
технологических процессов, загрузка завода будет низкой, а частая смена деятельности при-
ведет к снижению производительности труда и ухудшению производственных навыков.
С экономической точки зрения нет смысла вкладывать деньги в повышение
эффективности редко используемых процессов.
Аналогичным образом меньшее число используемых деталей и материалов ведет к
сокращению запасов, уменьшению числа поставщиков, с которыми должна работать фирма,
Проектирование
и планирование
Пер-
вый
Продукт
Технология
Окончатель-
ная сдача
Освоение
р
ынка
Опытное производство
Наращивание
П
ланирование продукта
Создание рынка
Тестирование рынка
Инвестирование и финан-
си
р
ование
П
роектирование
продукта и про-
цесса
Проектирование
д
О
пытное производство
и наращивание объема
Уточнение объема выпус-
ка продукта
Запуск в производство
Наращивание коммерче-
ского выпуска изделия
102
и к менее частым поставкам по сравнению с организацией, которая тратит те же суммы денег
на большее число различных компонентов. Экономия при этом может быть значительной.
Именно по этим причинам организации и вступают на путь сокращения номенкла-
туры изделий. Цель программы сокращения номенклатуры заключается в том, чтобы
уменьшить число различных наименований изделий, которые организация хранит в запасе.
Поскольку с отказом от редко используемых, но важных компонентов или с сокращением
числа вариаций одного и того же объекта без тщательного анализа последствий связан боль-
шой риск, задачу сокращения номенклатуры обычно поручают специальной команде из
представителей отделов проектирования, производства, продаж, обеспечения качества и за-
купок. Достичь согласия между всеми этими подразделениями очень сложно, поэтому про-
граммы сокращения номенклатуры обычно требуют много времени и денег.
Рассмотрим номенклатуру обычных шурупов. Игнорируя вариации с диаметром и дли-
ной, будем учитывать, что существуют как минимум четыре материала (латунь, мягкая
сталь, хромированные, оцинкованные), два типа головки (полукруглые и плоские) и три типа
пазов – всего двадцать четыре комбинации для каждого размера. Очевидно, что для многих
задач одинаково хорошо подойдут шурупы разных типоразмеров, их применению мешают
лишь привычки и сложившиеся традиции. Нужно учитывать и стоимость. Например, хроми-
рованные шурупы подойдут практически для любой операции, но они же являются и самыми
дорогими.
Как правило, начинают с наименее ходового запаса и смотрят, можно ли от него от-
казаться. Далее запасы классифицируются по степени пользования ими. Если две или более
единицы хранения служат одной и той же цели, одну или, соответственно, несколько из них
можно удалить. Как раз во время этого процесса нужно быть максимально осторожным, учи-
тывая интересы покупателей, качество продукта и затраты. Особенно остро вопрос соответ-
ствия разнообразия потребностям рынка стоит в розничной торговле. Магазину хозяйствен-
ных товаров жилось бы гораздо легче, если бы все его покупатели приобретали краску в бан-
ках по три литра.
В производстве номенклатура изделий, если ее не контролировать, имеет тенденцию
увеличиваться[5]. Или, как говорят американские специалисты: «Лучшая деталь – это отсут-
ствие детали»[4].Издержки на сокращение разнообразия – как финансовые, так и в виде
ухудшения взаимоотношений между отделами – настолько велики, что будет выгоднее кон-
тролировать номенклатуру с самого начала. Для этой цели лучше всего подходит политика
стандартизации.
Основу детальной инженерной разработки составляет цикл «проектирование – мо-
дель – тестирование». В этом цикле, определенные раньше концепции продукции и техно-
логического процесса, воплощаются в рабочей модели, которая может быть либо компью-
терной, либо в физической форме. Модель проходит тестирование, в котором имитируются
реальные условия эксплуатации будущей продукции. Если модель не соответствует наме-
ченным эксплуатационным характеристикам, инженеры изменяют конструкцию или устра-
няют недоработки, после чего цикл «проектирование – модель – тестирование» повторяет-
ся вновь. Фаза детальной инженерной разработки завершается «сдачей проекта», которая оз-
начает, что данная модель отвечает всем предъявляемым к ней требованиям.
После этого компания переходит от фазы инженерной разработки к фазе экспери-
ментального производства. Вначале на производственном оборудовании изготавливаются и
испытываются отдельные комплектующие, которые затем собираются в систему и тестиру-
ются в заводских условиях. На фазе экспериментального производства изготавливается
опытная партия продукции, проверяется способность новых или модифицированных, произ-
водственных процессов выпускать данную продукцию в коммерческом объеме. На этой ста-
дии весь необходимый инструментарий и оборудование должны быть готовы к производст-
ву, а поставщики деталей и комплектующих - к их поставкам в нужных объемах. Именно на
этой фазе разработки новой продукции происходит интеграция всех элементов производст-
венной системы: проекта, результатов инженерного проектирования, модернизированных
103
инструментов и оборудования, комплектующих, порядка сборки, производственного контро-
ля рабочих-операторов и техников.
Заключительной фазой создания нового продукта является наращивание производ-
ства и достижение проектной мощности. К этому времени производственный процесс мо-
дернизирован и отлажен, но необходимо еще обеспечить его стабильность при производстве
больших партий продукции. На этой фазе производство начинается с выпуска незначитель-
ных объемов; затем, по мере того как компания убеждается в том, что может производить
продукцию без сбоев (а поставщики – своевременно поставлять комплектующие), а также в
том, что маркетинговые службы способны обеспечить ее сбыт, выпуск постепенно увеличи-
вается.
Проекты по разработке новой продукции очень редко реализуются совершенно изо-
лированно; они, как правило, взаимосвязаны. Кроме того, чтобы проект был эффективным,
необходимо, чтобы он органично вписывался в общую производственную структуру пред-
приятия. Следует помнить, что в разных проектах могут быть задействованы одни и те же
важнейшие компоненты организационной структуры и над ними нередко работают одни и те
же проектные группы. Необходимо также учитывать, что довольно часто от новой продук-
ции требуется, чтобы она была как конструктивно, так и функционально совместима с уже
освоенной продукцией фирмы.
В последнее время для ускорения процесса разработки новой продукции многие
компании широко используют так называемый метод совместного проектирования
(Concurrent Engineering – СЕ). В отличие от простого, последовательного, фаза за фазой, вы-
полнения разработки, при системе СЕ делается упор на меж функциональной интеграции и
одновременном, совместном проектировании различных видов продукции и предназначен-
ных для их производства технологических процессов.
Совместное проектирование основывается на программной интеграции различных
групп, участвующих в проекте. В последнее время появилось три типа групп: группы управ-
ления программой, технические группы и многочисленные проектно-производственные
группы. Если проект характеризуется повышенной сложностью, понадобится сформировать
еще интеграционную группу, объединяющую усилия различных проектно-
производственных групп. Иногда создаются также специальные группы для изучения кон-
кретных проблем, например исследования новых технологий.
Основным преимуществом метода СЕ является значительное сокращение сроков
реализации проекта. Одновременность инженерных разработок означает параллельное вы-
полнение разных фаз проекта, например, во время разработки рыночной концепции и струк-
туры продукта выполняется проектирование, как продукта, так и производственных процес-
сов. Важнейшим условием эффективности данного метода является постоянный обмен ин-
формацией по электронной почте либо непосредственно на собраниях членов групп, а также
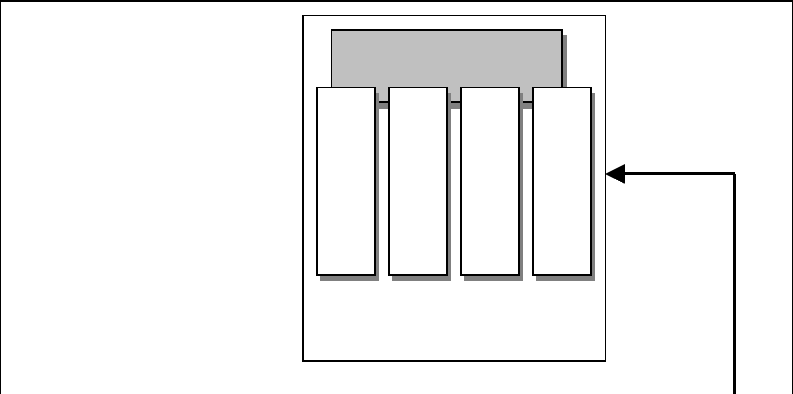
использование всеми участниками проекта единых баз данных. Так, например, в компании
Hewlett-Packard постоянно работает несколько четко сформированных групп технологиче-
ского профиля, которые функционируют параллельно, и являются частью стратегии этой
компании. Каждая такая группа занимается разработками в одной из технологий, наиболее
важных для освоения новых видов продукции компании Hewlett-Packard (рис. 2.4.).
Бизнес страте-
гия
М
АРКЕТИНГ
П
РОЕКТИРОВАНИЕ
П
РОИЗВОДСТВО
У
ДЕРЖАНИЕ РЫНКА
Т
ИП
СТРАТЕГИИ
Ф
УНКЦИОНАЛЬНЫЕ
СТРАТЕГИИ
104
Рис. 2.4. Стратегия создания нового продукта компании Hewlett-Packard [4]
Экономия времени в результате параллельного, а не последовательного выполнения
разных этапов проекта, может быть весьма значительной. Она достигается не только бла-
годаря совмещению выполнения работ, но и благодаря сокращению количества ошибок, ко-
торые могут появляться на одной из фаз и не обнаруживаются вплоть до последней стадии
проекта.
Очень многое подтверждает, что непрерывное генерирование потока новой продук-
ции чрезвычайно важно для поддержания эффективного присутствия компании на рынке
сбыта. Для того чтобы добиться успеха, фирмы должны оперативно реагировать на измене-
ние запросов потребителей и действия своих конкурентов. Способность быстро и точно
идентифицировать потенциальные возможности, сосредоточить усилия на разработке новой
продукции и технологий и своевременно выводить продукцию на рынок сбыта невероятно
важна для любой компании. Однако это следует делать не только быстро, но и эффективно.
Кроме того, поскольку методы создания новых видов продукции и технологий постоянно
совершенствуются, а продолжительность существования модели на рынке и ее жизненный
цикл сокращаются, сегодня фирма должна реализовать больше проектов по созданию новой
продукции, чем раньше, и при этом использовать меньше ресурсов.
Так, например, на автомобильном рынке США количество моделей и рыночных сег-
ментов увеличилось за последних 25 лет настолько, что для сохранения своей доли в рынке
сбыта, автомобилестроительным компаниям приходится реализовывать в четыре раза боль-
ше проектов новых моделей, чем раньше. Одновременно меньшие объемы выпуска моделей
и более короткие сроки их существования на рынке неизбежно требуют резкого сокращения
потребления ресурсов. Чтобы сохранить конкурентоспособность, любая современная фирма
должна постоянно и эффективно заниматься инженерными разработками, проектированием
и созданием новых моделей.
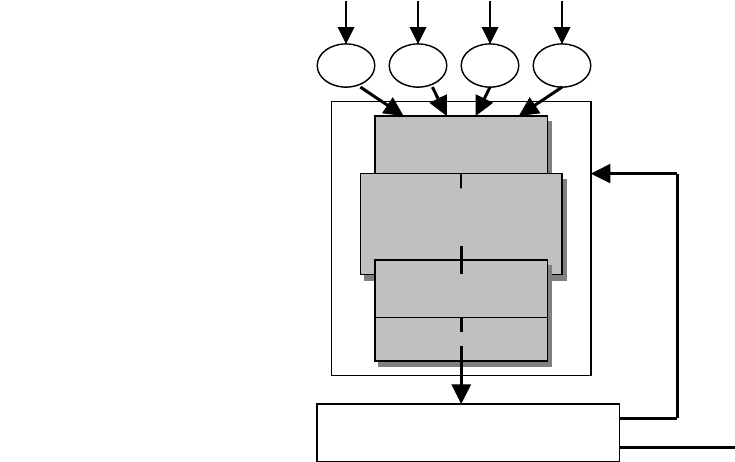
Критерии эффективности создания новых видов продукции можно разделить на три
основные категории:
критерии, связанные со скоростью и частотой вывода новой продук-
ции на рынок, критерии оценки продуктивности создания новой продукции и критерии оцен-
ки качества реально выводимой на рынок продукции (табл. 4.2).
В совокупности все эти критерии – время, продуктивность и качество – определяют
общую эффективность процесса создания новой продукции, а в комбинации другими видами
А В С D
РАЗРАБОТКА
ДЕТАЛЬНОЕ
ИНЖЕНЕРНОЕ
О
ПЫТНОЕ
ПРОИЗВОДСТВО
П
РОИЗВОДСТВО
РАСПРОСТРАНЕНИЕ
А
НАЛИЗ ИНФОРМАЦИИ О
СУЩЕСТВУЮЩИХ
ТЕХНОЛОГИЯХ
Ф
АЗЫ
СОЗДАНИЯ
ПРОЕКТА
Т
ЕКУЩИЕ
УСОВЕРШЕНСТВОВАНИЯ
105
деятельности (сбытом, производством, рекламой и обслуживанием потребителей) — степени
влияния конкретного проекта на рынок.
5.3. Проектирование продукта глазами потребителя
Проектирование продукции, которая понравилась бы потребителю, это настоящее
искусство, а создание такой продукции – целая наука. Для того чтобы спроектированная и
произведенная компанией продукция «пришла» к покупателю, необходимы определенные
мероприятия в области менеджмента. Выйти на уровень производителей мирового класса
удается фирмам, успешно осуществляющим быструю и гибкую интеграцию всех этих про-
цессов. Основой успеха является не только совместная работа самых разных специалистов
(маркетологов, разработчиков новой продукции, производственников и сбытовиков), но и
тесное сотрудничество с потребителями и поставщиками.
Прежде чем приступить к подробному обсуждению проблем, связанных с проекти-
рованием и производством продукции, будет полезно осветить (или, точнее, интер-
претировать) суть проектирования продукции с точки зрения ее будущего пользователя. В
последние годы компании настолько увлеклись исследованиями и изобретениями новых
технологий, особенно в области электронной техники, что иногда совсем забывают о потре-
бителях своей продукции. Проектирование с целью удовлетворения эстетических потребно-
стей покупателей обычно называют промышленным дизайном (Industrial Design)[4].
Промышленный дизайн – это, пожалуй, одна из областей, несправедливо игнори-
руемых производителями. Как часто, мучаясь с какой-либо недавно приобретенной вещью –
настраивая видеомагнитофон, регулируя компьютеризированное термореле, заводя автомо-
биль или пытаясь дозвониться по карточке из аэропорта, - вы говорите себе:
«Вот бы это заставить сделать «умельца», спроектировавшего этот ужас!» Нередко
чрезвычайно сложно найти запасные части, приобретенная техника слишком сложна в экс-
плуатации, либо в правилах ее наладки вообще отсутствует логика. Иногда возникает ситуа-
ция и похуже: покупатель, пытаясь наладить или отремонтировать приобретенное оборудо-
вание, режет руки об острые металлические края деталей.
Многие электронные приборы и оборудование обладают чрезмерным количеством
разнообразных технических функций и характеристик – значительно большим, чем это дей-
ствительно необходимо. При этом многие покупатели такой продукции не умеют эксплуати-
ровать ее в полной мере, и пользуются лишь ограниченным набором возможностей. Объяс-
няется это, скорее всего, тем, что подобные добавления функциональных возможностей об-
ходятся производству очень дешево, Например, к недорогим компьютерным чипам
чрезвычайно легко прибавить элементы управления. Оборудование микроволновой печи
будильником или калькулятором также незначительно увеличивает стоимость производства.
Но нужны ли покупателям эти приспособления? И как быть, если потеряется инструкция по
эксплуатации такого сложного прибора?
Один из методов включения в процесс проектирования конкретных требований бу-
дущего потребителя называют развертыванием функции качества (Quality Function
Deployment – QFD). Этот метод заключается в том, что над разработкой нового продукта ра-
ботают межфункциональные группы, включающие маркетологов, инженеров-
проектировщиков и производственников. По словам официальных лиц из корпорации Toyota
Motor Corporation, благодаря методу QFD компании удалось значительно сократить сроки
проектирования и снизить стоимость производства своих автомобилей более чем на 60%.
Процесс QFD начинается с изучения мнений потребителей, в результате чего опре-
деляется, какими характеристиками должна обладать продукция наивысшего качества. В хо-
106
де исследования рынка определяются запросы и предпочтения потребителей, после чего они
подразделяются на категории, получившие название требования потребителя.
Для иллюстрации этого процесса приведем пример фирмы – производителя автомо-
билей, которая хотела бы усовершенствовать конструкцию автомобильной дверцы.
Проведя интервью и составив обзоры, ей удалось выяснить, что потребители предъ-
являют к этой части машины два основных требования: «чтобы она оставалась открытой при
наклоне автомобиля» и «чтобы она легко закрывалась снаружи». Далее эти требования
«взвешиваются» с учетом степени их значимости для будущих автовладельцев, а затем по-
требителей просят дать оценку продукции компании по сравнению с ее основными конку-
рентами. Все это позволяет фирме выяснить, какие качества продукции имеют для потреби-
теля наиболее важное значение, и сравнить свою продукцию с конкурирующей. Конечным
результатом всей этой работы является правильная оценка и фокусирование усилий на раз-
работке именно тех качеств продукции, которые, по мнению потребителей, нуждаются в
улучшении.
Информация о требованиях потребителей заносится в матрицу, известную под на-
званием «домик качества» (House of Quality).
Построив такую матрицу, межфункциональная группа QFD может полученные от
потребителей сведения использовать в процессе принятия инженерных, маркетинговых и
конструкторских решений. С ее помощью группа преобразует требования потребителей в
конкретные технологические и инженерные задачи. В «домике качества» происходит взаим-
ное согласование важнейших характеристик продукции с задачами их улучшения и уточне-
ния. Данный процесс стимулирует совместную работу различных подразделений компании,
в результате чего они лучше понимают задачи и цели друг друга. Однако самым значитель-
ным преимуществом использования этой матрицы является то, что она помогает группам со-
средоточить усилия на создании продукции, которая полностью удовлетворяла бы запросам
будущих потребителей.
На первом этапе построения «домика качества» составляется перечень требований,
предъявляемых потребителем к продукции. Эти требования располагаются в перечне в по-
рядке убывания значимости. Затем проводится еще один опрос потребителей, в ходе которо-
го их просят сравнить продукцию компании с продукцией ее конкурентов. Далее разрабаты-
вается перечень технических характеристик, которые должны соответствовать требованиям
потребителя. Затем проводится оценка этих характеристик, и компания либо принимает, ли-
бо опровергает высказанное потребителем мнение относительно качеств исследуемой про-
дукции. Полученные в результате данные используются для оценки «плюсов» и «минусов»
продукции с точки зрения ее технических характеристик.
Ситуация.
Не так давно в дилерском центре Lexus Automobile, расположенном в Луизиане, про-
изошел следующий случай, ярко характеризующий качество обслуживания клиентов этой
компании.
Одна покупательница приобрела автомобиль этой марки, но, спустя неделю, верну-
лась в дилерский центр очень расстроенной. Дело в том, что она привыкла носить туфли
только одной модели, и каблук ее правой туфли постоянно заклинивало педалью акселерато-
ра, в результате чего он сломался. Менеджер по обслуживанию клиентов зарегистрировал ее
жалобу и предложил денежную компенсацию ущерба.
На этом удовлетворенная клиентка удалилась, решив, что ей вряд ли скоро придется
встретиться с представителями компании. Однако неделю спустя на пороге ее дома появился
инженер-конструктор японского завода Lexus и попросил показать испорченную туфлю. Он
измерил ее, сделал зарисовку и удалился, не произнеся более ни слова.
Через месяц с этой женщиной опять связался дилер компании и попросил ее при-
гнать машину в дилерский центр. Инженер изменил конструкцию акселератора, в результате
чего каблук больше не застревал между педалью и полом. Мастера центра заменили педаль в
107
машине клиентки, и в последнее время эта модернизированная деталь стала стандартом для
продукции Lexus [4].
5.4. Управление качеством при проектировании изделия
Информация об уровне качества продукции и услуг, предоставляемая клиентам,
начинает реально воплощаться в изделиях и услугах с этапов проектирования изделия, обес-
печивается на этапах изготовления и проявляется в процессе использования (эксплуатации).
Необходимо помнить, что если проектирование продукта проведено некачественно, нет ни-
какой возможности изготовить высококачественный продукт. Предполагается, что техни-
ческие нормы на проектирование составлены в соответствии с потребностями рынка. Иными
словами, готовый продукт, изготовленный правильно и из качественных компонентов, будет
отвечать требуемому качеству.
Проектирование продукта может значительно облегчить задачу производства по
достижению требуемого уровня качества, хотя, и этого нельзя не признать, в случае работы
на пределе технологических возможностей единственным способом достижения высокого
качества изделий будет скрупулезная проверка и тестирование.
Фаза проектирования – это стартовая точка для достижения определенного уровня
качества в производстве. Проект включает решения относительно специфических характери-
стик товара или услуги: размера, формы и размещения. Качество проекта касается намерения
проектировщиков включить или исключить определенные характеристики в изделие или ус-
лугу.
При принятии решения по проекту необходимо принимать в расчет желания потре-
бителя, производственные или сервисные возможности, безопасность (как в процессе произ-
водства, так и после поставки), затраты и другие подобные факторы.
Тенденции в проектировании изделий и услуг тесно связаны с программой по управ-
лению качеством производства в целом. Основное внимание должно быть направлено на
удовлетворение запросов потребителей и повышение конкурентоспособности, сокращение
сроков запуска в производство, снижение времени на изготовление изделия.
Для обеспечения высокого качества продукции необходимо, чтобы разработчики и
изготовители совместно с представителями отделов технического контроля, материально-
технического снабжения, сбыта, маркетинга, дизайнерами заказчиков и отдела финансов вы-
рабатывали концепцию проектирования.
Это позволит обеспечивать достаточную технологичность изделия (производствен-
ную и эксплуатационную), что в дальнейшем может привести к обеспечению минимальных
отклонений от расчетных характеристик по важнейшим параметрам конструкции.
Работники службы материально-технического снабжения участвуют при разработке
технических требований, производственных графиков и планов поставок с учетом потребно-
стей конструкторских и производственных подразделений.
Они также участвуют в разработке спецификаций, чтобы не только обеспечивать
технологичность материалов, но и производить закупки по приемлемым ценам.
Участие служб снабжения обосновывается рядом причин, среди которых:
• возрастание требований к качеству и надежности изделии;
• стремление к сокращению цикла разработки продукции;
• быстрые изменения в характеристиках материалов и комплектующих;
• стремление к более полному использованию существующего оборудования и
технологий обработки ресурсов [5].
Таким образом, службы поставки ресурсов и качества, а также будущие поставщики
закладывают уровень качества и надежности изделий на этапе проектирования.
Участие поставщиков в проектировании позволяет иметь данные о затратах на по-
ставку ресурсов и использовать затем эти данные для поиска путей снижения этих затрат.
108
Совместное проектирование позволяет, начиная с ранних стадий проекта, одновре-
менно разрабатывать изделие и процесс его производства. Это позволяет определить произ-
водственные мощности и возможности, предусмотреть вариантность выбора материалов и
процессов, выбрать оптимальный процесс изготовления изделия.
Появляется возможность с ранних этапов подготовить необходимые оборудование и
инструменты, а значит, сократить сроки запуска в производство.
Дизайнеры должны работать в тесном контакте с представителями производства,
'чтобы быть уверенными, что проект можно реализовать, т.е. что производство или сервис
имеет оборудование, мощности и уровень мастерства, необходимые для реализации кон-
кретного проекта изделия или услуги.
Повышение качества продукции и сокращение длительности проектирования обес-
печивается также использованием прогрессивных информационных систем и технологий,
методами динамического и имитационного моделирования, компьютерного и модульного
проектирования и др.
Качество создаваемой продукции определяется также факторами и условиями
управления. Традиционно факторы управления качеством подразделяются на качество пред-
метов труда, качество средств труда и качество самого труда.
Качество проектов определяется прогрессивностью технических принципов, зало-
женных в изделие, удельным весом новых запатентованных разработок, уровнем апробиро-
ванных новых идей, технологичностью конструкторских решений, прогрессивностью мате-
риалов и готовых изделий в конструкции, а также применяемыми методами исполнения про-
ектно-конструкторской документации и др. Использование оптимизационных методов при-
нятия решений позволяет повысить уровень обоснованности проектных работ.
Качество средств труда зависит от качества ресурсного и информационного обеспе-
чения, уровня технической оснащенности труда и процессов проектирования, а также каче-
ства управления этими процессами.
Посредством параметров качества труда оцениваются мастерство работающих, ус-
ловия их труда и мотивация, производительность, степень выполнения проекта, процесс кон-
троля для оценки соответствия и корректировка действий (например, через решение про-
блем) по мере необходимости.
Необходимые условия управления качеством проекта обусловливаются созданием
службы управления качеством, а также методами, средствами и механизмами соответст-
вующих оценок.
Управление качеством при проектировании изделия предполагает использование
системы методов оценки.
/. Методы оценки качества проектной и конструкторской документации, изготов-
ленной с помощью информационных систем и технологий, технических средств системы
автоматизированного проектирования (САПР) и др.
Целью этих методов является корректировка параметров настройки различных тех-
нических средств и технологий. Корректировка параметров проводится на основе система-
тического выборочного контроля проектируемой документации, построения контрольных
графиков, графиков Парето, диаграмм причин и следствий, цикла «план – проверка – дейст-
вие» и других инструментов контроля.
Наибольшее распространение получили контрольные графики, построение которых
возможно на основе как качественных, так и количественных параметров. При количествен-
ных параметрах оценка качества документации производится по среднеарифметическим зна-
чениям показателей и их среднеквадратичных отклонений в выборках.
При использовании качественных параметров оценка производится по числу дефек-
тов – вся документация, в зависимости от числа дефектов в выборке, разделяется на группы
качества (годные, дефектные).
Статистические методы приемочного контроля также используют результаты выбо-
рочного контроля и разделение всей выборки на дефектную и годную документацию.
109
Данные методы позволяют рассчитать уровень брака в работе при проектировании.
В настоящее время для оценки качества работ начинают внедрять системы видео
распознавания и компьютерный поиск. Используются системы по японскому методу «Пока-
Йоке», когда простые датчики предупреждают оператора о том, что в следующий момент он
может допустить ошибку [6].
2. Методы прогнозной оценки и контроля динамики развития технических пара-
метров изделия.
Совокупность методов позволяет оценивать и контролировать динамику технико-
технологических параметров изделия, его надежность, соответствие параметрам назначения,
качество материалов и комплектующих изделий, заложенных в конструкцию. В основе мето-
дов лежит предположение, что, если в процессе разработки важнейшие параметры изделия
соответствуют техническому заданию, то перечисленные выше составляющие качества из-
делия находятся на заданном уровне.
Наибольшее распространение получили:
• методы статистического моделирования (постановки экспериментов);
• методы зачетных (стендовых) испытаний отдельных агрегатов и опытных образ-
цов;
• методы функционально-стоимостного анализа проектных решений;
методы имитационного моделирования работы опытных образцов на предельных
режимах.
Заключая разговор о качестве проектируемых продуктов, следует заметить, что каж-
дое изделие должно отражать функциональные основные и стимулирующие характеристики
качества. При этом речь идет о том качестве, которое определяется потребителем. Нужно ис-
ходить из того, что покупатель вряд ли будет говорить о многих показателях качества. Его
интересуют не больше двух-трех. Поэтому возникает проблема инженерного воплощения
качества в изделии в соответствии с требованиями покупателей.
5.5. Стоимостной анализ и стоимостной инжиниринг
Для обеспечения наименьшей стоимости при проектировании продукции приме-
няют функционально-стоимостный анализ (Value Analysis/Value Engineering – VA/VE), со-
стоящий из стоимостного и конструкторского анализа [4]. Цель этого анализа заключается в
упрощении продукции и технологического процесса, а основная задача – в достижении экви-
валентных или даже более высоких показателей совершенства продукции с меньшими за-
тратами при обеспечении всех функциональных основных требований, определенных потре-
бителем. Анализ VA/VE решает эту задачу, отыскивая необязательные затраты и отказыва-
ясь от них.
Теоретически, анализ стоимости (VA) проводится для продукции, уже находящейся
в производстве, и используется для оценки выполнения технических условий продукции и
требований, указанных в производственной документации. Обычно такой анализ осуществ-
ляется отделами по закупкам материалов в качестве одного из способов сокращения издер-
жек. Что касается анализа стоимости в процессе разработки продукта, то он выполняется пе-
ред стадией производства и рассматривается как метод, позволяющий избежать избыточной
стоимости. На практике, однако, между двумя этими видами анализа, применяемыми к кон-
кретной продукции, существует тесная связь. Это происходит потому, что новые материалы,
технологические процессы и тому подобное, применение которых следует из анализа стои-
мости VA, требуют проведения нового конструкторского анализа VE, выполняемого в рам-
ках проектирования. Анализ VA/VE выполняется, чтобы получить ответ на следующие важ-
ные вопросы.
• Не обладает ли данная продукция качествами, которые не являются для нее не-
обходимыми?
• Нельзя ли объединить две или несколько деталей в одну?
110
• Каким образом можно уменьшить массу изделия?
• Какие нестандартные детали можно удалить из конструкции?
Единственное различие между стоимостным анализом и стоимостным инжинирингом
заключается в стадии, на которой применяется метод. Стоимостной анализ – это поиск воз-
можностей сокращения затрат на изготовление существующего товара или услуги, при кото-
рых не происходит снижения ценности продукта. Стоимостной инжиниринг основан на том
же самом принципе, но применяемом на этапах проектирования нового продукта.
Стоимостной анализ начинается с определения функции (функций) продукта. Далее
проводится детальный анализ дизайна и устройства продукта с целью устранить те элемен-
ты, которые не нужны для выполнения его функций.
Важно четко обозначить все функции, которые выполняет продукт, и связать их с
ценой. В стоимостном анализе определяются две составляющие, вместе дающие стоимость
продукта:
Меновая стоимость = Полезная стоимость + Стоимость уважения
Меновая стоимость показывает, сколько рынок готов заплатить за продукт, полез-
ная стоимость является показателем ценности основной функции продукта для потребите-
ля. Стоимость уважения представляет собой попытку оценить ценность других атрибутов
продукта, не относящихся напрямую к его полезности[6].
Для поездок на работу в черте города достаточно надежной подержанной машины
стоимостью около 3000 фунтов стерлингов. Несмотря на это, в Британии многие ездят на
машинах стоимостью 15000 фунтов и больше, причем используют их почти исключительно с
указанной выше целью. Стоимость уважения у такого автомобиля составляет, соответствен-
но, 12000 фунтов.
Для того чтобы не упустить подобные аспекты и не пожертвовать случайно основ-
ной функцией продукта, для проведения стоимостного анализа всегда создается специальная
команда. Поскольку с большими командами работать неудобно, предпочтительно иметь ядро
из пяти-шести человек, которые в случае необходимости могут связаться с нужными им
людьми. Принцип, который мы обозначили для сокращения номенклатуры, применим и в
стоимостном анализе. Обычно начинают с товаров, услуг или даже административных про-
цедур, которые несут в себе потенциал наибольшей экономии. Очевидно, что таковыми, в
первую очередь, являются сложные, многокомпонентные продукты.
Стоимостной анализ обычно проводится в двенадцать этапов[5]:
1. Выбрать продукт. Отбираются продукты, способные принести наибольшую выгоду,
а также наиболее сложные, которые можно упростить; продукты, пользующиеся наиболь-
шим спросом в производстве, сокращение которых даст существенную экономию; устарев-
шие продукты, допускающие улучшение за счет применения новых технологий.
2. Вычислить затраты. Нужно точно определить величину предельных издержек, по-
скольку именно их сокращение является целью стоимостного анализа. Накладные расходы
не учитываются. Для многих организаций данный этап является наиболее сложным.
3. Составить список всех компонентов (деталей).
4. Составить список всех функций. В этом должна участвовать вся команда, которая
для преодоления прежних предположений может воспользоваться методом мозговой атаки.
Цель – определить функции, которые могут понадобиться потребителю, а не функции, кото-
рые считает нужными производитель.
5. Оценить текущий и будущий спрос.
6. Определить главную функцию. То есть вычеркивать все функции из этапа 4, которые
можно классифицировать как второстепенные, пока не останется одна – самая главная.
7. Перечислить другие способы выполнения главной функции. Снова работает вся ко-
манда, проводится мозговой штурм.
8. Вычислить затраты альтернативных вариантов. Это следует делать как можно
раньше по окончании, но не во время мозгового штурма, в противном случае расчеты нега-