Товажнянский Л.Л., Грабченко А.И. и др. Интегрированные технологии ускоренного прототипирования и изготовления
Подождите немного. Документ загружается.

79
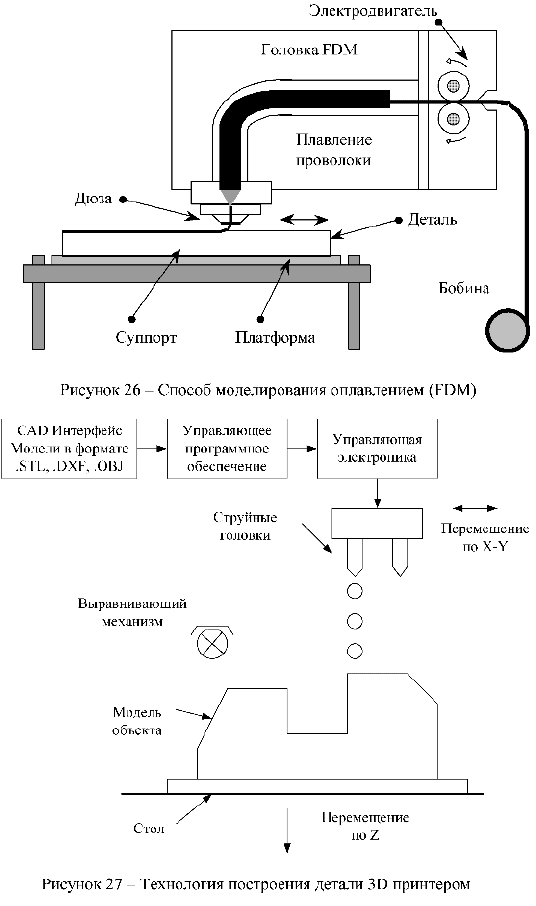
4.5 Способ моделирования оплавлением (FDM)
Безлазерный процесс (Fused Deposition Manufacturing).
Предложен Скоттом Крампом (Scott Cramp). Коммерческие
установки кампания Stratasys (США) выпускает с 1991 г.:
FDM Quantium, FDM-2000, FDM-3000 и FDM-8000 (табл. 10).
Формообразование модели (конечной детали) происходит
при помощи экструзии расплавленного материала (рис. 26)
через сопло [43, 45, 51, 61, 76].
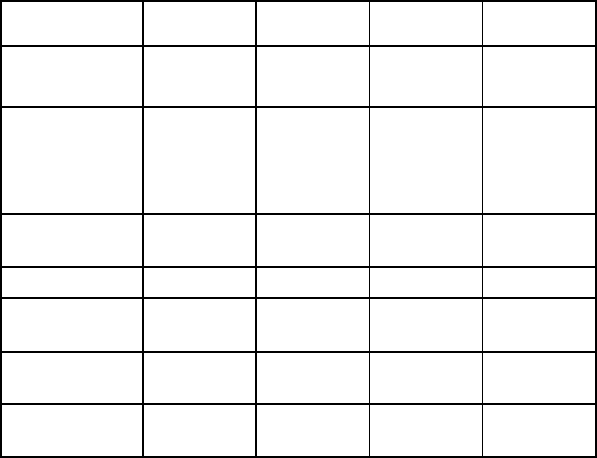
Таблица 10 – Технические характеристики FDM систем
[Stratasys, 2000]
Модель FDM 2000 FDM 3000 FDM 8000 Quantum
Размеры
построения, мм
254x254
x254
254x254
x406
457x457
x609
600x500
x600
Точность, мм ± 0,127 ± 0,127 ± 0,127
± 0,127
(для размеров
l < 127 мм) и
±0.015 мм/мм
(l > 127 мм)
Габаритные
размеры, м
0,66x0,91
х1,07
0,66x1,07
х0,91
1,49x1,91
х1,00
2,24x1,98
х1,12
Вес, кг 160 160 392 1134
Требуемая
мощность
220-240
х 10 В·A
220-240
х 10 В·A
220-240
х 10 В·A
208-240
х 50 В·A
Ширина
слоя, мм
0,254 до
2,54
0,254 до
2,54
0,254 до
2,54
0,38 до
0,51
Толщина
слоя, мм
0,05 до
0.762
0,05 до
0.762
0,05 до
0.762
0,18 до 0.25
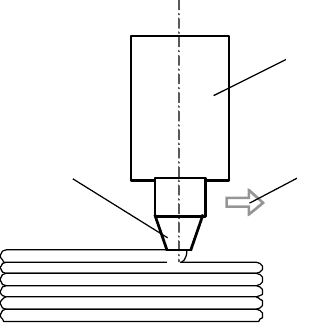
При использовании металлов намотанная на бобину
проволока
0,1
0,2 мм подается в головку FDM,
оплавляется и через сопло, управляемое специальным
координатным приводом, подается на платформу. Слои
формируются в соответствии с 2D CAD моделью в
80
81
координатах
X Y
толщиной от 0,025 мм до 1,25 мм с
возможной толщиной стенок 0,22
6 мм. После формирования
слоя по всему сечению платформа установки опускается на
шаг, равный толщине слоя, и процесс повторяется до полного
построения твердотельной модели.
Применяемые материалы – термопласты, воск, металлы.
При необходимости для укрепления построенной слоями
детали используют опорные конструкции (чаще всего
сотовые) из картона, полистирола, воска и др. Точность
изготовления – 0,1
0,2 мм. К достоинствам процесса можно
отнести высокую производительность, нетоксичность
применяемых материалов и легкость перестройки с одного
материала на другой, компактность установки и малые
затраты. Системы FDM имеют модульную конструкцию, что
позволяет расширять функциональные возможности системы.
Не лишен способ и недостатков. Это прежде всего,
низкая прочность и связь между слоями, необходимость
строгого контроля температуры во избежание расслоения;
необходимость непрерывного движения экструдера во
избежание затвердения материала; необходимы
технологические подпорки.
Технология нашла применение в автомобильной,
аэрокосмической, электронной и др. отраслях
промышленности (Ford, Mercedes Benz, General Motors,
NASA, Kodak, Motorola, Xerox, Rowеnta и др.).
4.6 Способ моделирования по принципу
трехкоординатной (трехмерной) печати
(3D Printing, TDP)
Основан на принципе трехкоординатной глубинной
печати – Three Dimensional Printing. С помощью
3D принтеров изготавливают физические модели, используя
струйное моделирование. Слой порошка распределяется по
поверхности подвижной платформы в рабочей емкости.
Затем связующее вещество, поступающее из многосопловой
головки, связывает те области порошка, которые формируют
82
контур и площадь одного сечения модели. Платформа в
емкости опускается на толщину одного слоя. По всей рабочей
поверхности емкости (включая скрепленный слой)
распределяется слой порошка (рис. 27), головка очерчивает
контур следующего сечения и заполняет его площадь и т. д.
[34, 43, 76].
Имеются многочисленные варианты установок,
реализующих этот способ, таких фирм как Object Geometries
– Object Geometries, 3D Object Quadra Tempo (Израиль),
3D Systems – Actua-2100, Genesys (Stratasys), Corporation –
Z402 (США) и др. Установки отличаются применяемыми
материалами (исходными и связующими), различием
вспомогательных элементов – поддержек, механизмом
отвердения, количеством используемых сопел, точностью
изготовления, рабочим объемом. Так, установка Object
Quadra Tempo имеет 1536 сопел, тогда как установка Z402
всего лишь 128. Хотя 3D принтеры не дают высокой точности
и прочности готового прототипа, механических свойств их
достаточно для задач визуализации, отработки дизайна.
Установки компактны - возможно их размещение у рабочего
места конструктора. Деталь, в зависимости от сложности и
габаритов, может быть изготовлена в течение нескольких
минут или нескольких часов. Применяемые материалы –
минералы, крахмал, керамика, целлюлоза, полистирол.
Рассмотренная технология позволяет более эффективно
решать задачи концептуального проектирования,
визуализации, быстрого и недорогого получения прототипов,
оригиналов, мастер-моделей, натурных моделей, форм для
вакуум-формования и др. Технология также успешно
применяется для послойного изготовления таблеток,
медицинских препаратов (20000 таблеток в час), а также для
изготовления структуры костей, сухожилий, хрящей,
имплантантов с использованием живых клеток и
биоматериалов.
83
4.7 Способ изготовления моделей с использованием
баллистики (BPM)
Базируется на принципе чернильного печатающего
устройства. Формирование послойным наращиванием
осуществляется за счет того, что отдельные маленькие
капельки термопластического материала, вылетая из
«печатающей» головки, застывают в необходимом месте
сначала поддерживающей платформы, а затем – предыдущего
слоя. Установки различных фирм отличаются количеством
применяемых «печатающих» головок – от 2-х до 5-ти. В
последнем случае отпадает необходимость использования
поддерживающих конструкций.
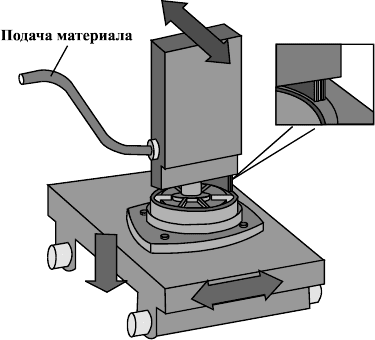
4.8 Способ многофазного отвердения струи (MJS)
Обрабатываемый материал греется в камере
растапливания до температуры плавления и пропускается
через форсунку. Управление температурой согласовано при
этом так, чтобы расплавленный материал покрывал
поверхность необходимым слоем. Принцип работы MJS-
способа представлен на рис. 28.
Способ основан на образовании слоя посредством
системы форсунки, распределяющей растапливаемый
материал по поверхности. Есть сходство с FDM способом.
Существенное различие – подача исходного материала и сам
исходный материал.
При MJS – способе изделия изготавливаются из
низкоплавких металлических сплавов, а также из
высококачественной стали, титана, керамики вследствие
обработки порошкообразных смесей. В каждом случае
обрабатываемый материал нагревается до температуры,
близкой к температуре плавления, и, управляемый
компьютером, через форсунку выдавливается. Материал
застывает в течение нескольких секунд. Когда материал еще
горячий, он разогревает поверхность предыдущего слоя и,
таким образом, осуществляется неразъемное соединение
84
слоев.
1
2
3
Рис. 28. Схематическое изображение MJS-способа:
1- растапливающая камера, 2- движение,
3- сменная система форсунки
При изготовлении изделий из низкоплавких материалов
продуктом можно пользоваться сразу. При использовании
порошкообразных материалов изделие необходимо
дополнительно обрабатывать. Обработка порошкообразных
материалов находит применение при использовании
высокоплавких сплавов и керамических материалов
(температура плавления 1300ºС).
4.9 Способ многоструйного моделирования (MJM)
По этому способу [35] модель строится с
использованием техники, сходной со струйной печатью на
обычном принтере, но в трех измерениях. Рабочий орган –
«печатающая головка» - включает 352 сопла, образующих
линейную решетку: струя из каждого сопла осаждает
специально разработанный термо-полимерный материал там,
где он необходим по управляющей программе. Головка MJM
движется возвратно-поступательно по оси X, формируя слой.
85
После завершения построения первого слоя платформа
опускается по оси Z на величину, равную его толщине, и
начинается формирование следующего слоя (рис. 29).
К этому принципу близок Object Quadra Process,
использующий 1536 сопла. Через них по программе
выдавливаются и расплющиваются слои фоточувствительной
смолы, которая отвердевает под воздействием УФ света.
Рис. 29. Схематическое изображение MJM способа
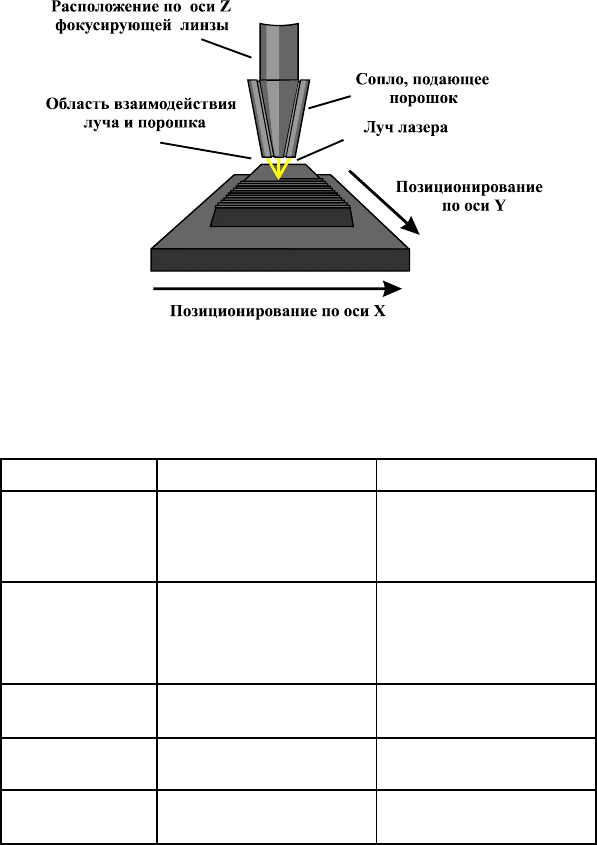
4.10 Способ формообразования с помощью лазерной
инженерной сети (LENS)
Способ базируется на подаче через сопло на подложку
порошка и одновременном его оплавлении лучом лазера
(рис. 30).
Сопло с порошком может быть по одну сторону с
подложкой или коаксиально с лазерным лучом. Скрепление с
предыдущим слоем облегчается тем, что струя порошка
оплавляется лучом лазера, подогревающим одновременно и
предыдущий слой [65].
86
Рис. 30.Схематическое изображение LENS способа
Таблица 11 – Технические характеристики LENS систем
[Optomec, 2000]
Модель
LENS 750
LENS 850
Лазерная
система
750 Вт: АИГ, c
возможностью
увеличения до 1400 Вт
1100 Вт: двойная
головка АИГ, c
возможностью
увеличения до 2200 Вт
Рабочая
камера, мм
30 x 30 (X-Y)
передвижная
платформа,
30 мм по оси Z
45 x 45 (X-Y)
передвижная
платформа,
105 мм по оси Z
Подача порошка
пневматическая
система
двойная
пневматическая система
Требуемая
мощность
208 х 100 В·A 208 х 100 В·A
Основа системы
управления
Pentium Pentium
87
4.11 Способ быстрого изготовления микроизделий
(RMPD)
Способ базируется на использовании масок,
применяемых в микроэлектронике (сходство с
фотополимеризацией). Данные о CAD модели применяются
для изготовления масок. Маски используют для лазерной
полимеризации послойно наносимого жидкого
фотомономера. Минимальная толщина слоя – 1 мкм,
разрешение его по осям X-Y составляет 10 мкм. Способ
эффективен при создании сложных микросистем,
объединяющих компоненты электроники, оптики,
механики [59].
4.12 Способ трехкоординатной сварки (3DW)
С помощью дуговой сварки послойно наплавляется
металл в виде простых форм, из которых затем составляются
более сложные структуры [36]. Используется две
управляющие системы: CNC для сварочного робота и файлы
STL CAD для послойного построения. Установка оснащена
системами термоконтроля, интерактивной охлаждающей
среды, удаления паров и механических частичек.
4.13 Способ моделирования осаждением из газовой
фазы (GPD)
Принципиально возможно создание 3D CAD RP моделей
с использованием газовой среды. Способы базируются на
расщеплении молекул реактивного газа под действием
лазерного луча и использовании продуктов этого
расщепления на построение твердотельной модели,
например, из углерода, карбидов, силикона, нитридов.
Возможно инициировать химическую реакцию между
газом и слоем порошка с тем, чтобы формообразовать
твердотельную деталь, например, из карбида кремния или
нитрида кремния.
88
4.14 Способ отвердения полимера при
голографической интерференции
В основе лежит свойство жидких полимеров
затвердевать при интерференции определенных лучей [69].
Когда голографический образ проектируется на смолу, она
отвердевает по всему объему образа.
Способ интересен именно тем, что воспроизведение
твердого трехмерного объекта из 3D CAD происходит не
послойно, а сразу во всем объеме [52].