Суржик О.С. Технологiя машинобудування. Частина I
Подождите немного. Документ загружается.


Шорсткість, мм
Клас шо-
рсткості
a
R
z
R
Базова
довжина,
мм
1
2
3
80…40
40…20
20…10
320…160
160…80
80…40
8,0
4
5
10…5,0
5,0…2,5
40…20
20…10
2,5
6
7
8
2,5…1,25
1,25…0,63
0,63…0,32
10…6,3
6,3…3,2
3,2…1,6
0,8
9
10
11
12
0,32…0,16
0,16…0,08
0,08…0,04
0,04…0,02
1,6…0,8
0,8…0,4
0,4…0,2
0,2…0,1
0,25
13
14
0,02…0,01
0,01…0,008
0,1…0,05
0,05…0,025
0,08
Контрольні запитання
1. Дайте пояснення поняттю «якість».
2. Поясніть, що таке шорсткість поверхонь.
3. Наведіть якісні показники деталей машин.
4. З′ясуйте, якими ознаками визначається якість обробленої по-
верхні.
5. З’ясуйте, яку шорсткість має поверхня деталі після чистового
зенкерування, тонкого фрезерування.
ТЕМА 4
39

БАЗИ ТА ПРИНЦИПИ БАЗУВАННЯ
Вивчивши цю тему, студент повинен знати:
- поняття про базові поверхні;
- способи встановлення заготовок;
- поняття про бази та їх добирання;
- типи баз;
- базування заготовок у пристосуваннях;
- похибки базування.
На основі набутих знань, студент повинен вміти:
- обирати базові поверхні;
- давати визначення основним термінам та поняттям;
- розрізняти основні типи баз;
- визначати типи базування заготовок за допомогою пристосу-
вань;
- вміти визначати похибку базування.
План
(логіка викладу і засвоєння матеріалу)
4.1 Встановлення заготовок під час обробки;
4.2 Поняття про бази та їх добирання;
4.3 Базування заготовок у пристосуваннях;
4.4 Похибка базування.
Ключові терміни та поняття
- базова поверхня - чорнові бази
- пристосування - головна площина
- технологічна база - напрямна площина
- вимірювальна база - упорна площина
- конструкторська база - похибка базування
Рекомендована література:
3. Чумак М.Г. Матеріали та технологія машинобудування: Під-
ручник. - К.: Либідь, 2000
4.
Данилевский В,В. Технология машиностроения. - М.: Высшая
школа, 1984
40
Встановлення заготовок під час обробки лення заготовок під час обробки

41
Залежно від способу обробки заготовки можна встановлювати в
лещатах (слюсарна обробка, стругальна тощо) або закріплювати в па-
троні, центрах, люнетах. Для правильної орієнтації заготовки під час її
установки велике значення мають базові поверхні, або, як їх нази-
вають, бази.
Заготовку для правильного та надійного закріплення можна уста-
новлювати з вивіркою положення за необроблюваними базовими по-
верхнями, за розмічуваними осьовими лініями та в пристосуванні. Пе-
рший спосіб трудомісткий і недосконалий. Його застосовують висо-
кокваліфіковані робітники у випадку одиничного виробництва та
обробки виливків на токарних верстатах із закріпленнями у
чотирикулачковому патроні або в планшайбах. Правильність
встановлення заготовки перевіряють рейсмусом або індикатором.
Другий спосіб використовують в одиничному та малосерійному
виробництві, бо установка за розміченими лініями прискорює та
спрощує процеси обробки приготування верстатів до роботи. Розмітка
— трудомістка та дорога операція, яка дає змогу одержати точність
0,2...0,5 мм. Встановлення в пристосуваннях забезпечує швидку,
точну, надійну орієнтацію та закріплення.
Поняття про бази та їх добирання
Під базою розуміють поверхню, з'єднання поверхонь, вісь або
точку заготовки та забезпечують її орієнтацію під час виготовлення.
Конструктор для створення деталі виконує її креслення і надає вза-
ємне положення поверхонь розмірами та співвідношеннями. Основ-
ні розміри деталі проставляють від поверхонь, які називають конст-
рукторськими базами. Ними можуть бути осі або поверхні, які
визначають взаємний зв'язок і положення деталі відносно поверхонь
машини у процесі її складання та роботи. На рис. 4.1, а показано
приклад конструкторської бази — дві взаємно перпендикулярні осі
конусних зубчастих коліс. Як бази використовують осі валів і отво-
рів, бісектриси тощо.
Технологічними базами називають поверхні, які орієнтують деталь
необхідним чином під час встановлення її на верстаті. Вимірювальни-
ми базами називають поверхні, які використовують у процесі оброб-
ки для вимірювання розмірів. Так, вимірювальною базою для пе-
ревірки отворів у корпусі редуктора (рис. 4.1, б) є основа (рис. 4.1,
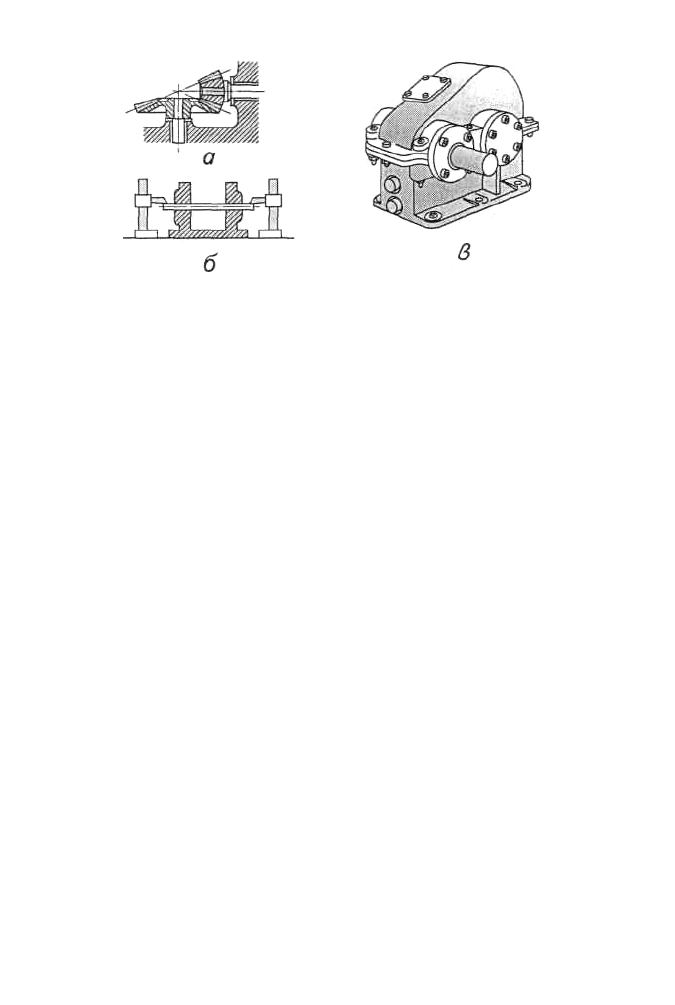
в). У точної деталі складальна та вимірювальна бази повинні збігати-
ся.
42
Рис. 4.1 Приклади баз
а – конструкторська; б – вимірювальна (отвір); в – основа корпусу
Конструкторськими базами називають поверхні, за якими визна-
чають взаємне положення деталей у складеній машині. Це поверхні,
якими з'єднуються деталі та за якими орієнтуються відносно інших
деталей у складеному вигляді. Наприклад, тіла обертання з отворами
мають складальну базу, отвір і опорний торець.
Технологічні бази бувають чорновими та чистовими. До чорнових
належать необроблені поверхні, які слугують базою для перших опе-
рацій, а до чистових — оброблені на наступних операціях поверхні.
Бази поділяють на основні, допоміжні та додаткові. Якщо технологіч-
ними вважати бази складальні, їх називають основними. Якщо оброб-
лена поверхня не потрібна за конструкцією, але необхідна для базу-
вання, її називають допоміжною базою, наприклад центрові отвори
валів, осей тощо.
Від правильного вибору баз залежить раціональність процесу. Ба-
жане сумісництво баз, бо при цьому забезпечується найточніша обро-
бка. Необхідно дотримуватися принципу постійності баз. Якщо можна
витримати постійні бази під час виконання операцій, процес стає раці-
ональним, ефективним, з мінімальними похибками.
Базування заготовок у пристосуваннях
Якщо тіло розглядати в прямокутній системі координат, то воно
може вільно поступально переміщатися в напрямах осей х, у, z та обе-
ртатися навколо них, чим пояснюється наявність шести ступенів сво-
боди. Щоб жорстко установити заготовку, її необхідно позбавити цих
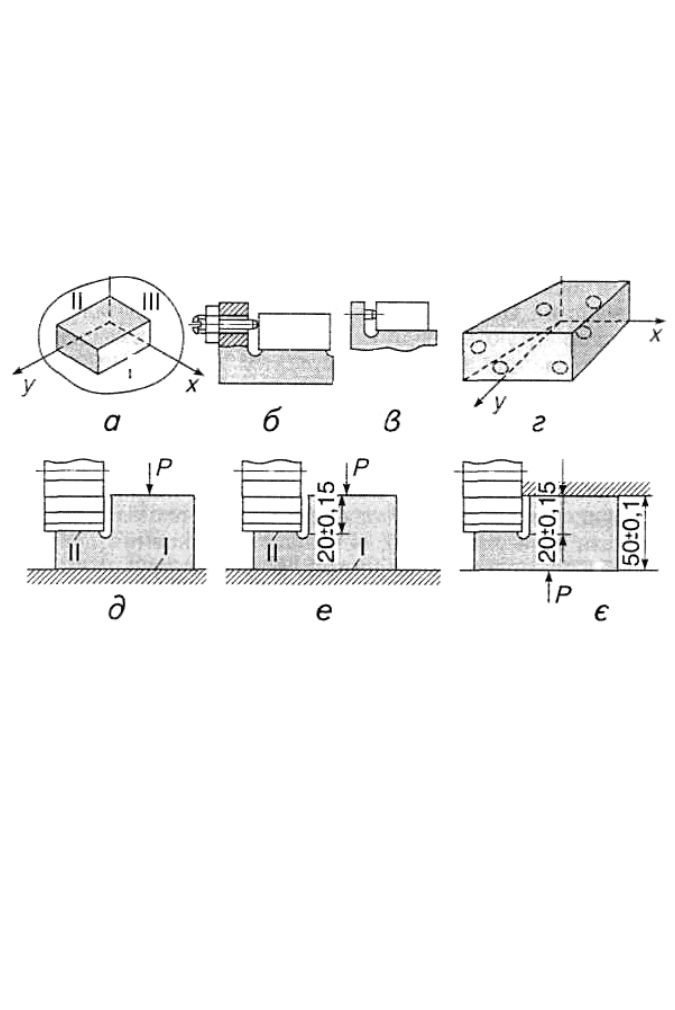
шести ступенів свободи. На рис. 4.2, а видно, що навколо координат-
них осей х, у і z можна побудувати три площини: І — утворена у пло-
щині х—у; II — у площині у—2 і III — у площині х—z. Щоб тіло не
переміщувалось, необхідно притиснути його до трьох поверхонь так,
щоб вільне переміщення зникло.
Площини пристосувань, що призначені для встановлення загото-
вок, називають: І — головною; II — напрямною; III — упорною. По-
верхні на заготовках, з'єднуваних під час встановлення з відповідними
площинами пристосування, називаються головною установочною ба-
зою, напрямною базою та упорною установочною базою.
Рис 4.2 Базування заготовок за допомогою пристосувань
Для створення нормальних умов для обробки заготовки в присто-
суванні необхідно правильно її орієнтувати відносно установочної,
напрямної та упорної площин. При цьому важливо вибирати опо-
ри для зв'язування шістьох ступенів свободи заготовки. Необхідно
розмістити опори та пристосування так, щоб шість точок опору ство-
рювали жорстке встановлення. Правильне розміщення шістьох опор
названо правилом шістьох точок. Згідно з правилами установочна
поверхня пристосування повинна мати три опорні точки, дві напрям-
ні та одну упорну. Збільшення кількості опор створює невизначе-
ність положення заготовки. База позбавляє заготовку трьох ступенів
свободи, такою поверхнею є поверхня найбільших розмірів (рис.
12.2, б).
43
Пристосування для встановлення заготовок на поверхню найбі-

льших розмірів можуть мати три нерухомі опори або установлюватися
на цю поверхню. У першому випадку опори повинні розміщуватися
так, щоб утворюваний ними трикутник був найбільшим. Важливо,
щоб центр тяги та рівнодіюча сила різання затисних сил знаходилися
усередині трикутника, вершинами якого є нерухомі опори. До-
тримування вказаних умов створює стійкість у процесі обробки. У
другому випадку допускається встановлення для обробки невеликих
заготовок, при цьому установочна площина повинна бути меншою за
технологічну базу (рис. 4.2, в).
Напрямна технологічна база великої довжини позбавляє заготовку
двох ступенів свободи. Пристосування у цій площині мають дві неру-
хомі опори. Чим більша відстань між ними, тим менша похибка вста-
новлення. Упорна технологічна база невеликої довжини позбавляє
заготовку однієї ступені свободи. Пристосування для встановлення
мають одну опору. При базуванні заготовок у пристосуванні можливі
випадки, коли за умовами обробки немає потреби у шістьох точках
(рис. 4.2, г) або у випадку недостатньої стійкості виникає необхідність
додаткової опори.
Похибка базування
Фактична точність виготовлення деталей залежить не лише від то-
чності верстата, встановлення та обробки, а й від похибки базування.
Вона виникає за розбіжності вимірювальних баз з технологічними.
Наближена допустима похибка базування
..бД
ξ
δ
≤
−Δ, де
δ
— до-
пуск на розмір; — похибка на розмір.
Δ
Дійсна похибка базування повинна бути меншою за допустиму:
.. .бД бДОП
ξ
.
ξ
≤ Похибка базування впливає на точність встановлення.
Похибка встановлення
у
ξ
дорівнює сумі похибки базування та похи-
бки закріплення
з
ξ
. Похибка
б
ξ
з'являється в процесі базування за
допоміжними базами, тому треба прагнути до того, щоб технологічні
бази були конструкторськими (рис. 4.2, б), тоді похибки базування
не виникне. Якщо конструкторською базою буде поверхня II (рис.
12.2, є), а технологічною — допоміжна поверхня І, похибка базу-
вання неминуча й вона буде дорівнювати допуску на розмір. Завдяки
одержанню необхідної точності обробки поверхні II зменшується
допуск на розмір 50 мм за формулою
50 20
δ
δ
=−Δ, де
20
δ
— за крес-
44

ленням дорівнює 0,3 мм,
Δ
для 20 мм дорівнює 0,1 мм, тоді
50
Δ
= 0,3
- 0,1 = 0,2 мм, тобто розмір треба вказати з допуском ± 0,1 мм (рис.
4.2, є). Похибки закріплення визначають дослідним шляхом для ко-
жного конкретного випадку. Після визначення відповідних похибок
можна знайти похибку встановлення:
убз
ξ
ξξ
=+
.
Контрольні запитання
1. Перечисліть принципи базування.
2. Поясніть, які способи базування заготовок під час обробки вам
відомі.
3. Перечисліть види базування та поясніть як їх вибирати.
4. З′ясуйте, як базується заготовка у пристосуваннях.
5. Дайте визначення похибки базування.
ТЕМА 5
ВИБІР ЗАГОТОВОК
45

Вивчивши цю тему, студент повинен знати:
- класифікацію заготовок;
- способи виготовлення заготовок;
- класифікацію стального лиття;
- види штампування;
- основні види зварювання;
- типові дефекти заготовок.
На основі набутих знань, студент повинен вміти:
- обирати заготовки для виготовлення деталей;
- давати визначення основним термінам та поняттям;
- розрізняти основні способи виготовлення заготовок;
- давати порівняльний аналіз заготовок, одержаних різними
способами;
- вміти визначати дефекти заготовок.
План
(логіка викладу і засвоєння матеріалу)
5.1 Характеристика заготовок;
5.2 Класифікація лиття;
5.3 Виробництво поковок, штамповок і прокату;
5.4 Основні види зварювання;
5.5 Типові дефекти заготовок.
Ключові терміни та поняття
- виливки - відцентрове лиття
- поковки - оболонкові форми
- штамповки - штампування об’ємне та листове
- прокат - зварювання
- кокіль - дефекти заготовок
Рекомендована література:
1. Чумак М.Г. Матеріали та технологія машинобудування: Під-
ручник. - К.: Либідь, 2000
2.
Данилевский В,В. Технология машиностроения. - М.: Высшая
школа, 1984
Характеристика заготовок
46
47
Із заготовок подальшою обробкою виготовляють деталі. Правиль-
ний вибір заготовок є важливим завданням у боротьбі за зниження
металоємкості машин.
Спосіб виробництва та матеріал, який використовують для виго-
товлення заготовок, визначають їхній вид. Заготовки класифікують на
ливарні, виготовлені обробкою тиском (прокат, штамповка та ін.), і
комбіновані. Залежно від виду виробництва, форми та розмірів мате-
ріалу використовують різні способи виготовлення заготовок і відпо-
відно їх називають виливками, поковками, штамповками, прокатом
(табл. 5.1). Застосовують також заготовки, одержані способами по-
рошкової металургії.
Таблиця 5.1 Способи виготовлення заготовок
Тип загото-
вки
Спосіб утворен-
ня форми заготовки
Виробництво
Ручне формування в опоках,
ґрунті
Одиничне, малосерійне
Машинне формування, лиття в
оболонкові форми, точне лит-
тя, відцентрове лиття, лиття в
металеві форми
Масове, серійне
Виливок
Лиття під тиском Масове, багатосерійне
Гаряче і холоднокатаний та
профільний прокат
Одиничне, малосерійне
Прокат
Прокат періодичного профілю
Масове, багатосерійне
Поковка Вільне кування Одиничне, малосерійне
У підкладних штампах Малосерійне, одиничне
Штамповка
На горизонтально-кувальних
машинах, в закритих штампах
на пресах
Масове, серійне

48
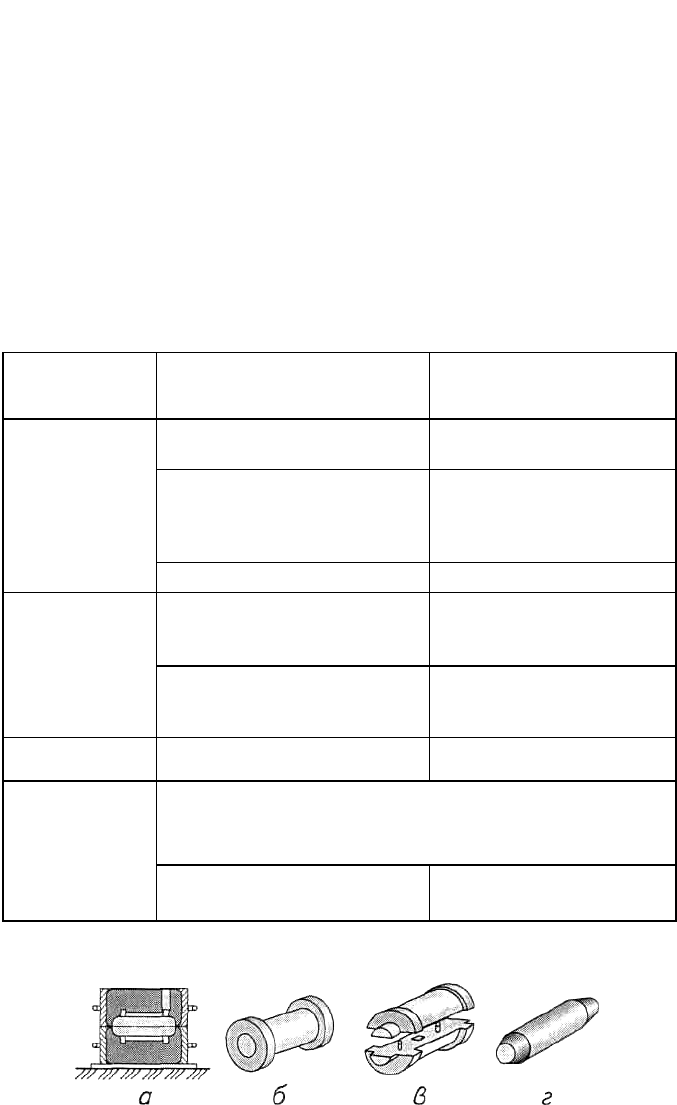
Рис. 5.1 Ливарна форма
а – форма; б – деталь; в – модель; г – стержень
Ливарне виробництво характеризується дешевизною процесів,
можливістю використання малопластичних металів і сплавів, виготов-
лення деталей складних форм. Лиття ґрунтується на властивості мета-
лу в рідкому стані заповнювати порожнини форми та набирати їх ви-
гляду. Посудину з порожниною певної форми, призначеної для запов-
нювання її рідким металом і формоутворення при твердінні виливка,
називають ливарною формою (рис. 5.1, а). Форми можуть бути піща-
ними разовими спеціальними і металевими постійними (рис. 5.2). Ви-
користання піщаних форм невигідне, оскільки вони застосовуються
один раз і виливки мають великі припуски. Для усунення вказаних
недоліків розроблено прогресивні способи лиття: виливання в метале-
ві форми (кокільне лиття), відцентрове, лиття під тиском, в оболонкові
форми тощо. Литтям можна виготовляти (табл. 5.2, рис. 5.3) виливки
різної форми, розмірів і маси, причому виливки можуть бути готовою
продукцією та заготовкою. Заготовки відливають з урахуванням при-
пусків на механічну обробку (табл. 10.3). У машинобудуванні питома
вага лиття значна, наприклад виливки становлять 40...85 % маси ма-
шин, а для металорізальних верстатів, молотів, насосів, компресорів та
інших машин 75...85 %.
Класифікація лиття
Технологія одержання виливків з використанням піщаних форм
(рис. 5.3) складається з окремих процесів: виготовлення модельно-
стержневого оснащення, приготування формувальних і стержневих
сумішей, виготовлення стержнів і ливарних форм, розплавлення мета-
лу, заливання ливарних форм рідким металом, кристалізація та твер-
діння розплаву, вибивання затверділих виливків з форм, відрубування
та зачищення виливка з видаленням ливників, термічної обробки ста-