Сорокин В.М., Курников А.С. Основы триботехники и упрочнения поверхностей деталей машин: курс лекций
Подождите немного. Документ загружается.

81
2) При термической обработке, например, в результате азотирования
(при диссоциации аммиака) выделяется водород, который диффундирует
в сталь.
3) Наводороживание стальных изделий происходит при электроосаж-
дении хрома, кадмия, цинка и никеля (повторим, что одним из способов
удаления водорода из гальванических покрытий является термообработка
изделий при 200…400 С).
4) Во время удаления окалины, продуктов коррозии стальные изделия
подвергают травлению в кислоте. Погружение стали в раствор кислоты
приводит к растворению железа на анодных участках и выделению водо-
рода на катодных участках с одновременным его внедрением в сталь. В
результате накопления газообразного водорода на поверхности детали
могут быть даже вспучивания. Степень наводороживания при травлении
зависит от многих факторов – состояния стали и особенно наличия в рас-
творе ничтожных количеств (следов) серы, фосфора, мышьяка, селена (так
называемых «отравителей»), которые способны замедлять (или «отрав-
лять») реакции химической десорбции и таким образом увеличивать пло-
щадь, покрытую водородом и собственно абсорбцию. Поэтому на практи-
ке вопрос выбора ингибитора должен быть тщательно продуман, иначе
может иметь место повышение абсорбции водорода.
5) При фосфатировании водород внедряется в сталь. Здесь следует ре-
гулировать в ванне содержание свободной кислоты и определенных окис-
лительных агентов и тем самым можно существенно понизить количество
адсорбированного водорода.
6) Атмосферная коррозия металла может вызвать абсорбцию водорода
в том случае, если она протекает в промышленной атмосфере, содержа-
щей сернистый ангидрид и кислую сернокислую соль.
7) Водород, проникший в сталь (этот водород называют биографиче-
ским), в процессе трения будет постепенно диффундировать к поверхно-
сти трения и, молизуясь в дефектах, вызывать повышенный износ.
Влияние различных технологических операций на наводороживание
стальной поверхности приведено в таблице 2.5.
Таблица 2.5
Технологическая операция
Содержание водорода в см
3
на 100 г
Токарная обработка без СОЖ
0,4
Токарная обработка с СОЖ
5,6
Закалка
12,6
Отпуск
6,8
Цементация
15,4
Закалка после цементации
18,8

82
Основные выводы по влиянию водорода на прочность стали сводятся
к следующему:
– водород не оказывает существенного: влияния на упругие характе-
ристики железа и стали;
– при содержании водорода до 0,1 см
3
/100 г твердость стали не меня-
ется, хотя предел прочности уменьшается;
– разрушающее напряжение снижается пропорционально росту кон-
центрации водорода;
– характеристики пластичности (удлинение и сужение) снижаются
пропорционально повышению концентрации водорода вплоть до
5 см
3
/100 г; при дальнейшем увеличении содержания водорода пластич-
ность остается на низком уровне;
– степень охрупчивания стали под влиянием водорода уменьшается с
повышением скорости деформации; при ее предельно высоком значении
(испытании на удар) водород не вызывает охрупчивания стали;
– охрупчивание стали под влиянием водорода, проявляется в интерва-
ле температур (–100…+100) С; наибольшая степень охрупчивания на-
блюдается при нормальной и несколько более низкой температуре;
– для возникновения явления охрупчивания необходимо наличие рас-
тягивающих напряжений;
– в присутствии водорода характер разрушения стали изменяется: вместо
типичного для пластичного металла вязкого разрушения наблюдается хруп-
кое разрушение (обычно путем разрыва по плоскостям спайности);
– интенсивность охрупчивания металла под влиянием водорода зави-
сит от вида обработки; сталь особенно склонна к водородной хрупкости в
закаленном состоянии; вероятность проявления водородной хрупкости
повышается также в результате наклепа;
– водород вызывает преждевременное хрупкое разрушение высоко-
прочных легированных сталей при статическом нагружении;
– водород не влияет на свойства металла в ненапряженном состоянии;
удаление водорода из стали до ее деформирования обеспечивает полное
сохранение пластичности; по-видимому, для проявления водородной
хрупкости необходимо присутствие водорода, способного диффундиро-
вать в процессе деформации;
– если водород распределяется по образцу неравномерно, то области,
богатые водородом, будут обладать наименьшей пластичностью при ис-
пытании на растяжение; в этих областях начнется преждевременное раз-
рушение.
Указанные особенности влияния водорода на свойства стали установ-
лены экспериментально при выявлении влияния водорода на объемную
прочность стальных деталей. Можно с большой достоверностью предпо-
83
лагать, что эти положения в некоторой степени будут справедливы для
стали в процессах трения и изнашивания [1].
2.14 О механизме водородного охрупчивания и методах защиты
металлов от воздействия водорода
Существует ряд особенностей взаимодействия водорода со сталью,
связанных с характером внешнего воздействия и двумя формами сущест-
вования водорода в металле [1].
Первая – диффузионно-активная форма, когда водород в виде иона
растворен в решетке металла, и вторая – молекулярная форма, здесь водо-
род находится в молекулярном состоянии в дефектах кристаллической
решетки.
Диффузионно-активная форма при растворении достигает равновес-
ного значения концентрации для данных температур, напряжений, элек-
трических и магнитных полей. Эта форма обратима и не влияет на хруп-
кость стали.
Молекулярная форма оказывает охрупчивающее действие на сталь и
некоторые другие металлы. Переход от растворенной формы к молеку-
лярной зависит от дефектности стали, температуры и особенно сильно от
процесса деформирования.
Единой точки зрения на механизм водородного охрупчивания нет.
Это объясняется существованием многочисленных факторов, влияющих
на этот механизм, сложностью и недостаточной изученностью отдельных
элементарных физико-химических процессов.
Теории водородного охрупчивания можно разделить на четыре группы:
1 Теория давления молекулярного водорода, согласно которой охруп-
чивание есть результат давления молекулярного водорода в макро- и мик-
ропустотах, а также в трещинах внутри металла. Давление возникает в
результате молизации атомарного водорода.
2 Адсорбционные гипотезы, объясняющие снижение разрушающего
напряжения вследствие уменьшения поверхностной энергии внутри тре-
щин при адсорбции водорода (водород действует как поверхностно-
активное вещество).
3 Теория взаимодействия водорода с решеткой металла; водород яв-
ляется разновидностью дефекта, понижающего прочность когезионной
металлической связи.
4 Теории, основанные на взаимодействии водорода с дислокациями;
водород производит блокирующее действие на дислокации.
Для защиты металлов от воздействия водорода при повышенных тем-
пературах и давлениях рекомендуются следующие методы: введение в

84
сталь, сильных карбидообразующих элементов (хрома, молибдена, вана-
дия, ниобия и титана) для стабилизации карбидной составляющей и пре-
дупреждения обезуглероживания стали (процесс обезуглероживания опи-
сывается реакцией Fе
3
С + 2Н
2
3Fe + СН
4
, происходит своеобразная кор-
розия стали); плакирование или футеровка стали металлами, имеющими
более низкую водородопроницаемость (например медь, серебро, алюми-
ний, сталь 08X13, 12Х18Н10Т и др.).
Отмечено, что если подключить к мембране положительный электриче-
ский потенциал по отношению к вспомогательному электроду, то проникно-
вение водорода полностью затормозится. При подключении отрицательного
потенциала около 1000 В наводороживание увеличивается в несколько раз.
Водород проникает в металл преимущественно в виде протонов.
Имеются вещества, малые добавки которых в металл способствуют
проникновению в него водорода. Это могут быть соединения серы, сурь-
мы, мышьяка, селена, примеси сероводорода и др. Поэтому наличие ука-
занных веществ в стали крайне нежелательно.
Существуют также ингибиторы проникновения водорода в металл.
Многие полярные органические соединения тормозят проникновение во-
дорода в металлы при коррозии и катодной поляризации. Так, дибензил-
сульфоксид при сильно отрицательных потенциалах катода восстанавли-
вается в дибензилсульфид и прочно адсорбируется на поверхности метал-
ла. Механизм действия органических ингибиторов проникновения водо-
рода состоит в том, что при электролизе ионы водорода разряжаются на
внешней поверхности адсорбированного слоя органических молекул, в
результате нарушается непосредственный контакт ионов водорода с по-
верхностью.
85
3 ТРЕНИЕ И РОЛЬ СМАЗКИ
3.1 Общие представления о природе трения и особенностях
молекулярно – механической и усталостной теориях
Трудно назвать процесс, который бы не был связан с явлением трения.
Полет птицы, самолета, перемещение корабля по воде, поезда по рельсам,
автомашины по дороге, хождение человека по земле и многие другие
процессы не только связаны с трением, но и не могли бы без него сущест-
вовать. Однако трение имеет и отрицательные стороны. Еще со школьной
скамьи всем известно, что коэффициент полезного действия машины оп-
ределяется потерями на трение, и конструктор стремится к тому, чтобы в
создаваемой им машине потери на трение были минимальными.
Трение принято делить на внешнее и внутреннее.
Внешним трением принято называть явление сопротивления относи-
тельному перемещению, возникающему между двумя телами в зонах со-
прикосновения поверхностей, по касательным к ним.
Внешнее и внутреннее трение – принципиально различные явления,
хотя на практике не всегда удается четко установить факт того или иного
случая. Кроме того, возможно смешанное трение, когда одновременно
наблюдаются оба вида трения. Примером может служить процесс перера-
ботки расплава полимера в изделие. В этом случае возможен вариант, ко-
гда полимер перемещается по шнеку с проскальзыванием, т.е. налицо
внешнее трение, и в то же время наблюдается движение отдельных слоев
полимера, течение полимера, т.е. внутреннее трение. Сходство между
внешним и внутренним трением заключается в диссипативном характере
этих процессов, которые связаны с потерей энергии.
В случае внешнего трения энергия теряется на образование тепла, за-
рядов статического электричества, разрушение трущихся поверхностей,
шумовые эффекты и т.д.
Отличия внешнего трения от внутреннего состоят в следующем.
1 Различна геометрия взаимодействия трущихся поверхностей. При
внешнем трении контакт двух трущихся тел всегда дискретен, т.е. они
соприкасаются в отдельных точках. При внутреннем трении поверхность
касания непрерывна.
2 При внешнем трении тело перемещается в направлении, перпенди-
кулярном вектору относительной скорости. Внутреннее трение характери-
зуется ламинарным перемещением тела в направлении вектора относи-
тельной скорости.
3 При внешнем трении возникновение и разрушение связей между
трущимися телами локализуется в тонком поверхностном слое, при внут-
реннем – деформативная зона охватывает весь их объем.

86
Третий фактор предопределяет весьма важное положение, касающееся
внешнего трения, – положительный градиент механических свойств. Если
связь в зоне соприкосновения двух тел менее прочна, чем связь нижележащих
слоев, то существует положительный градиент свойств по глубине, т.е.
dτ/dZ > 0, где dτ – разрушающее связи напряжение в направлении плоскости
касания; Z – координата, перпендикулярная плоскости касания.
Положительный градиент свойств по глубине показывает, что разру-
шающее напряжение локализуется в зоне тонкого поверхностного слоя,
т.е. налицо внешнее трение. Если dτ/dZ < 0, т.е. связь прочнее нижележа-
щих слоев, то разрушение будет происходить по более слабому месту, но
не по поверхности соприкосновения, а по объему, т.е. будет существовать
внутреннее трение. Чтобы эффект внешнего трения осуществлялся непре-
рывно и чтобы была исключена возможность перехода внешнего трения
во внутреннее, в инженерной практике применяется ряд мер. Одна из
них – нанесение тем или иным путем на поверхности трения тонких изно-
состойких антифрикционных покрытий.
Надо иметь в виду, что антифрикционные покрытия деталей машин и
приборов – это довольно обширная, охватывающая многие разделы физи-
ки, химии и механики, отрасль науки и техники. И.В. Крагельский пред-
ложил классифицировать антифрикционные покрытия по схеме, рису-
нок 3.1. Эта классификация видов антифрикционных покрытий не только
четко охватывает все существующие виды покрытий, но и служит руко-
водством при разработке новых, более совершенных видов покрытий.
Рисунок 3.1 – Классификация видов антифрикционных покрытий
(по И.В. Крагельскому)
По молекулярно-механической теории трения природа трения двойст-
венна – трение обусловлено преодолением адгезионных связей между
трущимися поверхностями и деформированием тонких поверхностных
слоев твердых тел.
87
В основе этой теории лежат следующие представления. Из-за волни-
стости и шероховатости поверхностей соприкосновение твердых тел про-
исходит лишь в отдельных пятнах контакта, сосредоточенных на верши-
нах волн. Диаметр эквивалентных круглых пятен касания фрикционных
связей составляет от 1 до 50 мкм в зависимости от природы поверхности,
вида обработки, режима трения. Общая площадь фактического действи-
тельного контакта для реальных деталей мала и составляет от 0,01 до
0,0001 видимой площади трения.
На пятнах действительного контакта образуются адгезионные мости-
ки – мостики сварки между твердыми телами, являющиеся результатом
различного рода молекулярных взаимодействий. Возникновение этих свя-
зей неминуемо, так как поверхностная энергия системы согласно второму
закону термодинамики стремится к минимуму, а на границе твердое те-
ло – воздух она значительно больше.
Помимо адгезионного взаимодействия в зонах фактического контакта
более жесткие выступы внедряются в сопряженное тело. Внедрение одной
поверхности в другую при действии только сжимающей нагрузки может
быть и в том случае, когда поверхности трения практически не имеют
шероховатостей (полированы). Это происходит вследствие того, что ме-
таллы и сплавы обладают анизотропией механических свойств. Различно
ориентированные кристаллиты по-разному сопротивляются сжатию, и
первоначально гладкие поверхности при сжатии становятся шероховаты-
ми. Соприкосновение тел происходит в отдельных точках и сопровожда-
ется внедрением одного тела в другое.
При рассмотрении под микроскопом поверхностей трущихся деталей
можно наблюдать, что по мере приработки на поверхностях в направле-
нии движения образуются тончайшие канавки (желобки); их глубина со-
ставляет доли микрометра. Материал раздвигается в стороны и поднима-
ется твердыми неровностями Образующиеся мостики сварки между не-
ровностями разрушаются срезаются и формируются вновь. Таким обра-
зом, из молекулярно-механической теории трения следует, что процесс
внешнего трения представляет собой деформирование весьма тонких по-
верхностных слоев каждого из соприкасающихся тел осложненное разру-
шением адгезионных мостиков между пленками покрывающими эти тела.
Трение значительно меняет рельеф соприкасающихся поверхностей.
В процессе деформирования на участках фактического контакта по-
вышается температура (температурные вспышки) Величина этих вспышек
зависит от продолжительности существования фрикционной связи на
пятне контакта, шероховатости, прямо пропорциональна скорости сколь-
жения и составляет величину порядка микросекунд.
Согласно молекулярно-механической теории трения износ происхо-
дит следующим образом. Различные пятна контакта при трении деталей
88
взаимодействуют по-разному. На одних пятнах происходит упругий кон-
такт, на других – пластический, а на третьих может быть микрорезание.
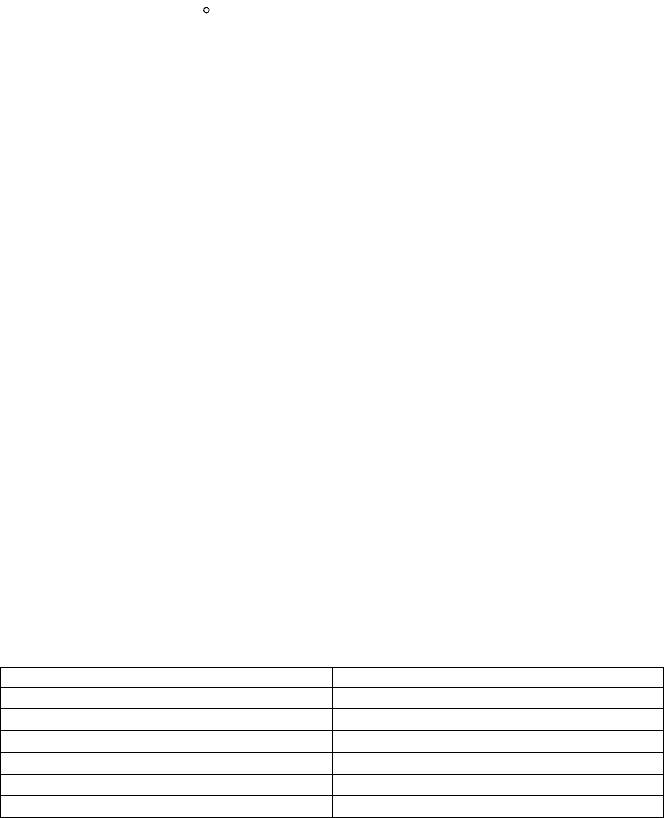
Современная теория износа предусматривает пять видов фрикцион-
ных связей (рисунок 3.2). Первые три вида различаются характером де-
формирования материалов, последние – соотношением между прочно-
стью адгезионной связи и основного материала. При упругом контакте
для того чтобы материал был разрушен, необходимо большое количество
воздействий (10
5
…10
8
), а при микрорезании и глубинном вырывании раз-
рушение поверхности происходит при единичном взаимодействии.
Рисунок 3.2 – Классификация фрикционных связей
а–упругое деформирование; б–пластическое деформирование;
в–упруго-пластическое деформирование; г–прочность адгезионной связи меньше
прочности основного материала; д– прочность основного материала
меньше прочности адгезионной связи
Анализ видов нарушения фрикционных связей позволяет наметить
пути повышения износостойкости узлов трения машин. Наибольшую из-
носостойкость обеспечивают режимы трения, соответствующие наруше-
нию фрикционных связей по схеме на рисунках 3.2-а и 3.2-г, т.е. при со-
четании упругого контактирования трущихся поверхностей с разрушени-
ем адгезионных связей в тонком поверхностном слое.
При большом взаимном проникновении шероховатостей поверхно-
стей может случиться, что внедрившиеся выступы одной детали будут
нагребать впереди себя материал сопряженной детали. В этом случае
внешнего трения уже не будет, а будет трение внутреннее. Деталь работа-
89
ет как напильник по мягкому материалу. При рассмотрении задачи пла-
стичности по внедрению жесткого сферического индентора в пластически
деформируемое пространство получена формула, которая определяет
предельную глубину относительного внедрения h/R, соответствующую
переходу от внешнего трения к внутреннему. Внешнее трение будет
иметь место, если:
s
R
h 2
1
2
1
,
где
h
– глубина внедрения единичной неровности;
R
– радиус закругления единичной неровности;
– прочность на срез адгезионной связи образующихся мости-
ков сварки;
s
– предел текучести деформируемого полупространства.
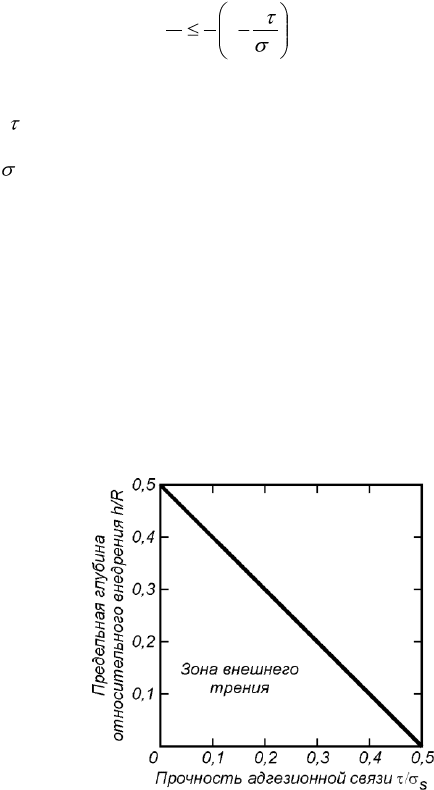
Зависимость глубины относительного внедрения от прочности адге-
зионной связи, выраженной в безразмерных единицах, долях предела те-
кучести, показана на рисунок 3.3. Из этого рисунка видно, что внешнее
трение полностью прекратится даже при нулевом внедрении, если, это
отношение превысит 0,5, т.е. половину предела текучести. Так как для
любого материала прочность на срез составляет половину предела текуче-
сти, то для, обеспечения внешнего трения использовать однородный по
глубине материал нельзя. Необходимо присутствие поверхности твердого
тела пленки менее прочного материала, т.е. соблюдение правила положи-
тельного перепада механических свойств по глубине – правила положи-
тельного градиента.
Рисунок 3.3 – Зона внешнего трения в зависимости от глубины внедрения и прочности
адгезионной связи.
90
Основные методы осуществления этого правила таковы:
1) нанесение различных пленок, которые имеют малое сопротивление
на срез образующихся мостиков сварки. Пленки могут быть как жидкими,
так и твердыми.
2) нанесение веществ, пластифицирующих тонкие поверхностные
слои (эффект Ребиндера).
3) размягчение тонкого поверхностного слоя под действием тепла.
Анализ приведенной выше формулы показывает, что важным являет-
ся радиус закругления микронеровностей. Чем он больше, тем с большей
безопасностью две сопряженные трущиеся поверхности могут работать в
режиме внешнего трения.
В настоящее время это требование не всегда учитывается технолога-
ми. Можно было бы указать на ряд примеров, когда детали выполнены
строго по требованиям чертежа: имеют небольшие отклонения от цилинд-
рической формы и малую шероховатость (10–11 класса), однако надеж-
ность работы бывает низкой вследствие того, что радиус закругления ше-
роховатостей мал. При трении поверхности таких деталей работают как
тонкая абразивная шкурка.
Для снижения трения необходимо, чтобы на поверхности детали была
тонкая пленка мягкого материала. Пленка может быть как металлической,
так и неметаллической. Согласно молекулярно-механической теории тре-
ния коэффициент трения определяется следующим выражением:
R
h
k
p
f
r
0
,
где
0
– прочность адгезионной связи на срез, при отсутствии сжи-
мающего усилия;
р
r
– фактическое давление;
– коэффициент упрочнения адгезионной связи;
k
– коэффициент пропорциональности, зависящий от геометри-
ческого очертания поверхностей; для шероховатых поверх-
ностей, имеющих сферические неровности, k = 0,4 при пла-
стическом контакте; k = 0,4
г
при упругом контакте(
г
– ко-
эффициент гистерезисных потерь)
Очевидно, что чем тоньше пленка и тверже подкладка, тем меньше h,
т.е. последний член формулы. Причем эта пленка должна быть малопроч-
ной, чтобы τ
0
было минимальным. Одновременно подкладка должна быть
твердой, чтобы было велико р
r
. Коэффициент будет минимальным для ма-
лонаклепывающихся материалов. Для очень тонкой пленки коэффициент
трения несколько увеличивается, так как сопротивление на срез в очень
тонких слоях материала растет с уменьшением их толщины (рисунок 3.4).