Соколовский П.И. Арматурные стали
Подождите немного. Документ загружается.

держат
углерод
в
пределах
0,14--V,37
%
и
легированы
марган
цем
и
кремнием,
а
также
хромом,
титаном,
цирконием,
вана
дием.
Влияние
углерода
в
стали
усиливается
при
наличии
карби
дообразующих
элементов.
Углерод
повышает
чувствительность
стали
к
перегреву
и
скорости
охлаждения,
повышает
закаливае
мость
стали
и
поэтому
ухудшает
ее
свариваемость.
Повышенное
содержание
углерода
в
стали
вызывает
в
ОКО
лошовных
зонах
понижение
относительного
удлинения
и
~
удар
ной
вязкости.
Присутствие
других
карбилообразующих
элементов
еще
бо
лее
повышает
твердость
и
снижает
пластичность
металла
око
лошовной
зоны.
Максимальное
содержание
углерода'
в
хорошо
свариваемых
арматурных
сталях
должно
быть
согласовано
с
содержанием
других
элементов,
но
не
должно
превышать
0,3
°10.
Марганец
сильно
понижает
критические
точки
стали
и
умень
шает
интервал
между
ними,
поэтому
он
сообщает
стали
чувст
вительность
к
перегреву
и
к
скорости
охлаждения,
вызывая
да
же
при
охлаждении
на
воздухе
рост
зерна
{107].
При
невысоком
содержании
углерода
(около
0,2,0/0)
марганец
в
количестве
до
1,3
о/о
'почти
не
оказывает
на
свариваемость
у.ху
дшающего
влияния.
Влияние
кремния
на
свариваемость
недостаточно
ясно.
Име
ются
данные
об
отрицательном
влиянии
кремния
на
сваривае
мость.
Однако
опыт
работы
с
низколегированными
сталями
по
казал,
что
стали
с
содержанием
кремния
в
пределах
1,0-1,2°/0
при
невысоком
содержании
углерода
(до
0,20/0)
свариваются
удовлетворительно
[108].
Хром
эффективно
влияет
на
изменение
механических
и
физи
ческих
СВОЙСТ9
стали.
Растворяясь
в
феррите
и
образуя
прочные
карбиды,
хром
заметно
влияет
на
дисперсность
образуемой
структуры.
Растворяясь
в
цементите,
хром
замедляет
выделение
из
твердого
раствора
сложных
железохромистых
карбидов
и
уменьшает
способность
их
к
укрупнению.
Хром
заметно
увели
чивает
прокаливаемость
стали,
повышая
критическую
скорос-ть
закалки
{109].
При
содержании
0,5 -
1,0%
хром
способствует
некоторому
повышению
пластичности,
а
также
понижению
склонности
стали
к
хрупкости.
Образование
устойчивых
карбидов
хрома
замедля~т
рост
зерна
в
зоне
термического
влияния
сварных
соединении.
При
низком
содержании
углерода
в
присутствии
кремния
и
марган
ца
хром
не
ухудшает
свариваемость.
Титан
образует
устойчивые
карбиды,
резко
повышает
при
нагреве
температуру
заэвтектоидного
превраIЦения.
Положительное
влияние
титана,
проявляющееся
в
связы
вании
некоторого количества
углерода
в
стойкие
карбиды,
од-
170
новременно
сказывается
отрицательно при
воздействии
этих
карбидов
на
пластические
свойства
стали.
В
небольших
количествах
(до
0,.050/0)
титан
уменьшает
склонность
стали
к
хрупкости
и
чувствительность
к
старению
[11
О];
первое
объясняется
измельчением
начального
зерна
стали,
второе
-
связыванием
кислорода
и
азота
в
оксиды
и
нитриды.
Титан
значительно
повышает
устойчивость
аустенита,
увеличи
вая
прокаливаемость
стали,
заметно
повышает
температуру
ро
ста
зерна,
т.
е.
сталь
становится
менее
чувствительной
к пере
греву.
Титан
в
количестве
до
0,2°/0
улучшает
свариваемость
ста
ли,
уменьшая
склонность
последней
к
подкалке
на
воздухе
в
процессе
сварки.
Цирконий
энергично
тормозит
рост
зерна
аустенита
при
на
греве
до
1200-1300°
С,
т.
е.
действует
аналогично
титану.
Имеются
данные
о
положительном
влиянии
циркония
на
уменьшение
'склонности
стали
к
хрупкости.
Цирконий
в
количе
стве
0,65-0,15%
не
оказывает
влияния
на
ухудшение
сваривае
мости
стали.
Ванадий
в
количестве
0,1-0,2°/0
измельчает
зерно
и
образует
мелкодисперсные
карбиды,
а
также
связывает
азот.
Ванадий
заметно
улучшает
свариваемость
стали.
Весьма
сильно
сказы
вается
2лияние
ванадия
на
уменьшение
склонности
стали
к
хрупкости.
4.
СВАРИВАЕМОСТЬ
СУ
АЛИ
И
МЕТОДИКА
ЕЕ
ОПРЕДЕЛЕНИЯ
Под
свариваемостью
подразумевается
способность
стали
при
определенных
технологических
условиях
подвергаться
воз
действию
термического
цикла
сварки
без
образования
трещин
и
ухудшения
механических
свойств
металла
{111].
Свариваемость
зав,ИСИТ
от
ряда
металлургических,
техноло
гических,
конструктивных
и
эксплуатационных
факторов.
По
этому
при
определении
свариваемости
стержневой
арматуры
необходимо
учитывать
химический
состав
стали,
технологию
выплавки
и
раскисления,
профиль
и
диаметр
стержней,
способ
и
режим
сварки,
а
также
конструкцию
соединений
и
условия
ра
боты
арматуры
в
железобетонных
конструкциях
[53].
Таким
образом,
свариваемость
-
сумма
свойств
металла,
обусловливающих
в
зависимости
от
технологии
сварки
возмож
ность
образования
из
них
соединений
требуемого
качества
[112].
Основными
элементами
свариваемости
являются
изменения
в
стали
под
влиянием
термического
цикла
сварки,
стойкость
расплавленного
металла
против
образования
кристаллизацион
ных
трещин,
.склонность
стали
к
образованию
холодных
трещин,
а
также
прочность
и
пластичность
типичных
сварных
соелине
ний
арматурных
стержней
при
испытании
на
растяжение,
хо
лодный
загиб
и
ударный
изгиб.
171
Сложность
и
разнообразие
явлений,
характеризующих'
свари
ваемость
стали,
не
позволяют
выявить
это
свойство'
с
помощью.
одной
какой-либо
пробьк
Поэтому
оценка'
свариваемости
стали
производится
комплексом
специальных
испытаний.
Свариваемость
арматурных
стержней
благодаря-
большей.
степени
обжатия
'их
припрокатке,
лучшему
расположению
лик
вирующих
элементов,
меньшему
объему
металла,
подвергаю
щемуся
нагреву
и
охлаждению
под
влиянием
термического
цик
ла
сварки,
а
также
более
благоприятным
эксплуатационным
условиям
сварных
соединений
оказывается
лучшей
по
сравне
нию
с
листовым
и
профильным
прокатом.
Поэтому
к
арматурным
стеРЖНЯ~1
из
свариваемых
марок
стали
предъявляются
менее
жесткие
требования
В'
отношении
химического
состава,
способа
производства
и
технологии
рас
кислениястали
по
сравнению
со
сталями,
применяемыми
для
изготов~ения
металлических
конструкций.
ЭТИ
особенности,
а
также·
геометрическая
форма
проката.
ар
матурных
стержней,
в
которых
распределение
напряжений
при
натружении
может
рассматриваться
в
большинстве
случаев
как
одноосное,
вызвали
разработку
специальной
методики
опреде~
ления
свариваемости
[53].
для
выбора
оптимального
режима
сварки
для
соединений
арматурной
стали
необходимо
проследить
за
изменением
ее
свойств
в
результате
воздействия
различных
термических
цик
лов.
Термический
цикл
сварки
определяется
температурой
нагре
ва,
временем
выдержки,
скоростью
нагрева
и
охлаждения
стали.
В
результате
изучения
термического
цикла
свар-ки
возможен
анализ
структурных
превращений
в
зоне
термического
влияния
сварного
шва
и
определение
зависящих
от
этих
превращений
механических
свойств.
Основным
параметром
термического
цикла
является
скорость
охлаждения
металла
околошовной
зоны
при
температуре
наи
меньшей
устойчивости
аустенита,
что
устанавливается
по
С-об
разной
кривой
изотермического
распада
аустенига.
Скоростью
охлаждения
'лимитируется
время
распада
аусте
нита
в
определенном.
интервале
температур,
а
также
продукты
его
распада.
Механические
свойства,
в
частности
твердость,
в
зоне
термического
влияния
зависяг
от
свойств
продуктов
рас
папа
аустенига.
Интервал
температур
и
время
распада
аустенитазависят
от
химического
состава
стали,
способа
ее
производсгва.
техноло
гии
раскисления
и
т
..
д.
·В
процессе
св-арки,
чтобы
избежать
образования
твердых
структурных
составляющих
в
зоне
термического
влияния,
можно
регулироватъраспад
аустенита
путем
изменения
скорости
ох
лажпения
и
переменных,
.определяющих
условия
нагрева
основ
ного
металла -
температуры
и
длительности
нагрева
..
172
Следоват.елыш,~-_,p.e.:i1Щ.иЯ-.-стал~--ш-.~рм.ическиЙ
цикл
харак
теризует
сталь
по
'структуре
околошовной
зоны.
Методы
определения
реакции
стали
на
термический
цикл
ус·
танавливают
зависимость
между
скоростью
охлаждения
....
и
физи
ко-механическими
свойствами
стали
в
зоне
термического
влия
ния:
микроструктурой,
твердостью
и
другими
характеристиками
механических
свойств.
Этими
свойствами
TaK~e
_'
..
определяется
склонность
стали
к
закалке
и
перегреву.
Существуют
несколько
-методов
исследования
термического
цикла
сваркигогличающиеся
110'-
воспроизводству
термического
цикла,
геометрии
испытуемых
образцов
и
Т.
Д.
Одним
из
наиболее
разработанных
методов
является
вали
ковая
проба
(МВТУ
ИМ.
Баумана)
,[1.13].
Однако
этот
метод,
ши
роко
используемый
для
исследования
листового
металла,
не
применим
для
стержневой
арматурной
стали.
Поэтому
метод
валиксвой
пробы
был
модернизован
для
исследования
термиче
ского
цикла
арматурных
стержней
при
дуговой;
контактной
то
чечной
и
контактной
стыковой
сварке.
ПодроБН9'
эта
методика
описана
в
работе
f53].
Разработан
оригинальный
экспрессный
метод
определения
реакции
стали
на
термический
цикл
по
торцовой
пробе
на
сва
риваемость,
поз-воляющий,
не
прибегая
к
сварочным
операциям,
сделать
оценку
стали
по
свариваемости
{114].
Цилиндрический
образец
(диаметром
10-25
мм)
испытуе
мой
стали
нагревают
сосредоточенным
источником
тепла
-
ин
дукционным
нагревом,
газосварочным
пламенем
или
электри
ческой
дугой до
оплавления,
поверхности
торца
образца.
Ох
лаждение
нагретого
образца
производится
на
воздухе
или
в
среде
с
регулируемой
скоростью
охлаждения.
'Твердость
образ
ца
после
нагрева
и
охлаждения
замеряют
таким
же
образом,
как
и
при
испытании
на
прокаливаемость
методом
торцовой
закалки
(Г'ОСТ
5657-51).
Величины
твердости,
полученные
при
замерах,
наносятся
на
диаграмму
в
виде
кривой
в
коорди
натах
твердость
-
расстояние
от
оплавленного
торца
или
соот
ветствующая
скорость
охлаждения
(ОС/сек)
[115].
Регулирова
ние
термического
цикла
осуществляется
эффективной
удельной
тепловой
мощностью
при
нагреве
торца
и
скорости
охлаждения.
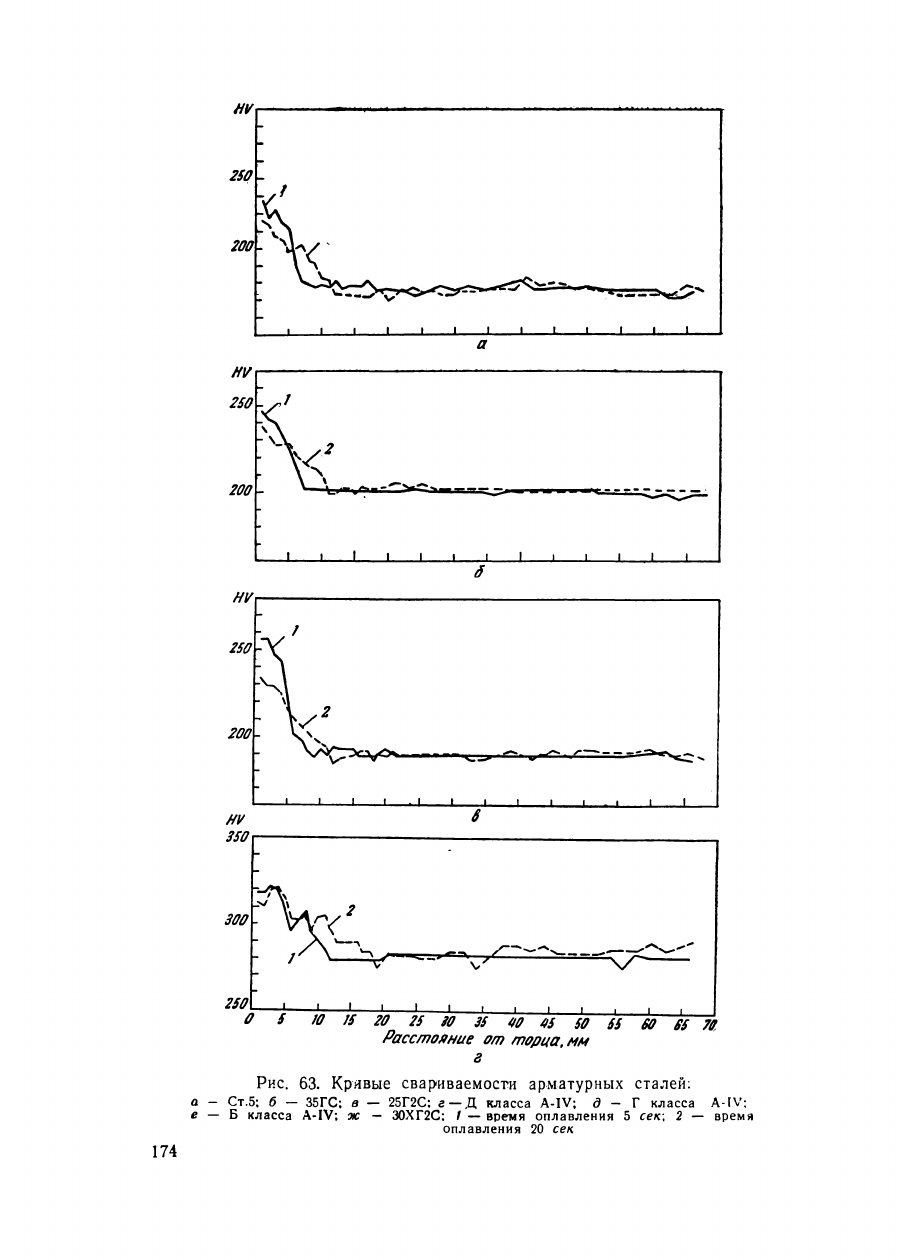
Кривые
свариваемости
имитируют
кривые
распределения
твер
дости
в
зонах
термического
влияния
сварных
швов.
Кривые
свариваемости
арматурных
сталей
Ст.5,
35ГС,
25Г2С,
30ХГ2',С,
опытных
сталей класса
A-IV
(Г,
д,
Б),
полу
ченные
при
различном
времени
оплавления
(5
и
20
сек),
при
ведены
на
рис.
63.
В
зоне
термического
влияния
стали
Ст.
5
не
наблюдается
резкого
повышения
твердости.
Перепад
твердости
на
расстоя
нии
1
О
АСИ
от
оплавленного
торца
незначителен
и
составляет
HV = 190 +- 238,
затем
на
протяжении
всей
длины
образца
твер-
173
Ну....-----
..........
---------------...----.-..,..,
211!
/1
Ну--------------------------.
--
Ну,-------------------------
__
I
HV
150.----------------
_
--""''--
-----'~-'
174
1
1/1
4,0
t' I
I
I
2
I
'~
1/00
I
,
I
,
,
,
,/
I
па
I
I
I
,
I
I
I
J{}(}
\ I
v
а
5
10
/5
10
25
за
J5
//0
1/5
50
f5 &0
G5
70
РоссmОllнuе
OIlJ
mорцо.
ММ
з«
175
дость
не
меняется
-и-·находится-
в-э-предеэах-
НУ
=-1180
+
185.
у
стали
35Г'С
и
25Г2С
наблюдается
тот
же
характеррфивой,
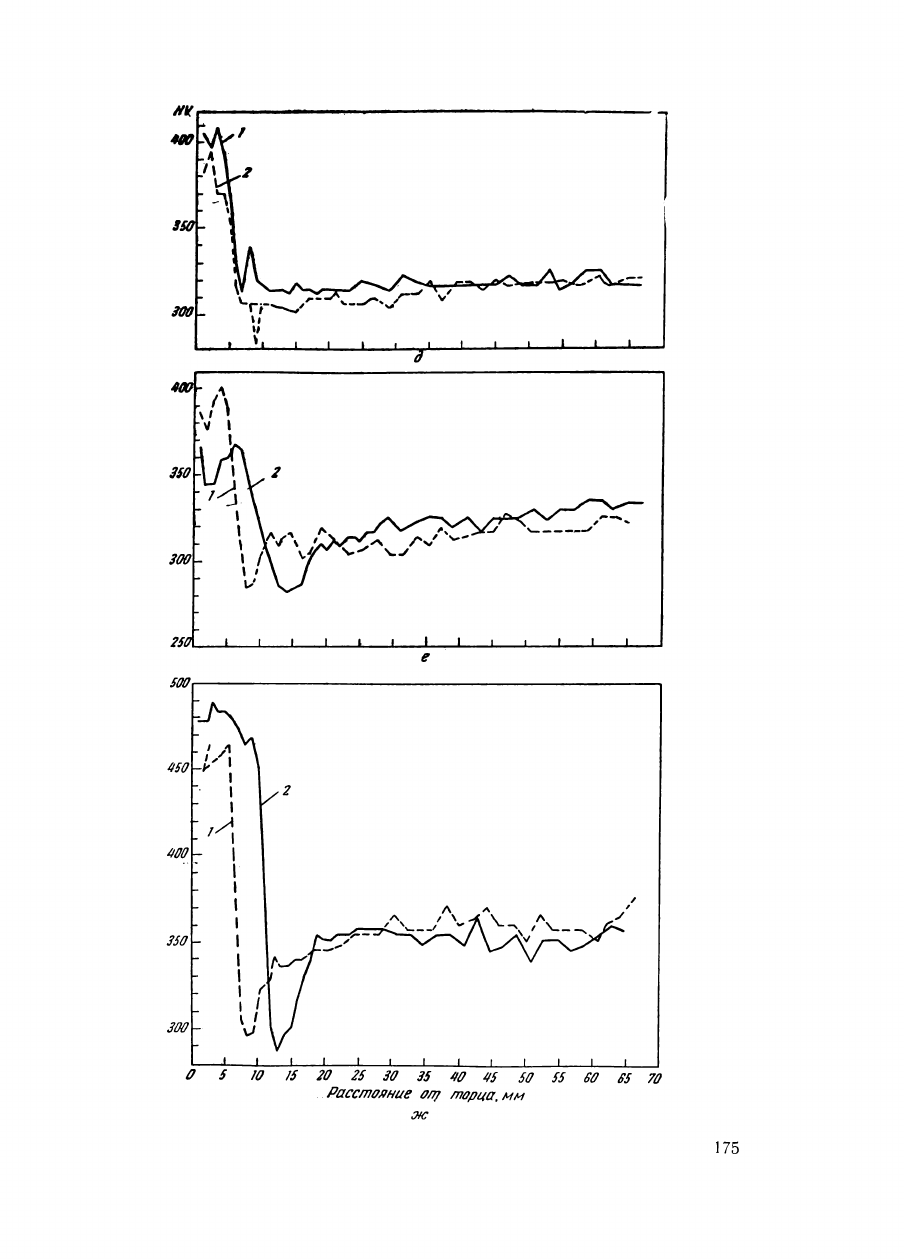
Сталь
Ст.
5
и
25Г2'С
имеет
почти
равную
твердость,
сталь
марки
135Г,С
-
несколько
повышенную.
Реакция-натермический
цикл
пр
торцовой
пробе
на
свариваемость
на
образцах
стали
эохгес
резко
выражена.
:(,'
~l.:.:
в
зоне
термического
влияния
на
расстоянии
;10
",~.м
от
рас
плавленного
торца
в
интервале
температур
15~О4--8UflО
с
твер
дость
повысилас
ь
С.З55
ljV
ДO:.450~90
ну,
затем
ниже
8000
с
резко
пониаилась
до
290-298
HV
и
ПрИ'
...
температуре
4700
С
значения
твердости
равны
твердости
исходной
стали.
~
Следовательно.
сталь
30XГ~C'
имеет
явно
.выраженную
зону
раЗУПР9ч~е.ниs:I.
.-
..
- "'1
Значения
твердости
стали
Д
класса
A-IV
в
зоне
тёрмнческо
го
влияния
незначительно
повышены
по
сравнению.
с
твердо
стью
стали
в
исходном
состоянии.
Кривые
свариваемости
стали
Г
и
Б
класса
A-IV
показали
некоторое
рааупрочненве,
причем
сталь
Б
имеет
большее
разупрочнение,
чем
'егаль
····Г,.
но
значи
тельно
,меньшее,
чем
сталь
марки
3ОХГ2С.
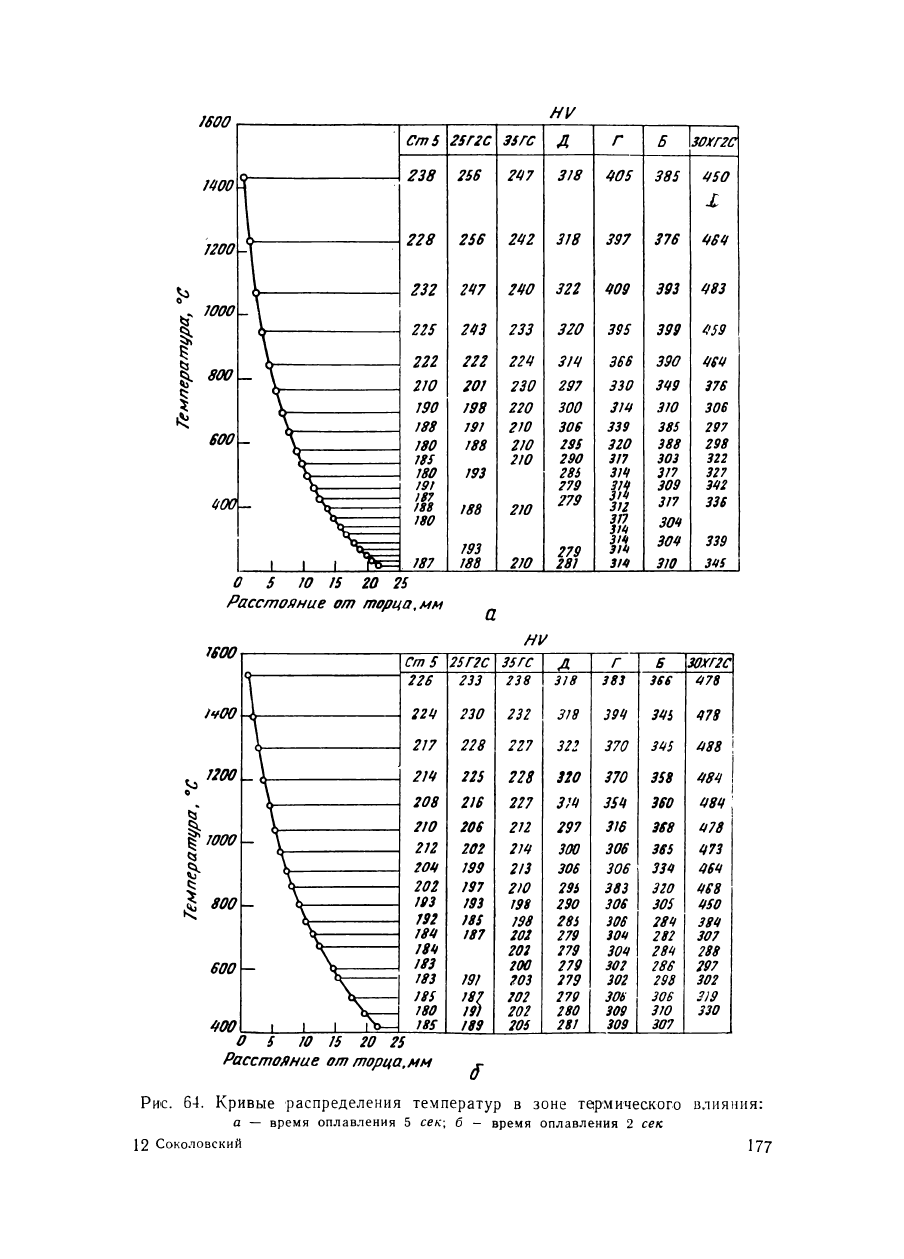
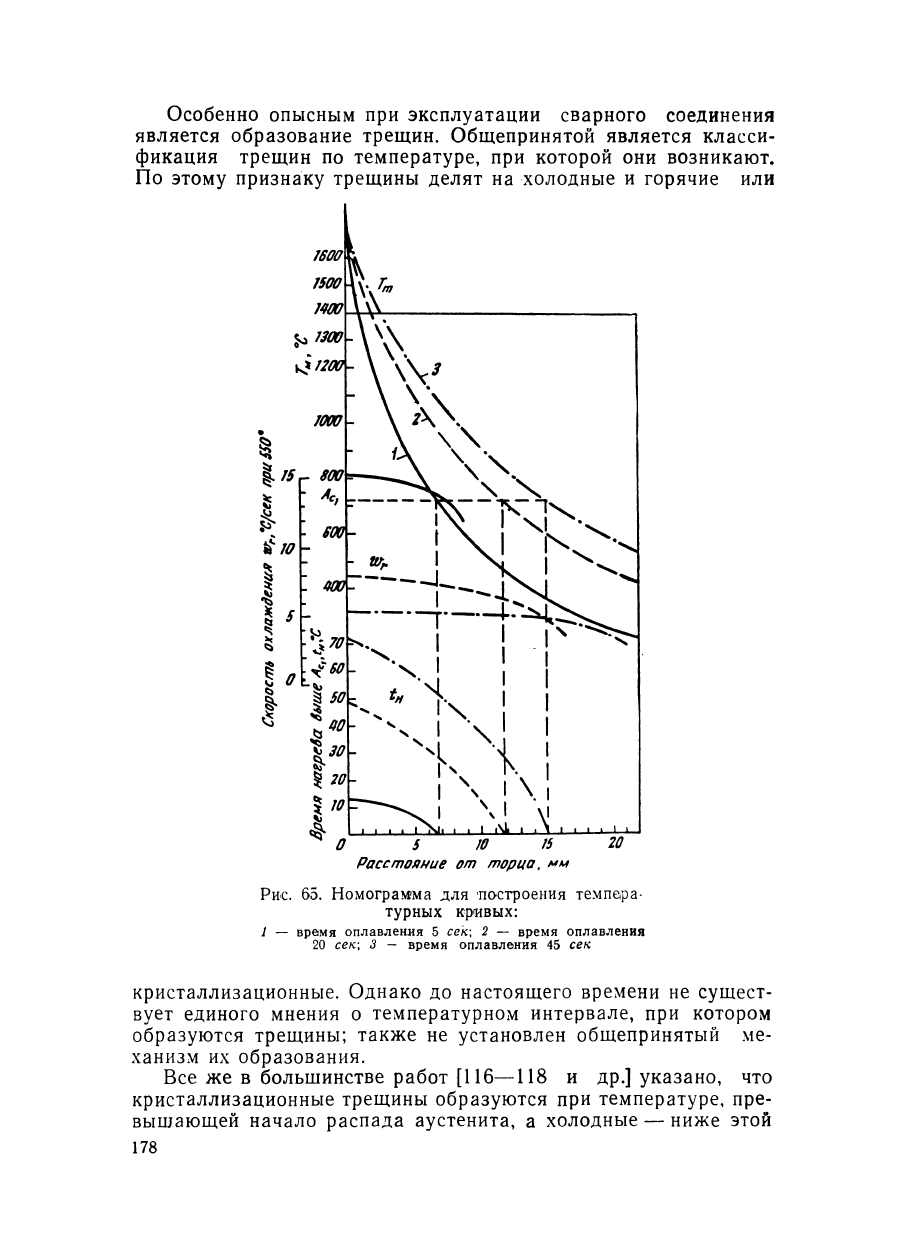
На
ОСНQвании
полученных
даНнрIХ
были
построекы
кривые
распределения
температур
в
зоне
термического
влияния,
в
коор
динатах
температура
-
расстояние
от
оплавленного
торца
(рис.
64,
а,
б).
Эти
кривые
были
построены
при
помощи
специальной
номо
граммы
(рис.
65) *.
По
этой
номограмме
можно
также
опреде
лять
максимальную
температуру,
время
нагрева
и
скорость
ох
лаждения.
По
данным
этой
пробы,
свариваемость
исследованных
сталей
распределяется
от
лучшей
к
худшей
следующим
образом:
Ст.5,
25Г2'С,
зэгс.
д,
Г,
Б
класса
A-IV
и
30ХГ2С.
Сравнение
резуль
татов,
полученных
по
этому
методу
определения
свариваемости,
с
данными
других
методов,
подтверждает
целесообразность
его
применения
ввиду
значительной
простоты
и
быс~роты
испол
нения.
Этот
метод
может
быть
принят
для
предварительной
оценки
свариваемости
новых
сталей
и
последующего
их
исследования
комплексом различных
других
методов.
Определение
прочности
и
пластичности
соединений,
выпол
ненных
~онтактной
точечной
и
контактной
стыковой
сваркой,
путем
испытания
на
растяжение
серий
крестообразных
сварных
соединений
стержней
из
исследуемых
арматурных
сталей
хпри
велено
в
работе
[53].
Одним
из
основных
признаков
качественного
сварного
сое
динения
является
наличие
сплошности
металла
шва,
Т.
е.
отсут
ствие
в
сварном
шве
пористости
и
трещин.
1
Номограмма
разработана
в
Московоком
институте
нефтехимической
и
газовой
промышленности
им.
Губкина
В.
А.
Логвиновыи.
176
HV
С'm5
гя/гс
~src
Д
г
5
зо.rГ2С
1
....
238
256
2117
318
405
385
1150
VJn
.l
t
228
256 2'12
118 197 176
'18'1
V~\
232
2'17
2110
321 1/09 393
'I8З
V~
\
225
2111
2З3
ЗZО
3О5
З99
~'Jg
\
I
222
222
22'1
31'1
3б6
390
"G'I
10-
\
210
101
230
297
330
3'19
17Е
'\
190
198
220
300
1/#
1/0
306
'-
188
'9/
210 30G
З39
385
297
rJf-
"-
180
188 210
19S
120
Э88
29В
'1..
18!
210
290
1/7
ЗОЗ
322
'"\..
180
Igз
28j
ЗJ"
317
327
"'\..
191
279
Jft
109
3'12
()(}
""\..
167
279
З/7
ЗЗG
~
"'\...
188
188
210
311
~
""-
180
зп
30'1
,~
Jl"
I
193
]'11
10/1 139
279
1111
I I
187 /88
210
28/
J/II
1/0
J"S
па
1600
о
s 10 15 20 25
РоссmОllние
от
mорцо,ММ
а
Н//
tJ
С'm
5
2Sr2C
зsгс
А
r
6
ЗОУГ2С
\
226
2ЗЗ
238
1
пв
181
эвв
478
1211
210
232 I
318
]9"
1'15
478
1
217
228
227
31!
170
З"5
1188
~1
21'1
125
228
/10
170 3S8 48'1
\
208
2/6
227
],'1/
15"
160
Qa'l I
'\
1/0
206
212
197
116
lt8
1/78
10-
1
212
2О2
1/'1
ЗОО
З06
165
1/71
\
201/
199
2/1
ЗОб
3061
З1'1
46'1
Т
202
/97
по
29~
З8З
320
"G8
10-
\.
/13
193
198 290
JOG
10$
1150
'\
'11
181
'98
285
J061
18"
J8"
"\..
"'-
18"
187
10]
279
10'1
282 107
'-
1''1
201
179
10'1
28"
288
10-
181
100
279
Мl
I
lBG
lР7
""-
183
/91
203
179
102 298
102
~
18$
18)
102
279
ЗО6'I
ЗОб
.,~J!J
180
19.
202
280
109
]10
130
I I
185
189
205
281 109 307
600
1/00
О
5 10 15 20 25
РассmОI/НlJе
от
торца,
ин
1800
/1/00
~
1100
о
РИ1С.
64.
Кривые
'Распределения
температур
в
зоне
термического
В.1ИЯНИЯ:
а
-
время
оплавления
5
сек;
б
-
время
оплавления
2
сек
12
Соколовский
177
Особенно
опысным
при
эксплуатации
сварного
соединения
является
образование
трещин.
Общепринятой
является
класси
фикация
трещин
по
температуре,
при
которой
они
возникают.
По
этому
признаку
трещины
делят
на
.хололные
и
горячие
или
J 10
15
Рассmоднuе
от
торца.
ИМ
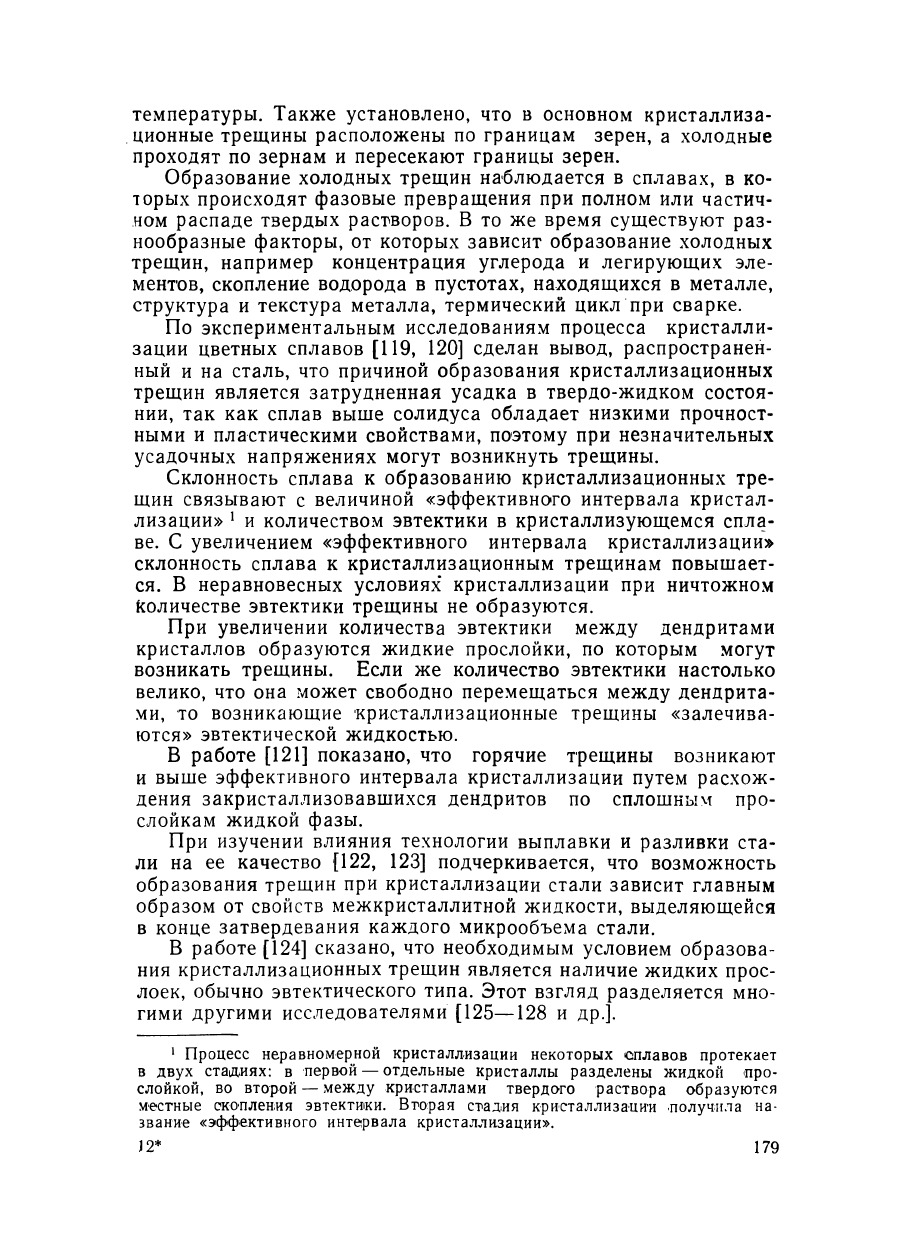
Рис.
65.
Номограмма
для
'построения
темпера
турных
кривых:
1 -
время
оплавления
5
сек;
2 -
время
оплавления
20
сек;
3 -
время
оплавления
45
сек
кристаллизационные.
Однако
до
настоящего
времени
не
сущест
вует
единого
мнения
о
температурном
интервале,
при
котором
образуются
трещины;
также
не
установлен
общепринятый
ме
ханизм
их
образования.
Все
же
в
большинстве
работ
[116-118
и
др.]
указано,
что
кристаллизационные
трещины
образуются
при
температуре,
пре
вышающей
начало
распада
аустенита,
а
холодные
-
ниже
этой
178
температуры.
Также
установлено,
что
в
основном
крисгаллиза
,
ционные
трещины
расположены
по
границам
зерен,
а
холодные
проходят
по
зернам
и
пересекают
границы
зерен.
Образование
холодных
трещин
наблюдается
в
сплавах,
в
КО
10рЫХ
происходят
фазовые
превращения
при
полном
или
частич
.ном
распаде
твердых
растесров.
В
то
же
время
существуют
раз
нообразные
факторы,
от
которых
зависит
образование
холодных
трещин,
например
концентрация
углерода
и
легирующих
эле
ментов,
скопление
водорода
в
пустотах,
на.ходящихся
в
металле,
структура
и
текстура
металла,
термический
цикл
'при
сварке.
По
экспериментальным
исследованиям
процесса
кристалли
зации
цветных
сплавов
[119, 120]
сделан
вывод,
распространен
ный
и
на
сталь,
что
причиной
образования
кристаллизационных
трещин
является
затрудненная
усадка
в
твердо-жидком
состоя
нии,
так
как
сплав
выше
солидуса
обладает
низкими
прочност
ными
И
пластическими
свойствами,
поэтому
при
незначигельных
усадочных
напряжениях
могут
возникнуть
трещины.
Склонность
сплава
к
образованию
кристаллизационных
тре
щин
связывают
с
величиной
«эффекгивного
интервала
кристал
лизации»
1
и
количеством
эвтектики
в
кристаллиэующемся
спла
ве.
С
увеличением
«эффективного
интервала
кристаллизации»
склонность
сплава
к
кристаллизационным
трещинам
повышает
ся.
В
неравновесных
условиях
кристаллизации
при
ничтожном
количестве
эвтектики
трещины
не
образуются.
При
увеличении
количества
эвтектики
между
дендритами
кристаллов
образуются
жидкие
прослойки.
по
которым
могут
возникать
трещины.
Если
же
количество
эвтектики
настолько
велико,
что
она
может
свободно
перемешаться
между
дендрита
ми,
'То
возникающие
кристаллизационные
трещины
«залечива
ются»
эвтектической
жидкостью.
В
работе
[121]
показано,
что
горячие
трещины
возникают
и
выше
эффективного
интервала
кристаллизации
путем
расхож
дения
закристаллизовавшихся
дендритов
по
сплошным
про
слойкам
жидкой
фазы.
При
изучении
влияния
технологии
выплавки
и
разливки
ста
ли
на
ее
качество
{122, 123]
подчеркивается,
что
возможность
образования
трещин
при
кристаллизации
стали
зависит
главным
образом
от
свойств
межкристаллитной
жидкости,
вылеляюшейся
в
конце
затвердевания
каждого
микрообъема
стали.
В
работе
[124]
сказано,
что
необходимым
условием
образова
ния
кристаллизационных
трещин
является
наличие
жидких
прос
лоек,
обычно
эвтектического
типа.
Этот
взгляд
разделяется
мно
гими
другими
исследователями
[125-128
и
др.].
1
Процесс
неравиомерной
крисгаллизации
некоторых
сплавов
протекает
в
двух
стадиях:
в
первой
-
отдельные
кристаллы
разделены
жидкой
про
слойкой,
во
второй
-
между
кристаллами
твердого
раствора
образуются
местные
скопления
эвтектики,
Вторая
стадия
кристаллиаации
получила
на
звание
«эффективного
интервала
кристаллизации».
J2* 179