Смолин Е.Л. Учебное пособие по дисциплине Основы конструирования штамповой оснастки
Подождите немного. Документ загружается.

Для разрезки периметрального отхода на несколько частей применимы разрезные
ножи по ГОСТ 18734-73, т.к. ширина отхода незначительна, и длины режущей
кромки ножа (L = 22 мм) вполне хватает для разрезки отхода. Ножи должны иметь
высоту такую, чтобы между рабочей поверхностью матрицы и режущей кромкой
ножа разместились 3-4 толщины разрезаемого отхода, т.е. в данном случае 4,5-6
мм. Пуансон имеет высоту 25 мм, матрица заходит ниже кромки пуансона на 2 мм
(заход матрицы), расстояние до поверхности нижней плиты 23 мм. Стандартный
нож высотой 18 мм вполне подходит (Рис.11.7.а). Учитывая конфигурацию
изделия необходимо установить 3 ножа. Места установки ножей – напротив
выступов рабочего контура пуансона. При таком расположении ножей разрезанные
отходы не заклинят между параллельными поверхностями выступов (Рис.11.7.б).
Разрезные ножи должны быть вплотную подогнаны к соответствующему участку
рабочего контура, т.е. сопрягаемая поверхность ножа должна иметь радиус 34,5
мм, соответствующий радиусу выступа пуансона.
11.6. Проектирование деталей технологического назначения
К деталям технологического назначения кроме рабочих частей и фиксаторов
прижимы, выталкиватели, съемники. При проектировании рабочих частей был
попутно решен вопрос с фиксацией изделия в штампе, где роль фиксатора на
форму выполняет держатель матрицы.
В соответствии с выполняемой в штампе операцией, прижим должен
обеспечивать прижатие изделия по фланцу и в верхней части, в которой
пробивается отверстие. Проектировать прижим цельным, выполненным из одного
куска металла, неэкономично, целесообразно выполнить его составным из
нескольких деталей. Нижняя часть, прижимающая фланец, может быть выполнена
в виде отрезка трубы, приваренного к основной пластине, в которой выполнено
круглое отверстие для прохода пуансона. В зоне отверстия к нижней части
основной пластины приварена пластинка толщиной 5 мм непосредственно
контактирующая с изделием в верхней части. Отверстия в пластинке и в нижней
части основной пластины выполнены по форме рабочей части пуансона с
отклонениями по h6. В зоне выступов изделия к трубчатой части прижима
прикреплены планки толщиной 5 мм и шириной 19,8 мм, заходящие во впадины
рабочего контура матрицы, и предотвращающие вращение прижима и возможную
поломку пуансона во время работы штампа. (Рис.11.8.а,б).
Поскольку размеры прижима малы и места для размещения пружин нет,
необходимо применить траверсу, воздействующую на прижим при помощи
толкателей. Прежде чем определиться с размерами траверсы необходимо знать
количество пружин и их параметры, требуемые для осуществления прижатия и
выталкивания изделия.
11.7. Расчет и выбор пружин
Первоначально определяется усилие необходимое для выполнения операции
по формуле: Р = L • S •
σср • k
L – длина линии реза по фланцу и пробиваемого отверстия
S – толщина разрезаемого материала, 1,5 мм
σср – сопротивление среза для штампуемого материала (для стали 08КП -
σср =250 МПа (25кг/ мм
2
)
k – коэффициент, учитывающий затупление режущих кромок. (k = 1,1…1,25)
31
L = 2πR + (5 + 5) ⋅ 3 + 2⋅π⋅r + 4 ⋅ 2 = 245,24 мм , где
R – радиус окружности обрезки фланца;
r – радиус полуокружностей фасонного отверстия.
Р = 245,24 ⋅ 25 кг/мм
2
⋅ 1,5 мм ⋅ 1,15 = 9576 кгс (95 кН).
Определяется усилие, необходимое для снятия изделия с пробивного
пуансона и выталкивания его из матрицы, т.е. усилие прижима, которое должно
обеспечивать пружины.
Р
сн
= Р ⋅ k
сн
, где
Р – рассчитанное операционное усилие;
k
сн
– коэффициент снятия, определяется по табл. 6 [3] в зависимости от
типа штампа.
Р
сн
= 9576 кгс ⋅ 0,1 = 957 кгс (95,7 кН)
Из стандартных пружин по ГОСТ 18793-80 [4] выбирается пружина с
оптимальными типоразмерами:
- по развиваемому усилию;
- по высоте в сжатом состоянии;
- по рабочей деформации;
- по диаметру.
В целях уменьшения размеров траверсы следует обратить внимание на
пружины, развивающие значительное усилие – более 100 кгс (1 кН), чтобы при
небольшом их количестве обеспечить требуемое усилие прижима, т.е. 957 кгс. При
этом, учитывая, что с применением траверсы верхняя половина штампа занимает
значительную часть штампового пространства, следует выбрать пружину с
небольшой, (30 – 40 мм) высотой в сжатом состоянии, что позволит без трудностей
разместить пружины в штампе. Необходимая рабочая деформация для
разделительных штампов, как правило, невелика и составляет 10 – 12 мм.
Исходя из представленных соображений выбирается пружина со
следующими параметрами:
а) усилие – 140кгс
б) высота сжатой пружины – 32,2 мм
в) рабочая деформация – 19,08 мм
г) диаметр – 42 мм
д) диаметр проволоки – 6 мм
Количество пружин, необходимое для создания требуемого усилия прижима
– 7 шт.
11.8. Проектирование траверсы, крышки траверсы, верхней плиты
Выбранное количество пружин равномерно можно разместить по окружности
(6шт) и одну в центре траверсы. Углубления под пружины в траверсе необходимо
выполнить несколько больше диаметра пружин на 3 мм. Величина заглубления не
менее 1,5 диаметра проволоки пружины, т.е. 10 мм. Толщина траверсы в
углублении под пружиной – 16 мм. Таким образом общая толщина траверсы 26 мм.
Толщина плиты под пуансоном и монтажной плитой – 30 мм. Между траверсой и
верхней плитой необходим зазор 5 мм равный величине хода траверсы и прижима
соответственно. Выполняя в крышке траверсы углубления под пружины
аналогично углублениям в траверсе и, зная, что высота сжатой пружины должна
быть не менее 32 мм, получаем зазор между траверсой и крышкой 8 мм. Толщина
32
крышки определяется необходимостью обеспечить под головкой винта М12,
заглубленного в крышку на 15 мм, не менее 15 мм (Рис.11.8.а).
Учитывая характер размещения пружин в траверсе (по окружности),
рекомендуемая форма траверсы – диск толщиной 28 мм. Диаметр траверсы
определяется при соблюдении требований к размерам отверстий от края траверсы и
между самими отверстиями под пружины. В детали, не подвергаемой закалке, эти
размеры должны быть не менее 5 мм. Тогда, при выборе величины перемычек 7
мм, диаметр траверсы определится размерами трех углублений под пружины и 4-х
перемычек, т.е. не менее 165 мм. Крышку траверсы рационально выполнить
прямоугольной, т.к. соответствующей формы углубление в верхней плите, проще
отработать на фрезерном станке, не используя расточной, если бы крышка имела
форму диска (Рис 11.8.б).
Ширина верхней плиты должна быть больше ширины углубления под
крышку траверсы не менее чем на 100 мм, чтобы с каждой стороны углубления
имелось не менее 50 мм сплошной плиты. Но, поскольку хвостовик невозможно
применить из-за траверсы, следует крепление верхней плиты к ползуну пресса
осуществлять при помощи крепежных пазов, которые располагаются на ползуне с
фронта на тыл пресса. Для размещения крепежных пазов на плите штампа
необходимо увеличить ширину плиты еще на 100 мм. Учитывая, что верхняя
плита получилась достаточно толстой, необходимо в зоне пазов обеспечить
углубление для крепежных полок до толщины 35-40 мм, позволяющие применить
более короткие болты для крепления плиты к ползуну. При этом плита должна
быть увеличена еще на 60 мм. Таким образом ширина плиты должна быть:
В = 195 + 100 + 100 + 60 = 455 мм.
Плита должна иметь такую ширину в центральной части, в зоне размещения
крепежных пазов, а концевые участки плиты могут быть уже, если длина плиты
будет близка к максимальной, т.е. 790 мм (Рис. 11.9). Длина плиты L и размер B
определятся после размещения направляющих элементов.
11.9. Проектирование направляющих элементов
Для разделительных штампов рекомендованы к применению направляющие
колонки и втулки, как обеспечивающие более точное направление верхней части
штампа относительно нижней. Диаметр полок и втулок выбирается в зависимости
от ширины плит штампа по табл. 6 [2]. Для ширины плиты в 455 мм с учетом СТП
ВАЗа выбираем колонки и втулки диаметром ∅40 мм. Для небольшой детали
количество направляющих пар достаточно ограничить двумя. Наиболее удобное
расположение направляющих пар – диагональное, с оставлением правого угла с
фронтальной части свободным для загрузки и удаления изделия в штампе. При
штамповке на прессах с открытой станиной рекомендовано колонки размещать в
нижней плите, а втулки – в верхней. Расположение центров втулок в верхней плите
– не менее полутора диаметров посадочной части втулок, выбранной по ГОСТ
13121-81 [4], от края углубления под крышку траверсы. Такое же расстояние
должно быть выдержано от краев плиты или любых вырезов или углублений в ней.
В нижней плите, соответственно в этих же местах разместятся колонки. Длина
колонки выбирается такой, чтобы при первом контакте рабочих частей с изделием
колонка зашла во втулку на длину равную диаметру колонки. При этом посадочная
часть колонки (63 мм для колонки ∅40) должна быть полностью запрессована в
нижнюю плиту. В рассматриваемом штампе верхняя часть штампа от плоскости
плиты до поверхности прижима составляет 172,5 мм. Нижняя часть штампа
33
невысока и составляет разницу от выбранной закрытой высоты 230 мм и верхней
части штампа, т.е. 56 мм. Высота нижних рабочих частей (пуансона), находящаяся
над плитой, составляет 25 мм. Таким образом, толщина нижней плиты равна 31 мм.
Толщину плиты необходимо увеличить до 35 мм и, соответственно увеличить
ЗВШ до 235 мм, но и этого недостаточно для запрессовки колонки на глубину 63
мм. Поэтому, необходимо выполнить местное (в зонах размещения колонок)
увеличение толщины плиты, приварив к плите пластины толщиной не менее 28 мм
и диаметром 3d (120 мм), где d – посадочный диаметр колонки. Длина колонки
определится из следующих соображений.
Толщина верхней плиты 100 мм. Из стандартных втулок рабочим диаметром
40 мм целесообразно использовать более длинную втулку, чтобы уменьшить длину
колонки и не снижать жесткость конструкции. Втулка длиной 80 мм на 50 мм
(размер l) запрессовывается в верхнюю плиту. Из плиты выступает 30 мм длины
втулки. Расстояние между нижней поверхностью верхней плиты и основанием
нижней плиты – 133 мм. Тогда минимально необходимая длина колонки:
L = 133 – 30 + 40 + 3,5 = 146,5 мм, где
40 мм – заход колонки во втулку перед началом операции,
3,5 мм – величина рабочего хода для выполнения операции.
Выбирается по ГОСТ 13119-81 колонка с ближайшей большей длиной, равной 150
мм.
Разместив колонки и втулки вправо и влево от поперечной оси штампа на
плитах низа и верха, с соблюдением расстояния полтора диаметра посадочной
части колонки и втулки, определяем минимальную длину плит штампа. Она
составляет 420 мм. Минимальная длина получилась меньше ширины, поэтому
длину следует увеличить, чтобы разнести колонки и втулки на большее расстояние
и, тем самым, обеспечить более точное направление верха относительно низа.
Выберем длину плит штампа 500 мм. Тогда расстояние между направляющими
относительно поперечной оси штампа будет определяться как разница между
длиной плиты и тремя посадочными диаметрами втулки, т.е. равна 332 мм. При
расчете берется посадочный диаметр втулки, т.к. его значение больше посадочного
диаметра колонки и является определяющим для соблюдения расстояния в 1,5•D
от края плиты. Т.к. длина плиты невелика, то сужение ширины плиты до размера Б
не требуется. Таким образом, ширина плиты по всей длине остается постоянной –
455 мм. Отсюда, расстояние между направляющими элементами вдоль продольной
оси штампа составит: 455 – 3•D = 287 мм, где D = 56 мм. (Рис. 11.9).
11.10. Проектирование ограничителей закрытой высоты
Наличие ограничителей закрытой высоты в штампе обязательно (см. разд. 8).
В небольших штампах часто применяются втулочные ограничители (тип I). Однако
они не позволяют выполнить разгрузку пружин штампа при его хранении без
дополнительных концевых надставок, не позволяющих штампу полностью
сомкнуться.
Наиболее удобен ограничитель ступенчатый (тип II), применение которого
обеспечивает выполнение всех функций ограничителей. Ограничители
ступенчатые (ГОСТ 18807-80) обычно устанавливаются в зоне направляющих
элементов.
34
Размещение ограничителя на пластине толщиной 28 мм не эффективно,
поэтому установить их следует на одной оси с колонкой по продольной оси штампа
между верхней и нижней плитой. Расстояние между плитами 98 мм. Из
стандартного ряда выбирается ограничитель с диаметрами D и D
1
56 мм и 40 мм
соответственно, и высотой Н = 97 ± 0,2 мм. (Рис. 11.9).
11.11. Проектирование транспортных элементов
Для выбора транспортных элементов первоначально необходимо рассчитать
массу штампа как произведения объема деталей штампа на плотность стали.
(ρ≈8г/см
3
). Масса проектируемого штампа 360 кг. Один транспортный элемент
должен выдерживать половину массы штампа, поэтому можно использовать винты
грузовые (тип I) с резьбой М16, поскольку удовлетворяется требование по
грузоподъемности (допустимая нагрузка на один винт 200кг) и условие
размещения тела винта в толще плиты (не менее диаметра винта до поверхности
плиты).
Для возможности применения грузовых винтов лимитирующей является
толщина нижней плиты, верхняя плита достаточно массивна. Расположение
грузовых винтов на нижней плите может быть как с фронта и тыла штампа, так и
по боковым сторонам. На верхней плите расположение грузовых винтов с фронта и
тыла нежелательно, т.к. они будут находится рядом с зоной крепежных пазов.
11.12. Простановка размеров
На сборочном чертеже, в первую очередь, наносятся габаритные размеры;
закрытая высота штампа, которую пришлось корректировать в процессе
проектирования – 235 мм; плановые размеры верхней и нижней плит. При неси
мметричности плановых размеров необходимо выполнить привязку какого либо
края плиты к осям штампа.
Затем наносятся межосевые размеры, привязанные к осям штампа;
расстояния между направляющими колонками и втулками; между толкателями;
крепежными пазами, размеры на них.
Посадочные размеры проставляются на всех соединениях между деталями
штампов: посадка пуансона и матрицы в держателях, сопряжения пуансонов с
матрицами, с отверстиями в прижимах; посадка полок в плите, сопряжение между
колонкой и втулкой, между траверсой и плитой, штифтовые соединения и т.д.
Справочные размеры: размеры внутри блока штампа, уровень размещения
изделия в штампе, зазоры между различными деталями, величины ходов
различных деталей, величина заходов рабочих частей, установочные, размеры
некоторых стандартных деталей, необходимые для расчета размерных цепей и т.п.
35
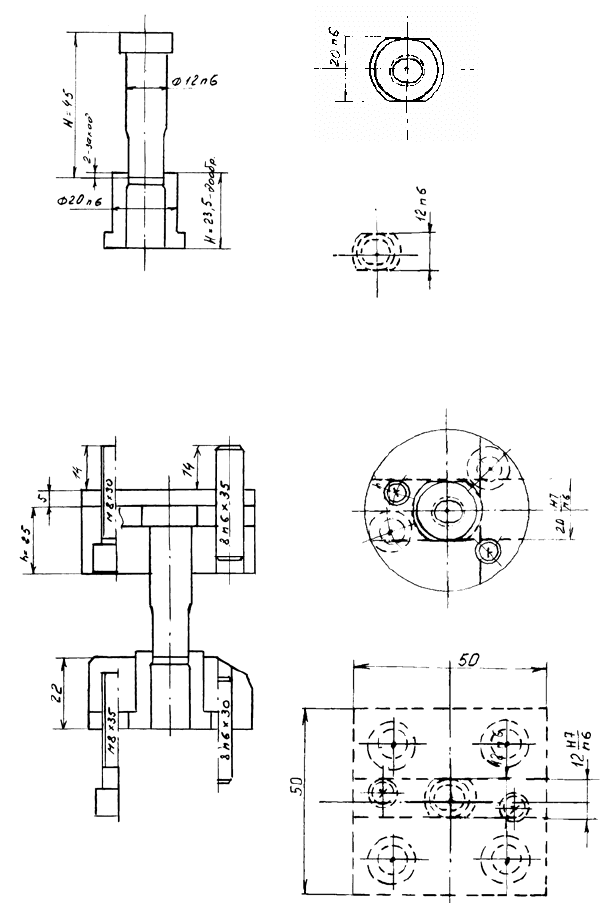
Рис. 11.4. а) фронт, б) план низа, в) план верха.
Рис. 11.5. а) фронт, б) план низа, в) план верха.
36
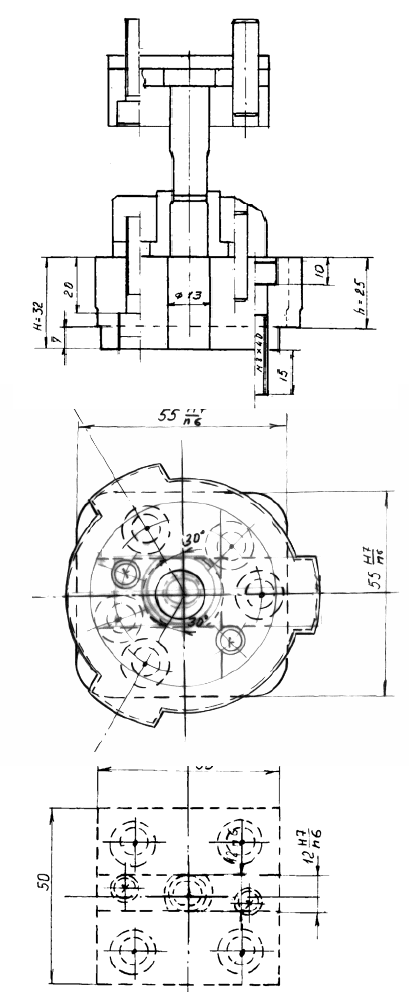
Рис.11.6. а) разрез, б) план низа, в) план верха.
37

Рис.11.7. а) фронт, б) план низа.
38
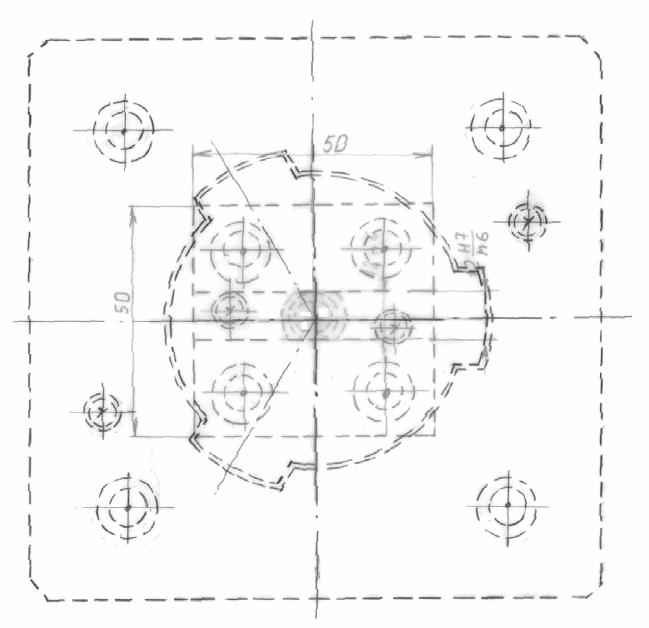
Рис.11.7. в) план верха.
39
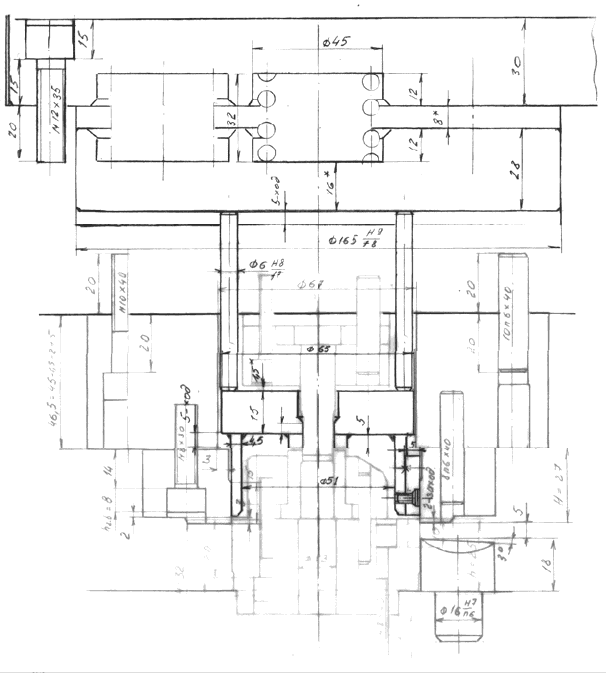
Рис.11.8. а) фронт.
40