Смолин Е.Л. Учебное пособие по дисциплине Основы конструирования штамповой оснастки
Подождите немного. Документ загружается.

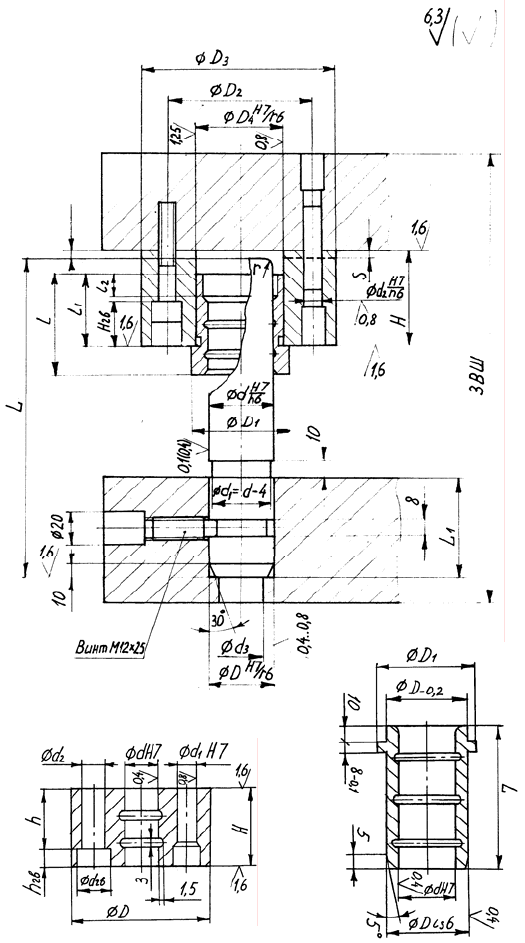
Рис. 7.1. Направляющие элементы штампов.
а) втулка и колонка в сборе, б) втулка с крепежными
отверстиями, в) втулка с фланцем
21
Правила установки колонок:
1. При установке в штампах колонки должны быть запрессованы в плиту
штампа на всю длину посадочной части колонки. При недостаточной толщине
плиты допускается местное увеличение толщины посредством установки на плите
при помощи сварки цилиндрических надставок в местах запрессовки колонок.
2. Для колонок диаметром свыше 30 мм на середине посадочной части
колонки выполняется дополнительная проточка в которую заходит стопорный
винт.
3. При запрессовки колонок расстояние от края плиты должно быть
выдержано не менее диаметра колонки.
4. Длина колонок выбирается из стандартного ряда и зависит от величины
рабочего хода, т.е. от момента касания рабочими частями заготовки до окончания
операции. При этом , в момент касания рабочими частями металла заготовки,
колонка должна войти в контакт со втулкой на величину равную диаметру
колонки. Для колонок больших диаметров (80 мм и более) этот заход колонок во
втулку может быть равен половине диаметра колонки.
По количеству колонок штампы могут быть:
- с четырьмя колонками, размещенными в угловых зонах плит;
- с тремя, размещенными в угловых зонах, с оставлением свободным правого
фронтального угла штампа;
- с двумя, размещенными или в угловых зонах по диагонали, или оси штампа.
Диаметры колонок выбираются в зависимости от ширины штамповых плит
по табл. 6 [3]
7.2. Втулки направляющие
В штампах различных назначений и конструкций применяется несколько
типов втулок:
I – втулки ступенчатые.
II – втулки с крепежными отверстиями.
III – втулки с фланцем.
IV – втулки с шариковыми сепараторами.
Типоразмеры всех типов втулок регламентированы или ГОСТами или СТП.
Втулки первого типа (ГОСТ 13121-83) находят наибольшее применение, как
наиболее универсальные, для многих типов штампов . Втулки этого типа могут
запрессовываться как непосредственно в плиту, так и держатель, который крепится
винтами и фиксируется штифтами в требуемом положении относительно
направляющей колонки (рис. 7.1а). Применение втулок с держателями более
технологично в изготовлении и сборке штампов.
Втулки второго типа представляют синтез держателя и втулки выполненных
за одно. Их недостаток – не экономичное использование конструкционной
углеродистой стали (рис. 7.1б).
Втулки третьего типа применяются для штампов, работающих в
автоматических линиях с большим числом рабочих ходов. Втулки этого типа
изготавливаются или из стали или из бронзы. Т.к. при большом числе ходов
ползуна пресса втулки заметно нагреваются, для компенсации термических
расширений втулки устанавливаются в штампе по посадке js 6, и дополнительно
крепятся к плите штампа при помощи крышек (рис. 7.1в).
Втулки четвертого типа применяются в прецизионных штампах (чистовой
22
вырубки – пробивки) или в последовательных штампах, в которых используются
большое количество пуансонов небольшого сечения. Применение данных втулок в
обычных штампах экономически нецелесообразно.
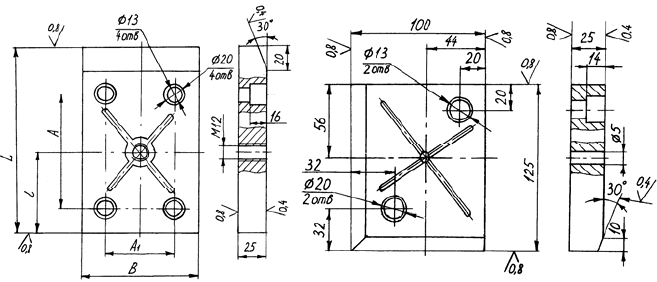
7.3. Направляющие призмы
Применяются в средних, иногда крупных штампах формообразующих
операций, дублируют направляющие колонки в разделительных штампах при
наличии неуравновешенных сдвигающих усилий. Посадочная часть призмы
запрессовывается в гнездо верхней или нижней плиты и крепится винтами, рабочая
часть призмы с трех сторон контактирует с планками направляющими,
прикрепленными к стенкам углубления в плите (рис. 7.2.а).
Направляющие планки устанавливаются в плитах заглубленными на 15 – 20
мм в тело плиты. При этом упор в плиту должен обеспечиваться с той стороны,
куда направлена сдвигающее усилие при работе штампа. Планки представляют
собой стальные пластины, подвергнутые закалке с цементацией. В планках
выполнены крепежные отверстия (рис. 7.2.б).
Рис. 7.2. Направляющие призмы и планки. а) призма, б) планка
7.4. Приливы направляющие
Приливы применяются в крупных штампах предназначенных для
изготовления кузовных деталей автомобилей. Плиты таких штампов
изготавливаются литыми из чугуна или стали с полостями (“карманами”) в плитах,
для уменьшения веса отливок. В угловых зонах или в средней части по краям плит
на одной из них выполняется выступ, а на другой – впадина. На поверхностях
выступа и впадины обрабатываются площадки для размещения направляющих
планок.
23
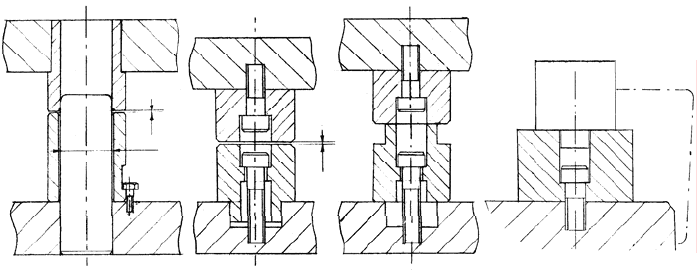
8. Ограничители закрытой высоты штампов
Ограничители закрытой высоты служат для:
1. Предохранения деталей штампа от поломки при неправильно установленной
закрытой высоте;
2. Разгрузки пружин в штампах при длительном их хранении;
3. Удобства регулировки закрытой высоты на прессе при замене штампа.
Рекомендовано к применению несколько основных типов ограничителей.
Тип I – ограничитель втулочный. Устанавливается на направляющую
колонку и закрепляется винтом и шайбой (рис. 8.1 а). Применяется для мелких и
небольших средних штампов, в которых применяется полиуретановые пружины.
Недостаток ограничителей данного типа – не обеспечивают разгрузку пружин при
хранении штампов на складе. Типоразмеры ограничителей регламентированы
ГОСТом 18802-80.
Тип II – ограничители ступенчатые. Устанавливаются в зоне направляющих
колонок и втулок, крепятся винтом. При этом часть ограничителя высотой h2
утапливается в углубление нижней плиты (рис. 8.1 б). Перед отправкой штампа на
склад ограничители переустанавливаются, посредством кантовки на 180°. При этом
их высота становится больше на величину h2, что обеспечивает разгрузку пружин,
т.к. штамп полностью не смыкается (рис. 8.1 в). Типоразмеры ограничителей
регламентированы ГОСТом 18807-80. Применяются в штампах любого типа.
Тип III – ограничители с надставкой. Устанавливаются в угловых
зонах штампа, в местах установки направляющих колонок и втулок.
Представляют по конструкции цилиндр с крепежными отверстиями в
центре и увеличенным диаметром под шляпку винта. В это отверстие при
хранении штампа устанавливается выступающая часть надставки, которая
при работе штампа снимается (рис. 8.1 г).
Рис.8.1. Ограничители закрытой высоты штампа. а)ограничитель втулочный,
б,в)ограничитель ступенчатый, г) надставка ограничительная
Типоразмеры ограничителей регламентированы ГОСТом 18802-80.
Применяются в крупных и средних штампах.
Тип IV – оригинальные ограничители. Могут иметь цилиндрическую или
прямоугольную форму соответствующей высоты. Крепление осуществляется
одним или несколькими винтами.
24
9. Элементы для закрепления штампов на прессах
Во время работы штампы должны быть надежно закреплены на прессах.
Верхняя плита закрепляется к ползуну (адаптеру), нижняя – к столу (болстеру) или
к подштамповой плите, закрепленной на столе пресса.
Для закрепления штампов на прессе используют сквозные крепежные Т-
образные пазы, выполненные на ползуне и столе пресса. В плитах штампов в
соответствии с местами расположения Т-образных пазов выполняются несквозные
крепежные пазы, в которые устанавливают крепежные болты. К этим болтам при
помощи шайб и гаек прикрепляют плиты штампов.
Такой способ крепления штампов применяется для всех крупных и средних
штампов. Для крепления верхних плит мелких штампов на пресса усилием до 1000
кН используются хвостовики.
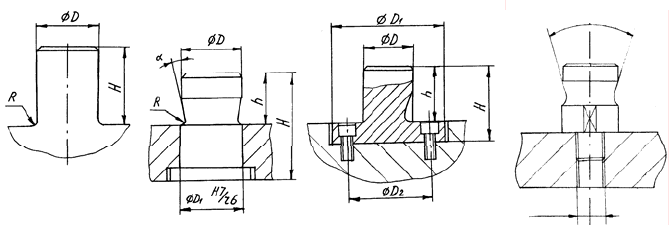
9.1 Виды хвостовиков
Рекомендовано к применению несколько основных видов хвостовиков.
Тип I – хвостовик выполненный заодно с плитой. Выполняется литьем и
обрабатывается по диаметру D, равному диаметру отверстия в ползуне (рис. 9.1а).
Применяется редко, для небольших штампов, так как не технологичен в
изготовлении.
Тип II – хвостовик запрессованный в плиту. Применяется для всех типов
штампов. Обеспечивает точную центровку. Типоразмеры хвостовиков
регламентированы ГОСТом 16715-71 (рис. 9.1б).
Тип III – резьбовые хвостовики. Могут применятся хвостовики без бурта
(ГОСТ 16716-71) и с буртом (ГОСТ 16715-71). Применяются для любых типов
штампов. Для разделительных штампов применяется стопор. Резьба на
хвостовиках выполняется мелким шагом (рис. 9.1в).
Тип IV – хвостовики с фланцами (ГОСТ 16718-71). Хвостовики крепятся
винтами (4 – 8 шт.) в зависимости от диаметра D. Применяются для нагруженных
штампов и для тех, где применение других типов хвостовиков не представляется
возможным (при установке небольших пуансонов по центру штампа) (рис. 9.1д).
Для более надежного крепления хвостовика в ползуне на боковой
поверхности хвостовиков всех типов выполняется конусная лыска или часть
цилиндрической поверхности диаметром D выполняется конусной с углом α 15-
30°.
Рис. 9.1. Виды хвостовиков. а) выполненный заодно с плито
б) запрессованный в плиту, в) с фланцами, г) резьбовой
й,
М 20…30
15 – 30º
25
10. Транспортные элементы штампов
Служат для транспортировки штампов или крупногабаритных частей при
изготовлении и при эксплуатации.
Рекомендовано к применению несколько основных типов транспортных
элементов.
Тип I – винты грузовые. Устанавливаются в резьбовые отверстия (от М
12…48), выполненные в торцевых поверхностях плит. Могут устанавливаться как с
фронта и тыла штампа, так и с боковых сторон плит. Выбираются по
грузоподъемности. Один винт должен выдерживать половину веса штампа.
Тип II – накладные транспортные штыри. Устанавливаются на лицевой
поверхности плит и крепятся 2–4 винтами. Выбор по грузоподъемности.
Применяются при относительно тонких штамповых плитах, когда в толще плиты
невозможно выполнить резьбовые отверстия требуемого диаметра .
Тип III – цапфы накладные. Применяются для крупногабаритных штампов, в
которых плиты выполняются из толстолистового проката (рис. 10.3). Выбор по
грузоподъемности.
Тип IV – приливы транспортные. Применяются для крупных штампов,
плиты которых выполнены литьем. Приливы выполняются заодно с плитами. В
кузовных штампах расположены со всех сторон плит: с фронта и тыла штампа по
два прилива, и с боковых сторон – по два прилива.
11. Пример выполнения задания
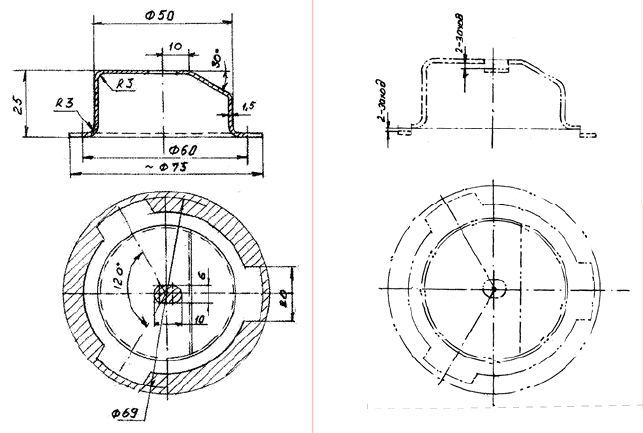
Разработать конструкцию совмещенного штампа для детали, изображенной
на рисунке 11.1
Рис.11.1. Чертеж детали
Рис.11.2. Изображение полуфабриката
26
В детали, полученной в виде чашки посредством вытяжки, необходимо
выполнить пробивку фасонного отверстия с размерами 6 мм и 10 мм и выполнить
обрезку фланца (заштрихованная область). Толщина материала изделия 1.5 мм,
марка стали – 08 КП. Оборудование для выполнения операции – кривошипный
пресс К 2028 усилием 630 кН (63 т.с.).
11.1. Изучение характеристик оборудования
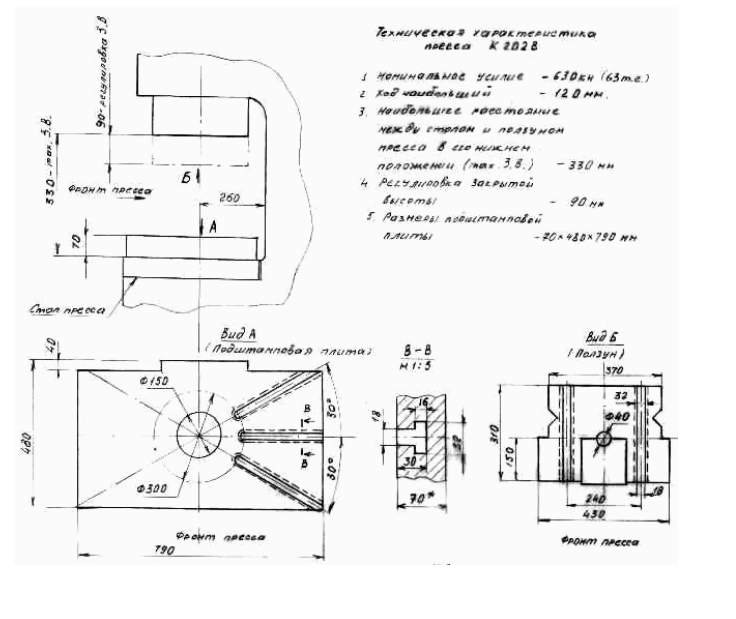
Согласно этапам проектирования первоначально необходимо ознакомиться с
техническими характеристиками названного оборудования, представленными на
рис.11.3.
Рис.11.3. Технические хар актер истики оборудования
27
Как видно из характеристик, максимальная закрытая высота (max ЗВШ)
составляет 330 мм. При этом в данный размер входит толщина подштамповой
плиты, установленной на стол пресса и являющейся принадлежностью пресса,
которая составляет 70 мм. Таким образом, наибольший размер штампового
пространства составляет 260 мм. При этом регулировка этого пространства может
быть выполнена в пределах 90 мм в сторону уменьшения размера с 260 до 170 мм.
Размеры подштамповой плиты 480 × 790 мм ограничивают максимальный размер
штампа в плане. Крепежные пазы расположены вдоль и под углом
30° к фронту пресса. Ползун имеет отверстие ∅40 под хвостовик и крепежные
пазы, размещенные перпендикулярно фронту пресса, т.е. верхняя половина штампа
может крепиться к прессу или при помощи хвостовика, или с использованием
крепежных пазов.
11.2. Выбор закрытой высоты
Размер ЗВШ определяет высоту штампа, т.е. его металлоемкость и
возможность размещения в данном пространстве всех деталей штампа. Зная, что
нельзя выбирать ни максимальную ни минимальную закрытую высоту и,
учитывая, что деталь не плоская, а имеет высоту 25 мм, выбираем закрытую
высоту ближе к верхнему пределу; т.е. – 230 мм. В процессе проектирования
закрытая высота, при необходимости, может быть скорректирована в сторону
уменьшения и увеличения.
11.3. Выбор уровня расположения заготовки
В начале проектирования сложно однозначно определить уровень
расположения заготовки. Поэтому, для разделительных штампов предварительно
этот уровень назначается несколько выше середины ЗВШ. Но, учитывая, что
заготовка имеет две плоскости обработки (верхнюю поверхность и фланец),
выбирается уровень расположения по верхней поверхности, где пробивается
отверстие, на середине ЗВШ.
11.4. Выбор положения полуфабриката
Для данной детали наиболее рациональное положение детали в штампе –
выпуклостью вверх, а фланцем – вниз. При противоположном положении деталь
должна была бы размещаться в углублении, что затруднило бы ее извлечение после
обрезки фланца. Кроме этого рабочие части имели бы очень тонкие стенки, что не
обеспечило бы их требуемую стойкость. Таким образом, изделие вычерчивается в
штампе в том положении, что и показано на чертеже (Рис. 11.1.).
За ось штампа принимаются оси изделия. Изделие прорисовывается в разрезе
и на плане низа условной, штрих-пунктирной линией. При этом, части металла,
отделяемые от полуфабриката, изображаются смещенными относительно изделия
на величину оптимального захода рабочих частей верха (пуансон, матрица)
относительно нижних рабочих частей (Рис. 11.2).
11.5. Проектирование рабочих частей
Первоначально необходимо определиться в выборе типа рабочих частей. Для
пробивки фасонного отверстия целесообразно применение пуансона
28
запрессованного в держателе, т.к. размеры отверстия невелики. Для
проектирования фасонного пуансона можно использовать типоразмеры
стандартных пуансонов для пробивки круглых отверстий (ГОСТ 16621-80) [4].
Поскольку максимальный размер фасонного отверстия 10 мм выбираем из
стандартных пуансонов с рабочим размером 10 мм. Посадочная часть пуансона
цилиндрическая с ∅12n6. Для стопорения фасонного пуансона с цилиндрической
посадочной частью необходимо выполнить лыски на фланце пуансона,
направленные вдоль длинных сторон фасонного отверстия. Размер лысок
соответствует диаметру посадочной части и выполняется с отклонениями по n6.
Общая высота пуансона, с учетом захода его в матрицу, выбирается из длин
стандартных пуансонов для пробивки круглых отверстий. Учитывая возможность
применения стандартного держателя и размещения прижима- съемника между
изделием и держателем, первоначально выбирается высота пуансона 45 мм
(Рис.11.4.а,в).
Для пробивки небольших отверстий рационально использовать матрицы,
запрессованные в держателе. Применять цельную матрицу (III-го типа)
проблематично, т.к. в закаленной детали расстояние центров крепежных отверстий
от краев матрицы должны быть больше, чем в держателе, который подвергается
улучшению, и размещение крепежа на большой площади будет затруднительно.
Цилиндрическую матрицу ГОСТ 16637-80 (II-го типа) можно было бы
применить, если бы не было необходимости ее стопорения от поворота, который
осуществляется при помощи призматической шпонки. Диаметр стандартной
матрицы, выбираемой по максимальному размеру
пробиваемого отверстия, соответствует 20 мм. Ширина стопорной шпонки
составляет 16 мм. Т.о. общий размер составляет: 16 мм – шпонка, половина
диаметра матрицы – 10 мм, т.е. 26 мм, что больше внутреннего размера изделия.
Поэтому, возможно применение только матрицы с фланцем ГОСТ 16639-80 (I-го
типа). При этом у нее, как и у пуансона выполняются лыски размером 20 n6
(Рис.11.4.а,б). Высота матрицы выбирается из следующих соображений. Высота
изделия от нижней поверхности фланца до внутренней поверхности изделия
составляет 23,5 мм. Для выполнения обрезки фланца по контуру нижняя плоскость
фланца должна располагаться на рабочей плоскости обрезного пуансона, который
будет закреплен на нижней плите. Рабочая плоскость закаленного пуансона,
имеющая шероховатость не ниже √0.4, вполне может быть использована в качестве
опорной поверхности, на которую будет установлена матрица. Из стандартного
ряда матриц требуемого посадочного диаметра необходимо выбрать матрицу с
большим ближайшим высотным размером и предусмотреть дообработку
выбранной матрицы до высоты 23,5 мм.
Для установки пуансона применим стандартный держатель, т.к. все размеры
пуансона, кроме рабочей части, соответствуют стандартным. Держатель (ГОСТ
16652-80) с отверстиями под запрессовку пуансона диаметром D = 12 мм и пазом
под лыски имеет размеры в плане 50 × 50 и высоту Н = 25 мм, т.к. пуансон имеет
длину посадочной части h = 25 мм. Крепежные отверстия в пуансоне выполнены
под винты М8 и штифты d = 8 мм. Длина винтов выбирается из стандартного ряда,
так чтобы в сопрягаемую деталь (плиту) было вкручено не менее 1,5d винта.
Размеры подкладной плитки для данного держателя – по ГОСТ 16668-80
(Рис.11.5.а,в).
29
Для установки матрицы стандартный держатель применить невозможно, т.к.
его размеры больше диаметра изделия. Необходимо применить оригинальный
держатель, форма и размеры которого должны соответствовать размерам изделия.
При этом держатель, выполненный по форме изделия, будет являться
фиксатором на форму. Т.к. площадь держателя недостаточно велика, и выполнить
требования по размещению крепежных отверстий от края держателя не
предоставляется возможным, то отверстия под винты придется выполнять со
стороны опорной поверхности держателя. Также как и для пуансонодержателя
выбираются винты М8 и штифты ∅8 мм. Высота держателя выбирается 22 мм –
несколько меньше, чем высота матрицы, что обеспечит перешлифовку рабочей
поверхности матрицы, в случае затупления режущей кромки, не задевая
поверхности держателя. В держателе необходимо выполнить сквозной паз
шириной 20Н7 для фиксации от проворота матрицы с фасонным рабочим
отверстием (Рис.11.5.а,б).
Обрезной пуансон, на котором устанавливается и закрепляется держатель с
матрицей, выполняется цельным, с крепежными отверстиями, выполненными в
самом пуансоне (III тип). Пуансон с крепежными полками применять
нецелесообразно, т.к. к рабочему контуру пуансона необходимо будет пригонять по
поверхности разрезные ножи, разделяющие кольцевой периметриальный отход на
части, с целью облегчения его удаления после рабочего хода. Высотный размер
рабочей части пуансона (h) проектируется из соображений: углубление под головку
винта М8 (высота головки винта - 8 мм) равное 10 мм и 15 мм толщина тела
пуансона под головкой винта. Но, учитывая, что площадь пуансона недостаточно
велика, и на этой площади уже размещены крепежные детали держателя матрицы,
размещение штифтов для фиксации пуансона проблематично. Поэтому нижняя
высота пуансона берется большей, чем h = 25 мм на 7 мм. При этом нижняя часть
пуансона высотой 7 мм выполняется квадратной (55 × 55 мм), а в нижней плите
проектируется углубление с такими же размерами, в которое запрессовывается
пуансон по посадке Н7/n6. В центре пуансона выполняется отверстие ∅13 мм для
удаления отхода от пробивки (Рис.11.6.а,б).
Для выполнения обрезки фланца рекомендуется применять цельную матрицу.
Применение секционной матрицы не упростит обработку наружного контура и,
вследствие незначительного размера рабочего проема, потребует увеличения
габаритных размеров секций для размещения необходимого количества
крепежных деталей в каждой секции. Кроме этого необходимо было бы применить
дополнительное крепление секций с тыльной их части посредством врезных
шпонок, поскольку толщина материала изделия 1,5 мм. Исходя из рассмотренных
соображений, целесообразно применить матрицу с креплением 4-мя винтами М8 и
2-мя штифтами ∅8n6. Размеры матрицы в плане регламентированы соблюдением
размеров центров точек крепежа от края рабочего проема и до сторон матрицы [4]
для винтов М8 (Рис.11.6.в). Высота матрицы (Н = 27 мм) определяется
требованиями размещения крепежных винтов с заглублением головки винта М8 в
матрицу на 10 мм и вкручиванием винта на 1,5d. В сопрягаемую деталь
проектировать высокую матрицу нерационально с целью экономии
инструментальной стали. Для установки матрицы на одной плоскости с пуансоном,
под матрицу проектируется монтажная плита высотой 46,5 мм (Рис.11.7.а;11.8.в) с
отверстием в центре ∅67 мм для размещения пуансона и прижима выталкивателя.
Крепление монтажной плиты осуществляется винтами М10 × 40 в местах не
закрываемых матрицей (для удобного демонтирования монтажной плиты вместе с
матрицей). Размеры плиты в плане определяются соблюдением размеров от края
плиты до центра крепежного отверстия (размеры В).
30