Смолин Е.Л. Учебное пособие по дисциплине Основы конструирования штамповой оснастки
Подождите немного. Документ загружается.

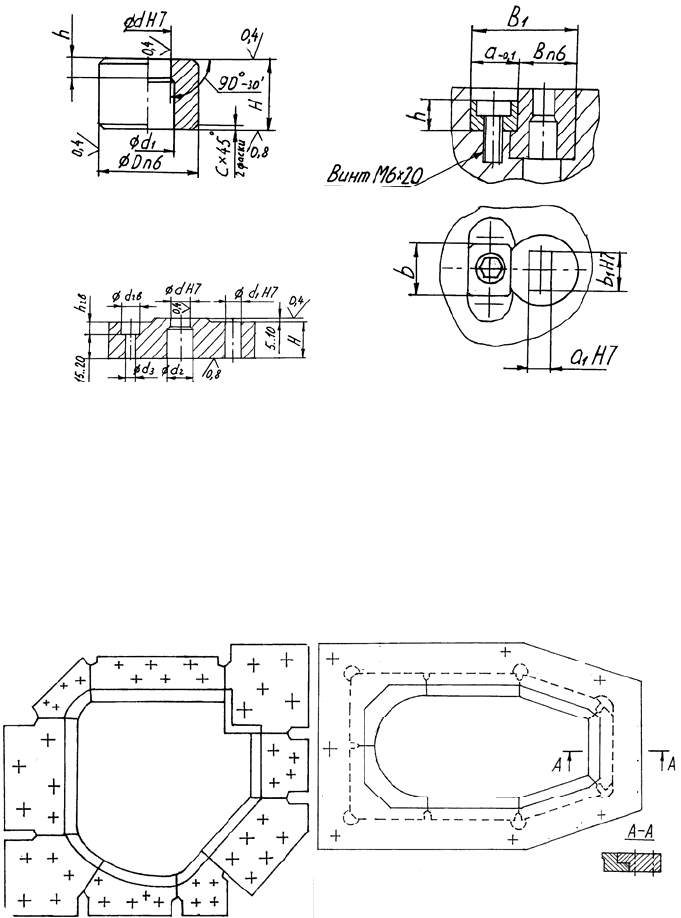
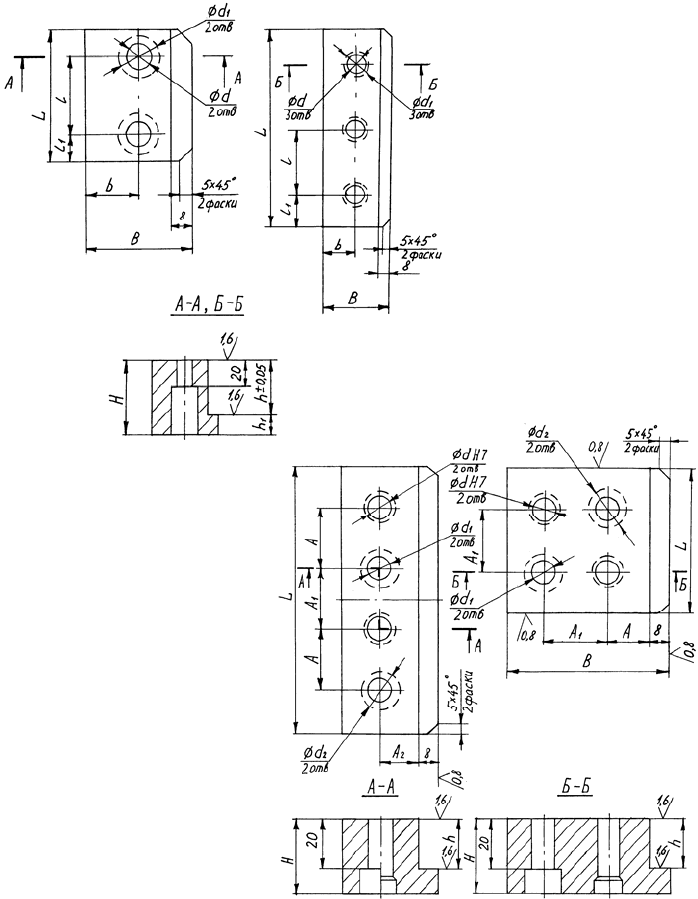
Рис.3.7. Матрица
цилиндрическая
Рис. 3.8. Матрица цилиндри ческая
для пробивки некруглых отверстий
Рис.3.9. Цельная матрица
Тип III – матрицы цельные, не стандартизованные (Рис. 3.9). Их размеры
определяются конструктивно исходя из формы, размеров рабочего отверстия.
Крепежные отверстия под винты и штифты выполняются непосредственно в самой
матрице. Габаритные размеры матриц ограничиваются возможностью размещения
требуемого количества крепежа с учетом выдержки минимальных расстояний
крепежных отверстий от краев матрицы и рабочего отверстия.
Рекомендуемая область применения – пробивка отверстий или вырубка
круглых деталей диаметром 40…150 мм или фасонных простого контура
аналогичных размеров.
Рис. 3.11. Секционная матрица,
запрессованная в держатель
Рис.3.10. Секционная матрица
11
Тип IV – составные или секционные матрицы. Матрицы данного типа
выполнены из отдельных частей-секций, на каждой из которых выполнен
определенный участок режущего контура. Секции плотно пригнаны боковыми
(стыковочными) поверхностями друг к другу и в собранном виде образуют
матрицу с замкнутым рабочим контуром. В зависимости от размеров пробиваемого
отверстия или вырубаемой детали секционные матрицы могут изготавливаться из
секций с выполненными в них крепежными и штифтовыми отверстиями- для
деталей больших размеров (Рис. 3.10), или из секций небольших размеров, без
крепежных отверстий, запрессованных в общий держатель- для деталей небольших
размеров (Рис. 3.11).
3.1.4. Дополнительное крепление секций разделительных штампов
При проектировании секционных рабочих частей разделительных штампов
необходимо скомпенсировать сдвигающие усилия, воздействующие на секции. С
увеличением толщины разрезаемого материала сдвигающие усилия возрастают.
Чтобы не увеличивать число штифтов в секциях применяются некоторые виды
дополнительного крепления:
а) при толщине разрезаемого металла до 1,2 мм – приставные шпонки,
устанавливаемые с тыльной стороны секций, закрепленные винтами и штифтами;
б) при толщине до 2,5 мм – врезные шпонки, запрессованные между тыльной
стороной секции и стенкой паза, выполненного в плите;
в) при толщине свыше 2,5 мм – секции врезаются тыльной стороной в плиту
на глубину не менее 0,3 Н, где Н – высота секции.
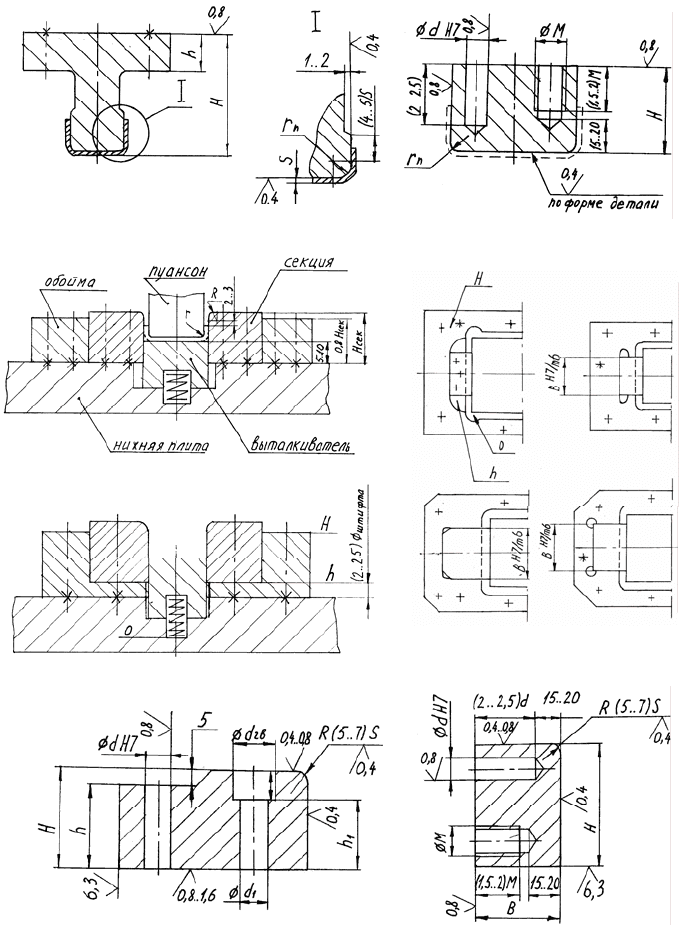
3.2. Рабочие части гибочных штампов
К рабочим частям гибочных штампов относятся пуансоны нескольких типов
и секции матриц, которые устанавливаются в обойме только с тех сторон, где
выполняется гибка изделия.
При проектировании рекомендовано к применению несколько основных
типов пуансонов, сходных по основным параметрам с соответственными типами
пуансонов для пробивки и вырубки.
Тип I – пуансоны запрессованные в держатель. По конструкции аналогичен
пуансонам для пробивки и вырубки только форма рабочего конца пуансонов
соответствует форме и размерам сгибаемого изделия.
Посадочная часть таких пуансонов может быть цилиндрической или
призматической. При выполнении посадочной части цилиндрической, ее диаметр
должен быть таким, чтобы в него вписывались (с незначительным зазором 1 - 2 мм)
размеры рабочего контура пуансона. При этом на буртике обязательно
выполняются лыски вдоль длинных сторон рабочего контура пуансона.
При выполнении посадочной части призматической, лыски не выполняются,
т.к. посадочная часть стопорится от возможного проворота в прямоугольном
отверстии держателя. (Рис. 3.10) Размеры выбираются конструктивно с
ориентировкой на стандартные пробивные пуансоны.
Тип II – пуансоны с крепежными полками. По конструкции аналогичны
соответствующим пуансонам для пробивки и вырубки кроме формы рабочего
контура. (Рис. 3.12)
12
сРи
. 3
. 3.12. Пуансон с
крепежными полками
.14. Способы крепления секций для гибки
Рис. 3.13. Пуансон с крепежными
отверстиями в теле пуансона
Рис. 3.15. Способы врезки секций в
обойму или нижнюю плиту
Рис
Рис.3.16. Секция с
вертикальным креплением
Рис. 3.17. Секция с
горизонтальным креплением
13

Тип III – пуансоны с крепежными отверстиями в теле пуансона.
Отличие данных пуансонов от пробивных - крепежные отверстия выполняются со
стороны основания пуансона. При этом отверстия не должны выходить на рабочую
поверхность пуансона с гарантированным запасом 15 - 20 мм. (Рис. 3.13)
Все эти пуансоны не стандартизированны, их размеры выбираются
конструктивно в соответствии с размерами и формой получаемого в штампе
изделия.
Матрицы, как было сказано выше, выполняются из секций, которые
обязательно устанавливаются врезанными в обойму или плиту штампа (Рис. 3.14,
3.15).
Применяются 2 типа секций: с вертикальным креплением и с
горизонтальным. (Рис. 3.16, 3.17) Первые применяются для гибки изделий с
невысокими полками вторые- для изделий с высокими полками. В секции с
горизонтальным креплением крепежные отверстия выполняются со стороны
основания; не допускается их выход на рабочую поверхность. Высотные и
плановые размеры выбираются конструктивно согласно формы и размеров
получаемого изделия.
Высота Н составляется из размера отгибаемой полки изделия с запасом 2 – 3 мм до
точки сопряжения рабочей поверхности с радиусом, собственно радиуса,
составляющего (5…7)•S и части рабочей поверхности секции, перекрываемой
прижимом- выталкивателем (5 - 15 мм). Ширина секции (В) выбирается из условия
В ≥ (1,5…2) •Н. Длина секции (L) берется больше длины отгибаемой полки
изделия на 10 мм, по 5 мм с каждой стороны. При этом размеры секции должны
позволять размещение минимально необходимое количество крепежа (2 винта и 2
штифта), с учетом минимально допустимых размеров крепежных отверстий от
краев секций и между самими отверстиями.
3.3. Рабочие части вытяжных штампов
Основные типы пуансонов вытяжных штампов идентичны типам пуансонов
гибочных штампов, кроме одного отличия – рабочая поверхность вытяжных
пуансонов выполняется по замкнутому контуру, т.к. со всех сторон, тогда как у
гибочных пуансонов- как правило с двух сторон.
Основные типы вытяжных матриц повторяют основные типы матриц для
пробивки и вырубки с некоторыми отличиями:
- кромки рабочего контура выполняются не острыми, а закругленными по
радиусу;
- в центральном отверстии матрицы располагается подвижная вставка,
служащая для выталкивания изделия из матрицы;
- в матрицах без подвижной вставки в донной части выполняют одно или
несколько отверстий, в которых размещают подвижные стержневые толкатели;
- в цельных и секционных матрицах крепежные отверстия размещаются за
прижимной поверхностью;
- в секционных матрицах правила разбивки рабочего контура аналогичны
правилам разбивки вырубных секционных матриц с одним отличием - стыки
секций выполняются по направлению течения металла при втягивании его в
вытяжной проем.
14
4. Фиксирующие элементы штампов
Фиксирующие элементы – фиксаторы, предназначены для обеспечения
однозначного, требуемого положения фиксации заготовки или полуфабриката в
штампе.
По способу фиксации они подразделяются на:
I тип – фиксаторы на внешний контур изделия;
II тип – фиксаторы на отверстие в изделии как технологические, так и
конструктивно принадлежащие изделию;
III тип – фиксаторы на пространственную форму изделия.
4.1. Фиксаторы на внешний контур
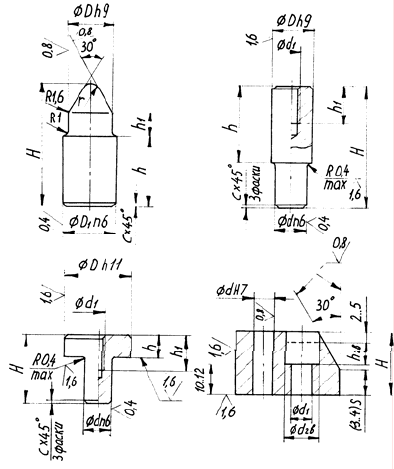
Конструктивные фиксаторы I типа могут иметь самые разнообразные типы.
Наибольшее применение находят фиксаторы следующих видов.
1. Штырьевые фиксаторы – штыри: выполняются из инструментальной стали с
последующей закалкой, или используются стандартные крепежные штифты
(рис. 4.1 а.)
2. Упоры ступенчатые (рис. 4.1 б)
3. Фиксаторы пластинчатые (рис. 4.1 д)
Рис.4.1. Фиксаторы и упоры.
а)фиксатор усиленный,
б)упор, в)упор грибковый,
г)фиксатор пластинчатый
Первые два типа устанавливаются ближе к тыловой части штампа, и с левой
стороны от оси штампа две единицы вдоль длинной стороны заготовки, и одна –
вдоль короткой. Использование большого количества единиц нецелесообразно.
Применяются для фиксации изделий, имеющих, как правило, простую
конфигурацию наружного контура.
15
Пластинчатые используются для изделий имеющих сложную конфигурацию
наружного контура и устанавливаются в характерных местах по контуру изделия,
имеющих наибольшие выступы или впадины, в тыловой и левой зонах от осей
штампа.
Первые два вида фиксаторов стандартизированы (ГОСТ 18747-80, 18740-80),
пластинчатые произвольной формы и размеров.
Первые два типа устанавливаются в отверстиях по посадке с натягом.
Пластинчатые крепятся винтами и обязательно штифтуются. Допускается, в случае
малых размеров, крепить одним винтом, но два штифта обязательно.
Кроме названных видов фиксаторы могут быть выполнены сварных
конструкций, гнутые из листовых заготовок, произвольной формы и размеров.
4.2. Фиксаторы на отверстие
Фиксаторы второго типа применяются если в заготовке или полуфабрикате
имеются отверстия, заложенные конструктивно (по чертежу изделия). Часто в
заготовках заранее пробиваются технологические отверстия (не предусмотренные
чертежом изделия), которые используются для фиксации. Данные фиксаторы
стандартизированы (ГОСТ 18775-80, 18743-80), устанавливаются в отверстиях по
посадке с натягом (рис. 4.1 в).
4.3. Фиксаторы на форму изделия
Данные фиксаторы используются для фиксации уже деформированных
заготовок (после вытяжки, гибки, формовки и т.п.), имеющих пространственную
форму. Устанавливаются в местах, где на изделии имеются характерные перепады
формы. Выполняются произвольной формы и размеров в соответствие с профилем
изделия в данном месте. Крепятся винтами и штифтуются.
5. Съемники и прижимы
Съемники предназначены для съема изделий в пробивных, гибочных,
вытяжных пуансонов или для съема отхода с вырубных пуансонов.
Съемники подразделяются на:
-жесткие;
-полужесткие;
-подвижные.
Подвижные носят название прижимы - съемники и обеспечивают, кроме
съема, прижатие заготовки в зоне обработки раньше, чем пуансон коснется
заготовки. Прижимы – съемники, прижимы – выталкиватели применяются не
только в разделительных штампах, но и в вытяжных, гибочных, фланцовочных,
формовочных. В вытяжных и гибочных штампах прижимы – выталкиватели
обеспечивают кроме прижатия заготовки в процессе формообразования,
выталкивание изделия из матрицы после выполнения операции. Прижатие и
перемещение прижимов обеспечивается за счет усилия сжатых пружин или усилия
пневмоподушек пресса, воздействующих на прижимы посредством толкателей.
Конфигурация и размеры прижимов зависит от формы и размеров изделия,
получаемого в данном, конкретном штампе, и подбирается конструктивно
16

Конструктивно прижимы мелких и крупных штампов представляют из себя
плиту толщиной 15 – 30 мм из стали, в которой выполняются отверстие для
прохода пуансонов, в зоне которых к плите при помощи сварки прикреплены
накладки, контактирующие непосредственно с изделием. Плановые размеры
прижимов обусловлены необходимостью размещения требуемого количества
пружин и ограничителей хода прижимов.
Подвижные прижимы – съемники, выталкиватели наиболее часто
применяются в штампах.
Жесткие съемники применяются редко и используются при штамповке
толстолистового материала (S ≥ 3 мм), т.к. изделия из тонколистового материала
могут деформироваться при воздействии на них элементов жесткого съемника.
5.1. Порядок расчета и подбора пружин
В подвижных прижимах (съемников, выталкивателей) применяются витые
спиральные пружины (ГОСТ 18793-80), или полиуретановые пружины,
обеспечивающие значительное усилие и ход прижимов.
Последовательность расчета.
1. Определение усилия Р
ОП
, необходимого для выполнения конкретной
технологической операции.
2. Определение усилия съема или выталкивания, Р
СН
. Берется в процентах от
Р
ОП
:
- 5% … 20% – для разделительных операций;
- 25% … 30% – для формообразующих операций.
3. Ориентировочный выбор пружин по усилию. Из таблиц по [4] выбирается
пружина, обеспечивающая 10% … 30% от Р
СН
.
4. Ориентировочный выбор пружин по величине хода. Из пружин, выбранных в
п.3, выбирается пружина с ходом, больше требуемого для данной операции на
величину 7 - 15 мм. Это необходимо для предварительного закаливания пружины, с
целью обеспечения предварительного усилия прижима.
5. Анализ возможности размещения данной пружины в пространстве штампа.
6. Прочерчивание пружины в сжатом состоянии в конструкции штампа.
I
I
. ПРОЕКТИРОВАНИЕ ДЕТАЛЕЙ КОНСТРУКТИВНОГО ХАРАКТЕРА
К данной группе относятся детали штампов, которые не контактируют с
металлом заготовки, обеспечивая крепление, монтаж, направление деталей
технологического назначения.
В первую очередь проектируются детали, взаимодействующие
непосредственно с деталями технологического назначения. К ним относятся
ограничители хода прижимов, удерживающие их в требуемом положении.
6. Ограничители хода
В штампах используются несколько типов ограничителей, область
применения которых зависит от типа штампа, характера выполняемой операции,
габаритов заготовок.
Тип I – ступенчатые винты. Применяются в большинстве типов штампов,
но не применяются там, где установлены тонкие пуансоны для пробивки отверстий
17
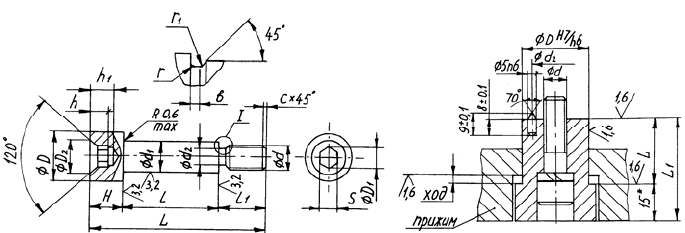
диаметром до 15 мм. Длина винтов выбирается конструктивно, в
зависимости от конструкции штампа и требуемого хода прижима (рис. 6.1). Их
параметры регламентированы (ГОСТ 18786-80) [4].
Тип II – втулки ограничительные. Применяются в основном в штампах
вырубки, вырезки, где прижимы имеют значительные плановые размеры и
незначительную толщину (30 – 50 мм), а рабочие части образуют замкнутый
контур (рис.6.2). Их размеры стандартизированы СТП Ваза (стр. 43) [4].
Рис.6.1. Винт ступенчатый Рис.6.2. Втулка ограничительная
Тип III – скобы ограничительные. Применяются в штампах различного
назначения для держания прижимов – съемников вырубных, пробивных штампах,
штампах вырубки – пробивки, для удержания выталкивателей гибочных штампов.
Имеется несколько видов скоб:
- скобы не обеспечивающие направление прижима;
- скобы, обеспечивающие направление прижима по одной стороне;
- скобы, обеспечивающие направление прижима по трем сторонам.
Типоразмеры скоб стандартизированы СТП ВАЗа (стр. 41) [4].
Скобы 1-го вида применяются, если прижим направляется по пуансонам
сравнительно большого сечения, как по направляющим колонкам. Такие скобы
крепятся к плитам только винтами (рис. 6.3).
Скобы 2-го вида применяются с прижимом значительных размеров, если
необходимо обеспечить направление прижима, так как в штампе, например,
имеется несколько пуансонов сравнительно небольшого сечения. Направления, т.е.
скольжение прижима обеспечивается по длинной стороне скобы (рис. 6.4). Обычно
устанавливаются 4 скобы.
Скобы 3-го вида применяются для обеспечения направления прижима
небольших размеров, когда применение длинных скоб не представляется
возможным. При этом скобы врезаются в прижим на 15 – 20 мм, обеспечивая
направление по трем сторонам. требуется установка только двух скоб.
Тип IV – штыри ограничительные. Применяются в штампах, в которых
плиты выполнены литыми из чугуна или литейной стали для штамповки
крупногабаритных деталей. Как правило, прижимы таких штампов имеют ход
значительной величины. Типоразмеры данных ограничителей стандартизированы
СТП ВАЗа [4]. Ограничители имеют три кольцевые проточки для установки
штырей в трех положениях при помощи стопорной шайбы. Средняя проточка – для
рабочего положения. Крайняя – для стопорения прижима ограничителем в верхнем
18
положении, когда рабочие части становятся доступными для заточки затупившихся
рабочих кромок. Ближайшая к прижиму проточка обеспечивает положение
ограничителя, при котором прижим извлекается из проема верхней плиты для
замены пришедших в негодность пружин.
19
Рис.6.3. Скоба ограничительная
Рис.6.4. Скоба ограничи-
тельно- направляющая.
а)исп.I, б)испII.
Тип V – планки ограничительные оригинального изготовления, произвольной
формы и размеров. Применяются в случаях, когда не целесообразно применение
ограничителей иных типов.
Тип VI – ограничительные выступы на самом прижиме. Применяются при
небольших размерах прижимов, выталкивателей, когда размещение ограничителей
перечисленных типов не представляется возможным.
7. Направляющие элементы
Направляющие элементы служат для точного направления верхней половины
штампа относительно нижней. Направление необходимо для обеспечения
равномерных зазоров между рабочими частями, исключения поломки рабочих
частей.
В зависимости от назначения и размеров штампов наибольшее
распространение получили три основных типа направляющих узлов:
I – направляющие колонки и втулки;
II – направляющие призмы и планки
III – направляющие приливы и планки.
Направляющие элементы первого типа могут применяться в штампах любого
типа при выполнении некоторых условий:
-возникающие в процессе выполнения операции усилия, сдвигающие
верхнюю плиту штампа относительно нижней, взаимно уравновешены;
-возникающие сдвигающие усилия компенсированы противоотжимами.
Применение направляющих первого типа обязательно для разделительных
штампов, т.к. эти направляющие обеспечивают наиболее точное направление. При
невыполнении названных выше условий, направляющие первого типа
дублируются направляющими второго или третьего типов.
Направляющие второго типа применяются в формообразующих штампах
средних габаритных размеров.
Направляющие третьего типа применяются в формообразующих штампах
крупных размеров, в которых верхняя и нижняя плиты выполняются литыми из
литейных сталей (сталь 35Л и сталь 45Л) или из чугуна.
7.1. Колонки и направляющие
Существуют несколько типов колонок:
- гладкие;
- с проточкой;
- ступенчатые.
Наибольшее применение получили колонки с проточкой и ступенчатые, с
увеличенным диаметром посадочной части. Колонки с проточкой более
технологичны при изготовлении и надежны. В работе, проточка разделяет
посадочную и рабочую части. Посадочная часть выполняется с отклонениями от
номинала по квалитету r6, n6, а рабочая по h6 (рис. 7.1а). Типоразмеры колонок
регламентированы ГОСТом 73119-81.
Ступенчатые колонки применяются для сильнонагруженных штампов,
прецизионных штампов, работающих на быстроходных прессах – автоматах с
коротким рабочим ходом.
20