Шарифьянов Ф.Ш., Маркелов А.А. Проектированние штампованных поковок, получаемых на молотах и КГШП
Подождите немного. Документ загружается.

на металлорежущих станках они должны занимать определенное
положение относительно механизмов станка, осуществляющих
движения резания (подачи и главное движение). Процесс придания
определенного положения заготовке на станке называется
базированием (ГОСТ 21495 - 76).
От правильного базирования (ориентации) поковок при их
механической обработке зависят: точность взаимного расположения
обрабатываемых поверхностей; фактическая точность
обрабатываемых линейных размеров; сложность используемых
приспособлений, режущих и измерительных инструментов;
производительность обработки и т. д.
Кроме рационального базирования необходимо также
обеспечить неподвижность заготовки, например, на столе фрезерного
или сверлильного станка, или только вращательное движение при
обработке на токарных станках. Закрепление поковок на
металлорежущих станках осуществляют за отдельные поверхности на
заготовке, которые называются технологическими базами или же
базами механической обработки. В качестве баз рекомендуется
выбирать поверхности поковки простой формы (плоскости,
цилиндры), участки с минимальными штамповочными уклонами и
допусками. При обработке более сложных по конфигурации поковок
базами для обработки могут служить оси цилиндрических
поверхностей. Базовые поверхности должны быть образованы одной
половиной штампа. Базовые поверхности должны быть удобными
для установки и фиксации в приспособлениях при механической
обработке. В некоторых случаях для этой цели на поковке создаются
специальные выступы (напуски). Базовые поверхности за одну
установку поковки на станке должны обеспечить обработку
нескольких поверхностей. Не рекомендуется в качестве баз выбирать
поверхности поковки, на которые выходит облой.
Базы механической обработки (точнее их опорные точки)
указываются на чертеже поковки условными знаками (рис. 6).
Рис. 6. Условное изображение
опорных точек на видах: а - для
вида сбоку; б - для вида сверху
30
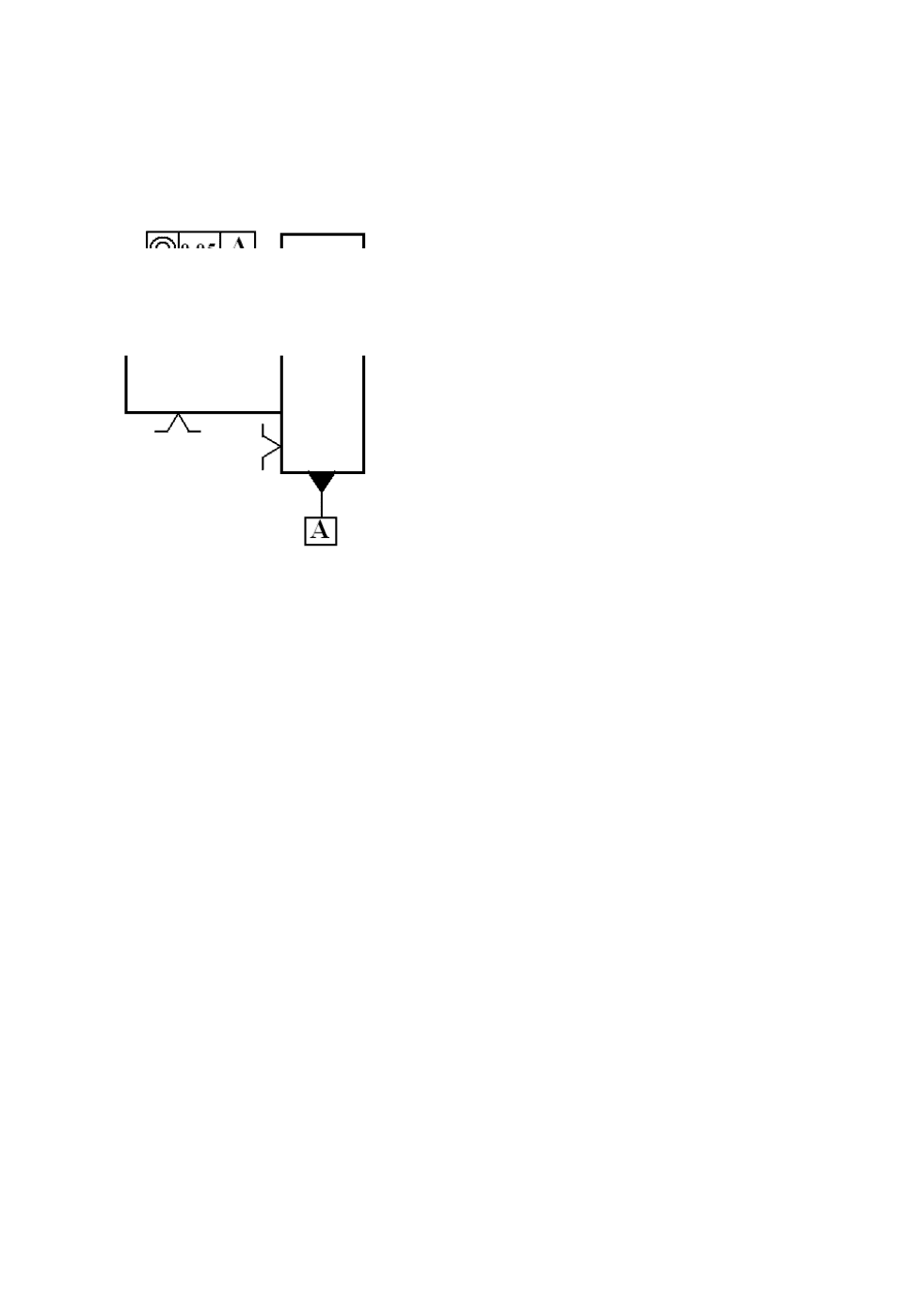
Пример простановки базовых поверхностей на чертежах
поковки приведен на рис. 7. На чертеже поковки также указывается и
измерительная база. Измерительной базой, согласно ГОСТ 21495-76,
называется поверхность, используемая для определения положения
заготовки относительно средств измерений. Эти базы обозначают
зачерненным треугольником (рис. 7).
Н а ч е р т е ж а х , в ы п о л н е н н ы х н а П Э В М , т р е у г о л ь н и к и н е з а ч е р н я ю т .
Рамку соединяют с базой
сплошной тонкой линией.
Размеры на поковке проставляют от
базы механической обработки.
3 . 7 . С о с т а в л е н и е т е х н и ч е с к и х т р е б о в а н и й
[8]
Чертеж поковки должен содержать
основные технические требования, которые располагают над
основной надписью (угловым штампом) чертежа. Содержание
технических требований рекомендуется располагать в следующей
последовательности:
1) термообработка и твердость; режим термической обработки
устанавливается предприятием–изготовителем;
2) класс точности изготовления;
3) степень сложности поковки;
4) группа стали;
5) исходный индекс;
6) группу по видам испытаний;
7) категорию прочности;
8) вид нагрева под штамповку;
9) тип штамповочного оборудования;
10) допускаемая величина заусенца;
11) допускаемая величина смещения штампов;
12)точность неоговоренных размеров поковки, допуски по
несоосности прошиваемых в поковках наметок к внешним контурам
поковки;
13) опускаемые отклонения по изогнутости, неплоскостности и
непрямолинейности (для плоских поверхностей), а также
Рис. 7. Пример простановки
базовых поверхностей на
чертеже поковки
31
радиальному биению (для цилиндрических поверхностей);
14) неуказанные на чертеже радиусы закруглений и
штамповочные уклоны.
Кроме того, в соответствии с ГОСТ 8479-70, на чертеже поковки
общего назначения диаметром (толщиной) до 800 мм из
конструкционной углеродистой, низколегированной и легированной
сталей, должны быть изложены технические требования,
регламентирующие отношения между потребителем и изготовителем
поковок. К ним относятся:
1) способ очистки поверхности поковок от окалины;
2) допустимая величина остатков облоя после обрезки;
3) глубина внешних дефектов и дефектов формы (коробление,
кривизна, несоосность отверстий и сечений).
Сюда же относятся данные о группе поковок по видам
испытаний и категории прочности, которые указываются в угловом
штампе или в технических требованиях.
По требованию заказчика в технические требования могут быть
включены:
1) указания мест маркировки;
2) указания мест отпечатка при испытании твердости;
3) указания мест вырезки образцов для механических
испытаний.
Место маркировки (клеймения) желательно указать на
необрабатываемой поверхности или же с учетом последовательности
механической обработки с тем, чтобы снятие клейменой поверхности
производилось после перенесения клейма на ранее обработанную
поверхность. Содержание маркировки приведено в [8, с.12, табл.5].
Место отпечатка твердости следует указать на плоской
поверхности (желательно необрабатываемой), учитывая удобства
укладки поковки на стол пресса Бринелля для испытания твердости.
Заготовки для образцов могут быть взяты путем вырезки из
поковки или специальной пробы, отдельно откованной из металла
той же плавки и по режиму, аналогичному для поковок. При этом
проба должна пройти термическую обработку совместно с партией
поковок. Количество образцов для механических испытаний от
каждой пробы должно быть: один – на растяжение, два – на ударную
вязкость. Размер образцов – 10 x 10 x 70 мм. Пример оформления
чертежа поковки приведен на рис. 9.
32
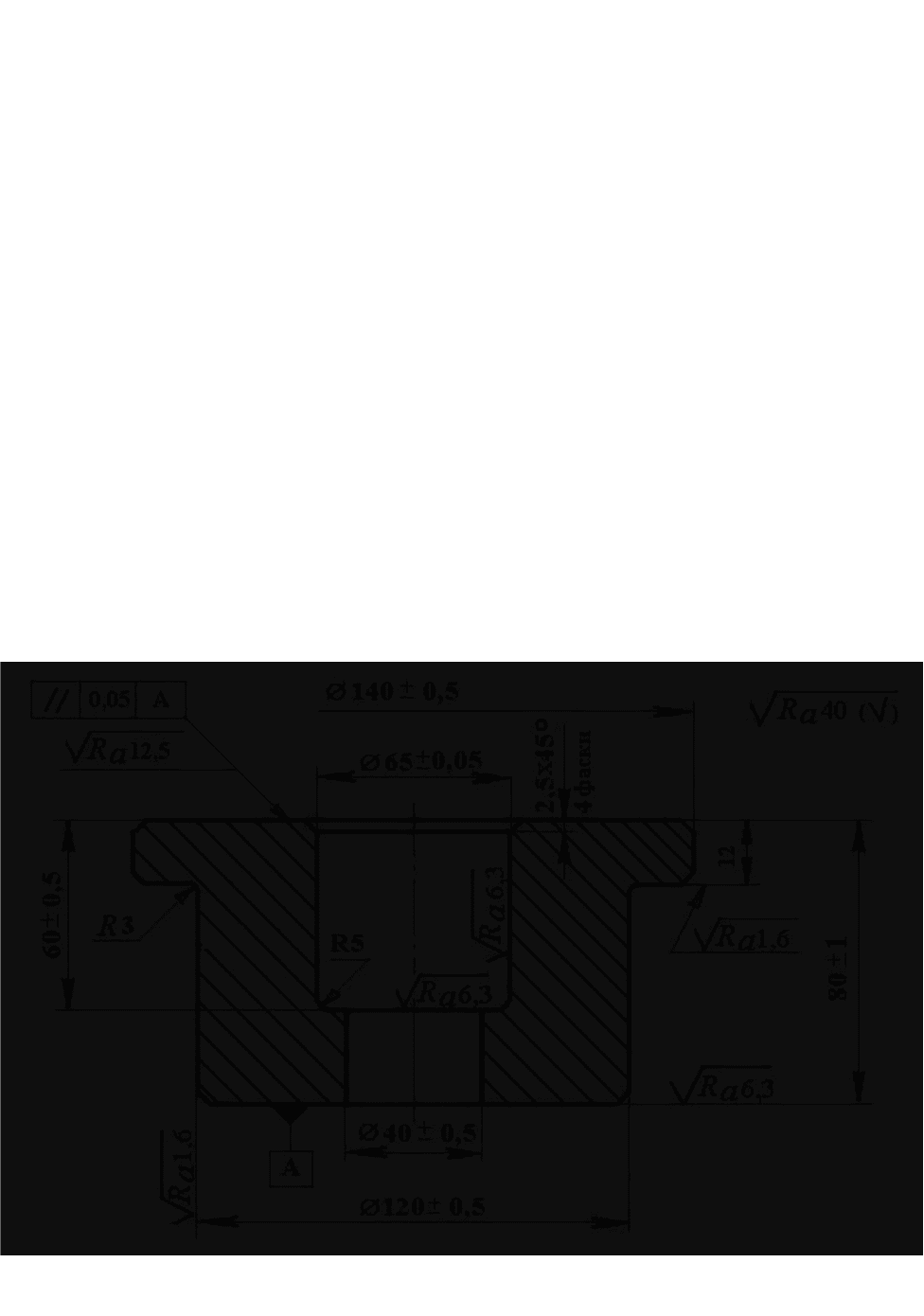
4. Пример проектирования штампованной поковки
В качестве примера приведем проектирование и расчет поковки
для детали типа “втулка”, чертеж которой представлен на рис. 8.
4.1. Отработка втулки на технологичность
Прежде чем приступить к расчету и проектированию поковки
необходимо деталь отработать на технологичность:
– определить каким способом и на каком оборудовании можно
произвести штамповку. При этом можно воспользоваться сведениями
приложения 1. Выбираем штамповку на КГШП в открытом штампе;
– уточнить по конфигурации детали, по массе, а также по
размерам ее отдельных элементов, возможность изготовления
поковки для данной детали или отдельных ее элементов
штамповкой.
Рис. 8. Чертеж детали (втулки)
33

Деталь в виде втулки имеет сквозное ступенчатое отверстие с
размерами Ø 65 мм и Ø 40 мм, а также фланцевую часть с Ø 140 мм
и толщиной 12 мм. При изготовлении отверстия штамповкой следует
учесть, что наметить отверстие в поковках можно на глубину: при
штамповке на молоте до h ≤ 0,8 D
д
; при штамповке на КГШП до
h ≤ D
д
; при штамповке на ГКМ до ≤ 3 D
д
. В нашем случае у втулки
h < D
д
, поэтому двухсторонняя наметка с плоской перемычкой при
штамповке на КГШП может быть выполнена. Остальные элементы
поковки также можно получить без излишних напусков;
– по массе детали определить вид исходной заготовки (слиток
или сортовой прокат). Наибольший диаметр детали составляет 140
мм, масса детали – 5,65 кг. Штамповку производим после
предварительной осадки, поэтому выбираем прутковую заготовку, у
которой диаметр будет меньше, чем диаметр поковки.
– по марке стали оценить ковкость. На чертеже детали указана
марка материала: Сталь 40Х ГОСТ 4543 - 71. Ковкость сталей
можно определить для отожженного состояния по данным [3,
с. 132…142]. Сталь 40Х в интервале температур испытания 700…
1200 °С имеет ковкость в пределах К
ψ
= 0,44….4,17 %/МПа [3, с. 133].
Эти значения К
ψ
характеризуют отличную ковкость стали 40Х (см.
табл. 1) при ковочных температурах.
4.2. Расчет (назначение) допусков и допускаемых
отклонений и припусков на поковку втулки
Для расчета и проектирования детали исходной информацией
является чертеж детали с техническими требованиями, техническое
задание на изготовление поковки. Рассмотрим выполнение расчета
поковки в следующей последовательности.
Пример. Деталь типа “втулка” (см. рис. 8).
Исходные данные по детали:
─ материал – сталь 40Х ГОСТ 4543-71;
─ масса детали – 5,65 кг;
─ нагрев заготовок – индукционный;
─ штамповочное оборудование – КГШП;
─ штамповка – открытая;
─ тип производства – серийное.
4.2.1. Расчет поковки.
34

Характеристика материала. Сталь 40Х относится к
легированным конструкционным (хромистым) сталям с содержанием
0,36…0,44 % С; 0,1…0,37 % Si; 0,5…0,8 % Mn; 0,8…1,1 % Cr [3, с.
14]. В отожженном состоянии Сталь 40Х имеет: твердость 217 НВ [9,
c. 65; ГОСТ 4543 - 71]. Сталь применяется в термически
обработанном состоянии. Хром значительно увеличивает
прокаливаемость стали. Сталь улучшаемая: температура закалки t
зак
=
860 °C (закалка в масло), отпуск при температуре t
отп
= 500 °C.
Механические свойства после термообработки: σ
0,2
= 785 МПа;
σ
в
= 980 МПа; δ = 10 %; ψ = 45 %; КСU = 59 Дж/см
2
; 385…420 НВ
[3,
с. 18; 9, с. 67]. Таким образом, после термообработки категория
прочности составляет КП785 (см. приложение 3). Технологические
режимы: интервал ковки 1180…830 °C (см. приложение 2) или [3, c.
219].
Группа испытаний. Судя по материалу – деталь ответствен-
ного назначения. Поэтому в техническом задании заказчик должен
указать группу испытаний поковки, например, группу IV (см.
приложение 4) с определением следующих механических
характеристик: σ
0,2
, σ
в
, δ, КСU, НВ. С отражением этих требований в
угловом штампе чертежа должна быть следующая надпись:
.
70 - ГОСТ8479 КП785 -IV Гр
71 - 4543 ГОСТХ40
В технических требованиях должна быть указана: “Группа
испытаний IV”.
Группа стали: Сталь 40Х с содержанием углерода
0,36…0,44 % С относится к группе М2.
Масса поковки. Расчетная масса поковки определяется по
формуле (1) и при коэффициенте К
р
= 1,6 составляет М
пок
= 9,0 кг.
Степень сложности поковки определяется по значению
коэффициента сложности, рассчитываемого по формуле (2). Для
втулки объем фигуры (цилиндра радиусом равным 7 см, высотой – 8
см), в которую она вписывается (πR
2
· H), составляет V
фиг
= 1231 см
3
,
а
масса фигуры (при плотности стали ρ = 7,8 г/см
3
)
равна М
фиг
= 9,6
кг. Тогда К
с
= 0,94. Для этого значения К
с
степень сложности
составляет – С1 (см. раздел 3.2.2, с. 16).
Класс точности определим по табл. 2. Для открытой
штамповки выдавливанием класс точности составляет – Т4.
По полученным данным по табл. 3 определяем исходный
индекс – 13.
35
Назначаем припуски и допуски на размеры детали по данным
табл. 4 и 5 и определяем размеры поковки с допускаемыми
отклонениями. Полученные результаты сводим в следующую
таблицу.
№
п/п
Размер
детали,
мм
Шерохо-
ватость
детали
R
a
, мкм
Основ.
припуск
Z
осн
Дополнитель-
ный припуск
Z
доп
Суммар-
ный
припуск
Z
Размеры
поковки,
мм
Допуск
на раз-
мер по-
ковки
Диаметральные размеры
1 1400,
5
12,5
1,7 0,3 - 2,0 144
+1,8
−1,0
2 1200,
5
1,6
2,0 0,3 - 2,3 124,5
+1,8
−1,0
3 650,0
5
6,3
1,8 0,3 - 2,1 ≈ 61
+0,9
−1,6
4 400,2 40 1,5 0,3 1,8 36,4 +0,9
−1,6
Длиновые (высотные) размеры
1 801 6,3 1,8 0,3 - 2,1
≈ 84
+1,8
−1,0
2 801 12,5 1,5 0,3 - 1,8
3 600,5
6,3
1,5 - - 1,5 60
+0,9
−1,6
4 12
1,6
1,7 0,3 - 2,0 13,8
+0,8
−1,4
6
Впадины и углубления в поковке, когда их оси параллельны направлению
движения одной из частей штампа, а диаметр не менее 30 мм, выполняют
глубиной до 0,8 их диаметра отверстия при изготовлении на молотах и прессах,
и до трех диаметров – при изготовлении на горизонтально-ковочных машинах.
4.2.2. Кузнечные напуски на размеры втулки. Кузнечные
напуски на поковке образованы штамповочными уклонами,
радиусами закругления внутренних углов и перемычкой, которая
будет удалена при обрезке облоя. Величина штамповочных уклонов
назначена согласно п. 3.3.1: для внешних поверхностей – 5° и для
внутренних – 7°. Радиусы закруглений установлены согласно
п. 3.3.2: наружные – 4 мм; внутренние – 6 мм.
Проектирование углублений и перемычек поковки втулки.
В соответствии с рекомендациями п. 3.4.1 выбрано углубление
(наметки) с двух сторон с плоской перемычкой. Наибольший диаметр
36
наметки вычислим по формуле (4). Наибольший диаметр верхней
наметки при значениях Z
ном
= 2,21 мм и D
д
=65 мм составит:
d
осн
= 65 – 2 ∙ 2,21= 61 мм; нижней - при Z
ном
= 1,8 мм и D
д
=40 мм
составит d
осн
= 40 – 2 ∙1,8= 36,5 мм.
Толщина плоской перемычки определяем по формуле (7). При
этом выбираем d
осн
= 36,5 мм для нижней наметки, приняв h
н
=20 мм.
мм5206,052025,05,3645,0 S
.
Радиус закругления у перемычки определяем по формуле (6)
при h
н
=20 мм; R
вн
= 6 мм. r = 6 +0, 1∙ 20 +2 = 10 мм.
Диаметр прошиваемого отверстия d
отв
определяем по формуле
(5) при d
осн
= 36,5 мм; h
в
=20 мм; s/2 = 5/2 мм; β = 7 мм; r = 10 мм.
d
отв
= 36,5 мм – 2[(20 – 5/2) 0,123 + 10] = 12,5 мм. Этот диаметр
также можно найти построением на эскизе, зная припуски на
отверстие и нижнюю поверхность 3 поковки (рис. 9), а также
воспользовавшись данными приложения 7. В нашем случае
построение дает d
отв
= 14 мм.
Наименьший диаметр наметки d
о
во внутренней плоскости
разъема штампа определяется по формуле (6) при значениях: d
отв
=
12,5 мм; r = 10 мм. d
о
= 12,5 + 2∙10 мм = 22,5 мм.
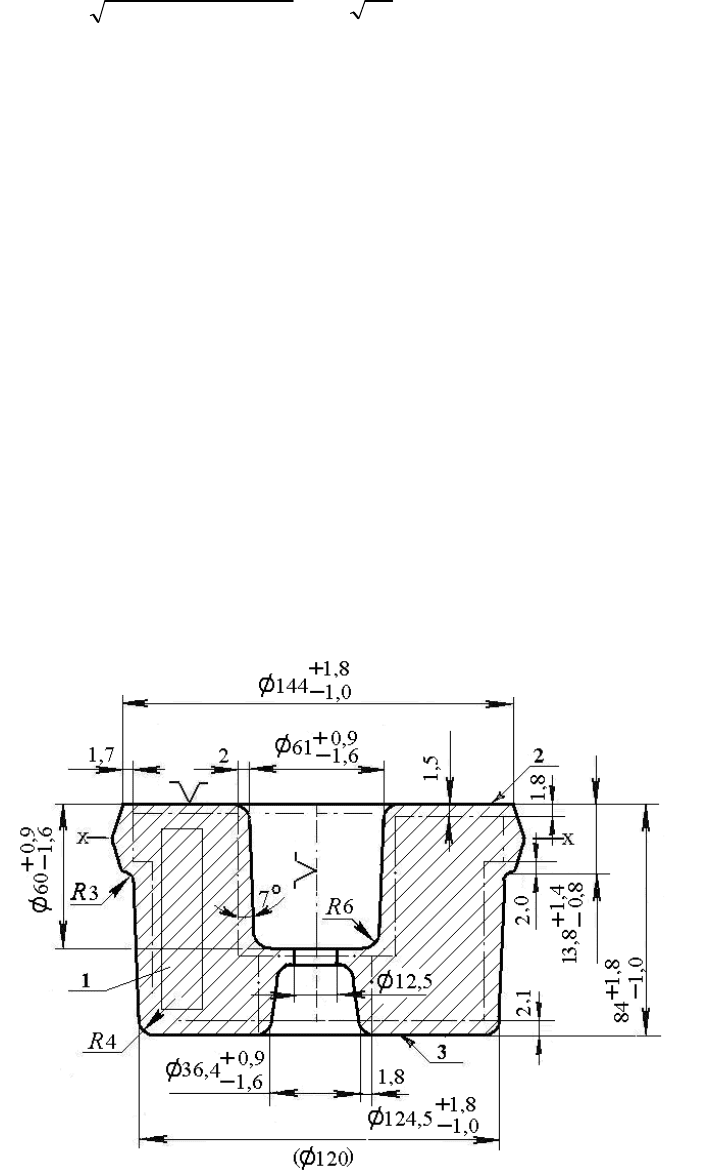
4.3. Составление чертежа поковки втулки
На рис. 9 представлен чертеж поковки втулки, выполненный в
соответствии с правилами п. 3. 6. 1.
37

Рис. 9. Чертеж поковки
4.4. Содержание технических требований на поковку втулки
В техническом требовании чертежа поковки должны
приводиться следующие сведения.
1. Т.О – закалка + отпуск, 385…420 НВ.
2. Класс точности – Т4.
3. Степень сложности – С1.
4. Группа стали – М2.
5. Исходный индекс – 13.
6. Вид нагрева под штамповку – индукционный.
7. Оборудование – КГШП.
8. Допускаемая величина облоя – 0,9 мм.
9. Допускаемая величина смещения по поверхности объема
штампов – 0,3 мм.
10. Допускаемые отклонения от плоскостности – 0,6 мм.
11. Неуказанные радиусы закруглений – 4 мм.
12. Неуказанные штамповочные уклоны: наружные – 5
о
,
внутренние – 7
о
.
13. Способ очистки – гидропескоструйный.
14. Глубина внешних дефектов – не более половины припуска.
15. 1–место отбора образцов для испытаний.
16. 2–место маркировки.
17. 3–место отпечатка при испытании на твердость.
18. Группа испытаний – IV.
19. Категория прочности КП 785 ГОСТ 8479-70.
5. Расчет размеров исходной заготовки для штампованной
поковки
После разработки чертежа поковки и определения ее объема V
n
можно рассчитать объем исходной заготовки V
исх.
, который будет
больше объема поковки на величину объема следующих отходов:
облоя V
об
, удаляемых перемычек V
пер
, клещевины V
кл
, а также на
угар (окалину) V
уг
:
V
исх
=V
п
+V
уг
+V
об
+V
пер
+V
кл
(12)
38

Потери металла на угар V
уг
зависят от способа нагрева и
учитываются коэффициентом угара К
уг
относительно объема
поковки V
п
V
уг
=К
уг
V
п
/100. (13)
При нагреве в пламенных печах К
уг
= 1…2 %, а для
безокислительного нагрева – К
уг
= 0,5…1 %.
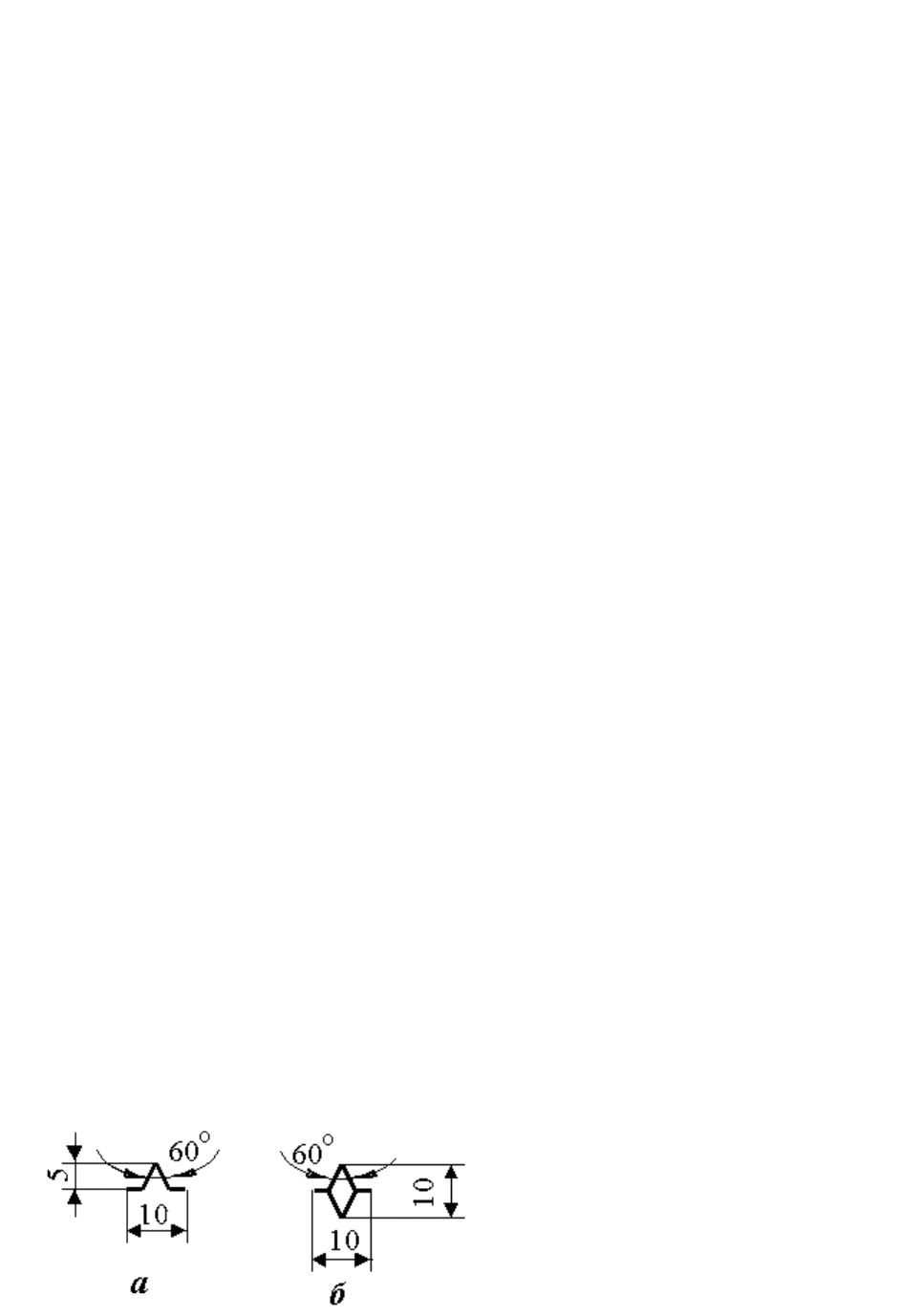
Основные размеры наиболее распространенных облойных
канавок приведены на рис. 10 и в табл. 9 [4, с. 105; 5, с. 64–65, 183].
Облойная канавка прессового штампа, в отличие от молотового,
является открытой, т. е. зазор между нижней и верхней частями
штампа h
м
выполняют до границы штампа (см. рис. 10, б). Такая
конструкция канавки штампа предусмотрена во избежание
заклинивания штампов, так как КГШП имеет фиксированное нижнее
положение ползуна за счет кривошипного вала и не допускает
беззазорного положения половин штампа.
Площадь поперечного сечения облойной канавки молотового
штампа F
ok
складывается из площади поперечного сечения мостика
шириной в
o
и магазина шириной в
м
. Для штампов КГШП главной
характеристикой облойной канавки служит площадь поперечного
сечения мостика, определяемая по формуле F
м
=в
o
h
o
. (14)
Рис. 10. Облойные канавки штампов ГОШ: а – молотовой штамп; б –
прессовый штамп
Для выбора типа канавки необходимо найти требуемую
толщину облоя h
o
или усилие КГШП, которые зависят от размеров
39