Шарифьянов Ф.Ш., Маркелов А.А. Проектированние штампованных поковок, получаемых на молотах и КГШП
Подождите немного. Документ загружается.

0,5 –0,5 –0,7 –0,8 –0,9 –1,0 –1,1 –1,2
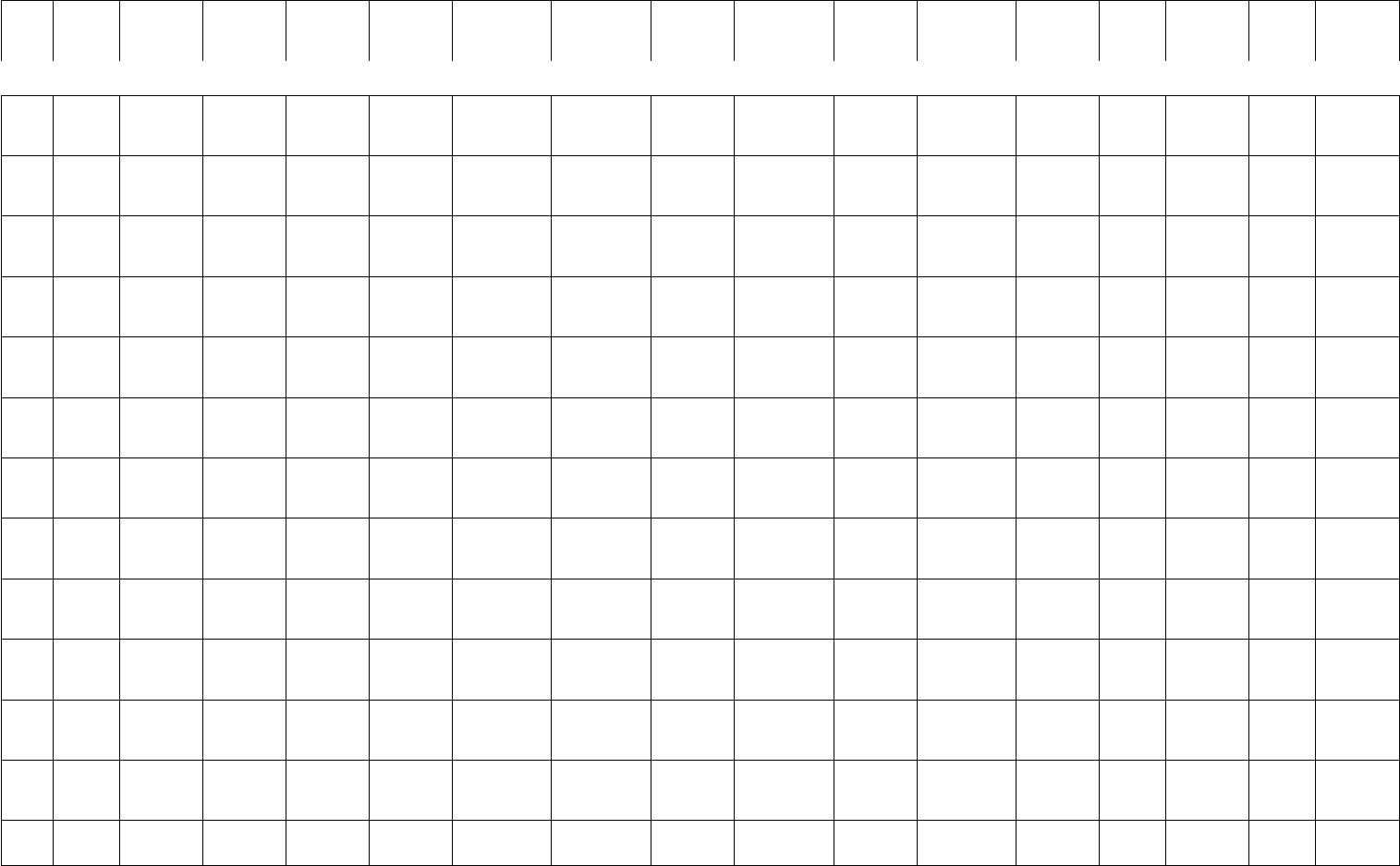
Продолжение таблицы 5
11 1,6 +1,1
–0,5
2,0 +1,3
–0,7
2,2 +1,4
–0,8
2,5 +1,6
–0,9
2,8 +1,8
–1,0
3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,0 +2,7
–1,3
12 2,0 +1,3
–0,7
2,2 +1,4
–0,8
2,5 +1,6
–0,9
2,8 +1,8
–1,0
3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,0 +2,7
–1,3
4,5 +2,4
–1,2
13 2,2 +1,4
–0,8
2,5 +1,6
–0,9
2,8 +1,8
–1,0
3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,0 +2,7
–1,3
4,5 +3,0
–1,5
5,0 +3,3
–1,7
14 2,5 +1,6
–0,9
2,8 +1,8
–1,0
3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,0 +2,7
–1,3
4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
15 2,8 +1,8
–1,0
3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,0 +2,7
–1,3
4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
16 3,2 +2,1
–1,1
3,6 +2,4
–1,2
4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
17 3,6 +2,4
–1,2
4,0 +2,7
–1,3
4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
18 4,0 +2,7
–1,3
4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
9,0 +6,0
–3,0
19 4,5 +3,0
–1,5
5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
9,0 +6,0
–3,0
10,0 +6,7
–3,3
20 5,0 +3,3
–1,7
5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
9,0 +6,0
–3,0
10,0 +6,7
–3,3
11,0 +7,4
–3,6
21 5,6 +3,7
–1,9
6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
9,0 +6,0
–3,0
10,0 +6,7
–3,3
11,0 +7,4
–3,6
12 +8,0
–4,0
22 6,3 +4,2
–2,1
7,1 +4,7
–2,4
8,0 +5,3
–2,7
9,0 +6,0
–3,0
10,0 +6,7
–3,3
11,0 +7,4
–3,6
12 +8,0
–4,0
13,0 +8,6
–4,4
23 7,1 +4,7 8,0 +5,3 9,0 +6,0 10,0 +6,7 11,0 +7,4 12 +8,0 13,0 +8,6 14,0 +9,2
20

–2,4 –2,7 –3,0 –3,3 –3,6 –4,0 –4,4 –4,8
21

– на отклонения от прямолинейности. Устанавливаются на
размеры поковки стержневого типа (удлинение поковки) при L/D(В)
2, перпендикулярные плоскости разъема, также по табл. 5 ГОСТ
7505-89;
– на отклонение межосевого расстояния. Назначаются на
размеры диаметров наружных выступов и отверстий с
параллельными осями, независимо от способа штамповки.
Общий припуск определяется суммированием основного Z
осн
и
дополнительного Z
доп
припусков:
,
1
допосн
n
i
ZZ
Z
где n – число дополнительных припусков на одну поверхность.
3.3. Назначение кузнечных напусков
Напуск – увеличение припуска с целью упрощения
конфигурации поковки из-за невозможности или нерентабельности ее
изготовления. Кузнечные напуски образуются на поковке
штамповочными уклонами, радиусами закругления внутренних
углов, не пробитой перемычкой в отверстиях и назначаются на те
поверхности детали, которые невозможно получить операциями
штамповки. Такими элементами детали могут быть:
- проточки, расположенные в плоскостях, перпендикулярных к
направлению перемещения подвижной части штампа;
- выступы и углубления, которые целесообразно выполнить при
последующей механической обработке;
- небольшие канавки и отверстия малого диаметра и т. д.
3.3.1. Назначение штамповочных уклонов. Для облегчения
извлечения поковки из ручья на все поверхности, перпендикулярные
плоскости разъема, назначаются штамповочные уклоны: наружные α
и внутренние β
(см. рис. 4). Внутренние уклоны выполняются
несколько большими, чем наружные, так как поковка при остывании
уменьшает свои размеры и охватывает выступы штамповочного
ручья, затрудняя извлечение поковки из штампа.
Штамповочные уклоны назначаются по ГОСТ 7505-89 на все
вертикальные поверхности поковок. Их величину рекомендуется
принимать при штамповке на молотах равными 7° для внешних, и 10°
для внутренних поверхностей, а при штамповке на прессах с
выталкивателем соответственно - 5
о
и 7°. Однако при проектиро-
22

вании поковок, штампуемых на КГШП выдавливанием (см. рис. 4, в),
можно воспользоваться значениями штамповочных уклонов,
приведенными в табл. 6.
Таблица 6
Значения штамповочных уклонов в зависимости от отношения
высоты ребра к его ширине
Рекомендуется Допустимо
h : В α, град β, град h : В α, град β, град
До I I 1,5 До 2 I 1,5
3 2 3,0 4 2 3,0
4 3 5,0 6 3 5,0
3.3.2. Установление радиусов закруглений. Радиусы
закруглений бывают наружные R
нар
, образующиеся при заполнении
металлом углов в углублениях штампов и внутренние R
вн
, образуемые
выступами штампов при вдавливании их в заготовку (см. рис. 4).
Наружные радиусы закруглений на поковках
предусматриваются для снижения усилий, необходимых для
заполнения углов ручьев штампа. Они также обеспечивают плавное
изменение направления волокон структуры материала поковок,
снижают концентрацию напряжений и предотвращают образование
разгарных трещин в углах гравюры ручья штампа.
Внутренние радиусы закруглений R
вн
влияют на условия течения
металла, стойкость штампов и качество поковки.
Значения радиусов закруглений внешних углов установлены
ГОСТ 7505-89 и зависят от массы поковок и глубины полости ручья.
Некоторые их значения приведены в табл. 7.
Таблица 7
Значения наименьших радиусов закруглений внешних углов R
нар
штампованных поковок по ГОСТ 7505-89
Масса поковки, кг
Минимальная величина внешних радиусов
закруглений R
нар
, мм, при глубине полости ручья
штампа h, мм
до 10 включ. 10…25 25…50 св. 50
до 1,0 включ. 1,0 1,6 2,0 3,0
св. 1,0 до 6,3 1,6 2,0 2,5 3,6
св. 6,3 до 16,0 2,0 2,5 3,0 4,0
св. 16,0 до 40,0 2,5 3,0 4,0 5,0
св. 40,0 до 100,0 3,0 4,0 5,0 7,0
св. 100,0 до 250,0 4,0 5,0 6,0 6,0
23
Значения внутренних радиусов закруглений R
вн
на поковках
должны быть примерно в 3…4 раза больше принятых для данной
поковки наружных радиусов закруглений. При назначении радиусов
закруглений необходимо стремиться к их унификации в каждой
поковке, поскольку это существенно снижает трудоемкость
изготовления штампа и режущего инструмента.
Значения радиусов закруглений рекомендуется выбирать из
ряда: 0,8; 1; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12,5; 15; 20; 25; 30. Значения
внутренних радиусов закруглений R
вн
можно также выбирать по
табл. 8.
Таблица 8
Значения внутренних радиусов закруглений R
вн
Высота ребра h,
мм
Радиус R
вн
,
мм
Высота ребра h,
мм
Радиус R
вн
,
мм
До 5 3 Св. 25 до 35 вкл. 8
Св. 5 до 10вкл. 4 35…50 10
10…16 5 50…70 12,5
16…25 6 70…100 18
3.4. Проектирование углублений и перемычек
Сквозные отверстия в поковках при объемной штамповке за
одну операцию получить невозможно (за исключением ГОШ на
ГКМ). Поэтому в поковке делают углубление (наметку) под
отверстие с одной или с двух сторон. Между верхней и нижней
наметками располагается перемычка (после удаления - выдра). Форма
наметок и перемычек зависит от размеров конструктивных элементов
поковки. На рис. 5 приведены различные варианты конструкций
перемычек в наметках.
На практике возможно получение наметок с диаметром d
осн
более 24 мм.
Этот размер можно вычислить по следующей эмпирической
формуле
d
осн
= 24 + 0,0625 ∙ D
п
, (3)
где D
п
– диаметр поковки, мм (см. рис. 5, д).
Рассмотрим некоторые правила проектирования наметок.
3.4.1. Наметка с плоской перемычкой (рис. 5, д). Плоская
перемычка наиболее проста по конфигурации и позволяет
24

использовать относительно несложные в изготовлении штампы с
коническими знаками. Поэтому таким перемычкам отдают
предпочтение, и они находят наибольшее применение.
Рекомендуется плоскую перемычку смещать несколько ниже
середины высоты поковки, т. е. наметка образуется верхним знаком
штампа глубиной h
в
≤ d
осн
; нижним знаком – глубиной h
н
≤ 0,8 d
осн
.
Наибольший диаметр наметки определяется по формуле
d
осн
= D
Д
– 2Z
ном,
(
4)
где Z
ном
– номинальный припуск на обработку.
Диаметр прошиваемого отверстия наметки d
отв
выбирается
меньше требуемого диаметра отверстия детали Д
Д
с учетом припуска
на механическую обработку Z
ном
и радиуса закругления у перемычки
r, штамповочного уклона β и высоты наметки h
в
:
d
отв
= d
осн
– 2 [(h
в
–S/2) tg β + r]. (5)
где β = 7° при штамповке на прессе и β = 10° – на молоте.
Радиус закругления у перемычки определяется по формуле
мм.21,0
ввн
hRr
(6)
Толщина плоской перемычки может быть определена по
следующей формуле:
.6,0525,0d45,0
ввосн
hhS
(7)
Затем рассчитывается наименьший диаметр наметки d
о
во
внутренней плоскости разъема штампа по формуле
d
о
= d
отв
+ 2r (8)
Наметку сквозных отверстий с последующей прошивкой
перемычки производят, если их диаметр больше или равен высоте
поковки, но не менее 30 мм, т. е.
.мм30
п
Д
HD
(9)
3.4.2. Глухая наметка (рис. 5, б). Если углубление наметки h >
0,85D
д
и после назначения радиуса закругления наметки R
1
,
вычисленного по формуле (10), не остается плоского участка, то
прошивка отверстия не выполняется. В этом случае ограничиваются
односторонней или двухсторонней так называемой «глухой
наметкой» (см. рис. 5, б) без последующей прошивки отверстия.
Наибольший диаметр глухой наметки D вычисляется по
формуле (2). Внутренний штамповочный уклон β
выбирается по
рекомендациям, приведенным в разделе 3.3.
25
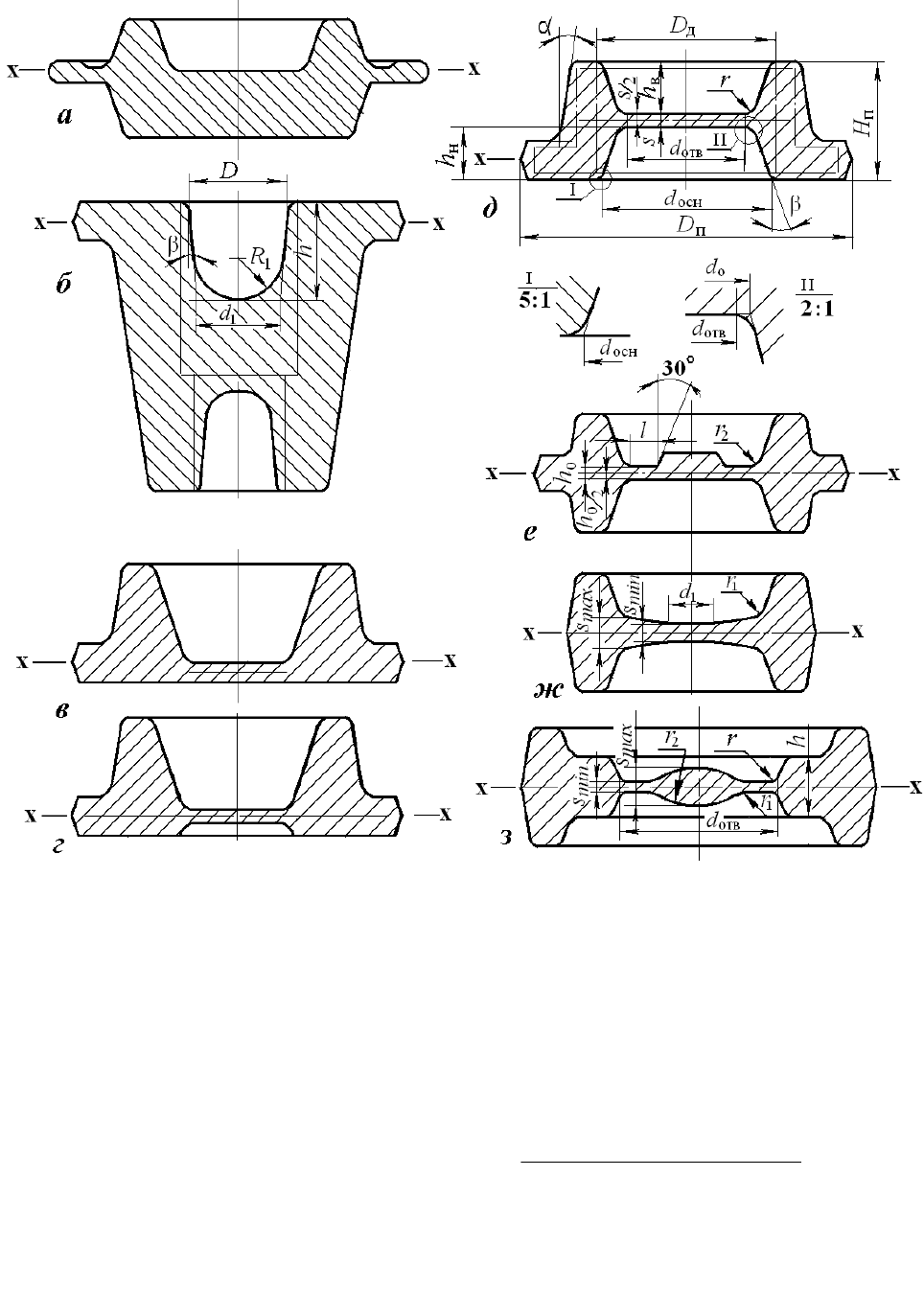
Рис. 5. Перемычки в наметках отверстий: а, б – глухая; в, г, д – плоская;
е – с магазином; ж – с раскосом; з – с карманом. dосн – диаметр основания перемычки
(наибольший диаметр наметки); dотв – диаметр прошиваемого отверстия; d
о
– наименьший
диаметр наметки в плоскости разъема штампа; h
в
– глубина верхней наметки; h
н
– глубина
нижней наметки; α – наружный штамповочный уклон; β – внутренний штамповочный
уклон; S – толщина перемычки; Д
Д
– диаметр отверстия детали; r – радиус закругления у
перемычки; D
п
– наибольший размер поковки в плоскости разъема.
Радиус закругления глухой наметки R
1
определяется по формуле
)
2
β/(45 2tg
о
1
D
R
.
(10)
Следует учесть, что при β = 10° радиус R
1
= 0,595·d
О
(11)
26
Зная D, β и R
1
можно конструктивно оформить конфигурацию
глухой наметки.
3.4.3. Наметка с перемычкой с раскосом (рис. 5, ж)
рекомендуется при соотношении размеров поковки h / dотв < 0,4.
Часто используется для предварительных (черновых) ручьев.
Перемычка с раскосом имеет участки с разной толщиной s
min
=0,65 s и
s
max
= 1,35 s.
Диаметр плоской части перемычки d
1
определяют по формуле
d
1
= 0,12 d
отв
+ 3 мм.
Радиус закругления при перемычке с раскосом r
1
определяют из
выражения r
1
=
R
вн
+0,1 h
в
+ 2 мм.
Значения толщины перемычки s, глубины наметок h
в
и h
н
,
диаметра пробиваемого отверстия в поковке d
отв
определяются
аналогично случаю с плоской перемычкой.
3.4.4. Наметка с перемычкой с карманом (рис. 5, з)
используется при штамповке низких поковок (Н
д
/ D
д
< 0,4) для
окончательных ручьев, если в предварительном ручье
использовалась наметка с плоской перемычкой. Выбор
окончательного ручья с такой наметкой позволяет снизить усилия
штамповки и приводит к повышению стойкости знаковых частей
штампа.
Толщина перемычки также имеет два размера:
отв
4,0 ds
min
;
minmax
ss 5
.
Радиусы закругления r
2
подбирается графически, а r
1
вычисляют по
формуле r
1
= 5 h.
3.4.5. Наметка с перемычкой c магазином (рис. 5, е). Поковки
с такой перемычкой получаются в окончательном ручье штампа в
случае, если в предварительном ручье поковка штамповалась с
перемычкой с раскосом. Наличие магазина во внутренней полости
ручья штампа желательно и в том случае, если по каким – либо
причинам, будет затруднено вытеснение металла заготовки в облой
при окончательной штамповке. Перемещение металла во
внутреннюю полость проходит без особых затруднений. С целью
экономии металла вместо магазина в перемычке можно штамповать
небольшие поковки, вмещаемые в отверстие основной. Причем
величина радиуса закругления r
2
должна быть вдвое меньше
соответствующего радиуса в предварительном ручье. Эту величину
можно брать равной внутреннему радиусу закругления поковок R
вн
.
27
Размеры h
0
/2 определяют также, как и нормальной облойной
канавки штампа для данной поковки (рис. 10).
Ширина кольцевой части перемычки l (рис. 5, е) зависит от
ширины мостика штампа b
о
(см. рис.10 и табл.9)
и определяется как l
= (1,25…1,5) b
о
.
После назначения припусков, штамповочных уклонов и
радиусов закруглений, определения конфигурации перемычки,
рассчитываются размеры поковки и окончательно уточняется ее
масса. Для удобства и ускорения расчетов следует пользоваться
таблицей перевода угловых значений штамповочных уклонов в
линейные размеры поковок (приложение 7). При этом следует
убедиться, что уточненная масса поковки находится в пределах
массы той поковки, для которой были назначены припуски по табл. 4.
3.5. Назначение допусков
Допуск – отклонение размеров поковки от номинального,
обусловленное неточностью изготовления, недоштамповкой,
износом ручья штампа и т. д.
Допуски и допускаемые отклонения линейных размеров
поковок назначаются в зависимости от исходного индекса и размеров
поковки по табл. 8 ГОСТ 7505-89. Допускаемые отклонения
внутренних размеров поковки должны устанавливаться с обратными
знаками.
Кроме допускаемых отклонений линейных размеров ГОСТ
7505-89 предусматривает также допустимые величины смещения по
поверхности разъема штампа, остаточного облоя, допускаемые
отклонения по изогнутости, от плоскостности для плоских
поверхностей, межцентровых расстояний, угловых элементов.
Значения этих допускаемых отклонений приведены в табл. 9, 10, 13,
14, 16 ГОСТ 7505-89.
3.6. Оформление чертежа поковки
Исходной информацией для разработки чертежа поковки
является чертеж детали.
3.6.1. Правила выполнения чертежа. При проектировании
поковки должны быть соблюдены следующие общепринятые
28

правила выполнения чертежа в соответствии с требованиями
стандартов и правила выполнения чертежей поковок согласно
[5, с. 37…46].
1. Готовую деталь на чертеже поковки показывают
штрихпунктирной линией или сплошной тонкой линией, давая лишь
необходимые контуры детали, наглядно показывающие наличие
припуска на обработку. Изображение готовой детали следует давать
преимущественно только один раз, не повторяя его в других
проекциях поковки.
2. Поковку желательно вычерчивать в том положении,
которое она занимает в штампе.
3. Чертеж поковки, как правило, должен быть выполнен в
масштабе изображения чертежа детали или же в масштабе 1:1.
Однако допускается уменьшение масштаба до 1:2 при вычерчивании
крупных поковок размером более 750 мм или, наоборот, увеличение
до 2:1 для мелких поковок сложных форм размером менее 50 мм.
4. Чертёж поковки допускается выполнять на копии чертежа
детали, при этом подписи разработчика поковки и нормоконтролера
помещают под основной надписью.
5. Система простановки размеров поковки должна
соответствовать системе простановки размеров детали и учитывать:
а) исходные базы механической обработки;
б) удобство проверки величины припуска путем сравнения
размеров на чертеже поковки с размерами готовой детали;
в) простоту разметки поковки при контроле.
На чертеже поковки не рекомендуется указывать размеры
напуска и размеры, определяющие положение линии разъема на
поковке, а также не следует проставлять размеры от линии разъема.
Все размеры на чертеже поковки проставляются с допусками, что
необходимо для контроля поковок.
6. На чертеже поковки допускается наносить под размерной
линией поковки размеры детали в круглых скобках или же
проставлять величины припусков отдельными выносными и
размерными линиями.
7. Расположение плоскости разъема формообразующих
поверхностей штампа следует изображать тонкой штрихпунктирной
линией, обозначенной на концах знаком х-- --х.
3.6.2. Базы механической обработки. При обработке поковок
29