Севостьянов А.Г. и др. Механическая технология текстильных материалов
Подождите немного. Документ загружается.

3) гидравлический способ, когда уточная нить предвари-
тельно отмеренной длины с неподвижной паковки вносится
в зев струей воды, выходящей под давлением из форсунки;
4) специальный захват перемещается в зеве с помощью
жестких или гибких рапир и вводит уточную нить в зев с не-
подвижной паковки;
5) пневморапирный способ, когда уточная нить с неподвиж-
ной паковки принудительно с пбстоянной скоростью подается
к правой рапире и сжатым воздухом продувается в каналах
рапир (этот способ является комбинацией рапирного и пнев-
матического способов).
Прокладывание уточной нити на челночном станке .
челнок и его устройство
Челнок обыкновенного ткацкого станка представляет собой об-
текаемой формы тело с полостью для уточной паковки. Устрой-
ство челнока определяется видом паковки уточной пряжи, спо-
собом смены паковки, характером перемещения'челнока в зеве
и видом перерабатываемой нити. Уточная паковка может быть
в форме початка, намотанного на прядильной или на уточно-
перемоточной машине. Для автоматических ткацких станков
в хлопчатобумажном ткачестве изготовляют челноки пяти но-
меров в зависимости от конструкции и ширины станков по
берду и ассортимента вырабатываемых тканей, а также в за-
висимости от длины шпули и диаметра намотки пряжи на ней.
Челнок работает в сложных динамических условиях, поэтому
корпус его изготавливают из хорошо выдержанного дерева
твердых пород. Чтобы повысить стойкость челноков, в торцы
корпуса запрессовывают стальные закаленные мыски, а сам
корпус с двух или трех стороц оклеивают фиброй.
боевые механизмы
Боевые механизмы сообщают челноку необходимую скорость и
направление движения через зев. Боевые механизмы по-способу
передачи движения разделяются на кулачковые, кривошипные,
пружинные и пневматические. Наиболее распространены кулач-
ковые механизмы, в которых кулачок используется и как ве-
дущий орган, и как ведомый. По расположению деталей на
станке боевые механизмы разделяются на три вида: нижнего,
среднего и верхнего боя. Широко используются механизмы
среднего боя. Боевые механизмы устанавливают с обеих сторон
ткацкого станка, так как бой происходит попеременно (то
с одной, то с другой стороны станка), поэтому боевые кулачки
повернуты на среднем валу один относительно другого на 180°.
Это означает, что за каждый полуоборот среднего вала проис-
ходит один удар и средний вал вращается с частотой в 2 раза
меньшей, чем главный вал.
При выработке тканей на станках с многочелночными ме-
IB 15 15
a
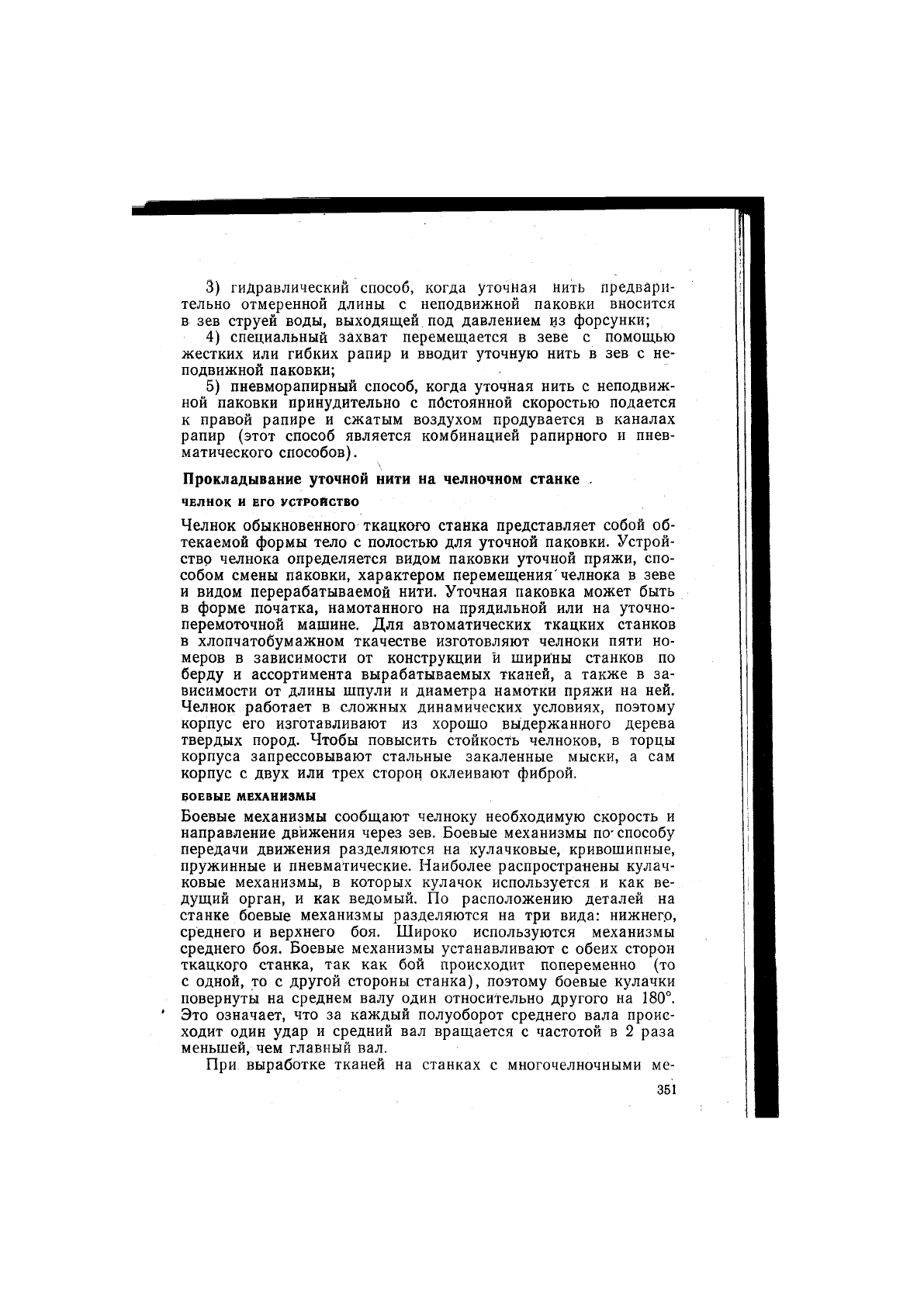
Рис. 11.34. Схемы боевого
механизма (а) и боевого
кулачка (б) челночного
ткацкого станка
ханизмами часто необходимо производить бой не поочередно
с каждой стороны, а в более сложной последовательности. По
очередности боя боевые механизмы разделяются на механизмы
последовательного и произвольного боя.
На рис. 11.34 приведена схема боевого механизма среднего
боя — автоматического ткацкого станка. На среднем валу 1
станка закреплен боевой кулачок 2, который своим мыском 3
действует на боевой каточек 4. Через боевой каточек поворачи-
вается на некоторый угол веретено 6 с укрепленным на нем
рычагом (стременем) 5. Проушина рычага через короткий хо-
мутик 21, брусок 20, длинный хомутик 11 отклоняет погонялку
9 на некоторый угол и через гонок 8 сообщает движение чел-
ноку 7. Стрелка 10 препятствует перемещению хомутика вверх.
Для обеспечения правильного полета челнока верхний конец
погонялки с гонком движется по прямой линии. Нижний конец
погонялки вставлен в прорезь башмака 12, профиль нижней
части которого представляет дугу, описанную радиусом, рав-
ным расстоянию от центра выреза гонка до плоскости крон-
штейна 17, укрепленного на подбатанном валу 18. Во время
работы станка башмак свободно катится по кронштейну. Язы-
чок 14 и погонялка прижимаются к ролику 13 ремнем 15, ниж-
ний конец которого соединен с отжимным блочком 16. На этот
блочек действует спиральная пружина, возвращающая пого-
нялку в исходное положение. Башмак имеет продольный вы-
рез, в который входит прилив 19 кронштейна 17, вследствие
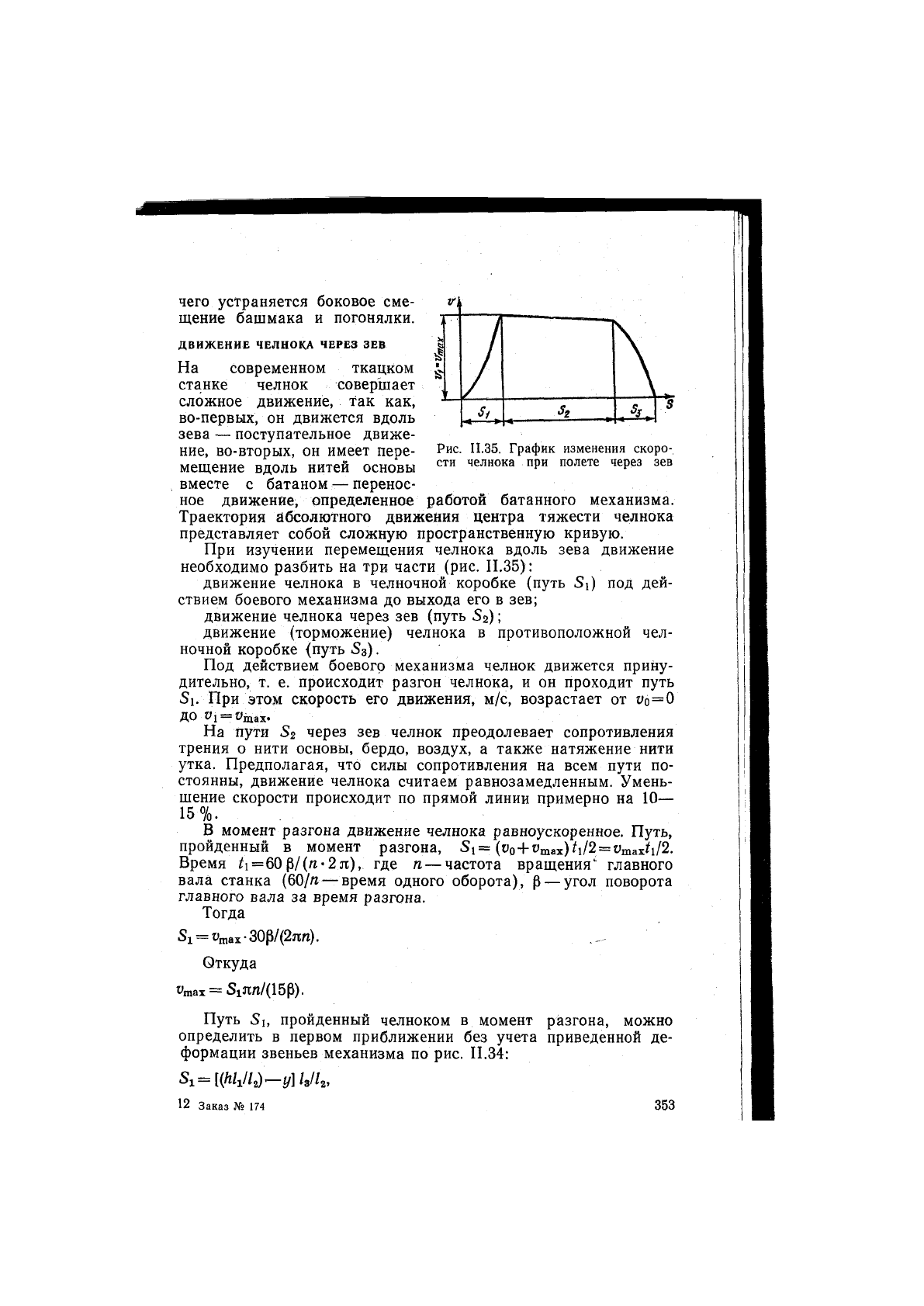
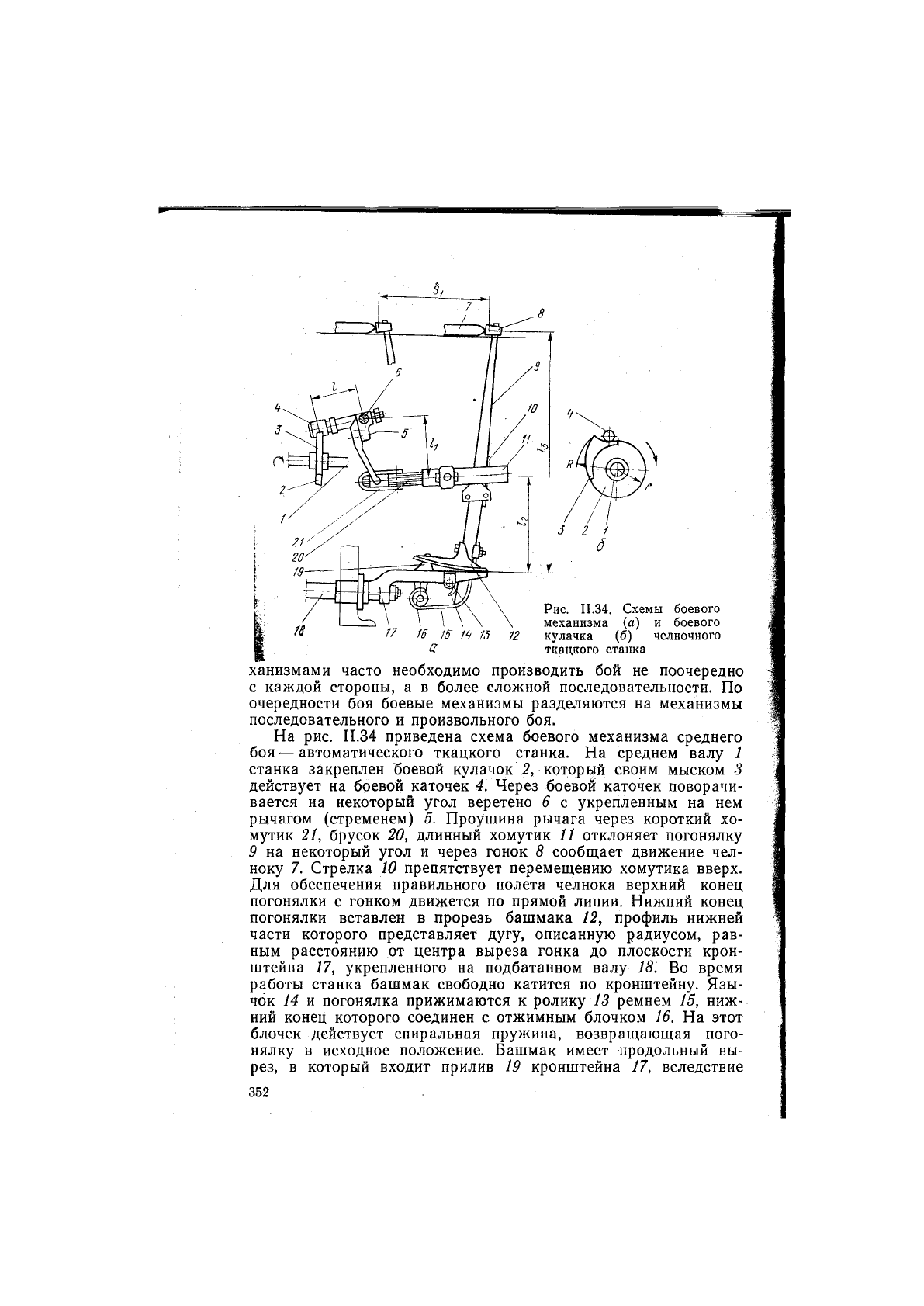
Рис. 11.35. График изменения скоро-
сти челнока при полете через зев
чего устраняется боковое сме- v
щение башмака и погонялки.
ДВИЖЕНИЕ ЧЕЛНОКА ЧЕРЕЗ ЗЕВ
На современном ткацком
станке челнок совершает
сложное движение, так как,
во-первых, он движется вдоль
зева — поступательное движе-
ние, во-вторых, он имеет пере-
мещение вдоль нитей основы
вместе с батаном — перенос-
ное движение, определенное работой батанного механизма.
Траектория абсолютного движения центра тяжести челнока
представляет собой сложную пространственную кривую.
При изучении перемеш,ения челнока вдоль зева движение
необходимо разбить на три части (рис. 11.35):
движение челнока в челночной коробке (путь Sj) под дей-
ствием боевого механизма до выхода его в зев;
движение челнока через зев (путь Sj);
движение (торможение) челнока в противоположной чел-
ночной коробке {путь 5з).
Под действием боевого механизма челнок движется прину-
дительно, т. е. происходит разгон челнока, и он проходит путь
Si. При этом скорость его движения, м/с, возрастает от Uo=0
до
Oi
= Omax.
На пути Зг через зев челнок преодолевает сопротивления
трения о нити основы, бердо, воздух, а также натяжение нити
утка. Предполагая, что силы сопротивления на всем пути по-
стоянны, движение челнока считаем равнозамедленным. Умень-
шение скорости происходит по прямой линии примерно на 10—
15%.
В момент разгона движение челнока равноускоренное. Путь,
пройденный в момент разгона, Si=
(Do
+ t)max)^l/2 = ymax^l/2.
Время
^1
= 60 р/(/г"2я), где п — частота вращения' главного
вала станка (60/п-—время одного оборота), р — угол поворота
главного вала за время разгона.
Тогда
Si = t^„ax-30p/(2nn).
Откуда
Vmax = Sinn/(15p).
Путь Si, пройденный челноком в момент разгона, можно
определить в первом приближении без учета приведенной де-
формации звеньев механизма по рис. 11.34:
12 Заказ № 174 353
где (Я—г) — вертикальное отклонение центра касания ролика 4 под дей-
ствием мыска 3 кулачка; у —холостой ход хомутика // до соприкосновения
с погонялкой.
Путь Si регулируют, перемещая стремя 5 по приливу ве-
ретена или изменяя зазор между хомутиком и погонялкой,
а также изменяя плечо /г. Вследствие деформации звеньев ме-
ханизма в действительности челнок пройдет путь, значительно
меньший расчетного. Суммарная приведенная деформация
весьма значительна и колеблется от 40 до 100 мм.
•• •
• \
Прокладывание уточной нити ha станке СТБ
На ткацких станках СТБ уточная нить вводится в зев с по-
мощью пластинчатых нитепрокладчиков, не несущих уточную
паковку. Уточная паковка в форме конической бобины установ-
лена на неподвижной части станка. Преимуществом этого спо-
соба по сравнению с челночным является уменьшение в десятки
раз массы нитепрокладчика и его размеров. На рис. 11.36 изо-
бражен нитепрокладчик, представляющий собой стальную по-
лую пластину J с коническим мыском 2. Масса нитепроклад-
чика 40 г. Внутри него на двух заклепках 3 укреплена пружина
4, которая оканчивается захватом 5 в виде двух губок. Губки
удерживают уточную нить. Прокладчик также имеет вырез 6
и отверстие 7. Когда необходимо открыть губки прокладчика,
палец 8 раскрывателя входит в отверстие 7, а когда следует
их закрыть--выходит из отверстия и губки закрываются благо-
даря действию пружины 4. Это осуществляется для того, чтобы
передать нить прокладчику в боевой коробке или освободить
нить из прокладчика в приемной коробке.
Небольшие размеры прокладчика позволяют значительно
уменьшить высоту зева, увеличить скорость прокладки уточной
нити и сократить расход энергии на этот процесс. Использова-
Рис. 11.36. Ни-
тепрокладчик
станка СТБ
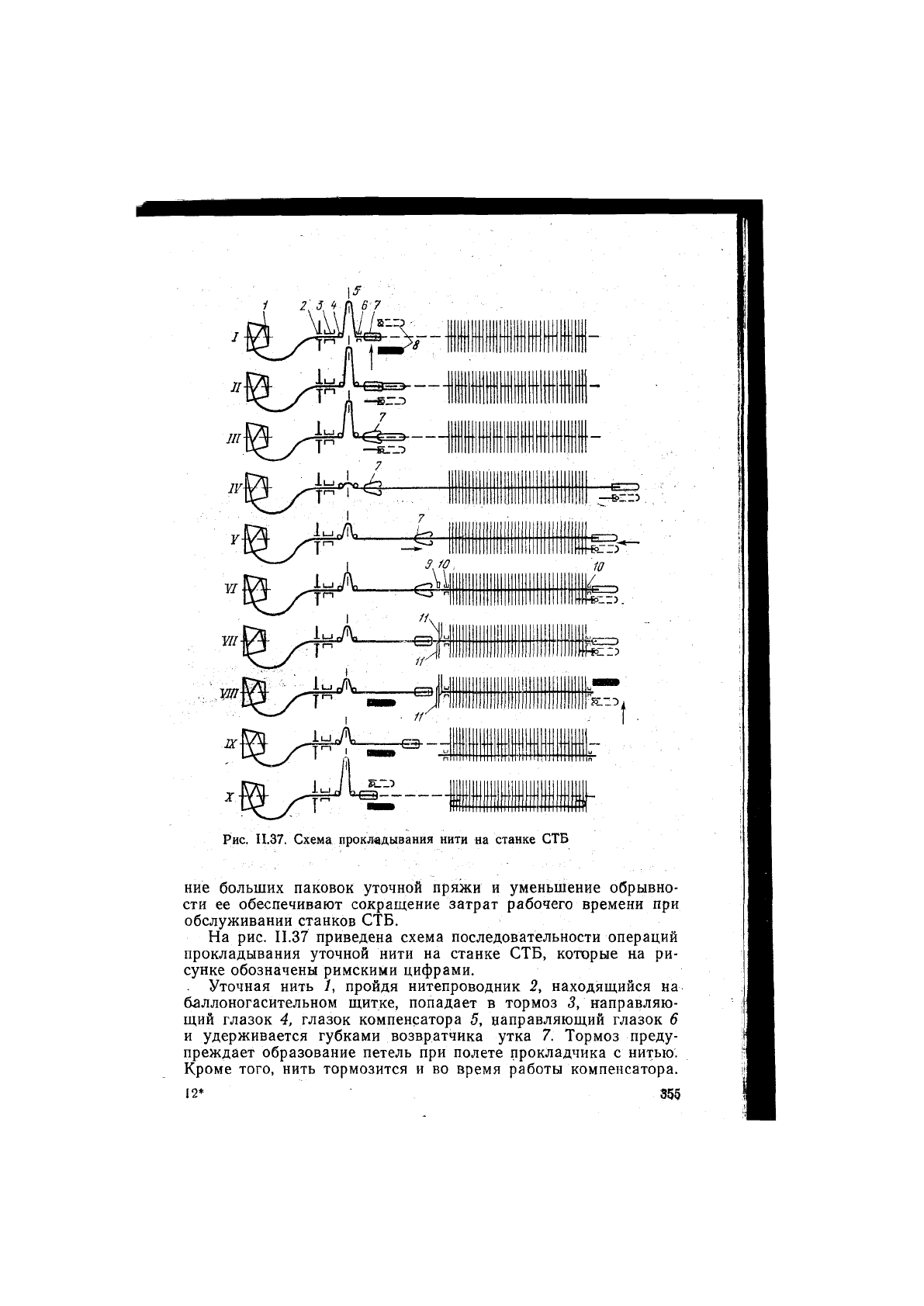
Рис. 11.37. Схема прокладывания нити на станке СТБ
ние больших паковок уточной пряки и уменьшение обрывно-
сти ее обеспечивают сокращение затрат рабочего времени при
обслуживании станков СТБ.
На рис. 11.37 приведена схема последовательности операций
прокладывания уточной нити на станке СТБ, которые на ри-
сунке обозначены римскими цифрами.
Уточная нить 1, пройдя нитепроводник 2, находящийся на
баллоногасительном щитке, попадает в тормоз 5, направляю-
щий глазок 4, глазок компенсатора 5, направляющий глазок 6
и удерживается губками возвратчика утка 7. Тормоз преду-
преждает образование петель при полете прокладчика с нитью.
Кроме того, нить тормозится и во время работы компенсатора.
12* 355
I. Нитепрокладчик 8 с разжатыми губками подается к воз-
вратчику утка 7, который удерживает кончик нити. Компенса-
тор 5 находится в верхнем положении и натягивает уточную
нить. Тормоз 3 максимально зажат и не дает нити разматы-
ваться с бобины. Штриховой линией показан вид нитепроклад-
чика сверху.
II. Нитепрокладчик находится на линии полета и боя, его
губки располагаются за губками возвратчика утка, который
еще удерживает нить.
III. Губки возвратчика открываются, а губки прокладчика
закрываются, нить передается прокладчику, который подготов-
лен к полету. Тормоз начинает открываться, а компенсатор
опускается.
IV. Осуществляется бой. Уточная нить, сматываемая с бо-
бины, проложена в зев. Нитепрокладчик находится в приемной
коробке. Тормоз 3 полностью раскрыт, компенсатор опущен.
V. Нитепрокладчик в приемной коробке специальным тол-
кателем перемещается ближе к кромке ткани для того, чтобы
уменьшить длину конца нити. Тормоз 3 с максимальным уси-
лием зажимает уточную нить, а компенсатор несколько припод-
нимается, забирая нить. Возвратчик утка 7 перемещается
вправо.
VI. Центрирующее устройство 9, находящееся у левой
кромки, подходит к уточной нити и располагает ее по центру
относительно возвратчика утка, губки возвратчика 7 закрыва-
ются и захватывают нить. К кромкам подходят улавливатели-
зажимы 10 и зажимают уточную нить.
VII. Раскрытые ножницы 11 подходят на линию уточной
нити. Прокладчик, находящийся в приемной коробке, раскры-
вает губки и освобождает нить.
VIII. Уточная нить ножницами разрезается, специальный
подъемник поднимает с конвейера очередной прокладчик и на-
правляет его вверх к боевой коробке; прокладчик в приемной
коробке начинает двигаться к конвейеру.
IX. Возвратчик утка перемещается влево, компенсатор под-
нимается и выбирает излишек нити. Бердо и улавливатели-за-
жимы перемещаются к опушке ткани, уточная нить прибива-
ется к опушке ткани. К это'му моменту ножницы возвращены
в исходное положение.
X. Возвратчик утка отошел в крайнее левое положение, ком-
пенсатор закончил подтягивание нити. Концы уточной нити от
улавливателей-зажимов переходят к иглам кромкоукладчиков
и закладываются в зев.
Вследствие того что кромки ткани на этом станке образу-
ются путем закладки кончиков уточной нити в последующий
зев, число уточных нитей на 1 дм кромки в 2 раза больше,
чем этот же показатель фона ткани. Чтобы избежать переуп-
лотнения кромок, число основных нитей на 1 дм кромки берут
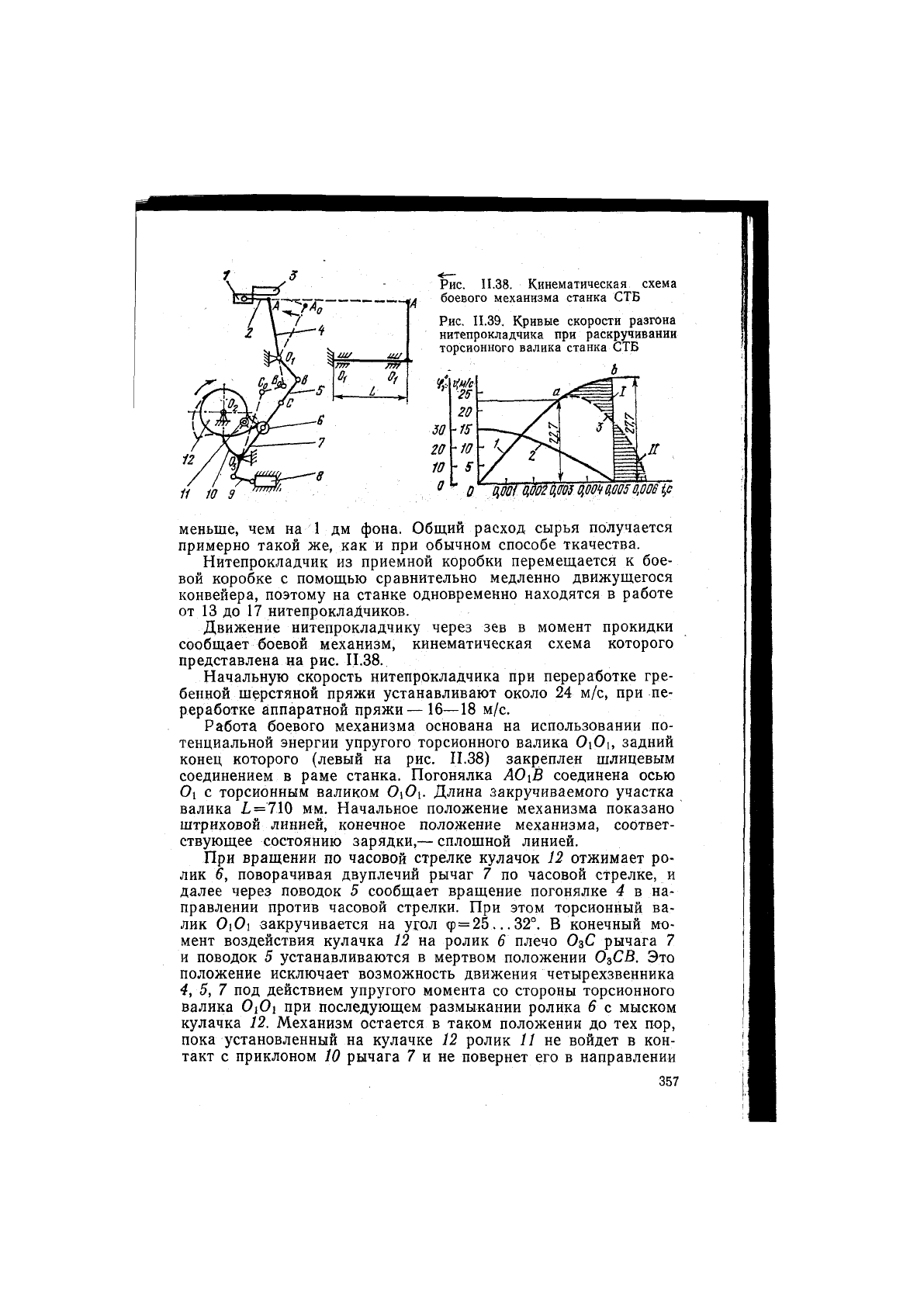
Рис. 11.38. Кинематическая схема
боевого механизма станка СТБ
Рис. 11.39. Кривые скорости разгона
нятепрокладчика при раскручивании
торсионного валика станка СТБ
Ь
55°
меньше, чем на 1 дм фона. Общий расход сырья получается
примерно такой же, как и при обычном способе ткачества.
Нитепрокладчик из приемной коробки перемещается к бое-
вой коробке с помощью сравнительно медленно движущегося
конвейера, поэтому на станке одновременно находятся в работе
от 13 до 17 нитепроклаДчиков.
Движение нитепрокладчику через зев в момент прокидки
сообщает боевой механизм, кинематическая схема которого
представлена на рис. 11.38.
Начальную скорость нитепрокладчика при переработке гре-
бенной шерстяной пряжи устанавливают около 24 м/с, при пе-
реработке аппаратной пряжи— 16—18 м/с.
Работа боевого механизма основана на использовании по-
тенциальной энергии упругого торсионного валика 0\0и задний
конец которого (левый на рис. 11.38) закреплен шлицевым
соединением в раме станка. Погонялка АОуВ соединена осью
Oi с торсионным валиком OiOi. Длина закручиваемого участка
валика L = 710 мм. Начальное положение механизма показано
штриховой линией, конечное положение механизма, соответ-
ствующее состоянию зарядки,— сплошной линией.
При вращении по часовой стрелке кулачок 12 отжимает ро-
лик 6, поворачивая двуплечий рычаг 7 по часовой стрелке, и
далее через поводок 5 сообщает вращение погонялке 4 в на-
правлении против часовой стрелки. При этом торсионный ва-
лик OjOi закручивается на угол
ф
= 25...32°. В конечный мо-
мент воздействия кулачка 12 на ролик 6 плечо ОзС рычага 7
и поводок 5 устанавливаются в мертвом положении О3СВ. Это
положение исключает возможность движения четырехзвенника
4, 5, 7 под действием упругого момента со стороны торсионного
валика OiOi при последующем размыкании ролика 6 с мыском
кулачка 12. Механизм остается в таком положении до тех пор,
пока установленный на кулачке 12 ролик //не войдет в кон-
такт с приклоном 10 рычага 7 и не повернет его в направлении
против часовой стрелки, выводя тем самым механизм из мерт-
вого положения. Торсионный валик резко поворачивает пого-
нялку 4 и, ее конец А, с помощью поводка 2 сообщает стре-
мительное движение гонку J и поданному- на линию склиза ни-
тепроклаДчику 5.
Чтобы кинетическая энергия боевого механизма не превра-
щалась в энергию удара, введен амортизирующий масляный
демпфер 8, который соединен с нижним плечом рычага 7 че-
рез шатун 9.
Линейная скорость конца погонялки А или самого ните-
проклаДчика, м/с,
v = dq)R/dt,
где —угловая скорость; —радиус погонялки 0,4 = 185 мм).
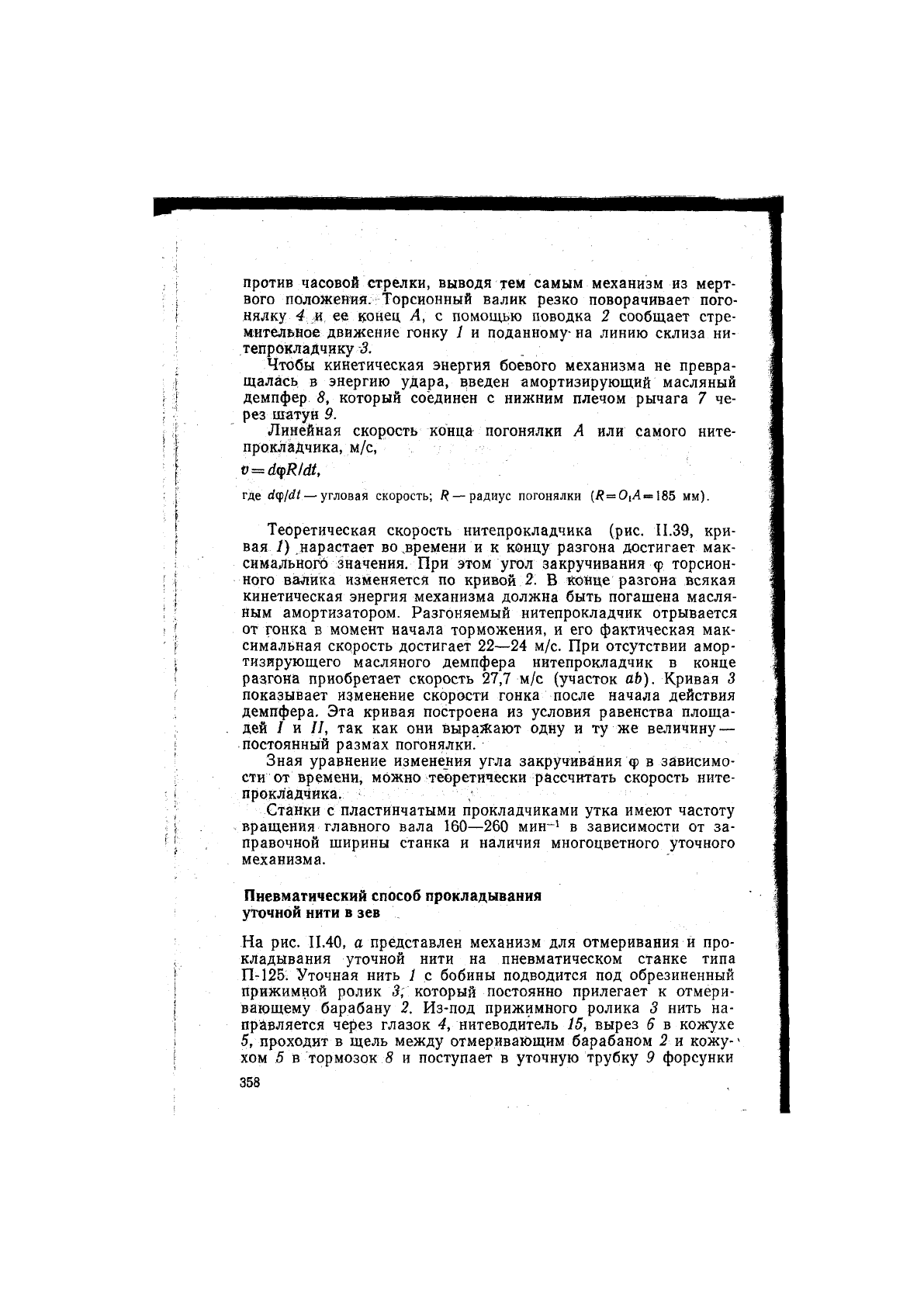
Теоретическая скорость нитепрокладчика (рис. 11.39, кри-
вая /) нарастает возремени и к концу разгона достигает мак-
симального значения. При этом угол закручивания <р торсион-
ного валика изменяется по кривой 2. В кО«це разгона всякая
кинетическая энергия механизма должна быть погашена масля-
ным амортизатором. Разгоняемый нитепрокладчик отрывается
от гонка в момент начала торможения, и его фактическая мак-
симальная скорость достигает 22—24 м/с. При отсутствии амор-
тизирующего масляного демпфера нитепрокладчик в конце
разгона приобретает скорость 27,7 м/с (участок аЬ). Кривая 3
показывает изменение скорости гонка после начала действия
демпфера. Эта кривая построена из условия равенства площа-
дей I и II, так как они выражают одну и ту же величину —
постоянный размах погонялки."
Зная уравнение изменения угла закручивйния q) в зависимо-
сти от времени, можно теоретически рассчитать скорость ните-
прокладчика. ;
Станки с пластинчатыми прокладчиками утка имеют частоту
вращения главного вала 160—260 мин-' в зависимости от за-
правочной ширины станка и наличия многоцветного уточного
механизма.
Пневматический способ прокладывания
уточной нити в зев
На рис. П.40, а представлен механизм для отмеривания и про-
кладывания уточной нити на пневматическом станке типа
П-125. Уточная нить 1 с бобины подводится под обрезиненный
прижимной ролик 3, который постоянно прилегает к отмери-
вающему барабану 2. Из-под прижимного ролика 3 нить на-
правляется через глазок 4, нитеводитель 15, вырез 6 в кожухе
5, проходит в щель между отмеривающим барабаном 2 и кожу-
<
хом 5 в тормозок S и поступает в уточную трубку 9 форсунки
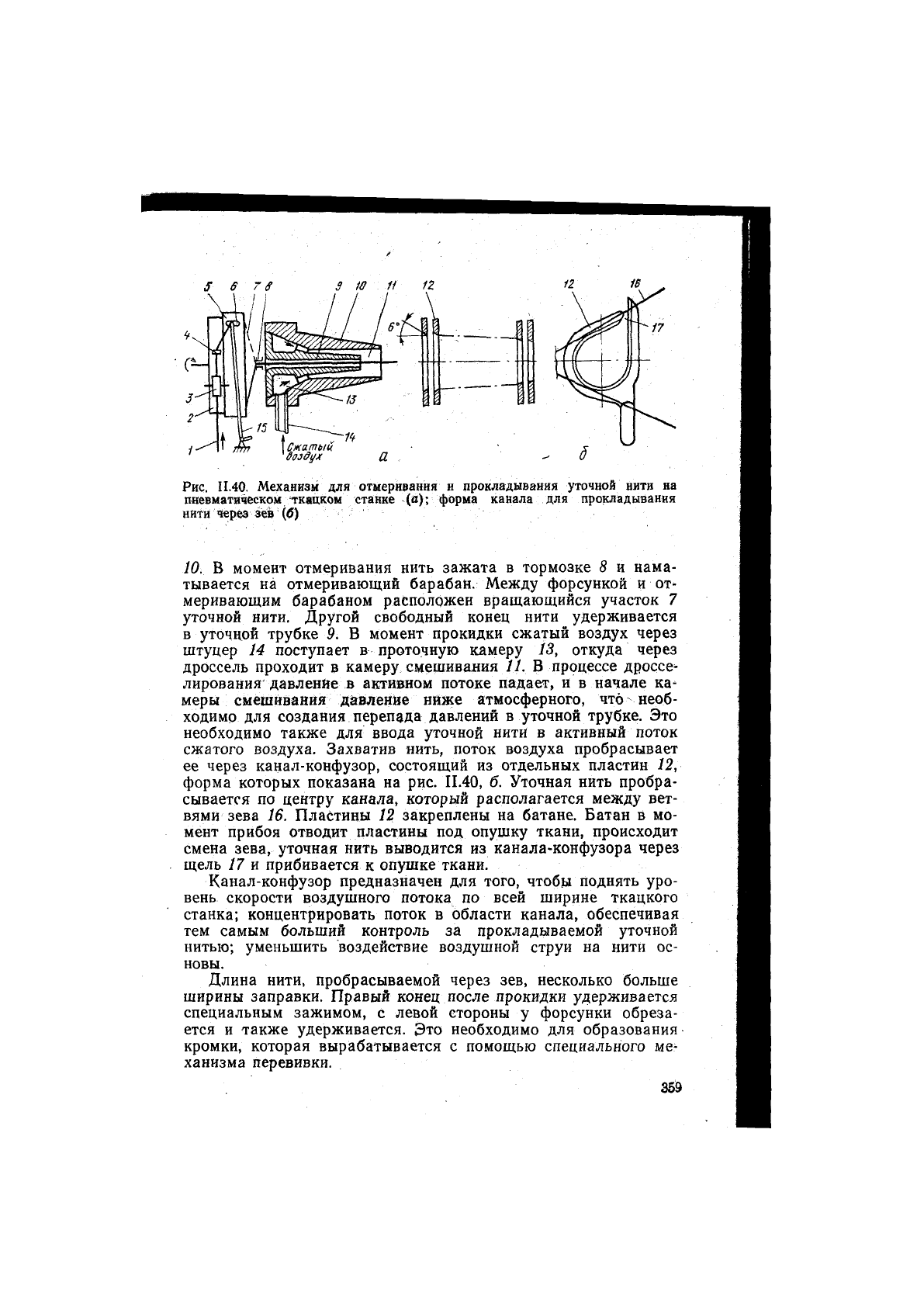
Рис. 11.40. Механизм для отмеривания и прокладывания уточной нити на
пневматическом ткацком станке (а); форма канала для прокладывания
нити через зев (б)
10. В момент отмеривания нить зажата в тормозке 8 и нама-
тывается на отмеривающий барабан. Между форсункой и от-
меривающим барабаном расположен вращающийся участок 7
уточной нити. Другой свободный конец нити удерживается
в уточной трубке 9. В момент прокидки сжатый воздух через
штуцер 14 поступает в проточную камеру 13, откуда через
дроссель проходит в камеру смешивания И. В процессе дроссе^
лирования давление в активном потоке падает, и в начале ка^
меры смешивания давление нйже атмосферного, что необ-
ходимо для создания перепада давлений в уточной трубке. Это
необходимо также для ввода уточной нитй в активный поток
сжатого воздуха. Захватив нить, поток воздуха пробрасывает
ее через канал-конфузор, состоящий из отдельных пластин 12,
форма которых показана на рис. 11.40, б. Уточная нить пробра-
сывается по центру канала, который располагается между вет-
вями зева 16. Пластины 12 закреплены на батане. Батан в мо-
мент прибоя отводит пластины под опушку ткани, происходит
смена зева, уточная нить выводится из канала-конфузора через
щель 77 и прибивается к опушке ткани.
Канал-конфузор предназначен для того, чтобы поднять уро-
вень скорости воздушного потока по всей ширине ткацкого
станка; концентрировать поток в области канала, обеспечивая
тем самым больший контроль за прокладываемой уточной
нитью; уменьшить воздействие воздушной струи на нити ос-
новы.
Длина нити, пробрасываемой через зев, несколько больше
ширины заправки. Правый конец после прокидки удерживается
специальным зажимом, с левой стороны у форсунки обреза-
ется и также удерживается. Это необходимо для образования
кромки, которая вырабатывается с помощью специального ме-
ханизма перевивки.
На пневматическом ткацком станке скорость прокладывания
уточной нити не задается кинематически каким-либо устрой-
ством, а определяется условиями взаимодействия нити и по-
тока, инерционными свойствами нити и сопротивлениями, воз-
никающими на ее заправочной линии.
Понятие «скорость нити на пневматическом ткацком станке»
не является однозначным: необходимо различать скорость дви-
жения нити в зеве (собственно скорость прокладывания) и ско-
рость движения нити через форсунку. Эти скорости в процессе
прокладывания совпадают по величине до тех пор, пока нить
на всей своей длине имеет натяж'^ение.
Определение скорости прокладывания уточной нити —за-
дача достаточно сложная, поэтому ее решают при некоторых
допущениях: нить считают прямолинейной, расположенной
вдоль оси воздушного потока, нерастяжимой, а силы —стати-
чески приложенными; не учитывает эффекты, связанные с вы-
сокой скоростью нарастания нагрузки.
Рассмотрим движение отрезка нити в воздушном потоке,
движущемся с постоянной скоростью. Приложенное к нити уси-
лие воздушного потока выражается формулой
где Сх — коэффициент лобового сопротивления; р — плотность воздуха; U —
осевая скорость воздушного потока; и—скорость нити; d —диаметр нити;
/ — длина отрезка; яЛ —площадь поверхности элемента нити длиной I.
где В — экспериментальная константа.
Уравнение движения отрезка нити имеет следующий вид:
moldv/dt-=T, или m^vldt = k{U^v), (П.5)
где то —масса единицы длины нити; i —время; fe — коэффициент.
k = Bpndl2.
Линейное дифференциальное уравнение (П.5) первого по-
рядка с постоянными коэффициентами можно представить
в другом виде:
v + xdvldt=^U, (П.6)
где Т = rriolk.
Постоянная времени т определяется экспериментально и за-
висит от вида уточной нити. Постоянная времени t характери-
зует инерционность уточной нити при ее разгоне воздушным
потоком и при отсутствии сил сопротивления движению нити,
поэтому для процесса прокладывания нити воздушной струей
она может быть названа постоянной времени уточной пряжи.