Seetharaman S. Fundamentals of metallurgy
Подождите немного. Документ загружается.

2. Heat transfer
As in the case of mass transfer, the heat transfer may also be divided into
three steps:
(a) Heat transfer in each individual particle of the sintered material.
(b) Heat transfer through the bed of the sintered material.
(c) Heat transfer in the gas phase.
3. Chemical reactions within the individual particle.
4. Chemical reactions between the gas and solid particles.
5. Possibly, chemical reactions in the gas phase.
While mass transfer and heat transfer depend very much on the fluid flow of the
gas, they also depend on the temperature profile. On the other hand, the
temperature distribution, in turn, is influenced by the mass transfer and heat
transfer. The situation is further complicated by the presence of the chemical
reactions, as any chemical reaction would affect both the mass balance and heat
balance. Hence, a reasonable process design should take all the factors into
consi deration . Fortunately, with the advance of the modern computer
technology, this kind of comprehensive consideration is becoming more and
more practically possible.
In some cases, the rate of a process is controlled by only one or a number of
steps. The dehydrogenation process in ladle treatment is one of such examples.
The process consists of a number of steps, namely:
1. Transport of dissolved hydrogen in the liquid metal to the surface of the gas
bubble.
2. Interface reaction including the formation of H
2
gas and its desorption.
3. Transport of H
2
gas from the gas±metal interface.
When a ladle is purged by argon gas, the mass transfer in the gas bubbles is a
fast process.
36
Usually, vacuum treatment in combination with argon-purging is
carried out after deoxidation of the steel. The oxygen level is very low at this
stage. Since the occupation of the oxygen atoms on the bubble surface is not
appreciable, the interface reaction including the formation of H
2
gas and its
desorption is also fast. The enthalpy change associated with the interfacial
reaction would not substantially affect the temperature at the steel±bubble
interface. Hence, the dehydrogenation process is mostly controlled by the
hydrogen transfer in the liquid metal. Nowadays, the velocity distribution in an
argon stirred ladle can be calculated by computerised fluid dynamic (CFD) with
acceptable accuracy. Utilising the CFD results, one can estimate the circulation
of the flow and therefore the hydrogen concentration in the vicinity of the argon
gas plume. In the gas±metal mixing region, local equilibriums are established at
different vertical positions. The moles of H
2
gas carried away by the bubbles per
second at location i can be estimated by
386 Fundamentals of metallurgy
dn
H
2
dt
i;local
ÿ
1
2
dn
H
dt
i;local
ÿ
1
2
dmass%H
i;local
dt
m
Fei;local
100 M
H
9:37
m
Fei;local
in equation 9.37 is the mass of iron, which could be associated to a
control volume. Since hydrogen is carried away by argon,
dn
H
2
dt
i;local
_
n
Ari;local
60 22:4
X
H
2
9:38
where
_
n
Ari;local
is the volume flow rate of argon at location i. The local
equilibrium leads to,
K
1
P
H
2
mass%H
2
i;local
P
totali;local
X
H
2
i;local
mass%H
2
i;local
9:39
inserting 9.39 in 9.38,
dn
H
2
dt
i;local
_
n
Ar;i;local
60 22:4
K
1
P
total;i;local
mass%H
2
i;local
9:40
The combination of 9.37 and 9.40 gives
dn
H
2
dt
i;local
_
n
Ar;i;local
60 22:4
K
1
P
total;i;local
mass%H
2
i;local
ÿ
1
2
dmass%H
i;local
dt
m
Fei;local
100 M
H
9:41
The use of this equation along with the results of the mass transfer in the bulk of
liquid metal would be able to predict the dehydrogenation process with an
acceptable accuracy . The predicted dehydrogenation time would be very
valuable in the process design with respect to hydrogen refining.
9.5 Optimization of interfacial reactions
Metallurgical processes are very often heterogeneous in nature. Most of the
reactions take place at the interfaces. While it is a common knowledge that
optimization of the interfacial reactions plays a crucial role in the design of a
process, the lack of in-depth understanding of the interface is very often an
obstacle for the optimiza tion. Recently, more and more attention has been drawn
to the studies of interfaces.
In fact, the optimization of interfacial reaction would essentially rely on the
precision of the description of the interface. Since different processes involve
different types of interfaces, it is impossible to discuss all of them. The present
section will take some examples to illustrate the consideration of the interfaces.
Improving process design in steelmaking 387
9.5.1 Slag±metal mixing
In steelmaking, slag±metal mixing is a very common phenomenon and it occurs
due to the shear at the slag±metal interface caused by excessive liquid steel
flow.
37
This mixing leads to emulsification of steel in slag, which increases the
total interfacial area and consequently the rate of slag±metal reactions.
The factors that affect the emulsification are slag layer thickness (or slag
volume), velocity of the liquid flow and the fluid properties like viscosity,
density and interfacial tension.
37
It is found by a cold model study
38
that slag±metal mixing takes place only
when a critical velocity (along the interface) is achieved. Below this velocity,
flow is streamlined and no mixing is possible. The value of the critical velocity
would depend on the properties of both liquids, namely density, viscosity and
interfacial tension. It is interesting to point out that when a mixing flow is
stabilized, the fraction of water in the oil±water mixing zone is very small, only
a few percents. In a stabilized mixing layer, oil becomes small spherical
droplets. Surrounding each oil droplet, a thin water film is formed. These oil
droplets tightly packed together, so that water occupies only the voids of the
drops. The amount of water in the films surrounding the oil droplets and in the
voids is very small. This is in accordance with the observation found in a ladle.
In a recent study,
39
the slag±metal mixing zone in a ladle was sampled and
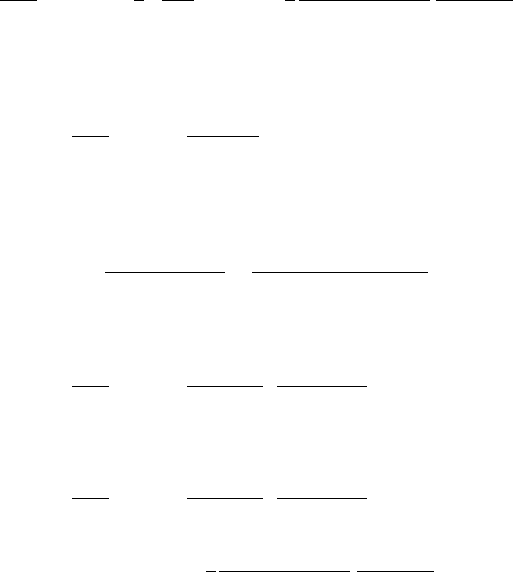
9.6 Microphotograph of the mixing zone taken from an argon stirred ladle.
388 Fundamentals of metallurgy
analyzed. Figure 9.6 presents the microphotograph of the mixing zone. It is
clearly seen in this figure that metal presents in the form of very fine particles.
The maximum size of the metal particles is about 140 m. Chemical analysis
showed that the amount of iron present in the mixing zone is about 1 per cent.
The small size of the metal particles and the low content of iron in the mixing
zone suggest that the metal±slag system could be very similar with the water±oil
system. In the mixing zone, slag takes the form of small spherical droplets, while
metal forms a film around each slag sphere. It is reasonable to expect that the
size of the slag droplets and the metal film thickness would be a function of the
physical properties of the two liquids as well as the flow. A mathematical
description of the slag mixing is highly desired for designing the processes
involving slag±metal reactions.
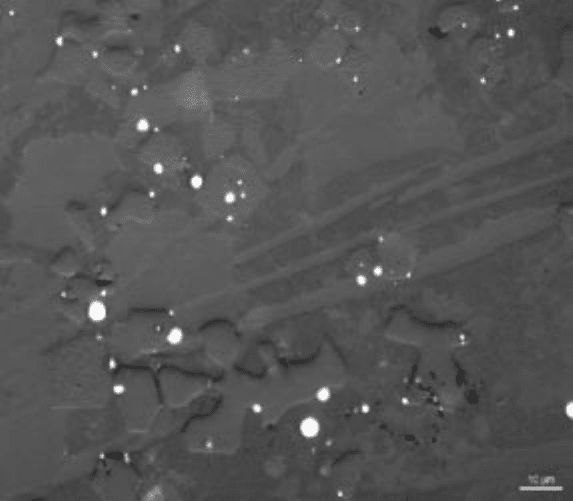
It should be mentioned that physical properties of both liquid metal and slag
vary along the process. Consequently, the behaviour of slag±metal mixing would
vary as well. In Fig. 9.7, the X-ray images of the iron drops surrounded by a slag in
sulphurization process are compared.
40
The change of the contact angle due to the
change of sulphur content in the metal drop is well brought out in the figure. Hence,
knowledge of the variation of the physical properties in general and interfacial
tension in particular would be essential in a precision design of a process.
9.5.2 Foaming
The foaming slag practice in the electric arc furnace (EAF) is nowadays a
standard technique in the production of low-alloyed steels. The foam covers the
electrodes and arcs and thereby enhances the heat exchange to the liquid steel
and at the same time protects the ref ractory wear from the heat radiation.
Furthermore, the surrounding slag stabilizes the electric arc. The results of
creating a foaming slag in the EAF would be an increased energy efficiency and
productivity, and reduced refractory wear and electrode consumption.
9.7 X-ray images of the iron drops surrounded by a slag in the sulphurization
process.
Improving process design in steelmaking 389
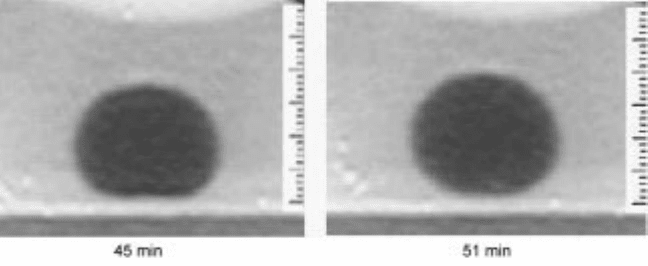
In the EAF, slag foaming is generated by carbon and oxygen injection as
schematically shown in Fig. 9.8. In this practice, oxygen is injected by lance into
the liquid steel and thereby oxidising Fe to FeO
x
. FeO
x
floats up and com es into
the slag phase. However, FeO
x
is reduced in the next step by carbon injection
into the slag. FeO
x
may also react with dissolved carbon in the metal phase. In
both cases, CO gas is formed. When the rate of CO generation is high enough
and the physical properties of the slag favour the residen ce of the small gas
bubbles in the slag, foam is generated.
The most im portant physical properties of slag with respect to foaming are
the viscosity, surface tension and density. These physical properties are directly
dependent on the slag composition and temperature. The optimum amount of
FeO
x
in the slag normally lies in the range of 15±25 per cent.
41
The relatively
large FeO
x
content and the fact that the reduction rate of FeO
x
with carbon is
relatively high make the slag foaming practice in low-alloyed steel production
an easily controlled process.
On the other hand, difficulties have been encountered to control the slag
forming in stainless steel production. It is difficult to obtain sufficient foaming
and at the same time avoid chromium oxidation. This difficulty could be due to
(i) the low reduction rate of chromium oxide, (ii) the precipitation of chromium
oxide particles, which will not only affect the fluidity of the slag but also the
interfacial situation, and (iii) the variations of the physical properties of the slag.
Generating slag foam implies a creation of a huge surface area between slag
and CO gas. A stabilized foam would also require a sufficient long residence
time of the gas bubbles in the slag. Unless the interfacial phenomena between
slag and gas are well understood, optimum operation parameters can not be
obtained. This is true in both process design and process optimization.
9.8 Slag foaming generated by carbon and oxygen injection.
390 Fundamentals of metallurgy

9.5.3 Denitrogenation
Denitrogenation is a common practice in both AOD converter and ladle refining
to produce steels of appropriate nitrogen contents. For this purpose, the liquid
steel is usually purged by argon gas. Knowledge of the denitrogenation rate is
extremely important in determining the process time and argon flow.
The denitrogenation process involves a number of steps, namely:
1. Transport of dissolved nitrogen in the liquid metal to the surface of the gas
bubble.
2. Interface reaction including the formation of N
2
gas and it desorption.
3. Transport of N
2
gas from the gas±metal interface.
It is well known that the surface active elements in the iron, e.g. oxygen and
sulphur significantly decrease the rate of interface reaction. This effect is found
to be almost identical in adsorption and desorption processes. Hence, it is
necessary to take the nitrogen desorption into consideration in designi ng or
optimization of the process.
Nitrogen is only slightly surface active on liquid iron.
42
The surface sites are
either vacant or occupied by oxygen or sulphur. The number of unoccupied sites
on the surface is
vacant
1 ÿ
O
ÿ
S
9:42
In the case of adsorption, the interface reaction can be expressed as:
N
2
gas vacant N
2
adsorption 9:43
The rate of adsorption woul d be proportional to the nitrogen pressure and the
number of sites available for nitrogen molecules,
dn
N
2
dt
/
vacant
P
N
2
1 ÿ
O
ÿ
S
P
N
2
9:44
The adsorption phenomena and adsorption isotherms have been discussed in detail
in Chapter 4. The readers can get help in that chapter regarding the descriptions of
O
and
S
. In the case of high coverage with oxygen, the number of unoccupied
sites on th e surface is inversely proportional to the concentration of oxygen in the
melt. Consequently, the rate of adsorption (or desorption) of nitrogen would be
inversely proportional to the oxygen concentration in the liquid iron,
dn
N
2
dt
/
P
N
2
mass%O
9:45
9.5.4 Effect of interfacial energy on the separation of inclusions
by bubble floatation
The standard of steel cleanliness has continuously been changing with time and
technological improvements. Controlling the non-metallic inclusion population
Improving process design in steelmaking 391
has become a serious concern of the steel producers. Inclusions could be
separated from the steel melt by a number of mechanisms, viz. separation to the
slag by buoyancy force, attachment to the refractory wall and floatation by
attaching on the gas bubbles. In all these mechanisms, interfacial phenomena
play a crucial role. To demonstrate this aspect, we will take the inclusion
separation by bubble floatation as an example.
Inclusion removal by injecting gas through the liquid steel has since long
been a matter of interest of many rese archers. Since the introduction of
floatation coefficient,
43
this concept has been used by many researchers to
determine whether a type of solid particles or liquid drops can be captured by the
rising gas bubbles and separated from the liquid in a liquid±particle (or drop)±
gas system. The floatation coefficient is defined as
F
lg
ÿ
pg
pl
9:46
where
lg
,
pg
and
pl
stand for the surface tension of the liquid, surface tension
of the dispersed phase and the interfacial tension between the dispersed phase
and liquid, respectively. A necessary condition for the attachment of the
dispersion phase to the gas bubbles would be a positive F.
While a positive floatation coefficient is a necessary condition for the
separation of a dispersed phase from the bulk phase by gas bubbles, it is not a
sufficient condition. The insufficiency of this condition has been demonstrated
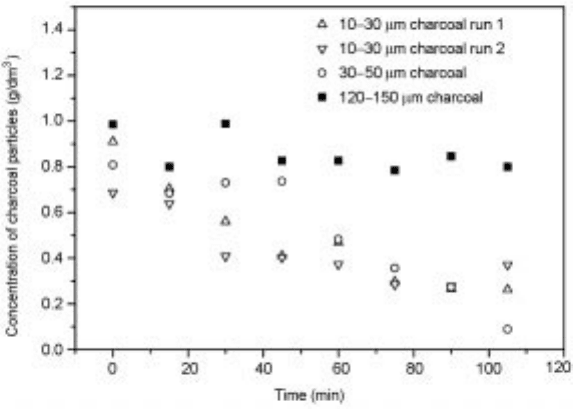
by the results of the charcoal±water±gas system.
44
The concentrations of
charcoal in the deionized water are plotted as functions of time for four
experiments in Fig. 9.9. An initial concentration of mas s content of 0.1 per cent
9.9 Concentrations of charcoal in the deionized water as functions of time for
four different experiments.
392 Fundamentals of metallurgy
charcoal was employed for all cases. While the charcoal concentrations decrease
with time in the case of the small particles in the ranges 10±30 and 30±50 m,
the concentration of the charcoal particles in the size range 120 ±150 m is
almost const ant. A flow rate of 0.4l Nl/min would pass 36.9 litres of gas in 1.5
hours through the water bath, which was only 0.8 litres.
44
It is reasonable to
believe that the charcoal particles had a very high probability of meeting the gas
bubbles during such a time period. The floatation coefficient of the charcoal±
water±gas system is 105 mN/m.
44
If a positive floatation coefficient would
ensure the attachment of the particles on the bubbles, most of the particles would
have been removed from the bath. The controversy between the exper imental
observation and the floatation coefficient evidently demonstrates that the
floatation coefficient is only a necessary but not a sufficient condition for
separation of particles or drops from the bulk liquid by gas bubbles.
In order to predict the removal of inclusions having particle sizes at m level
from steel, new models taking into account interfacial ener gies, drag force,
buoyancy force and gravity force are needed.
9.6 Micro-modelling
Mathematical modelling of process is no longer only an academic exercise
nowadays. With the advance of computer technology, modelling has become
more and more a powerful tool for process design and optimization.
Modelling of materials processes requires a fundamental understanding of the
process based on thermodynamics, transport phenomena and kinetics of the
steps involved. This aspect has been discussed in detail in the previous sections.
While a traditional thermochemical model often lacks the input from kinetics
and transport phenomena, computerized fluid dynamic (CFD) models often lack
a thermodynamic and kinetic basis. Furthermore, CFD models need accurate
input of thermophysical data, such as the viscosities of the various molten
phases and the interfacial tensions, to generate reliable mapping of flow patterns
in reactors.
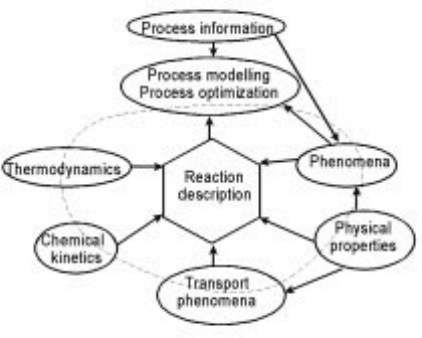
Futuristic process models, referred to as `macro-models' should be structured
using the reaction models that are parts of the gross process. Such reaction
models referred to as `micro-models' may be advantageously used as building
blocks. The micro-models, in fact, are reaction descriptions ba sed on
experimental thermochemical and kinetic information. The latter needs to be
complemented by thermophysical data, essentially to describe the heat transfer
and mass transfer phenomena involved. The ph ilosophy underlying this is
illustrated in Fig. 9.10.
To further elaborate this aspect, the sulphur refining in ladle treatment is
taken as an example.
45
Conventionally, the two-film theory has been used for
many decades to describe the slag±metal reactions. When using this theory, a
mass-transfer coefficient is employed to describe the rate of the overall reaction
Improving process design in steelmaking 393
between slag and metal. It utilizes an artificial interfacial area on the basis of the
assumption of a flat interface between slag and metal. However, it is well known
that in most steelmaking processes when gas stirring is applied, liquid metal
becomes entrapped in the slag phase, forming a slag±metal mixing zone.
38,45
The exchange rate between slag and metal in this mixing zone is enormous. In
view of the unrealistic nature of the two-film theory when applied to ladle
treatment, a new attempt is made using micro-modelling approach
45
to describe
the desulphurization process in ladle refining.
In the model construction, a number of micro-model blocks (see Fig. 9.10)
are taken into account.
1. Thermodynamic block. The Al
2
O
3
activity in the slag is calculated using the
IRSID model.
7,45
The sulphide capacity of the slag is evaluated using the
model developed at KTH.
15,16
The activities of various elements in the
liquid metal are calculated using the dilute-solution model.
18
2. Physical property block. While most of the physical properties are taken
from the handbooks, the viscosity of the slag is evaluated using KTH
model.
46
3. Transport block. The fluid flow, mass transfer and heat transfer are
described by corresponding conservation equations and calculated by using
the commercial CFD code, Phoenics. In the model, the k- model is adopted
to simulate the turbulence.
47
4. Phenomenon block. Ladle treatment involves both gas±metal reaction and
slag±metal reaction. The models for the flows of gas±metal as well as slag±
metal are incorporated in the CFD model. Interested readers can find the
details in the published papers.
45
5.
Kinetic block. In view of the high process temperature, the chemical
reaction at the slag±metal interface, (in the mixing zone in the present
9.10 Philosophy underlying the micro-modelling approach.
394 Fundamentals of metallurgy
case) is considered to be very fast, so that thermodynamic equilibrium is
established locally and dynamically in the slag±metal mixing zone. By
considering the volume of mixing between slag and metal and the
thermodynamic equ ilibrium in the two-phase zone, the calculations of
interfacial area and the mass-transfer coefficients for different elements are
avoided.
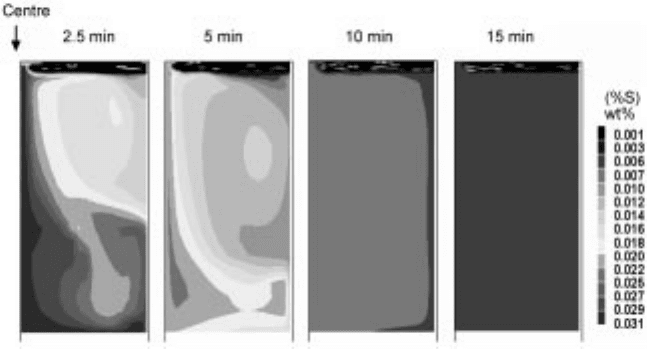
Figure 9.11 shows the change of sulphur concentration in steel during refining,
when 80 l/min argon gas is injected into 100 tons of steel. Argon is injected
through a centrally located porous plug in the bottom of the ladle. Since the ladle
is axially symmetric, only half of the ladle is shown in the two-dimensional
plane in Fig. 9.11. When argon is injected, it lifts the steel up towards the upper
part of the ladle due to buoyancy forces. At the steel±slag interface, the flow is
directed towards the ladle wall. In the steel±slag region, instability is created,
which causes the steel and slag to mix and enhances the sulphur refining
reaction. This reaction continues as long as the volume element of steel is
transported along the steel±slag interface. Therefore, the steel close to the ladle
wall in the upper part of the ladle contains less sulphur than the steel bulk at the
beginning of the sulphur refining operation. From the figure, it is also possible to
see that the fluid flow along the ladle wall causes steel of a lower sulp hur
content to be transported down into the bulk of the steel, where it is mixed with
steel containing a higher sulphur content. After about 10 minutes, sulphur is
rather homogeneously distributed in the ladle. Th e predicted sulphur content in
the steel for this case is 0.007 wt% to 0.008 wt% after 15 minutes of gas-stirring.
Actual plant data for a 15-minute gas-stirring period with the same gas flow
gives a sulphur content of 0.005 wt% to 0.010 wt%. However, it is very difficult
9.11 Change of sulphur concentration in steel during refining, when 80 l/min
argon gas is injected into 100 tons of steel.
Improving process design in steelmaking 395