Савицкий Е.Г.(ред). Благородные металлы
Подождите немного. Документ загружается.

плат[-]нь1
в процессе
выполнения
операции
ре3а|{ия.
|1ри
такой
конфигу_
рации
стойкость
инструмента
в
несколько
ра3
превосходила
стойкость
инструмента
с отрицательным
или
поло}кительнь]м передним
углом
бо-
,ллее
5".
|1рименение сма3к'1
пр|{ меха1{ичесттой
обработке
дает
11оло)кт{тель-
ный
эффект,
умень1пает
и3нос
инструмента'
улучшает
качество
обра6а-
тываемой
поверхности
платинь|' что
особетлно
важно
пРи прои3водстве
ювелирных изделий.
|1ри обтонке
родия
и ||р|1д|1я
Рекомендуются
рез1{ь|
с отрицатель-
!{ым
углом
передней
рея<ушей
кромки;
применение
активных сма3ок при
резании
не3начительно
повышает стоикость инструмента.
1ор:{овое
фрезерование
плати}]ь]'
паллаА|!я|
|1р\1д||я'
а также
сереб-
ра
и золота
осуществлять гора3до
труднее' чем токарную обработку.
||ри
фрезеровании
происходит более интенсивное
налипание стру)к-
ки
к
ре)кущей
кромке
фрезьт
и 3адирание
поверхности и3делия' осо-
бенно
это
относится
к платине.
|!рактинески
установлено'
что
мень-
тпий
износ
быстророкущ11х
\4л|1
твердосплавпых
фрез
наблюдается при
небольшом
положительном
угле
заточки
(0-10")
радиальной ре>кушей
кромки и при
нулевом
угле
осевой
кромки.
-
€верление
осуществлять
еще труднее,
нем
фрезерование.
|(огда
нет
опасности
загря3нения
примесями
серы
(особенно
изделий,
рабо-
тающих при
повы!шеннь|х
температурах),
рекомендуется
применение
смазки
-
дисульфила
молибдетта.
2.4.9. 6варка
плавлением
,[1,ля
сварки
благороднь:х
металлов и
их
сплавов пр|{меняются прак-
тически
все
и3вестные
виды
сварки' широко
пспользуемь|е
для других
металлов.
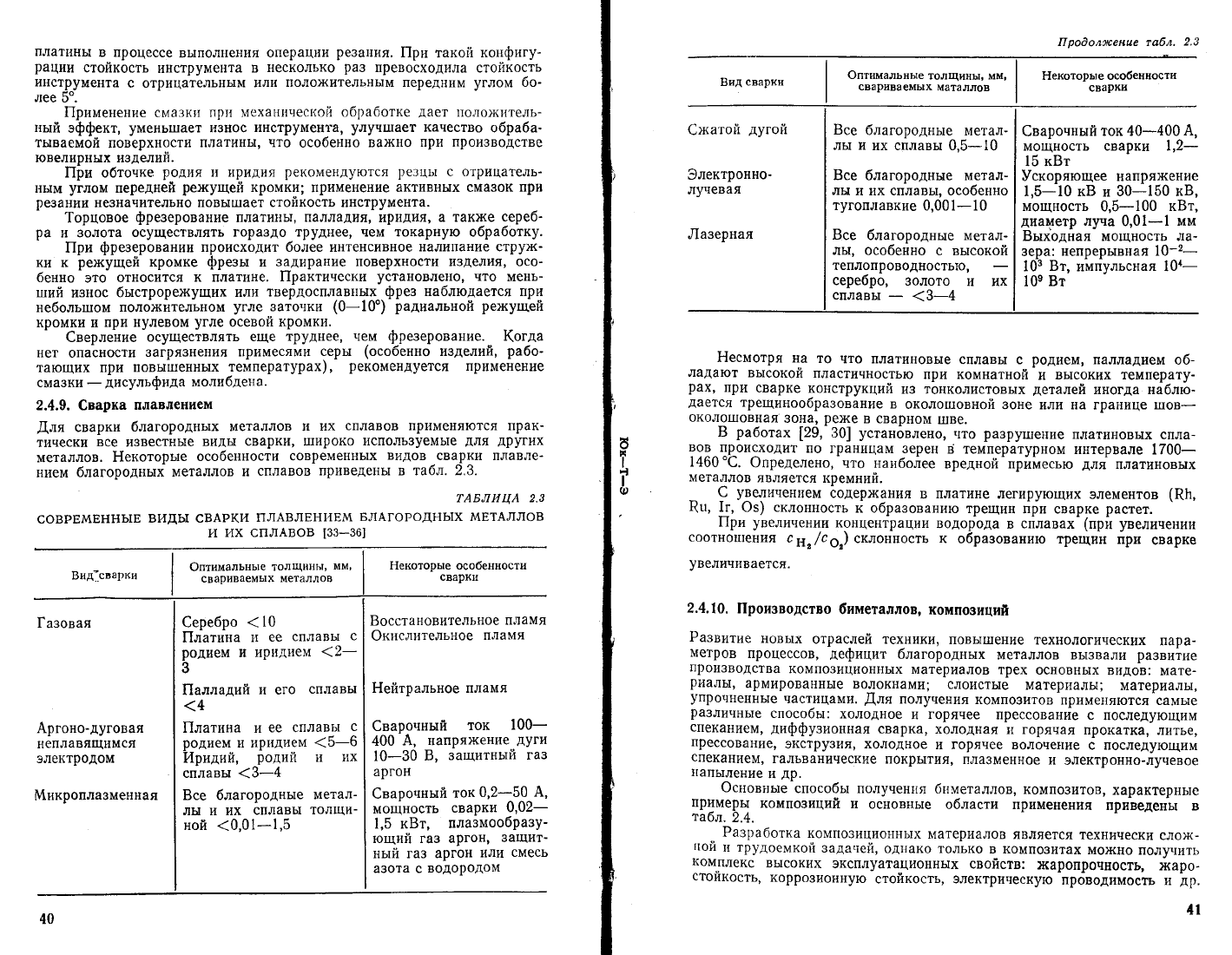
}{екоторь:е
особенности
современнь!х
видов
сварки плавле_
нием
благородных
металлов
и
сплавов
приведень1 в табл. 2.3.
тАБлицА 2.3
совРвмвннь[в
виды свАРки
плАвлвнивм
БлАгоРоднь1х мвтАллов
и
их сплАвов
[33_36]
Бид"сварки
|азовая
Аргоно-дуговая
неплавящимся
электродом
Р1икроплазменная
0птимальнь:е толщинь!,
мм'
свариваемь|х
металлов
€еребро
(10
|1латина
и
ее
сплавь!
с
родием
и ирилием
(2-
|1алладий
и его
сплавы
<4
||латина и ее сплавь|
с
родием
и иридием <5-6
Арилий'
ролий
и их
сплавы
<3-4
3се благороАные
метал-
лы и их
сплавь1
толщи-
ной
(0,01_1'5
некоторь!е осо6енности
сварки
Босстановительное
пламя
Фкислительное
пламя
!{ейтральное пламя
€варонный
ток
100_
400
А, напряжение
дуги
10-30
в'
защитньтй
газ
аргон
€варочный
ток
0,2-50
А,
мойность
сварки
0,02-
1,5
кБт,
плазмообра3у_
ющий газ аргон'
3ащит-
ньтй газ аргон
или
смесь
а3ота с
водородом
40
41
|7
ро6олотсенне
т46л,
2.3
вид
сварки
€жатой
дугоЁт
3лектронно-
лучевая
.[|азерпая
0птимальнь:е
толщины' мм'
свариваемых
маталлов
Бсе
благороАнь|е
метал_
ль1
и
их сплавы 0'5-10
8се
благородные метал-
лы
и их сплавы' особенно
тугоплавкие
0'001-10
Бсе
благородные метал_
льт, особенно
с высокой
теплопроводностью'
серебро,
золото
и |1х
сплавы
_
<3-4
11екоторьте особенности
сварки
€варонпь:й
ток 40_400
А,
мощность сварки |'2-
15 кБт
}скоряющее напряжение
1'б-10 кБ
и
30-150 кБ'
мощность
0,5-100
кБт'
диаметр
луна
0,01_1
мм
Быходная мощность ла_
зера:
непрерывная 10_2-
103
Бт,
импульсная
10{-
109
8т
Ёесмотря
на
то
что платиновые
сплавы с
родием'
палладием
об_
ладают
вь:сокой
пластичностью
при комнатной
и
высоких температу_
рах'
при
сварке
конструкций
из тонколистовьтх
деталей
иногда наблю_
дается
трещинообразование
в
околошовной
зоне \\л|1 на
границе
!пов_
околошовная'зона'
ре'(е
в сварном
11]ве.
Б
работах
[29'
30]
установлено'
что
Разру1|]ение
платиновых
спла_
вов
происходит
по
границам зерен
в температурном
интервале
1700-
1460"с.
Фпределено,_что
наибойее
вредной'примесью
для
платиновых
металлов
является
кремний.
*
€
увелинением
содержания
в
платине
легирующих
элементов
(&1:,
(ш'
|г' Фз) склонность
к образованию
трещиц
при сварке
растет.
|!ри
увелинении
копцентрации
водорода
в
сплавах-
(прй
увелинени:а
соотношения
су1'/с6')
склонность к
образованию трещип
при
сваРке
увеличивается.
2.4.|0.
|!роизводство
биметаллов,
композиций
Развитие
новь1х
отраслей техяики,
повь]шение
технологических
пара_
метров
процессов'
дефицит
благороднь:х
металлов въ|3вали
разви1ие
прои3водства
компо3иционных
материалов
тРех
основнь1х
видов:
мате_
риаль|'
армированные
волокнами;
слоистые
материаль1;
материаль!,
упрочненньте
частицами.
!,ля
полупения
композитов
применяются
самь|е
различнь]е
способьт:
холодное
и
горячее
прессование
с
последующим
спеканием'
диффузионная
сварка' холодная
и гоРячая
прокатка'
литье'
прессова[{ие'
экструзия' холодное
и горячее волоче!!ие
с последующим
спеканием'
гальванические
покрытия'
плазменное
и
9лектронно-лучевое
напь]ление
и
др.
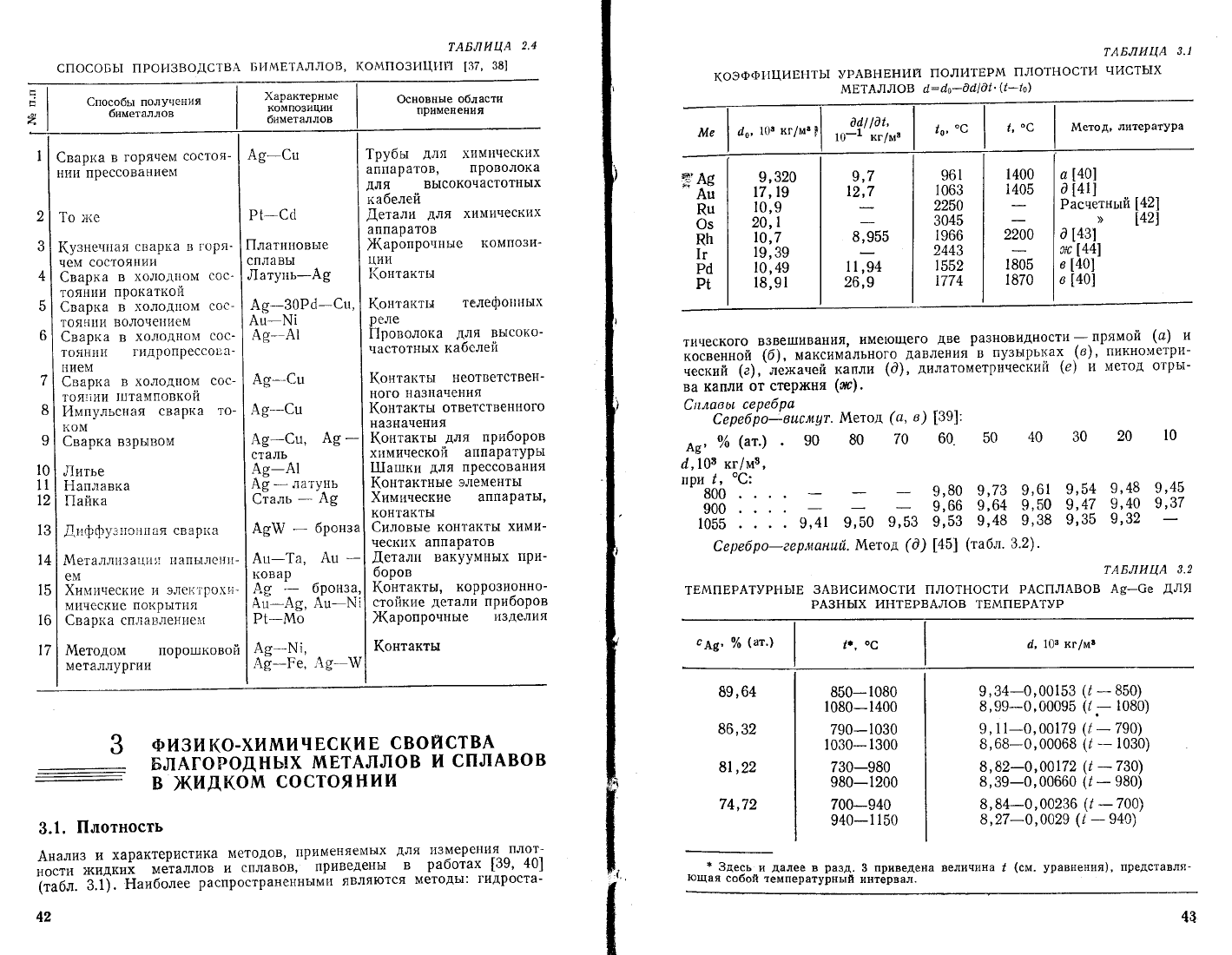
Фсттовттьте
способьт получения
биметаллов,
компо3итов'
характернь|е
примерь!
композиций
и
основ}|ь[е
области применения
приведены
в
та6л'
2.4.
Разработка
композициог1нь|х
п,1атериалов
является
технически
сло}к-
ггой
и труАоемкой
задапей'
однако тол1ко
в компо3итах
мо)кно
|1Ф8ут1д11,
комплекс
высоких
эксплуатационных
свойств:
}|(аропрочность'
я(аро_
стойкость,
коррозионную
стойкость, электрическую
проводимость
и
др'
6
т
г
(о
тАБлицА
2'4
спосоБь1 пРо}.1зводствА
Б|'!мвтАллов,
|(о!\по3и11[{}:'1
[37'
38]
2
о
4
5
6
/
8
9
€пособь: получен!1я
биметаллов
€варка
в горячем
состоя-
1{ии прессование}1
1о л<е
1{узне.тттая
сварка
в
г0р'|_
чем
состояниР1
€варка
в
холод!]ом
сос_
тоя|{ии
прокатко1{
€варка
в холод11ом
сос-
тояг1}|и волоче|{ием
€варка в
холодноп.1
сос_
тояни|{
гидропрессова_
1{ием
€варка
в
холод!{ом
сос-
1'оя]]и1{
:штамповкой
}}1мпульсная
сварка
то-
1(ом
€варка
в3рь]вош1
,т]итье
Раплавка
|]ар]ка
.!.г:ф(-:1,3ц9;11
дя свар1.а
А4еталлт.тзат:гт':
11а^пь1ле!{]1-
ем
.8,т:п:ические ]!
элс!{
!г'.)\|;'
}{ическ!1е
покрь1т1.1 я
€вар:<а сп.пав'т1ен||о\{
&1етодом поро:пковот!
металлургии
характернь!е
композиции
биметаллов
А9-€ш
Р|-са
|]латттт:овьте
сплавь!
,г[атупь-А9
А9-30Р6-€ш'
Аш-1.{|
А9_
А1
А9_'€ш
А9-_€ш
А9-€п,
А9
-
сталь
А9-А1
А9
-
ла'гунь
€таль
-
А9
Фсновнь:е
области
применения
1рубь:
для
химических
аппаратов,
проволока
для
вь!сокочастотнь]х
кабелей
!,етали
для
химических
аппаратов
)(аропронг:ьте
компо3и_
ции
Рчонтактьт
(огттат<ть:
телефо!|1!ых
реле
|1роволока
для
вьтсоко-
частотнь1х каосле11
1(онтактьт
неответствег|_
ного
1{азначения
1(онтактьл
ответствен1'1ого
на3начения
1(онтактьт
Аля
приборов
х11мической
аппаратурь1
1[агпки
для
прессования
1(онтактнь:е
элементь|
{,имттческие
аппарать1,
контакть|
€иловьте контакть1
чес|(|.1х
аппаратов
Аетали
вакуумнь!х
боров
хими-
при-
(онтактьт,
корро3ионно-
стойкие
детали
приборов
)(аропроннь:е
и3делия
|(онтакты
Ав'ф
.-
бронза
Аш-1а,
Аш
-
|(овар
.д^я
-
бронза,
Ат1-А3'
Аш-\|
Р1-.\4о
А9-'1.{;'
А9__Ре,
А9_ \{
о
0
:=
Фи3и
ко-химичвскив
своиствА
БлАгоРоднь!х
мвтАллов
и
сплАвов
в
жидком
состоян!1и
3.1.
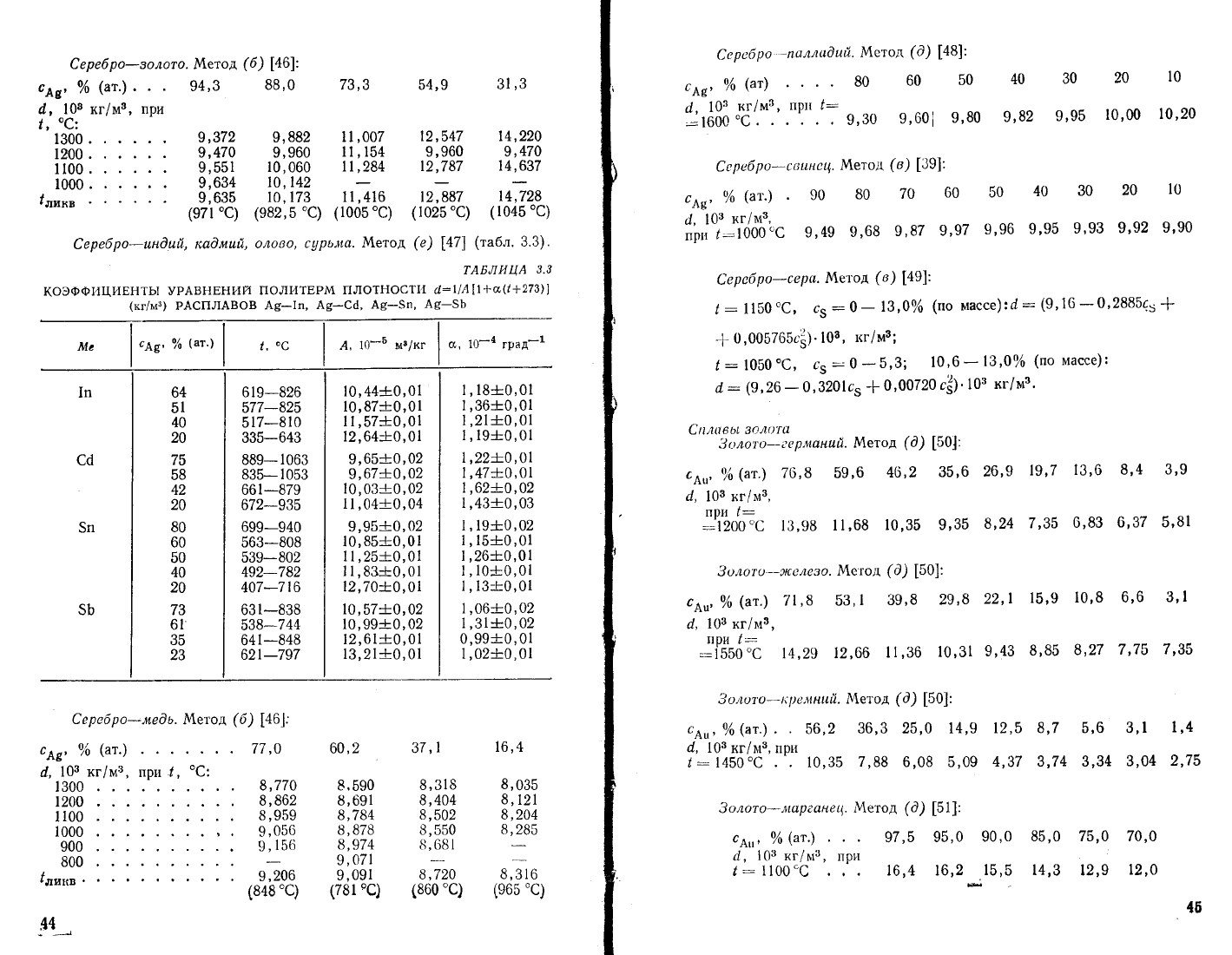
[!лотность
Анализ
и
характеристика
методов'
применяе1\'1ь!х для
|{3мерения
^плот-
ности
1кидких
металлов
и
сплавов'
приведень!
в
работах
[39'
40]
?'ао!.
з.т:.
$аиболее
распространеннь|ми
являются
методы:
гидроста_
42
тАБ,]1ицА
3.1
чисть]х
](оэФФ1{цивнть1
уРАвнвнии
политвРм
плотности
мвтАллов а:а"_аа!о!.
(|*ь'
!у1е
7''
10!
кг/м'
9,320
17,19
|0,9
20,1
10,7
19,
39
!0,49
18,91
метод'
литература
?'^6
'Аш
Рц
@э
пп
|г
Ра
Р[
9,7
\2;7
8,955
::
рц
26'9
961
1063
2250
3045
1966
2443
1552
1774
1
400
1405
о
[{0]
0
141!
Раснетнь:й
[42]
,
1421
а
[43]
ою
[+&|
а
[40]
с
[40]
тического
в3вешивания'
име1ощего
две
ра311овидности-'прямой
(а) и
;;;;;;;ъй
1б1,
"'..'*|льного
давления
в
пузь1Рь!{ах
'(в),
пикноглетри-
;;;й'
(а)
,'л?1канеа
:<апли
(0)
,
дилатометРически|'т
(е)
и
метод
отрь]-
ва капли
от
стерх<ня
(ого).
€ттлавьс
сере6ро
€ереб/эо-вшсмцт.
!$'етол
(с,
а)
[39]:
я9,
%
(ат.) 90
80
7о
60
б0
40
4,10' кг/м3'
при
1,
'(:
'800
9'80
9'73
9'61
900
9'66
9'64
9'50
105б
. . 9,41
9,50
9,53 9,53
9'48
9'38
€еребро-аерлсанцй.
!!1етол
(0)
[45]
(табл.
3.2).
10
2о
30
9,54
9,4в
9,45
9,47
9,40
9,37
9,35
9,32
тАБлицА
3.2
тв,&1пвРАтуРнь1в
3Ависимости плотности
РАсплАвов
А9_6е
.||'л5{
РА3нь]х
интвРвАлов твмпвРАтуР
89,64
86'
32
8\
,22
74,72
850-
1080
1080-1400
790-1030
1030-
1300
730-980
980-1200
700-940
940-1150
9,34-0,00153
(,
-
850)
8,99-0,00095
(/.-
1о8о)
9,
11-о,00179
(,
-
790)
в,68-0,00068
(,
--
1030)
8'82-0'00172
(!
-73о)
8,39-о, 00660
(,
-
980)
в, 84-0
,00236
(,
-
700)
8
'27-о
'0о29
('
-
940)
Р.{
*
здесь
и
далее
в
разд'
3
приведена
величина
1
(см.
уравнения),
представля-
ющая
со6ой
температурнь|й
интервал.
4а
€еребро-золото' метод
(ф
|+6]:
с7''
о/о
(ат.) .
4, |08 кг/м3,
!,
"(:
1300
.
1ю0.
1100.
1000
.
1л,*,
.
'
'
94,3
при
9
'372
9
'47о
9,551
9,634
9,635
(971'с)
88
,0
73,3
9,882
11,007
9'960
11
'
1б4
10,060
1 1,284
10
,142
10,173 1
1,416
(982'5
"с)
(1005'с)
олово,
с!рьма.
.&1етод
54,9
3!,3
12,547 14,220
9'960 9'47о
12,787
14,637
12
,887
14,728
(
1025
"с)
( |045
"с)
@)
|цт1
(табл.
3.3).
!,18*0,01
1,36*0,01
|,21*0,01
|,19*0,01
1,22+0,01
!,47*0,01
|
'62-|о,02
1,43+0,03
|,19*0,02
|,|5*0,01
|,26*0,01
|,10*0,01
|,13-Р0,01
|
'06-н0'02
1'31:ь0'02
0,99+0,01
1
,
02*0,01
€
е
реб
ро-шн0цй,
ка0
мцй,
тАБлицА
3.3
коэФФицивнтьт
уРАвнвнии
политвРм
плотности
а:||А||+о.(!+273)1
(кг/м3)
РА6!1.[!АБФБ
Ав_|п,
Ав-са'
А8_5п'
А8-$ь
64
51
4о
20
75
58
42
20
80
60
50
40
20
73
61
35
23
619-826
577-825
517-8
|
0
335-643
889-
1063
835-
|
053
661-879
672-93б
699-940
563-808
539-802
492-782
407-716
631-838
538-744
641-848
62!-797
10'44Ё0'01
10,87*0,01
! |,57*0,01
12'64-ь0'01
9,65+0,02
9,67+0,02
!0,031-0,02
1
1
,04+-0,04
9'95-ь0'02
|
0,
85{-0,0
1
1 1,25-!
0,01
1 1
,
83+0,01
12'70:ь0'0!
10'57:ь0'02
10'99-Ё0'02
12,61-Ё0,01
13,21*0,01
60,2
37,1
8.590
8,318
8,691
8,404
8,784
8,502
8,87в 8,550
8
,974
в, 6в
1
9,071
9'091
в'72о
(781
'с)
(860'с)
16, 4
8,
035
8,
121
8,204
*е'
8,316
(965
"с)
€ереб
ро
--паллсо0цй.
}4етод
(0)
[48]:
с7',
о/о
(ат)
80
60
50
40
30
20
10
с/.
103
кг/м3,
г:рт: |:
]:ооо
;ё'.
'.'
._''.".'
.
9,30
9,60]
9,80
9,82
9,95
10'00
10'20
€ е
реб
р
о- с
в с:т:е
ц.
!*|ет оА
(в)
[39]:
сд',
о/о
(ат.) 90
80
7о
60 50
40
4,
103
кг/м3,
!1',]1:тс1об;с
9,49
9,68
9,87
9,97
9,96
9'95
30
20
10
9.93
9,92
9,90
€еребро-оерсс.
}1е:'од
(в)
[{9]:
1:
11б0"€,
сэ
:0-
13,0%
(по массе):4:
(9'16-о'288515
*
-|-
0,00576бс!).
10а,
кг/мз;
1:
1050'€,
сз:0
_5,3;
10,6_
13,00/9
(по
массе)
:
а:
(9,26- 0,3201с.
+
0,00720
с!)'103
кг/ма.
€т:,аствьс
3оло'га
!:) с.; ло';' с>-
с е
р
манслй.
!у1ет
о
д
(а)
[50]
:
сд',
96
(ат.) 76,8 59,6
4в,2
35,6
26'9
19'7
13'6 8'4
3'9
4'
103 кг/м3,
при
1:
:'йоо'с
13,98
11,68
10,35 9'35
8,24
7,35
0'83
6,37 5'8!
3олото
-_оюелезо
с
','
%
@т.)
7\
'8
/,
103 кг/м3,
при
,:=
-1550'€
14,29
}'4егол
(0)
[50]:
53,1
39,8
29,8
22,1
15,9
10,8 6,6
3,1
!2,66
11,36
10,31
9,43
8'85
8,27
7,75
7,35
3 о
:тото_- т;
р
е
лснсой. !{етод
(0)
[50]
:
сд,'
о/о
(ат.)
.
56'2
36'3
25'0
14'9
{,
103
кг/п:3, при
,
:
1450
'с
10'35
7'88
6'08 5'09
12,б
8,7 б'6
4,37 3,74 3,34
3,1
1
,4
3,04
2,75
3
олото-лсареанец. !е|етод
(а)
[51]:
с1,,,
о/о
(ат.)
97,б
95'0
90,0
85'0 75,0 70'0
1, 1 03 кг/пт],
:три
,:
1100"с 16,4 16'2
.15'5
14,3
|2,9
|2'о
46

3олото-ме0ь'
йетод
(6)
|+6|:
коэФФ!]цив}{ть1
уРАвнвнР1и
жидких
тАБл14цА 3.5
политвРм плотност}1
6_7о*07/0!0-!
^7
сплАвов
Ролия
49,2
13, 1
05
13,313
13,432
13,543
1
3,550
(890'с)
3|,3
1
|
,383
1
1
'б87
1
!
,695
11
,761
(926'с)
10,7
9
,097
,,=,
9,350
(1019
"с)
сАц'
оА
@т''
01,7
80,0
7о,7
60,4
50,0
оо'о
28'9
20,0
10,
б
6,3
А,
кг/(м'.
град)
1,41
!, 15
1, !5
0,97
0, 88
0,78
0,77
0,76
0,67
0,66
,.
ос
975-
1360
540-1360
3
15- 1
350
400-
|
325
440-1345
357-1350
358- 1
3
10
294- 1
358
245-!311
337-1336
50,
108
кг/м8
5А'
кг/(м'. град)
3олото-олово.
.}{етод
(о)
|461
(табл.
3.4):
тАБл|1цА
3'1
коэФФицивнть|
уРАвнвнии'
по литБРм
плотност||
ё=
7г А
!
жидк].{х
€|1.'|А8Ф8 Аш_5п
1860
1780
1680
|57б
1540
1312
|490
1860
1760
1660
1540
1502
1490
1460
1830
|74о
1650
1565
1530
1512
1490
Р
о0цй-палла0
сой_плагцно.
},|'етод
-
(]у1е',
|т!ез)
;
с
ц',|
с
ц',
:
\
:
см',,
о/о
(ат)
.
100
80
4'
103кг/м3,
систем:
пь_(Ра'
РЁ)
. .
10,68
10,30
Р0_(Р|'
пь)
. .
9,86 10,68
Р{_(Рс'
пь)
. .
18,69
16,83
/0.10!
кг/м!
10,39
10,
15
9,67
8,91
8,50
8,26
7,74
10
,55
10,15
10,00
9,65
9,20
8'96
8,55
10,50
!о,25
9,45
9,б2
9,24
9,15
8,67
0,650
1
,114
0,750
0,376
о,2|7
0,266
0,372
|
,786
0,916
|
'47о
1,410
!,000
0,980
1,020
0,710
0,692
о'426
0
,620
0,723
0,717
0,921
!8
:,.
17
,в7
15
,83
14,58
13,08
\\
'78
9,96
9,54
8,75
7,90
7,64
0,02
0,03
0,03
0,02
о'о2
о,
о3
0,02
0,02
0,02
0,01
0,05
0,03
0,03
0,02
0,02
0,03
0,02
0,02
0,02
0,01
'$о
и 3А_
среднеквадратичнь1е
о:ши6ки
коэфф!1циентов
уравнения.
Ро0цй-олово.
,&1етод
(а)
[51]:
сру',
о/о
(ат.)
.
90 80
7о
60
50
40
30
2о
10
4,
109
кг/м8,
при
!
:
2000
т 10'34 9,80
9,38
8,99
8,76 8,Ф
7
,40
6,78
6,26
Р
о0цй_палло0цй'
!;/|етод
(а
)
[52]:
с"1,
%
(ат)
.
90 80
70
60
50 40
30
2о
10
4' 103
кг/м3,
при!:2000'с
10'50
10'36
10,23
|0,13 1,06
10,00
9,95 9,91
9.87
€плавьс
ро0шя
Ро0с;й_алюмшнсай.
!е|етод
(о)
[15]
:
ср66,
о/о
(ат.)
. 90
80 70 60
50
4,
103
кг/м3,
лрп!:22о0'с 10'30
9'59
8,7|
7,68
6'53
Ро0шй-эюелезо,
кобальт, нцкель.
]у1етод
(0)
турньтй интервал''€
(табл.
3.5).
Ро0с;й-кремнцй.
!у|етод
(о)
|52]:
ср7,
о/о
(ат.)
.
90
80
7о
60
50]
4, !0з
кг/мз,
'''
!
пРп
!
:2000
"с
|0,49
9,94
9,14
8,25
7,08
{0
40
30 20 10
б,44 4,4о
3'46 2'62
[5]:
(|:!269;
-
темпера.
40
30 2о 10]
5,95 4,$1
3,97
3,09
(а)
|53]
при
Ё-2000"€'
!у1еь_
60
|40
20
0
9,95
э,6в
э,4в
9,34
11,55
12,45
13,44
14,52
15,05 13,34
11,67
10,04
в0,
1
80,
1
67,2
50,
1
40
,9
34,5
20,3
90,0
79,3
66,0
50,
!
40,
1
33,
!
20,1
90,1
80,9
68'3
50,
1
42'3
39,2
20,2
17,
Ро0алй_платпяс.
/!1етод
(о)
$!]:
спь,
%
(ат.) . 90
80
70
60 50
40 30 20
|0
*Ё"'Р!-#'".
п,67
13,26
13,78
|4,37
!б,00
1б,74
16,52
17,33 18,26
Ро0шй-уелеро0.
}1етод
(а)
[55]:
!:2000'€,
сс:|7о/о
@т')'
4:
:9,08.103
кг/м3.
€пловьо
палла0шя
[!
ал ла0
ш й-
алю мс;.нтлй.
/у1етод
(0)
[56]
:
ср6,
%
(ат.) . 90
80
7о 60
50
40 30 2о
10
4,
103 кг/мз,
й!"
|:_1?ьб6с
9,77
9,26
в,66
7,96
7,|0
6,04 4'93
3,88
2,94
[! ал
ла0
н й-о:с
е ле з
о.|у1ет
о
д
(а)
[50]
:
ср4,о/о(ат.).
в2,5
67,7
55,1
44,|
34,4
25'9
18'4
11,6 5'5
4,
103
кг/м3,
!Ё"_/:':Ёьбьс
9,77
9'|7
8,83
8,50
8,|2
7'82
7,58
7,4| 7,21
!7
аллабтст|-тплатц1!а.
}г1етод
(0)
[57]:
с,,1,
%
(ат.)
. 90 80
7о
60 50
40 30 2о
10
с1.
|03
кг/м3,
"рис:1800'с
10,99
11,79
|2,6|
13,42 14,29
|5'17
16'08 |7'о2 |7'99
[! олло0цй_свшне
ц.
[{етод
(а)
[56]:
ср6,
о/о
(ат.) .
91
,6
78
7о 56
46 33 18
4,
103 кг/м3,
лри[:1600"с
|о,27 \0,22
10,12
10'00
9'82 9'65 9,27
]7 алла0
цй*-оу
рь
ма. !т|етол
(а)
[56]:
ср6,
о/о
(ат.)
.
97
,б
79
7о 56
,5
50
42
32 1 1
'
5
!,
103 кг/м3,
лр':ас:1600'с
9,94 9'50 9,24
8,86 8,60
8'20
7,40
6'55.
[!алла0т*й-
уалеро6.
!!1етод
(0)
[55]
:
;:1560
"с,
с
6:18
}6
(ат.)'
,:9'89'103,
кг/м3'
1алла0цй-хром.
}'/|етод
(а)
[56]:
с16,
о/о
(ат:)
'
89,6 83,5
66 53,5
47
40'8 30
22
12
6, 10з кг/м3,
прпс:1750''с
9,84
9,72
9,30 8,б1
8,74 8,34
7,9о
7'46 7'0в
€плавьь
плоп]нь[
1 латцна-алюмцнцй.
/т1етол
(0)
[51
]:
ор1,
о/о
(ат.) . 90 77
7\
'|
59,9
51'9
4,
103 кг/м3,
пр'4
!
:
1800'с
\7,62 15,8в
14,84 12'80 ||
'24
[!лоттлна-бор.
.[{етод
(а)
[58]:
ср1,о/о
(ат.)
90
80
70
60 б0
40 30
4,
10в кг/м3, при
1:1760'€'.
.
. : 18,29
17,33
16,22
15,02
13'51
11'87
9'95
1 латшна-оюе
лезо. !+г|етод
(а)
[5
1
]
:
ср;,
%
(ат) . 9|,5
в4,5 70,7 57,7
47,6
42 37
'9
20'\
9'7
а' 103
кг/м3,
п!и|: 1860"с
17,88
17,00 15,51
13,96
12,86
12,18 11
'6б
9'75
8'22
|7 латшно-кобальт.
]у|ето!'
(о)
[51]:
сц,
о/о
(ат.)
72,9
60,1 52'| 39'9
32,1
2о,|
8'8
4, 103кг/м3,при
':
1800"с
16,04
!4,61
13,77
|2,47
|\
,55
\о,2о 8,77
4-688
40
$
#
|
|
[1
алло0цй-кобольт.
]!1етод
(0)
[56]:
ср6,
о/о
(ат')
.
78
68 58
44
36
4,
|03 кг/м3,
"р"|:1ооо6с
9,84 9,55
9,20
8'98
8'75
1 алло0тлй_кремншй'
/м1етол
(0)
[56]:
ср6,
о/о
(ат.) .
84
7о
60
50
38 28 21
3
6,
10в
кг/м3,
при
|
:
1600
''с
9,40
8,43
7
,94
7,16 5'70
4,57 3'80
2'70
|! алло0цй_мор?анец.
}у1етод
(0)
[56]:
ср6,
о/о
(ат.) . 92
82
68 56
50
39
26
18
5
4,
108 кг/м!|,
йр"[:-1обб6с
9,97
9,64
9,32
8,84 8,52
7,96
7'08
6'68
6,00
27
16 6,4
8,44 8,34
8,00
39'4
2о'7
|7
9,69 5,23
4,60
[[олла0цй_ме0ь.
!1етод
(а)
[56]:
ср6,
о/о
(ат)
. 84
58 50
4.
103
кг/м3'
при
!:
1600'с
9'86
9'20
8'76
1 олла0 цй_н[!кель.
мет
од,
(а)
[56]:
ср6,
о/о
(ат) .
82'8
68'5
56'4
44'8
4,
100 кг/м!,
при
{: 16006с
9,78 9,55
9,2о
8'92
3628206
8,60
8,50
8,30
7,65
26 18,5
12
8,55 8,25
8,08
4!
1 лат
с;н а-
кре мнас й.
!у|ет о
д
(
а
) |б7|
с'1,
оА
(ат)
.
90
80 70
60
а'
10,
кг/м3,
лр!1!
:
!800
"с
17
'34
1б'77
14'|7 12'25
1латцна-ме0о.
![етод
(о)
[51]:
10,01
8,31
6,70
5,19
2030
40
50
|0
3,17
ор1,
о/о
(ат.) . 87 73'6
67
'2
49,7
37,|
29,5
19,4
7,8
4, 103
кг/м3,
при
1:1800'с.
17'78
16'55
25'82
13'91
12'36
!!,38 10,00
в,35
1 латцна-нтлкель.
!у\етод (а)
[51 ]:
ср1,
0/о
(ат.)
.
. 85,1
77 60
39,9
29 2о
12,1
4,
103
кг/м3,
при
!:1800"с. 17'44
16,44
14,87 12'67 11,39
10,31
9,28
[7лотнна-уалеро0.
!ъ4етол
(а)
[55]:
|:1800"€,
сс:\9о|о
(ат.),
4:|8'44.10з,
кг/м3.
3.2. 1емпературнь|й
ко9ффициент
объемного
расширения
4олло0шй
[59]'
':
1552-1827
'€,
с:
(120+9)
.106
град_'.
!7
алла0 ц
й- к
р
е мнш й
|60]:
с,6,
о/о
(ат)
.
84 7о
60
50
52 28 2\
|8
с, 10_6
!Р8А_1'
при/:1600ос 185
240
280 300 320
315 310
300
1 алла0
цй-м а
р
е ан е
ц
|60|:
о,''
%
(ат.)
. .
82,2
67,3
54,6 43,7
34 25,Б |8 |1
5
с|' 10_0
|Р8А_1,
при!:1600'с
|30 150
167
158
155 148 140 125 110
'
|7лотцна
[59]:
Ё:
(1769-
1877)"€,
66:
(153*
1б)
.10-в,
град-1.
€еребро
[59]:
!:
(961
+1377)"€,
а:
(|19-|4)
.
10-8,
град-1.
€^ереб-ро_шн0цй,
ка0мшй,
олово' сурьма
[{7]
(табл.3.3).
Ё е
реб
ро_
о ло в о- с
в
шне
ц
[6\|.
[температурный
иг:тервал
(';.*"_800)"с]:
сд',
о/о
(ат.)
.
20
20
20 40
40
ф
с''/ср6
20/60
40140 6012о
20140 4012о
20120
!дцц3,
'6
300 365
355 455
435
625
с*, 10*6
град-1 .
90 100
70
90
80 110
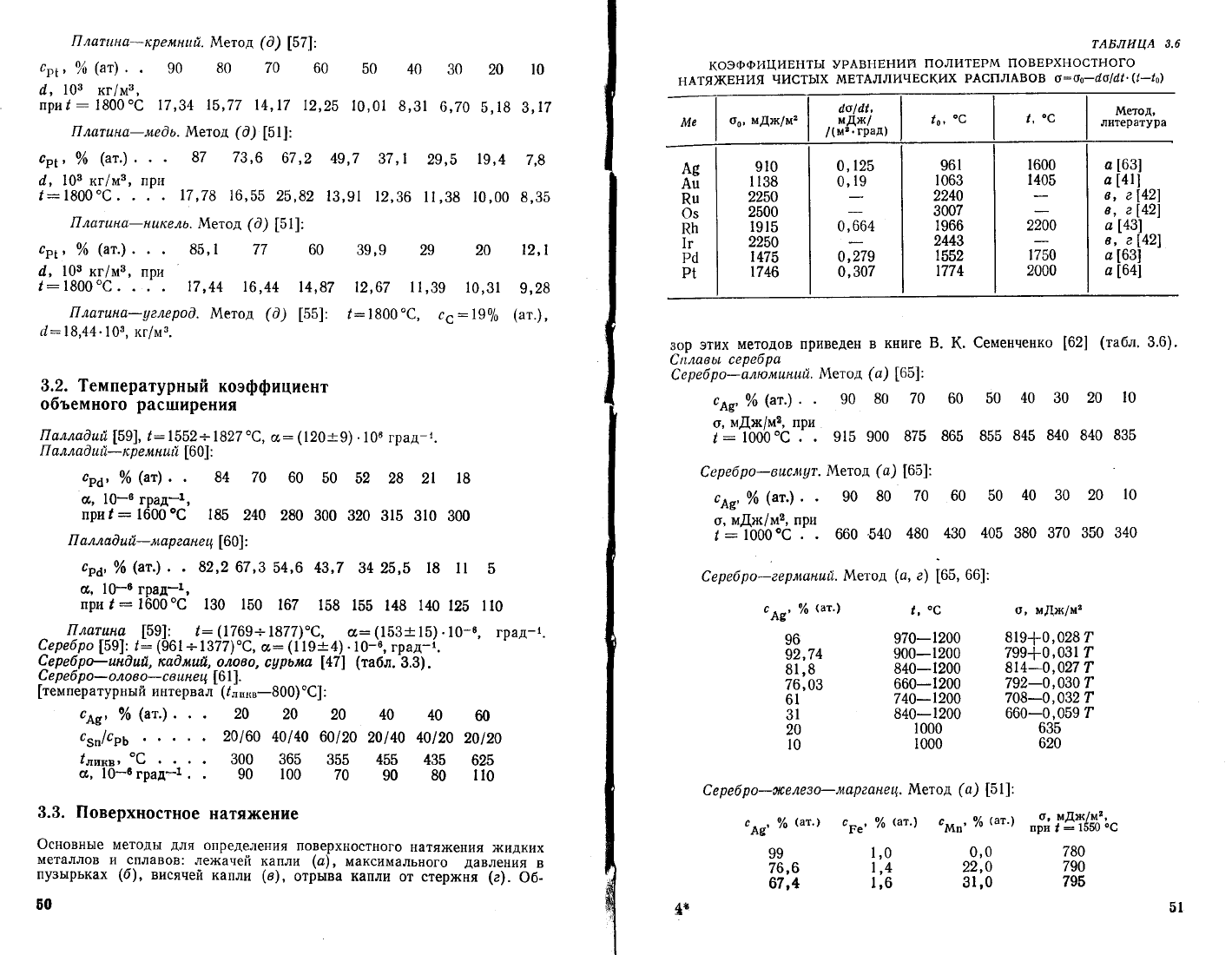
3.3.
[|оверхностное
натя){{ение
Фсновные
методь|
для
определения
поверхностного
натя}кения
жидких
металлов
и сплавов:
ле>качей
:<апли
(а),
максимального
давле[]ия
в
пу3ырьках
(б),
висяней
капли (в),
отрыва капли
от стеря(ня (е).
9б_
б0
тАБл|1цА
3.6
коэФФицивнть1
уРАвн
внии
по
литвРм поввРхностного
цд1д{вЁи!
чисть1х мвтАлличвских
РАсплА3ФБ
с
:
оо_7'о|6|'
(|-|о)
о0, мд)к/м2
ас|а|'
мд)к/
/(м8.град)
!1,
'(
910
1 138
2250
2500
19!5
2250
1475
1746
0,125
0'ш
0,664
о
'утэ
0,307
961
1063
224о
3007
1966
2443
1552
1774
|,
'с
1600
1405
22оо
:йо
2000
!1етод'
литература
Ав
Ац
Рц
Фз
кь
|г
Ра
Р1
3ор
этих
методов пРиведен
в
книге
Б.
}(.
€еменченко
[62]
(табл.
3.6)'
€тллавьс
серебро
€ереб
ро-алюла:ноцй.
йетол
(с)
[65]:
с'',
%
@т')
.
90
80
7о
60
50
40 30 2о
10
о,
мд'{/мв, при
!:1000"€.-
. 915 900
875
865 855
845 840 840
835
€ереб
ро-вшсмут.
!'о|етод
(о)
[65]:
с'*
о/о
(ат) . 90
80
70 60 50
40
30
20
10
о,
мАж/мв, пр*:
,:'1о00ос
; .
660 б40
480
430 405 380 370
350 340
€ е
реб р
о-.ее
рманслс|.
/т'!,етод
(с,
11
[оь,
оо1,
с
'''
|о
(ат')
96
92,74
81,8
76'03
61
31
20
10
€ереб
ро-оюе
ле3о-мар?ане4. метод
(с)
[5
1]:
с'"'
о/о
(ат])
с'",
о/о
(ат.)
см!}'
%
(ат.)
,'
'с
970-1200
900-1200
840-1200
660-1200
74о_12о0
840-1200
1000
1000
1,0
0,0
|,4
22'о
о, мдж/м2
819+0,028 ?
799+0'031т
814_0'027 т
792_0,030т
708_0'032 т
660_0'059
т
635
620
99
76,6
67,4
о,
мдж/мз'
при
!:1550
о€
780
790
795
4*
1,6
31,0
51
€еребро
-
3олото.
}1етод (с)
[67]:
с'*'
%
(ат.)
80
60
40
2о
€еребрсэ.
.лте0т,.
!у1:етс:л
(с)
[65,
6в.|:
|'.с
!
060- |
300
!
040- 1
300
!
050- 1300
1010-1300
0'
мдх(/м,
1207-0,175
т
1209-0
'152т
1342*0,198
?
1427-о
'231
т
6' мд:,'</м2
920
940
960
990
!о57-о
'|2[
|
109-0,101
124б-0'17!
1304-0
,14
!
1353-0,!
|
'
1478-0,191
сАв'
%
(ат.)
90
80
70
о(,
47
'2о
24,41
12,97
4
,99
'1 оо
0,72
(еребро-олосо.
,&1етод (с)
[05]:
сд',
о/о
(ат.)
.
90
80
70
60
50
40
30
20
10
о' мд)к/м2,
при
':1000"с
780
680
620
580
550 б4о
52о 5|0 505
.
€сребро--('в!!нс'||-0лосо.
Р[стод (а)
[с;1],
'гс]\!|{(.|).!1.у[)!!ь:[|
::;п:срш;п.::
(1,,,,'.,,-800
"€)
1табл.
3.71.
|'
.с
!000
1000
1000
1000
880-1200
|
050-
| 200
1000-1200
1050-
| 250
|050-1250
|100-!250
тАБ]]
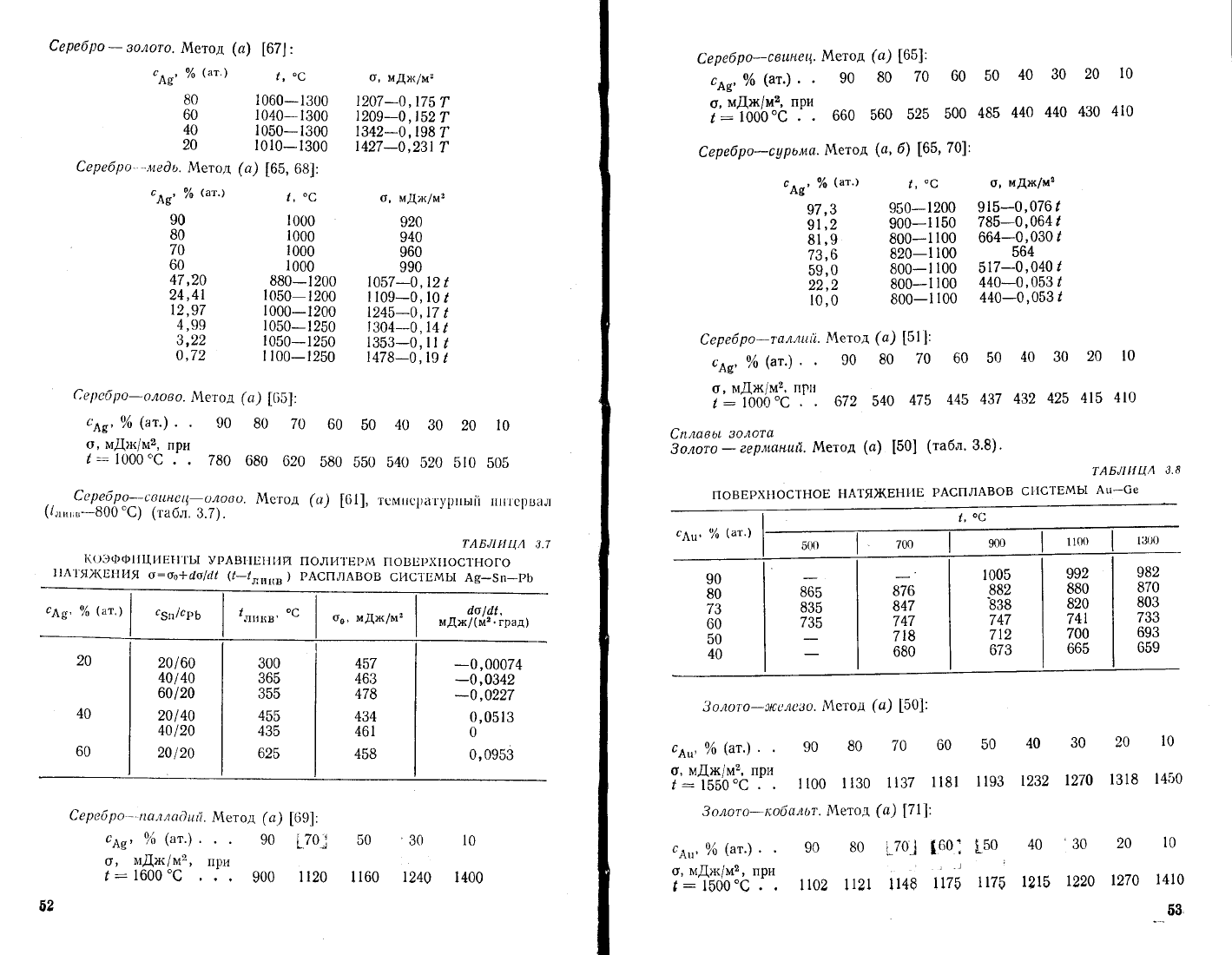
|1 !|А
.з'7
|(()эФФ!
!цивг|1'ь|
уРАв!
||]|| 1]|и
поли1'вРм
г1овшРх|
!0с].ного
]|^]'яж!]г1ия
о:б0+
ас|а!
(|-1лпкв
)
РАсплАвов
с],1с.1.!мь|
А9-5п-.Рб
-0,00074
-0,0342
_0
'о227
0,05 !
3
0
0,0953
20
40
60
20/60
401
40
60/20
20140
40120
2о
|20
€еребро
-
тталло0т.ст|.
}1етод
(о)
[69|:
сд*,
о/о
(ат.)
.
о'
п:.[,х</м2,
!]ри
1: 1600'€
90
[7о:
50
'
30
900
1
120
!
160 1240
457
463
478
434
461
458
300
365
355
4б5
435
625
10
1400
б2
ба
€еребро-свш,',сц.
метод
(о)
[65]:
сд',
о/о
(ат.) . 90
80
7о
60
50
40
30 20
10
о,
мдж/м2,
при
;;тб6ъё_:-.
660
560
525
500
48б
44о
44о
430
410
€
е
р
еб
р
о* с
у р
ь м а.
['{'ет
о
д
с'*'
|о
(ат.>
э7
,3
91,2
81,9
73,6
59,0
,'9
10,0
(о'
б)
[65'
70]:
|,
'с
о,
мд)к/м2
950-
1200
915-0
,076
,
900-
1 150
785-0
,
064
/
800-
1 100
664-0,030
,
820-1100
564
800-!
100 517-0,0401
800-1
100
440-0,053
'
в00-1100
440-0,0531
60
50
40 30
2о
|0
€ере6ро-таллшг?.
}4етод
(а)
[51]:
,ь',
%
(ат.)
. 90
80 7о
о,
мдж/м2,
пг!|
г
:
1}об'с
.' . 672 540
475
445
437
432
42ь 4|5
4!0
€плавьо
3олота
3о'.'.
-
еермансас7.
/т1етод
(с)
[50]
(табл. 3.8).
тАБ,/]ицА
3.8
поввРх}!остнов
г[Атяжвн|1в
РАсплАвов
с|'1ствмь1
Аш-се
сд',
%
(ат.)
1005
882
ъ38
747
712
673
3олот'о-оюсл.]3о.
метод
(о)
[50]:
90
80
73
60
50
40
сд,,
о/о
(ат.) .
90
80 70
60
о, м.[1>к/м2, при
,:1550.€..
1100
1130
1137
118|
3олото-кобсулот.
Р|етод
(а)
[7\!:
1
193
1232
|270
1318
145-л0
[50
40
'30
2о
10
117б
|2|5
|22о
1270
1410
10
20
30
40
50
с*',
96
(ат.) .
о,
м!,х</мя'
при
Ё:
1б00'€
.
90
80
170-)
[60:
,
']
1
102
|12]1 1
148
||7б
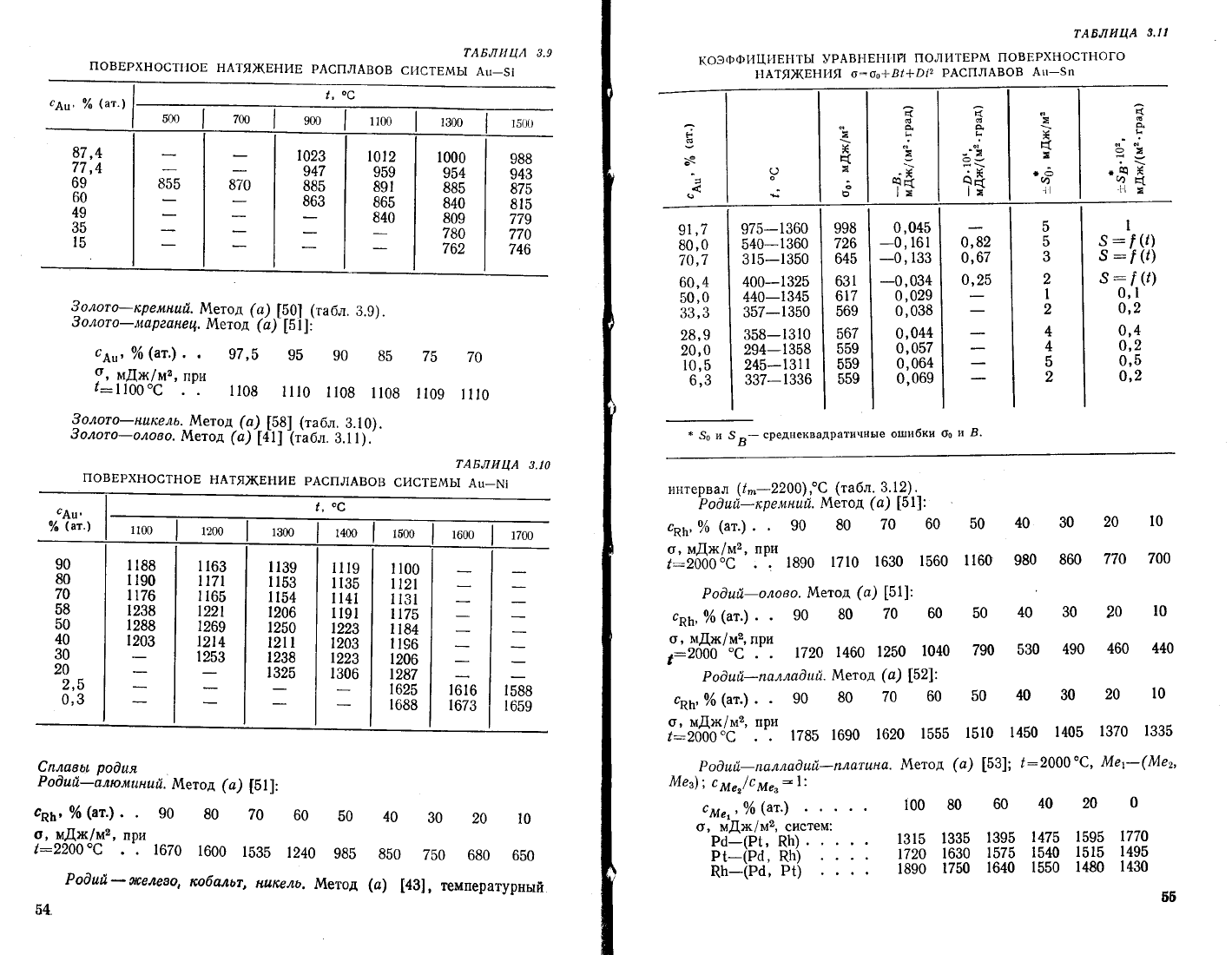
поввРхност||ов
нА]'яжвнив
тАБлицА 3.9
РАсплАвов
€|]€1Р[Б]
Ац-5|
сд,'
|ц
@т.|
87
69
60
49
35
15
988
943
875
8|5
779
770
746
75
в5
9095
1 100
\12\
1!31
1175
1 184
1
196
1206
1287
1625
1688
|
616
1673
€плавьс
ро0ня
Ро0цй-алюмцн'!й.
метод (с)
[51]:
ср1,
о/о
(ат.)
.
90
о, мАх</м2,
при
|:2200"(
1670
80
7о
60
1600
1535
1240
985
850
75о
680
650
|0
20
30
4о
50
11 |0
1108
1108
ш09
с
д,'
о/о
(ат)
.
.
97
,5
о,
м.4,ж/м2'
при
,:1100'€
1108
3олото-ншкело.
}1етод
(а)
|5в]
(табл.
3.10).
6олото-олово.
,&1етод (а)
|а\|
(табл.
3.1 1
).
поввРхностнов
нАтяхв}|ив
РАсплАвов
1 188
1 |90
| 176
!238
1288
,:,
! 163
117
|
| 165
1221
1269
\214
,:,
1 139
1 153
1
154
1206
1250
12\1
1238
1325
11
19
1 135
1141
119|
1223
!203
1223
1306
7о
|
110
тАБлицА
3.10
€1'1€1Б;!1Б1
Ац-!.{1
''
'с
54_
Ро0цй_аселево'
!собальт'
!!цкель..:}1етод
(с)
[43]
,
температурный
6б
тАБл!,|цА
3.11
коэФФиц'1вг!ть|
уРАв}-|в|1|',|и
политБРм
повпРхностного
!-1Атяжвния
с:6о*Б!*|!2
РА€||'т|АБФв
Ап-5п
к
д
Ф=
.Ф *
ив1
11
=
}<
о
о9
.у
чг1
!х
Ё{
о
х
ц
:
Ё
=
91,7
80,0
70,7
60,4
50,0
33,3
28,9
20,0
10,
5
6,3
0,92
0,67
0,25
975-1360
540-1360
3
1б- 1350
400-1325
440-1345
357-1350
358-1310
294-1358
245-1311
337-
1336
0,045
-0,161
-0,
133
-0,034
0,029
0
,038
0,044
0,057
0,064
0,069
998
726
645
631
617
569
50/
559
559
559
5
5
3
2
1
2
4
4
5
2
1
5:
'
(,)
$:г(')
8:
,
(,)
0,1
о,2
0,4
0,2
0,5
0,2
*
5о и 5'_
среднеквадратичньте
о:шибки
оо
и 8.
интервал
(|
^-220о)
:с
(табл.
3.1_2) .-
'Ро0ай-кремний.
}1етод
(с)
[51]:
с*1,
%
(ат.) . 90
80
7о
60
о. м_[>к/м2. при
':2б60ос
'
.
'.
1890
1710
1630
|560
1160
Ро0шй-олово'
/\,[етод
(с)
[51]:
с^1,
%
(ат.) . 90
80 70
60
50
о.
м.[1ж/м2.
пои
,:эооо
'с
.'.
1720
1460
|250
1040
790
Р
о0цй-палла0т;й.
!у|етод
(о)
|52]:
ор1,
%
(ат.) . 90
80
70
60
50
о' м.[|,>к/ме, при
!о4.
Ё'б'0ъс
'
.-'-
1785
1690
1620
1555
1510
1450
1405
1370
133ь
}1етод
(с)
[53];
1:2000'(,
|||е1-(А4е2,
980
860
77о 7о0
530
490
460
440
100 80
60
40 20
0
1315
1335
1395
1475
1595
1770
|72о 1630
1675 1540
1515
149б
1890
1750
1640 1б50
1480
1430
10
10
2о
30
30
40
40
б0
10
20
20
3040
Ро0пй-платьгна.
,;\4етод
(а.)
[5{!:
с*1'
%
(ат.)
.
90
80 70
о, м.(,х</м2,
при
/:1966
"€
1875 1828 1797
Ро0цй_
уелеро0.
А{етол (с)
[55]:
:1800
мАж/м,.
€плавьс
палла0ця
1
алла0 цй- алю мцт-у
п й.,\'1етод (а)
!;:
6] :
ср6,
о/о
(ат.)
90
80 70
60
о,
м.[,ж/м2 при
!:1700'€ !370
1330
|3|0 1295
':2000'(,
с":17
о1.
(ат.),
о-
|7 алла0уцй-вольфрам.
!{етол
(а)
[69]:
ср6,
о/о
(ат.)
.
97 94
9! 88
о, мАж/м2
при
!:1950'€
1405 1410
1422 1444
|7 ол ла0 ссй-оус
е ле з о'
!{'ет
о
д
(о)
[50]
:
ср6,
о/о{ат.)
90 80
70 60
50
40 з0
2о 10
о, мдя(/м2 при
1:1550"€ \43б^1437
|44о 144б
1445 147о
1490 |530 1600
11 алла0цй-кобальт.
}1етол (с)
[69]:
ср6'
(%
ат.) .
90 70
50 30
10
о' мд}к/м2,
при
1:1600'€ 1465
1490 1520
1590
1700
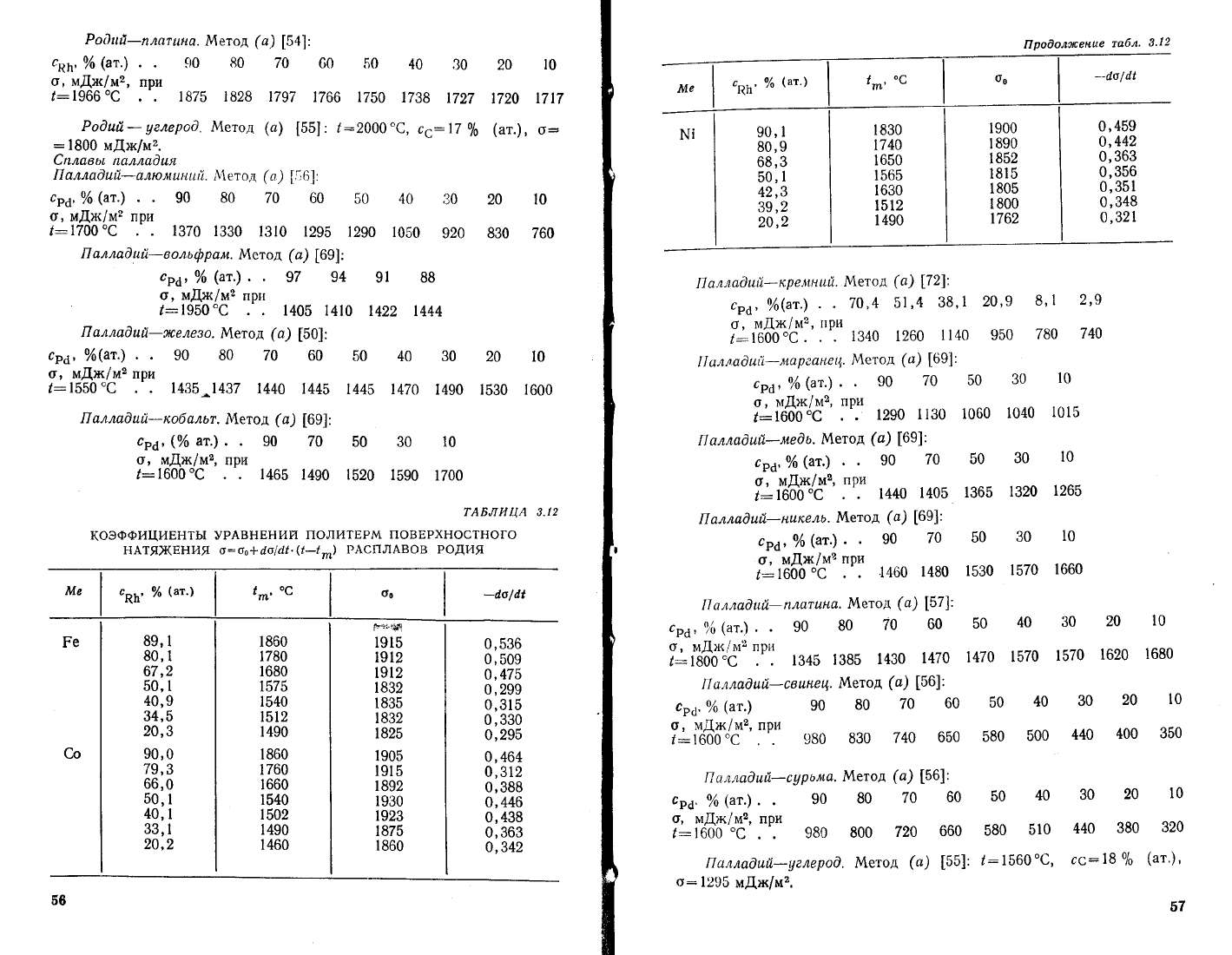
гАБл']цА 3.12
коэФФицивнть|
уРАвнвнии
лолитРРм
поввРхностного
нАтяжвния о:с0+ао/а!.(|-'п)
РАсплАвов Родия
60
50
40
30 20
10
1766 1750
1738
1727
172о |717
50 40
30 20
1290 1050
920 830
|0
76о
89,1
80, 1
67,2
50,1
40,9
34'б
2о'3
90,
0
79,3
66,0
50,
1
40,1
33,
1
2о'2
1860
1780
1680
1575
1540
\5\2
1490
1860
1
760
1660
1540
1502
1490
1460
Р*'*!]
1915
\912
\912
1832
1
835
1832
1825
1905
191
5
1892
1930
1923
1875
1860
0,536
0,
509
о,475
0,299
0,315
0
,330
0,295
0,
464
0,312
0,388
0,446
0,438
0, 363
о,342
56
57
проооло,оенце
та6!'.
3'12
с&и'
%
(ат.)
90,
1
80, 9
68, 3
50,
1
42,3
"о9
20,2
1830
174о
1650
1565
1630
1512
1 490
1900
!
890
1852
1815
1805
1 800
1762
0
,459
0,442
0,363
0,356
0,351
0,348
0,321
!! а
л
ла0
н|!- кр
е лон осй.
|т|ет
о
л'
(
а)
|7
2]:
с',,
%(ат.)
70,4
51,4
38,1
20'9
8'1
о,
м!,х</м1,
т:ри
Ё
гобб
ос
.
'
.
'.
1340 1260
1 140 9б0
780
! ! алл-а0шс|!-мареане11.
Р1етол
(о)
[69]:
сра'
%
(ат.) .
90
7о 50
30
10
о,
мд)к/м9'
при
Ётооо
ос
.
'.
1290
1!30
1060
1040
1015
(!алла0цй_ме0о.
}1етод
(с)
[69]:
с,,'
%
(ат.)
90
7о
50
30
10
оо
740
о, мдх(/м2,
при
':1600.с
1 ал ла0
у;й_
н'1ке
ль. мет
о
д
ср6,
о/о
(ат) .
о,
м.[,хс/м2
при
':1600
'с
1440
1405
(о)
[69]:
90
7о
90
80
70
60
980
830
740
6б0
1з65
1320
1265
10
30
50
1460 1480
1530
1570
1660
|! а лла0у+й-плат!1на.
/\{етод
(о)
[б7]:
с'6,
,;6
(ат.)
. 90
80
70
60
50
40 30
20
10
о,
м!.л</м2
при
;:1вйю
:'.
1345
|385
1430
|47о
|470
1570
1570
1620
1680
]
!
алло0цй-овшнец.
!'!|етод
(о)
[56]:
с'6'
%
(ат.)
о, м!,л</м2, при
й:1600'€
50
б80
50
580
40
30
20
10
500
440
400
350
40
30
2о
10
510
440
380
320
1 алла0сдй_с!рьма'
!у1хе'[од
(с)
[56];
ср6.
о/о
(ат.)
.
90
80
7о
60
о,
ьт.[ж/м2' при
,:|60о
'с
.
'.
980
800
72о
660
!7алла0шй-9елеро0. метод
(с)
[55]:
1:1560
"с,
сс:18
%
(ат')'
о:1295
мАя</м2.
[7алла0цй_хром.
!е\етол (а)
|69]:
ср6,
о/о
(ат.)
90
о' м!ж/м2,
при |:
:1750
'с
. 14|0
€плавьс.
плат!]нь[
|! латцна-алюмцннй'
Р!етол
(о)
[51]:
7о
1415
50
30
1425 1.!55
10
1520
|1
латшна-бор'
&1етод
(о)
[5в]:
с'.,
о/о
(ат.)
90
80 70
60
50 40
;;)
о,
мАж/м2,
при
!:176о
-с
.
'.
1670
1600
1550
1460
1340
1250 ! 17;)
1 лат
цна-ою
е
ле з о.
!у4ет
о
д
(
а)
[5
\]:
ср1'
о/о
(ат.)
. 9|,5
84,5
70,7
57,7
47.(,:
;,2
о, мА>к/п,т1'
при
1:1800
'с
.
.
1701
1675
|650
1631 1622
\в24
[/латнно
_
кобальт'
!!1етод
(с)
[51]
:
ср1,
о/о
(ат.)
.
ю
80 72,8
60,1
52,|
39,9
32,|
о, м.4,я</м2'
при
!:1800'€
1720
\7\0
1700
1681 1680
1682
1685
орр
о/о
(ат.)
.
о,
м.[|,>к/м2,
при
!:|800
'с -
1
латина-
к
р
е м
н ш й.
!у1'ет
о
;ц
(
а
) |57|:
ср',
о/о
(ат.)
. в7
77
,8
70
о, м[>к/п:2,
при
':1800
.с
|499
|433
!37'
1латшна-лце0о
}1етод
(а)
[51]:
ср1'
о/о
(ат.)
. 87 73,6
67
'2
б5,2
о,
мАж/м2,
пои
!:1800
"€
1639
1571
1526
1450
|7 латссна-ншке
ль.
!у|етод (а)
|5|):
ср1,
о/о
(ат.)
.
85,1
77
60
о, мАж/м2,
при
1-1800'€
1709
1697
1678
|7латнно-уелеро0.
!т1.етол
(с)
[55]:
о: 1590 мА>к/м2.
б8
90 7о
77,|
59,9
5|,9
39,4
2о,7
|7
1640
1559
1520
!306
1230
1050
820
78\
37'9
2о'1
12'|
9,7
1628
1640
1660 1678
62,4
56,4
51,4
1280
1 150
1062
2о
'|
8,8
1695
1709
4\,2
25,6
925
8764
49,7
37
,\
\421 1330
29,6
14,9
7
,8
1295
125о
1200
39'9
2о 20
|2,|
1660
1653
1650
1647
,:
1800
"с'
сс:
19
0/о
(а'.)
,
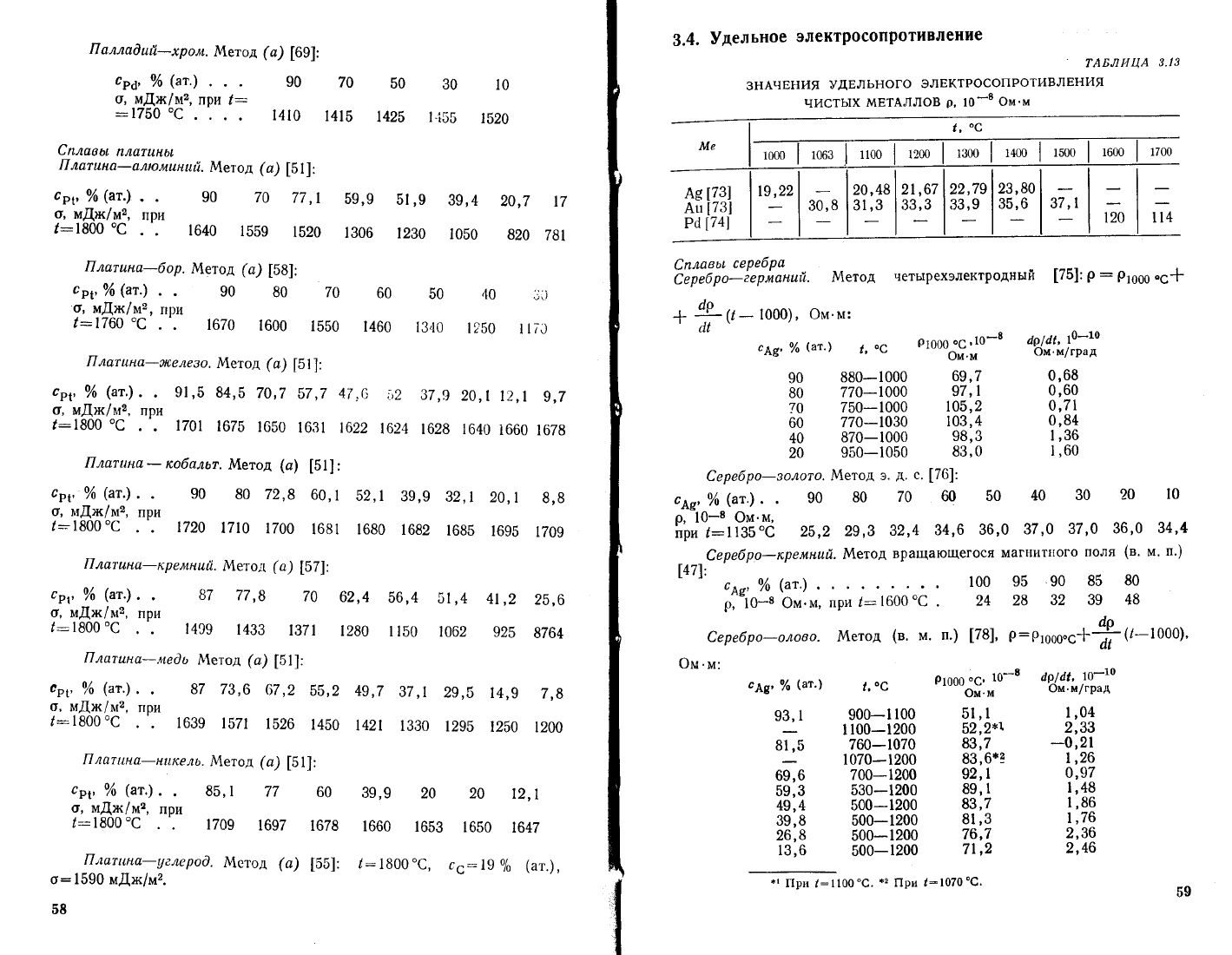
3.4.
9дельное
электросопротивление
тАБлицА
3.13
3нАчвния
удвльного
элвктРосопРотивлвния
чисть1х
мвтАллов
р,
10_8
Фм'м
|'
"с
*:,
А8
[73]
Аш
[73]
Ра[74|
€плавьь
серебра
ёереор.4'рмант:й'
,]!1етод
четь1рехэлектродный
[75]:
р
:
Р;ооо
'с*
+
4Р
(1_
1000),
Фм.м:
а|
сд6'
оА
(ат.\
',
"с
0:ооо
-6.!0_в
%!:;)'й!
90
880-1000
69,7
0'68
80
770-1000
97,1
0'60
7о
750-1000
105'2
0'7|
60
770-1030
103
,4
0
'
84
40
870-1000
98,3
1
'36
20
950-1050
83'0
1'60
€еребро-золото.
}1етод
э.
д.
с.
[76]:
сд',
о/о
(ат.)
.
90
80
70
60 50
40 30
20
10
о. 10_8 Фм.м'
й'рй с:тйь'с
25,2
29,3
32,4
34,6
36,0
37'0
37,0
36'0
34'4
€еребро-кремнцй.
!'/хетод.
вращающегося
магг!ит}того
поля
(в'
м.
п')
$71
с',,
о/о
(ат.)
.
100
95 90 85
80
р]":о_'
ом.м,
при
,:1600'с .
24
28
32 39
48
€еребро-олово.
}1етод
(в.
м.
п.)
[78]'
Р:Р:ош"с*
Фм.м:
с73'
!о
@т.\
!,'с
93,
1
900-1100
1100-1200
81,5
760-1070
1070-1200
69,6
700-1200
59,3
530-1200
49,4 500-1200
39'8 б00_1200
26,8
500-1200
13,6
500-1200
4о
7(/-|ооо),
р1166
'6,
10_8
4р/ё!,
то_1о
Фм'м
0м'м/град
51
,1
!
,04
2,33
*0,21
|,26
0,97
1
,48
83,7
1,86
в1
,3
1,76
76,7
2,36
71,2
2,46
б2,2*т
83,7
83
,6*3
92,1
89,1
*|
при
,:1100.€.
*2
||рн
'-|070
"с.
59