Руководство по программированию Siemens 840\810
Подождите немного. Документ загружается.

03.96 Программирование смещений инструмента
3-141
Функция
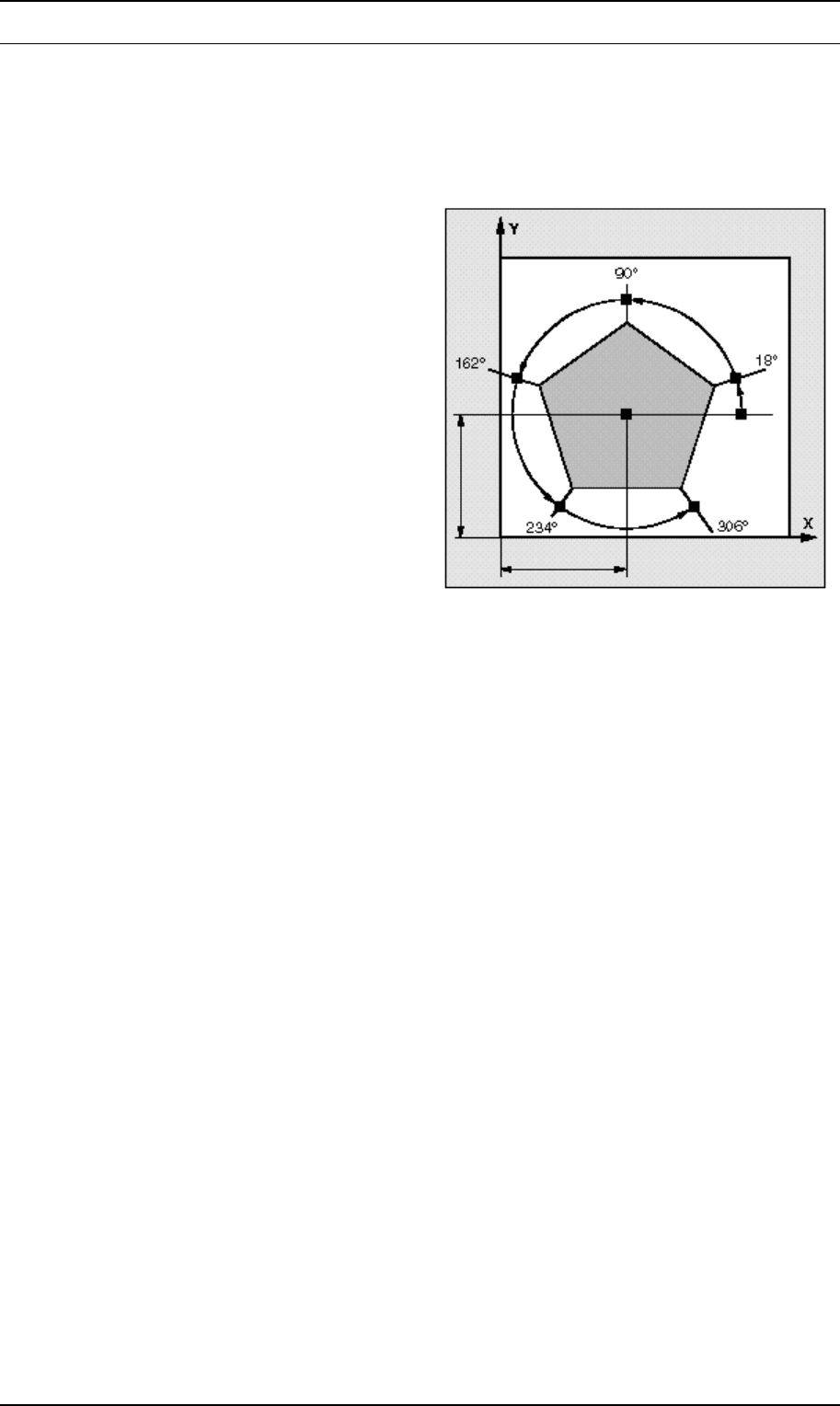
Деталь часто измеряется с центром как
исходное, а размеры задаются в
обозначениях углов и радиусов, т.е. в
образцах сверления.
Полярные координаты могут
использоваться для программирования
таких измерений прямо в соответствии с
чертежом.
03.96 Программирование смещений инструмента
3-142
Последовательность
Команды перемещения
Позиции, определенные полярными координатами
могут перемещаться с G0, G1, G2 и G3.
Рабочая плоскость
Полярные координаты действуют в рабочей
плоскости, выбранной с G17-G19.
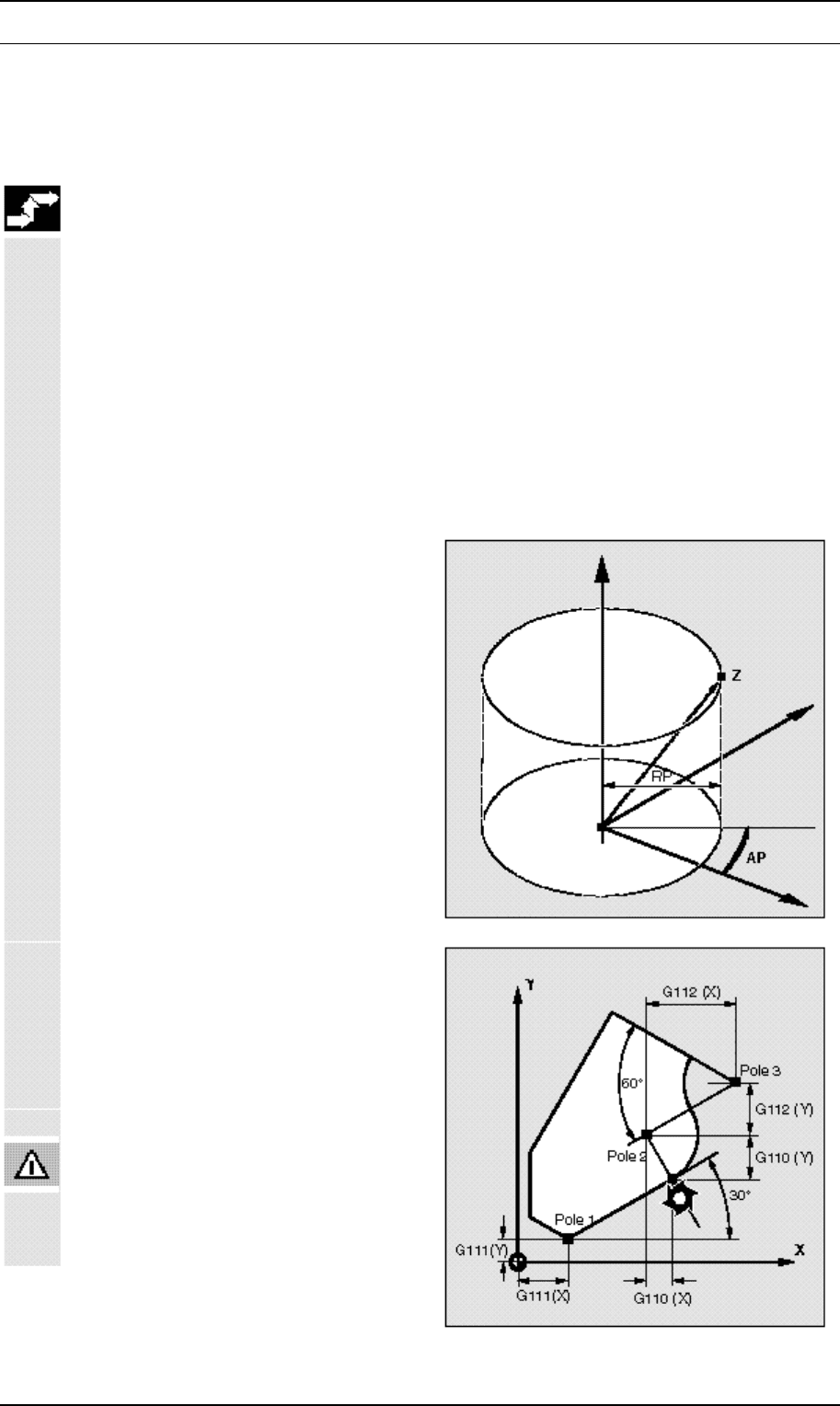
Координаты цилиндра
Третья геометрическая ось,
которая лежит перпендикулярно к
рабочей плоскости, может также
быть определена в Декартовой
системе координат.
Это позволяет
запрограммировать боковые
параметры в цилиндрических
координатах.
Пример: G17 G0 AP... RP...
Z...
Определение полюса G110,
G111, G112
Полюс может быть определен в
Декартовой или полярных координатах.

03.96 Программирование смещений инструмента
3-143
G команды G110-G112 используются для обеспечения единого определения
референтной точки размеров. Абсолютные или инкрементные размеры (AC/IC)
не влияют на систему, определенную в G команде.
Если полюс определен, применяется исходное действующей системы
координат детали.
03.96 Программирование смещений инструмента
3-144
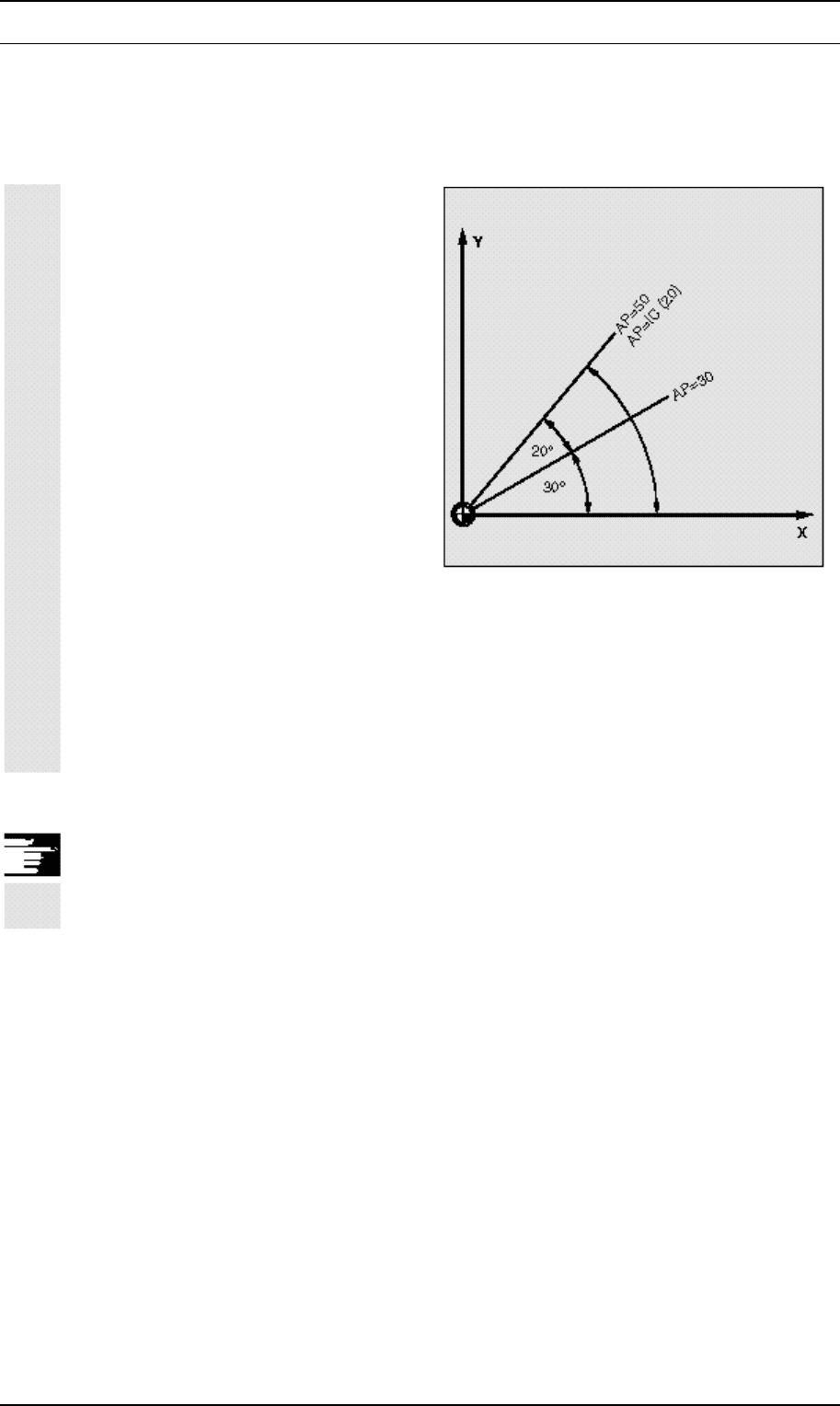
Полярный угол АР
Диапазон значений 0...360 .
С абсолютным вводом угол
относится к горизонтальной оси
рабочей поверхности, т.е. ось Х с
G17. Положительное
направление вращения идет
против часовой стрелки.
Если ввод является
инкрементными координатами
(АР=IC), применяется последний
запрограммированный угол как
исходный.
Полярный угол сохраняется, пока не будет определен новый полюс или
не будет изменена рабочая плоскость.
Полярный радиус RP
Полярный радиус определяется в мм или дюймах в абсолютных
положительных
значениях. RP сохраняется, пока не будет
введено новое значение.
Обычно применяется следующее:
В NC программе Вы можете изменить поблочно
между полярными и Декартовыми координатами.
Дополнительные замечания
В NC программе Вы можете поблочно изменять
между полярными и Декартовыми координатами.
03.96 Программирование смещений инструмента
3-145
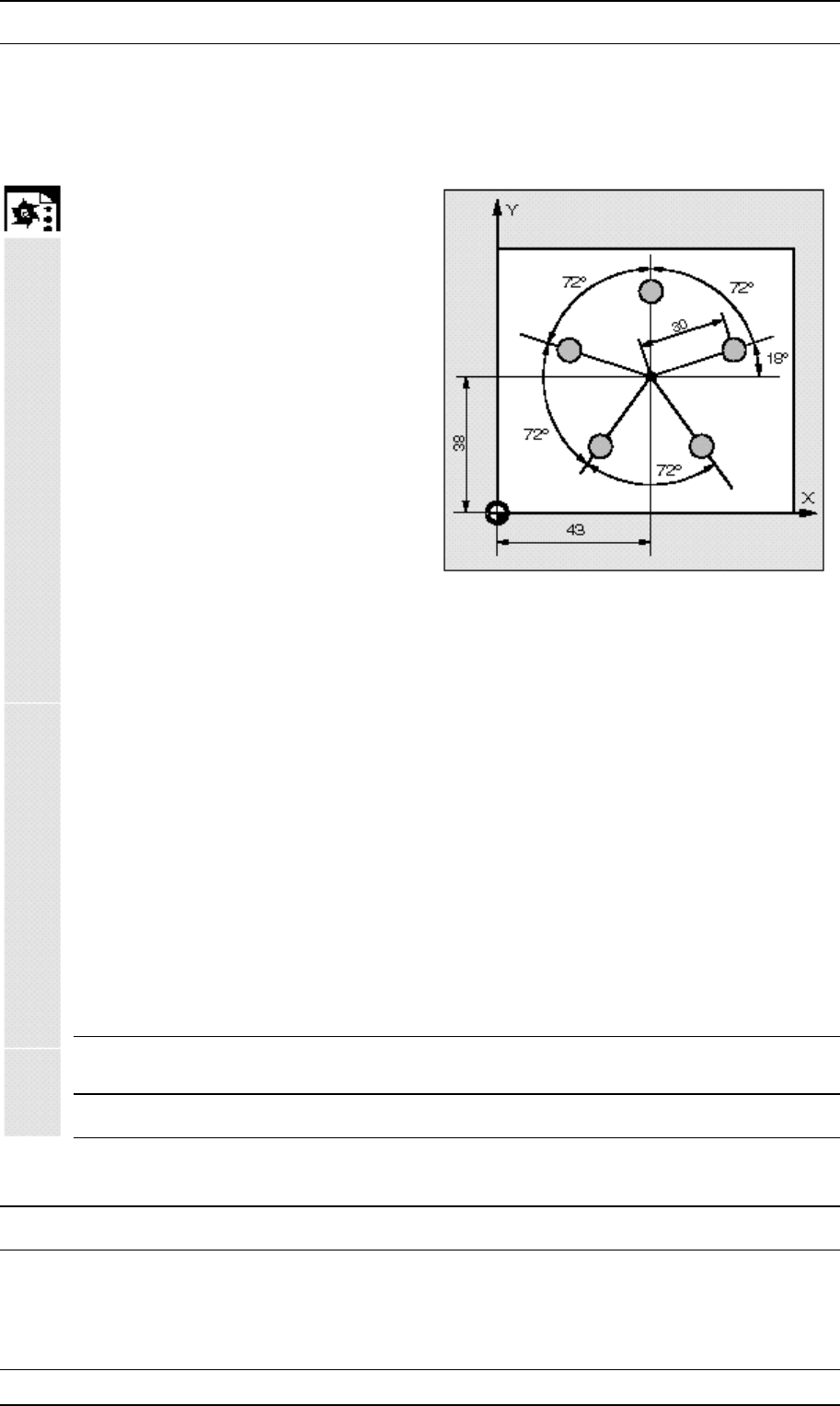
Пример программирования
Выполнение шаблона отверстия:
позиции отверстий определены в
полярных координатах. Каждое
отверстие обрабатывается в
одинаковой последовательности:
предварительное сверление,
сверление по размеру, развертка
и т.д.
Последовательность обработки
сохраняется в подпрограмме.
N10 G17... G54... Рабочая плоскость X/Y, ноль
детали
N20 G111 X43 Y38 Определить полюс
N30 G0 RP=30 AP=18 Z5 Подвод исходной точки, позиция
которой в цилиндрических координатах
N40 L10 Вызов подпрограммы
N50 G91 AP=72 Подвод следующей позиции быстрого хода,
полярный угол в инкрементных размерах,
полярный радиус из блока N30 все еще
сохраняется и его не надо определять.
03.96 Программирование смещений инструмента
3-146
N60 L10 Вызов подпрограммы
N70 AP=IC(72) ...
N80 L10 ...
N90 AP=IC(72)
N100 L10 ...
N110 AP=IC(72)
N120 L10 ...
N130 ...
03.96 Программирование смещений инструмента
3-147
3.2.3 Быстрый ход, G0
Программирование
G0 X... Y... Z...
G0 AP=... RP=...
Объяснение параметров
XYZ Конечная точка в Декартовой системе координат
AP= Конечная точка в полярных координатах, в данном случае
полярный угол
RP= Конечная точка в полярных координатах, в данном случае
полярный радиус
Функция
Вы можете использовать перемещения для
быстрого позиционирования инструмента,
перемещения вокруг детали или подвода
точек смены инструмента.
Эта функция не подходит для обработки детали!
03.96 Программирование смещений инструмента
3-148
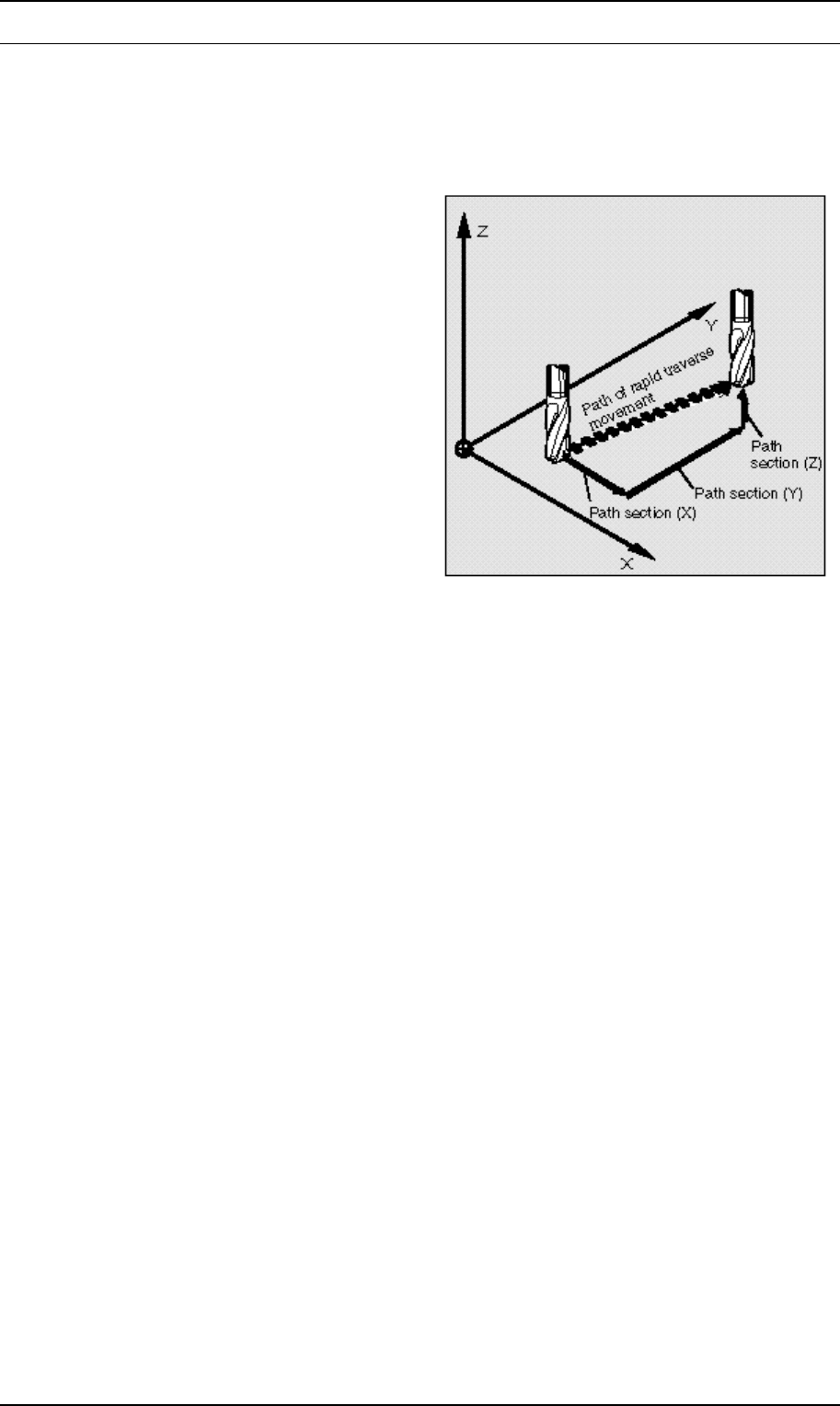
Последовательность
Перемещения инструмента,
запрограммированные с G0,
выполняются с возможно самой высокой
скоростью (быстрое перемещение).
Скорость быстрого перемещения
определяется отдельно в данных
станка.
Если перемещения быстрого хода
выполняются одновременно на
нескольких осях, скорость быстрого хода
определяется осью, которая требует
самое большее время части траектории.
Path of rapid traverse movement - Траектрия быстрого перемещения
Path section - Часть траектории
03.96 Программирование смещений инструмента
3-149
Дополнительные замечания
G0 - модальная
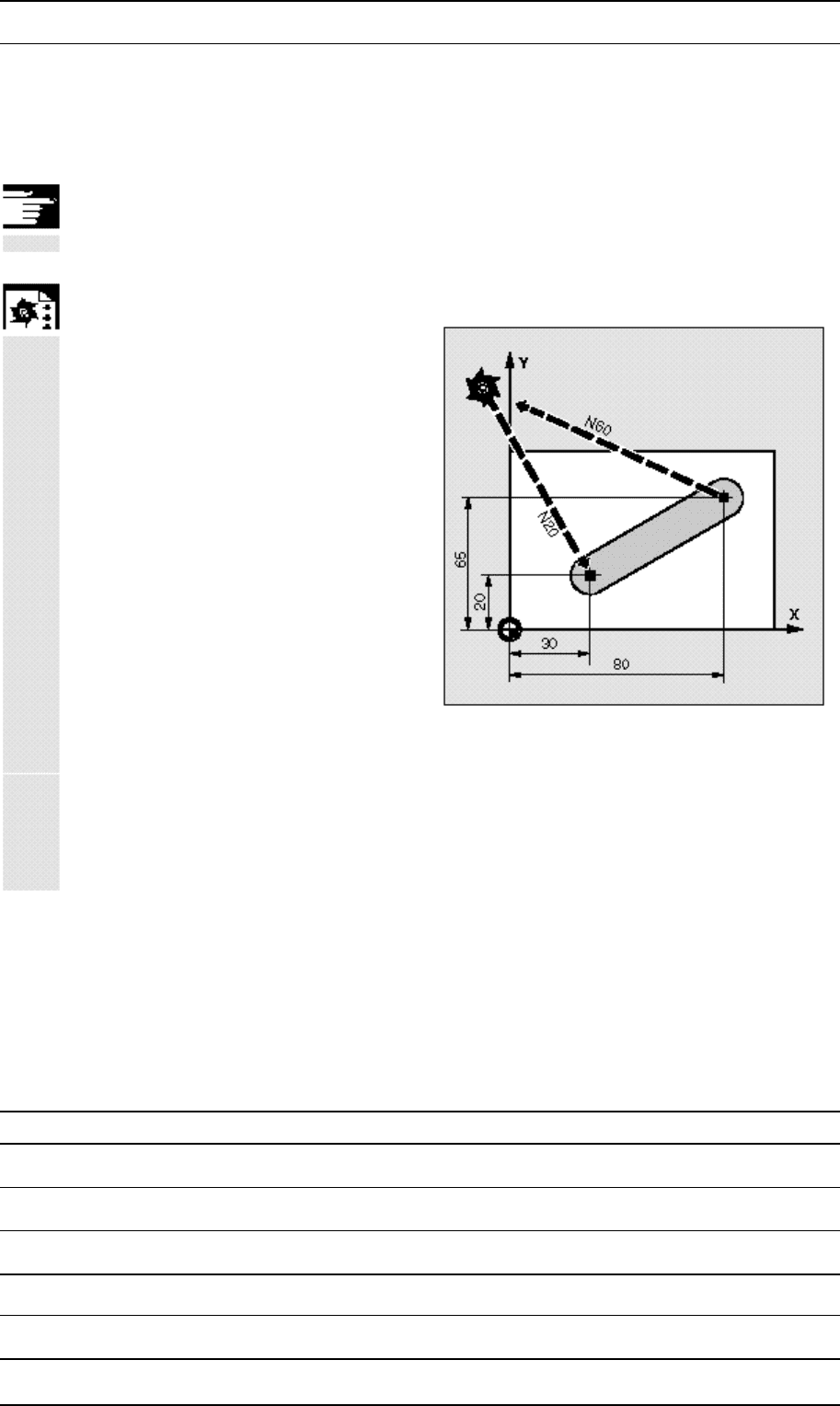
Пример программирования
G0 используется для подвода
начальных позиций или точек
смены инструмента, отвода
инструмента и т.д.
N10 G90 ... Абсолютная координата
N20 G0 X30 Y20 Z2 Подвод исходной позиции
N30 G1 Z-5 F1000 Подача инструмента на врезание
N40 X80 Y65 Перемещение по прямой линии
N50 Z2
N60 G0 X-20 Y100 Z100 Отвод инструмента

03.96 Программирование смещений инструмента
3-150