Руководство по программированию ShopTurn Siemens Sinumerik
Подождите немного. Документ загружается.


5
06.03 Функции ShopTurn
5.12 Оп
р
е
д
еление т
р
анс
ф
о
р
ма
ц
ий коо
рд
инат
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-301
Transfor-
mationen >
Нажать программные клавиши "Разное" и "Трансформации".
Verschie-
bung >
...
Spiege-
lung >
Выбрать через программную клавишу трансформацию
координат.
Выбрать, нужно ли запрограммировать новую или
аддитивную трансформацию координат.
Ввести желаемые координаты.
5
Функции ShopTurn 06.03
5.13 П
р
ог
р
амми
р
ование
ц
икла по
д
во
д
а/отво
д
а
5
© ООО Siemens 2003 Все права защищены.
5-302 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
5.13 Программирование цикла подвода/отвода
Если необходимо сократить подвод/отвод к циклу обработки или
решить сложную геометрическую ситуацию при подводе/отводе,
то можно создать специальный цикл. В этом случае ShopTurn не
учитывает предусмотренную для обычных ситуаций стратегию
подвода/отвода (см. главу "Подвод/отвод к циклу обработки").
Цикл подвода/отвода может быть вставлен между любыми
программными кадрами ShopTurn, но не внутри связанных
программных кадров.
Исходной точкой для цикла подвода/отвода всегда является
безопасное расстояние, на которое был осуществлен переход
после последней обработки.
Если необходимо осуществить смену инструмента, то можно
двигаться максимум через 3 позиции (P1 до P3) к точке смены
инструмента и максимум через 3 следующие позиции (P4 до P6)
до следующей исходной точки.
Если же смены инструмента не требуется, то доступно максимум
6 позиции для подвода к следующей исходной позиции.
Если 3-х или 6-ти позиций для подвода/отвода недостаточно, то
можно вызывать цикл последовательно несколько раз,
программируя тем самым следующие позиции.
Осторожно
Учитывать, что инструмент движется от последней
запрограммированной позиции в цикле подвода/отвода
непосредственно к точке старта следующей обработки.
Anfahren/
Abfahren
Нажать программные клавиши "Прямая Окружность" и
"Подвод/отвод".
Параметр Описание Единица
F1 Подача для подвода к первой позиции
Как альтернатива ускоренный ход
мм/мин
X1
1-ая позиция (инкр.) или 1-ая позиция ∅ (абс.)
мм
Z1 1-ая позиция (абс. или инкр.) мм
F2 Подача для подвода ко второй позиции
Как альтернатива ускоренный ход
мм/мин
X2
2-ая позиция (инкр.) или 2-ая позиция ∅ (абс.)
мм
Z2 2-ая позиция (абс. или инкр.) мм
F3 Подача для подвода к третьей позиции
Как альтернатива ускоренный ход
мм/мин
X3
3-ья позиция (инкр.) или 3-ья позиция ∅ (абс.)
мм
5
06.03 Функции ShopTurn
5.13 П
р
ог
р
амми
р
ование
ц
икла по
д
во
д
а/отво
д
а
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-303
Z3 3-ья позиция (абс. или инкр.) мм
Смена
инструмента
Точка смены инструмента: Подвод к точке смены инструмента с
последней запрограммиро-
ванной позиции и осуществление смены инструмента
Непоср.: Смена инструмента не в точке смены инструмента, а на последней
запрограммированной позиции
нет: Смена инструмента не осуществляется
T Имя инструмента (не при смене инструмента "нет")
D Номер резцов (не при смене инструмента "нет")
F4 Подача для подвода к четвертой позиции
Как альтернатива ускоренный ход
мм/мин
X4
4-ая позиция (инкр.) или 4-ая позиция ∅ (абс.)
мм
Z4 4-ая позиция (абс. или инкр.) мм
F5 Подача для подвода к пятой позиции
Как альтернатива ускоренный ход
мм/мин
X5
5-ая позиция (инкр.) или 5-ая позиция ∅ (абс.)
мм
Z5 5-ая позиция (абс. или инкр.) мм
F6 Подача для подвода к шестой позиции
Как альтернатива ускоренный ход
мм/мин
X6
6-ая позиция (инкр.) или 6-ая позиция ∅ (абс.)
мм
Z6 6-ая позиция (абс. или инкр.) мм
5
Функции ShopTurn 06.03
5.14 Вставка G-ко
д
а в п
р
ог
р
амме Sho
p
Turn
5
© ООО Siemens 2003 Все права защищены.
5-304 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
5.14 Вставка G-кода в программе ShopTurn
Существует возможность программирования кадров G-кода
внутри программы ShopTurn. Кроме этого для пояснения
программы можно вставлять комментарии.
Точное описание кадров G-кода по DIN 66025 можно найти в:
Литература: /PG/, Руководство по программированию
"Основы"
SINUMERIK 840D/840Di/810D
/PGA/, Руководство по программированию
"Расширенное программирование"
SINUMERIK 840D/840Di/810D
Кадры G-кода не могут создаваться перед заголовком
программы, после конца программы и внутри связанных
программных кадров.
ShopTurn не показывает кадры G-кода в графическом
программировании.
Если необходимо остановить обработку детали в определенных
местах, то в этих местах в рабочем плане программируется
команда G-кода "M01" (см. главу "Управление ходом программы").
Осторожно
Если инструмент через команду G-кода вводится в определенную
в заголовке программы область отвода, то он должен быть снова
выведен. Иначе из-за движений перемещения
запрограммированного после цикла ShopTurn могут возникнуть
столкновения.
Поместить курсор в рабочем плане программы ShopTurn на
программный кадр, после которого нужно вставить кадр G-
кода.
Нажать клавишу "Input".
Ввести желаемые команды G-кода или комментарии.
Комментарий всегда должен начинаться с точки с запятой (;).
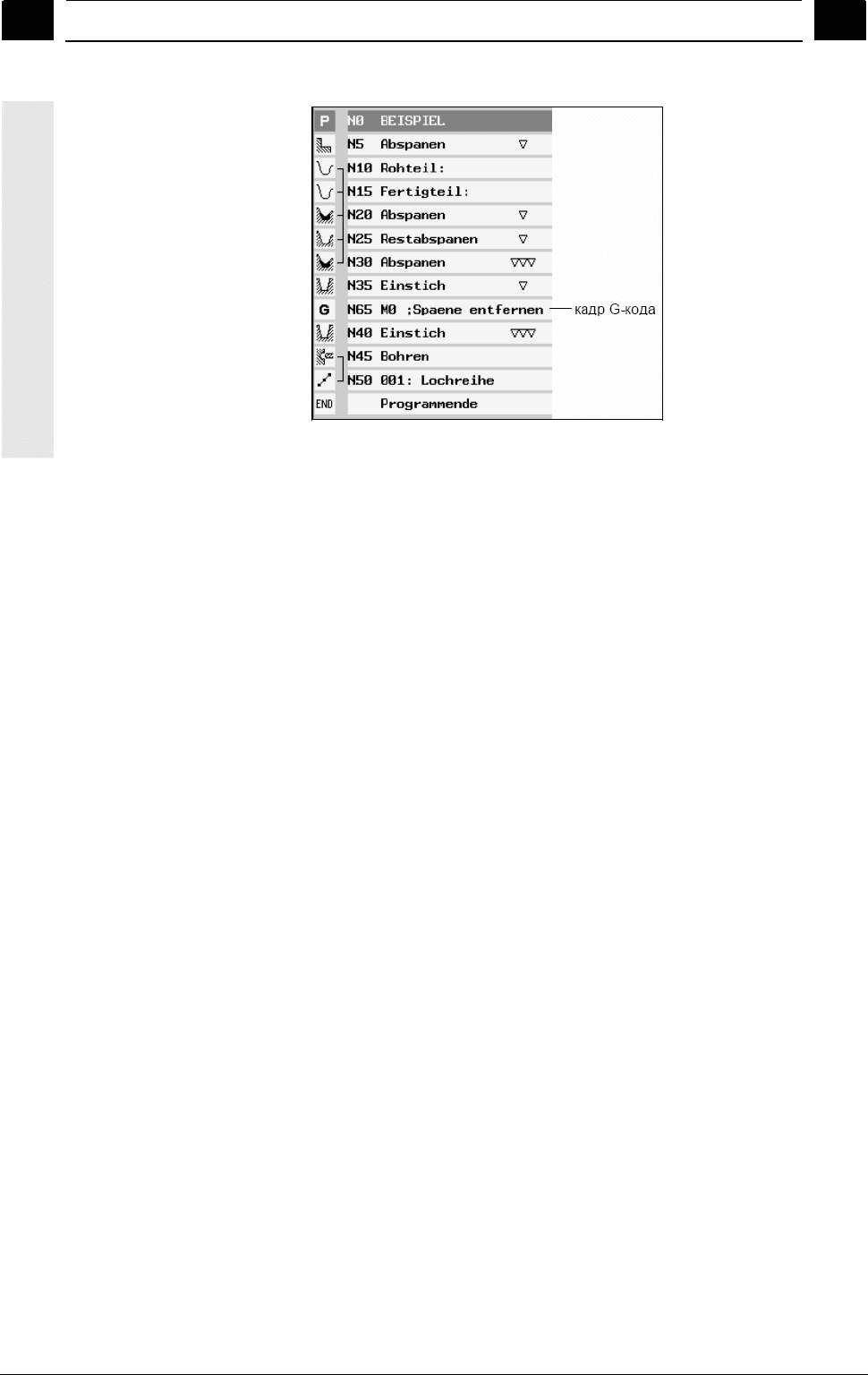
Новый созданный кадр G-кода обозначается "G" перед номером
кадра в рабочем плане.
5
06.03 Функции ShopTurn
5.14 Вставка G-ко
д
а в п
р
ог
р
амме Sho
p
Turn
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-305
G-код в программе ShopTurn

5
Функции ShopTurn 06.03
5.14 Вставка G-ко
д
а в п
р
ог
р
амме Sho
p
Turn
5
© ООО Siemens 2003 Все права защищены.
5-306 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
Для заметок

6
06.03 Программа G-Code
6
© ООО Siemens AG 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 6-307
Программа G-Code
6.1 Создание программы G-кода ............................................................................... 6-308
6.2 Выполнение программы G-кода .......................................................................... 6-311
6.3 Редактор G-кода.................................................................................................... 6-313
6.4 R-параметры.......................................................................................................... 6-316
6
Программа G-Code 06.03
6.1 Соз
д
ание п
р
ог
р
аммы G-ко
д
а
6
© ООО Siemens AG 2003 Все права защищены.
6-308 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
6.1 Создание программы G-кода
Если необходимо запрограммировать программу не с помощью
функций ShopTurn, то можно создать программу G-кода с
командами G-кода внутри интерфейса ShopTurn.
Команда G-кода может программироваться по DIN 66025.
Кроме этого маски параметров предлагают поддержку при
измерении и при программировании контуров, циклов сверления,
токарной обработки и фрезерования. Из отдельных масок
создается G-код, который снова может быть переведен в маски.
Поддержка циклов измерения должна быть установлены
изготовителем станка.
Следовать указания изготовителя станка.
Точное описание команд G-кода по DIN 66025, циклов и циклов
измерения можно найти в:
Литература: /PG/, Руководство по программированию
"Основы"
SINUMERIK 840D/840Di/810D
/PGA/, Руководство по программированию
"Расширенное программирование"
SINUMERIK 840D/840Di/810D
/PGZ/, Руководство по программированию Циклы
SINUMERIK 840D/840Di/810D
/BNM/, Руководство пользователя Циклы измерения
SINUMERIK 840D/840Di/810D
Если необходимо получить более подробную информацию по
определенным командам G-кода или параметрам цикла для PCU
50, то можно вызвать в службу помощи Online.
Точное описание помощи Online можно найти в:
Литература: /BAD/, Руководство по эксплуатации HMI
Advanced SINUMERIK 840D/840Di/810D
Создание программы
G-кода
Нажать программную клавишу "Программа".
Выбрать директорию, в которой должна быть создана новая
программа.
Neu
G-Code
Programm
Нажать программную клавишу "Новая" и "Программа G-кода".
Ввести имя программы.
Имя программы может состоять из 24 знаков. Разрешены все
буквы (кроме умляутов), цифры и подчеркивания (_).
ShopTurn автоматически заменяет строчные буквы
6
06.03 Программа G-Code
6.1 Соз
д
ание п
р
ог
р
аммы G-ко
д
а
6
© ООО Siemens AG 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 6-309
прописными.
-или-
Нажать программную клавишу "OK" или клавишу "Input".
Открывается редактор G-кода.
Ввести желаемую команду G-кода.
Вызов инструмента
Weiteres
>
Werkzeuge
Нажать программные клавиши "Дальше" и "Инструменты",
если необходимо выбрать инструмент из списка инструмента.
-и -
Поместить курсор на инструмент, который необходимо
использовать для обработки.
-и -
ins
Programm
Нажать программную клавишу "в программу".
Выбранный инструмент принимается в редактор G-кода.
На актуальной позиции курсора в редакторе G-кода появляется, к
примеру, следующий текст: T="SCHRUPPER80"
В отличие от программирования ShopTurn при вызове
инструмента сохраненные в управлении инструмента установки
не активируются автоматически.
Т.е. в дополнение к инструменту необходимо запрограммировать
смену инструмента (M6), направление
вращения шпинделя
(M3/M4), число оборотов шпинделя (S...) и СОЖ (M7/M8).
Пример:
...
T="SCHRUPPER80" ;вызов инструмента
M6 ;смена инструмента
M7 M3 S1=2000 ;включение СОЖ и главного шпинделя
...
Поддержка циклов
Kontur
...
Drehen
Выбрать через программную клавишу, нужна ли поддержка
для программирования контуров, циклов сверления,
фрезерования или токарной обработки.
Kontur
erzeugen
...
Выбрать через программную клавишу желаемый цикл.
Ввести параметры.
OK
Нажать программную клавишу "OK".
Цикл принимается как G-код в редактор.
Поместить курсор в редакторе G-кода на цикл, если
необходимо снова высветить соответствующую маску
параметра.
6
Программа G-Code 06.03
6.1 Соз
д
ание п
р
ог
р
аммы G-ко
д
а
6
© ООО Siemens AG 2003 Все права защищены.
6-310 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
Rücküber-
setzen
Нажать программную клавишу "Обратный перевод".
Высвечивается маска параметра выбранного цикла.
Edit
Если из маски параметра необходимо снова перейти напрямую в
редактор G-кода, то нажать программную клавишу "Edit".
Поддержка циклов
измерения
Перейти на расширенную горизонтальную панель
программных клавиши.
Messen
Drehen
-или-
Messen
Fräsen
Нажать программные клавиши "Измерение токарной
обработки" или "Измерение фрезерования".
Messtast.
kalibr.
...
Выбрать через программную клавишу желаемый цикл
измерения.
Ввести параметры.
OK
Нажать программную клавишу "OK".
Цикл измерения принимается как G-код в редактор.
Поместить курсор в редакторе G-кода на цикл измерения,
если необходимо снова высветить соответствующую маску
параметра.
Rücküber-
setzen
Нажать программную клавишу "Обратный перевод".
Высвечивается маска параметра выбранного цикла измерения.
Edit
Если из маски параметра необходимо снова перейти напрямую в
редактор G-кода, то нажать программную клавишу "Edit".
Online-помощь (PCU 50)
Переместить курсор в редакторе G-кода на команду G-кода
или в маске параметра поддержки циклов на поле ввода.
Нажать клавишу "Help".
Высвечивается соответствующая помощь.