Реферат - Холодная ломка проката
Подождите немного. Документ загружается.

Вопросу резки труб на заготовки уделяется много внимания во всех отраслях промышленности. Что касается толстостенных труб, то
для них вообще нет достаточно производительного способа резки. Кроме того, все применяемые в настоящее время способы резки
труб связаны со значительными отходами металла в стружку или на выплавление и сгорание.
Один из методов, применяемых для этих целей, холодная ломка изгибом или кручением. Смятие стенки в первом случае и
депланация материала во втором не способствуют их широкому распространению в производстве.
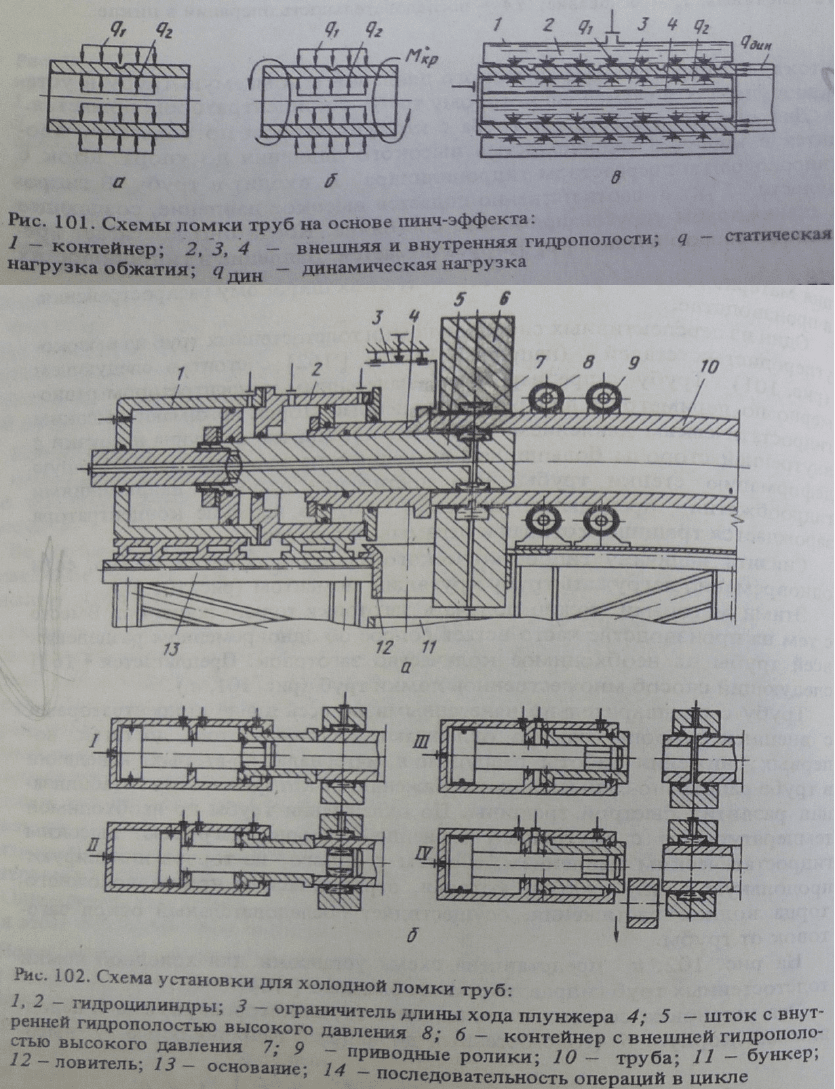
Один из перспективных способов ломки толстостенных труб из высокоуглеродистых сталей (например,ШХ15) [162] состоит в
следующем. Трубу с предварительно нанесенным концентратором равномерно по периметру с внутренней и внешней сторон
обжимают высоким гидростатическим давлением. Причем величина нагрузки с внутренней стороны больше, чем с внешней, на
величину, исключающую деформацию стенки трубы. При достижении осевыми напряжениями гидрообжатия предельного значения в
вершине концентратора зарождается трещина, которая и отламывает заготовку.
Снизить величину гидростатического давления обжатия можно, если одновременно нагружать трубу крутящим моментом.
Этими методами можно получать заготовки только поштучно. Вместе с тем на производстве часто встает вопрос об одновременном
разделении всей трубы на необходимое количество заготовок. Предлагается следующий способ множественной ломки труб.
Трубу с предварительно нанесенными по всей длине концентраторами с внешней стороны быстро охлаждают жидким азотом,
достигая, во-1 первых, снижения работы разрушения материала, во-вторых, наведения в трубе радиально-сжимающих напряжений,
от которых зависит стабилизация развития быстрой трещины. По охлаждении трубы до необходимой температуры ее с внутренней и
внешней сторон нагружают высоким гидростатическим давлением, а затем с одного из торцов инициируют продольную волну
сжатия, которая, отразившись от противоположного торца волной растяжения, осуществляет последовательный откол заготовок от
труб.